알루미나이드 확산코팅된 스테인레스 합금의 내산화 및 내삭마 특성
Oxidation Behaviors and Degradation Properties of Aluminide Coated Stainless Steel at High Temperature
Article information
Abstract
Stainless steel, a type of steel used for high-temperature parts, may cause damage when exposed to high temperatures, requiring additional coatings. In particular, the Cr2O3 product layer is unstable at 1000°C and higher temperatures; therefore, it is necessary to improve the oxidation resistance. In this study, an aluminide (Fe2Al5 and FeAl3) coating layer was formed on the surface of STS 630 specimens through Al diffusion coatings from 500°C to 700°C for up to 25 h. Because the coating layers of Fe2Al5 and FeAl3 could not withstand temperatures above 1200°C, an Al2O3 coating layer is deposited on the surface through static oxidation treatment at 500°C for 10 h. To confirm the ablation resistance of the resulting coating layer, dynamic flame exposure tests were conducted at 1350°C for 5–15 min. Excellent oxidation resistance is observed in the coated base material beneath the aluminide layer. The conditions of the flame tests and coating are discussed in terms of microstructural variations.
1. 서 론
스테인리스강은 보통 철에 12% 이상의 크롬이 들어간 강철 합금으로서, 스테인리스강에서 크롬은 치밀하고 단 단한 3가 산화물인 Cr2O3를 만들어 철의 피막재 역할을 맡고 있다[1-6]. 현재 사용되는 스테인리스강을 금속 조직 상 크게 분류하면 마르텐사이트계, 오스테나이트계, 페라 이트계, 석출경화형이 있다. 본 연구에서 사용된 스테인리 스강인 STS630의 조직은 두 가지 혼합 조직인 오스테나 이트상과 페라이트상 두 가지를 가지는 2 상계이다. 스테 인리스강의 특징은 특유의 강한 내식성 덕분에 부식이 잘 일어나지 않고 열전도율이 낮으며 고온에도 비교적 잘 견 디는 기능성 소재로서 다양한 부품에 사용된다. 또한, 값 싼 제조가격, 우수한 기계적 성질, 가공의 용이성, 상온에 서의 우수한 부식 저항성 등으로 자동차 산업, 우주항공 산업 등에서 다양하게 활용하고 있다[1-3]. 하지만 스테인 리스강의 최고 사용온도는 900°C 로서 고온에서는 사용하 기 어렵다. 이는 합금 내에 존재하는 Cr이 산화되어 스테 인리스강의 표면에 Cr2O3를 형성하여 900°C까지는 산화 를 방지하는 역할을 하기 때문이다. 따라서, 900°C 이상의 온도에서는 Cr이 함유된 스테인리스강이라 하더라도 합금 을 보호하기는 어렵다. 하지만, 고온의 환경에 노출되어야 하는 상황에서 스테인레스 부품이 사용될 수 있고, 이러한 부품을 고온에서도 보호할 필요성이 있다. 따라서 스테인 리스강의 장점을 고온에서 유지하기 위해서는 코팅을 통 해 표면에 고온에서도 성능을 유지 할 수 있는 보호층을 형성하는 방법을 모색하는 것이 필수적이다[4-6].
따라서 스테인리스강의 표면에 코팅을 통해 코팅층을 형성하고자 하는 연구는 현재도 진행되고 있으며 이의 예 시로 스테인리스 강에 Al Pack cementation coating, Al2O3 플라즈마 용융 분사, YSZ 플라즈마 용융 분사를 한 다층 코팅을 통해 표면에 코팅층을 형성하여 산화과정에서 Al2O3를 형성하여 1000°C 이상에서 100 h 이상의 열처리 조건 하에 시험편을 보호하여 내 산화성을 고찰하거나[6], 파이프 라인으로 사용되는 스테인리스 강 STS 316L의 표 면에 SiO2를 슬러리 코팅을 통해 코팅층을 형성하였을 때 기판과 코팅층의 접착성이 우수하고 수소의 침입을 제한 하며 700°C 미만에서 우수한 열 충격 저항을 나타내는 기 계적 특성 등 스테인리스강의 우수성을 이용하기 위해 코 팅을 통하여 강을 산화 및 고온환경에서 사용하기 위한 방법 등 스테인리스강을 산화 환경 및 고온에서 사용하기 위한 시도는 지속되고있다[7, 8].
코팅 방법의 종류와 특징을 간단히 비교해보면, 대표적 인 코팅 방법에는 붓을 이용하는 페인트 브러싱 코팅법이 있다. 코팅이 간편한 반면 막 두께의 균일도가 일정하지 않다[9]. 스프레이 코팅법은 전문 코팅 장비가 필요하며 코팅층의 두께가 일정하지 않다[10]. 닥터 블레이드 코팅 방법[11]은 슬리러를 부어 놓고 바닥에 일정한 간격을 유 지하도록 설계된 칼날을 위로 지나가게 하여 코팅을 하는 방법으로 정밀한 코팅층을 만들 수 있는 장점이 있지만 산업적으로 가격이 너무 비싸다. 한편, 화학 증착법(CVD) 은 파우더를 가열하여 기체상태로 만들어 모재에 증착 시 키는 방법으로서 모재와 코팅층의 접합력이 매우 우수한 특징이 있다[12]. 화학증착법 중에 팩 세멘테이션(pack cementation) 코팅법은 활성제, 소결 방지제와 코팅분말을 사용하여 고온에서 코팅하는 방법으로서[4, 6, 13-15], 간 단한 열처리 코팅 공정을 거치며 대량생산이 가능하고 모 재와 코팅층의 결합 또한 우수하며 복잡한 형상에도 코팅 이 가능하다. 이러한 코팅의 필요성에 근거하여 다양한 코 팅이 수행되었지만 비교적 간단하고 모재와의 결합력이 큰 팩 세멘테이션 방법과 열처리 방법만으로 스테인레스 스틸의 내산화성을 개선한 사례는 없다.
본 연구에서는 앞서 말한 코팅 방법 중 고온 확산 코팅 방법인 팩 세멘테이션 코팅법을 선정하였으며 STS 630 시편의 표면에 Al 확산 코팅 층을 형성하고자 하였다. 형 성된 코팅층의 제어를 위하여 다양한 온도에서 코팅을 수 행하였으며 코팅층과 모재의 미세조직을 분석하고 전처리 인 열처리를 수행한 시험편과 비교 분석하였다. 이러한 코 팅층의 내산화성 및 내삭마성을 평가하고자 1350°C 의 온 도에서 최대 15분까지 화염에 노출하여 코팅과 모재의 건 전성을 평가하고자 하였다.
2. 실험방법
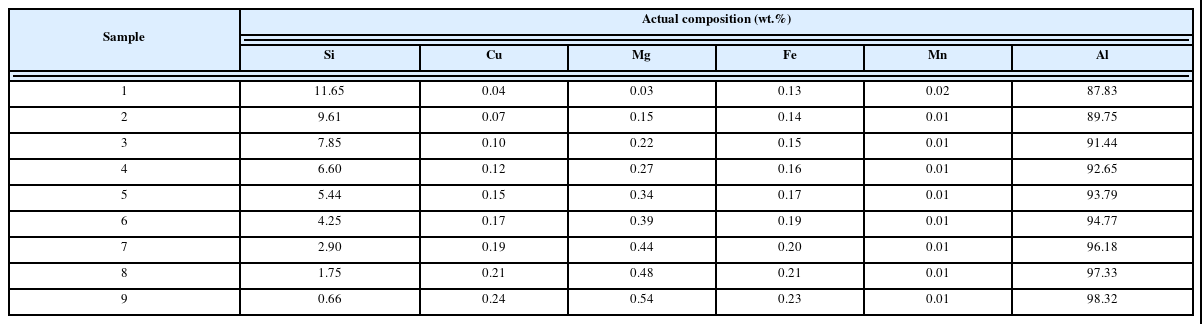
실험에 사용한 모재 시편은 STS 630 스테인리스강으로 직경 10 mm, 두께 5mm의 원기둥 모양의 시편을 사용하 였으며 조성은 표 1에 나타냈다.

Composition of STS 630 alloy (at%)
코팅층은 고온확산 코팅법을 이용해 Al 내산화 코팅을 통해 진행하였다. 코팅 전처리로 SiC paper를 통해 No. 800 까지 연마되었으며 코팅원(Al 분말), 소결방지제(Al2O3), 기화제(NaF) 분말을 Al : Al2O3: NaF = 30 : 65 : 5(wt%)의 비율로 섞어 시편과 함께 알루미나 도가니에 넣어 세라믹 본드로 밀봉을 하고, Ar 분위기에서 500°C, 600°C, 700°C 에서 6 h, 12 h, 25 h 동안 코팅을 진행하였다. 보다 자세한 코팅법은 다른 문헌에 공개하였다[3, 4, 16]. 코팅 후 시험 편의 내산화성 실험을 위해 500°C 에서 10 h 동안 정적 산 화 실험을 진행하였다. 코팅 시 예상되는 코팅층은 그림 1 [19]과 같이 Fe3Al, FeAl2, Fe2Al5, FeAl3 로 예상되며 정적 산화 진행 시 코팅층으로 형성한 Fe3Al, FeAl2, Fe2Al5, FeAl3 가 Al2O3를 표면에 형성할 것으로 사료된다. 시편의 분석은 주사전자현미경(Scanning electron microscope)과 에너지분산형 분광분석법(Energy-dispersive X-ray spectroscopy) 를 통해 분석하였다. 산화 실험은 그림 2와 같이 정 적 산화 실험과 동적 산화 실험을 진행하였다. 동적 화염 노출 산화 실험은 코팅을 하지 않은 시편과 팩 세멘테이 션 코팅 후 정적 산화 시험을 진행한 두 가지 시편으로 실 험하였다. 동적 산화 노출 실험 시 화염은 LPG(liquefied petroleum gas) 와 산소가스를 이용한 토치를 고정된 시험 편에 일정시간 동안 노출하였다. 동적 산화 실험인 화염 내삭마 실험에서 시험편과 토치의 거리는 10 cm로 위치하 여 1350°C의 온도에서 5분, 15분 동안 화염 노출 전후의 무게를 비교하였으며 실험의 결과는 적외선 온도 측정기 로 측정한 시편의 온도 데이터를 이용하였으며 SEM, XRD (X-ray diffraction) 을 통해 분석하였다[17, 18].
Images of static oxidation tests and dynamic flame oxidation tests.
3. 결과 및 토론
그림 3은 코팅 후 STS 630의 외관 사진이다. 코팅전의 시험편은 스테인리스강 특유의 광택을 띄고있다. 하지만, Al 코팅 후의 STS 630은 불투명한 하얀색을 띈다. 코팅 전 시편과 코팅 후 시편의 색상 차이는 팩 시멘테이션 코 팅으로 인해 Al 코팅이 표면에서 형성하는 것으로 사료되 며, 위 코팅층은 산화 시에 표면에 Al2O3를 형성하여 산화 로부터 시편을 보호할 것으로 예상된다[6, 14, 17, 18].
Images of STS 630 and aluminde coated STS 630.
그림 4는 500°C 6 h 코팅 진행 후 시편의 BSE 이미지 및 EDS 분석의 위치를 나타 내었다. BSE 분석결과 코팅 층이 모재에 증착 되었으며 코팅층은 16.1 μm의 두께로 확인되었다. EDS 분석 결과는 다음과 같다. Spectrum 1의 결과 Al, Cr, Fe 이 각각 73.5%, 7.4%, 19.1%(at%)를 나타 내는 Al rich 조성으로서 코팅원으로 사용된 Al 로 인해 Fe2Al5 상을 형성하였다. 또한 Spectrum 2의 결과 Cr, Fe, Ni, Cu 이 각각 16.5%, 74.5%, 4.1%, 5.0%로 검출되어 모 재로 확인되었다.
SEM BSE image with marks of EDS point analysis after coatings at 500°C for 6 h.
그림 5는 700°C 6 h 코팅 진행 후 시편의 SEM 이미지 및 EDS 분석 이미지를 나타내었다. SEM 분석결과 코팅 층이 모재에 형성되었으며 코팅층은 67.4 μm의 두께로 확 인되었다. EDS 분석 결과는 다음과 같다. Spectrum 1의 결과 Al, Cr, Fe이 71.8%, 3.9%, 24.3%(at%)를 나타내는 Al rich 조성으로 코팅원으로 사용된 Al로 인해 Fe2Al5 및 FeAl3 상을 형성하였으며 이러한 Al rich 확산 코팅층은 고온에서 모재의 산화를 보호하는 Al2O3 층을 형성하여 시편을 보호할 것으로 사료된다. 또한 Spectrum 2의 결과 Cr, Fe, Ni는 18.0%, 75.9%, 6.2%로 검출되었으며 Al은 검 출되지 않았다
SEM BSE image with marks of EDS point analysis after coatings at 700°C for 6 h.
그림 6은 500°C 12 h Al coating을 진행한 STS 630 XRD 분석 결과이다. Al 코팅된 시편은 Fe2Al5, FeAl3로 Al이 많 은 peak를 나타냈다. Peak를 통해 확인하였듯 표면에 생 성된 Al rich 확산 코팅층은 고온의 산화 환경에서 Al2O3 보호층을 형성하여 시편을 보호할 것으로 사료된다[7].
XRD analysis results of STS 630 coated at 500°C 12 h.
그림 7 (a)는 500°C, 600°C, 700°C에서 6 h, 12 h, 25 h coating 시간에 따른 코팅층의 두께를 그래프로 나타냈다. 비교적 온도가 낮은 500°C의 경우 코팅시간을 6 h에서 25 h로 증가시켰음에도 코팅층은 40 μm 미만으로 분석되 었다. 코팅층은 온도를 증가시킬수록, 코팅 시간이 길어질 수록 더 두꺼운 코팅층이 형성되었는데 온도의 영향이 코 팅층의 두께에 미치는 영향이 크다고 사료된다. 그림 7 (b)에서 확산을 통한 두께의 성장 속도를 예측 하기위해 다음 식을 이용하였다. h2 = kt의 식을 통해 도시되었으며 h는 두께(cm), k는 속도상수, t(sec)는 코팅 열처리 시간을 나타낸다. 이 식을 통해 활성화 에너지를 구하기 위하여 아레니우스 형식의 식인
(a) Coating layer thickness according to coating temperatures of 500°C, 600°C, 700°C and coating times of 6 h, 12 h, 25 h, respectively, and (b) rate constant with respect to temperature.
Rate constant k value according to coating conditions
표 3은 코팅 조건별 코팅층의 균일도를 계산한 표이다. 코팅층의 균일도 계산은 (max - min) / (max + min)×100% 의 공식을 통해 계산되었다. Max는 코팅층의 최대 크기, min은 코팅층의 최소 크기이다. 분석 결과 코팅층의 uniformity는 확산코팅의 특성상 일부 낮은 부분이 있었지 만, 전반적으로 균일하게 나타났다. 따라서, 위 코팅층이 동적 산화 실험 시 모재를 보호할 수 있는지 동적 화염 노 출 실험을 진행하였다.
Uniformity according to coating conditions
그림 8 (a), (b)는 500°C 12 h 코팅 후 500°C 10 h 조건 에서 표면에 Al2O3를 생성시키기 위하여 정적 산화 실험 을 한 시편의 SEM 이미지이다. 본 실험을 수행한 이유는 코팅층의 융점이 약 1100°C로서 실험 목표인 1350°C에 도달할 경우 코팅층이 녹는 것을 방지하고, 고온 노출에서 Al2O3 층의 핵생성 보다는 성장을 통한 표면과 모재의 보 호를 하기 위하여 수행하였다. 전처리 실험 결과, Al rich 코팅층이 정적 산화 과정을 거치면서 표면에 얇은 Al2O3 코팅층이 생성되었다.
SEM BSE image of a the specimen subjected to static oxidation tests at 500°C for 10 h after coating at 500°C for 12 h.
그림 9는 500°C 10 h 정적산화 실험 후 XRD를 통해서 위 시편을 분석하였을 때 Al2O3, Fe2Al5, FeAl3의 peak가 관찰되었다. Al2O3는 Fe2Al5, FeAl3가 정적산화를 진행할 때 산소와 반응하여 생성된 보호층이다. 따라서 위 시편의 보호층이 동적 산화 시에 시편을 안정적으로 보호하는지 관찰하기 위해 동적 산화 실험을 실시하였다.
XRD analysis after static oxidation experiment at 500°C for 10 h.
그림 10은 (a) STS 630 시편 동적 산화 실험 전, (b) STS 630 시편 동적 산화 실험 5분 후, (c) 500°C 에서 12 h Al coating STS 630 시편 동적 산화 실험 전, (d) 500°C에 서 12 h Al coating STS 630 시편 동적 산화 실험 5분 후 의 외관 사진이다. 그림 (b)는 코팅을 하지 않은 STS 630 의 화염 노출 후의 사진으로서 표면에 많은 산화물들이 검은색으로 형성한 것을 확인할 수 있다. 또한, 코팅을 하 지 않고 동적 산화를 진행시편의 경우 동적 산화를 5분간 진행하였을 때 무게는 6.5 g에서 6.5 g으로 변화는 거의 없 으나 표면이 검고 scale이 발생하며 박리되어 원래의 형상 을 유지하지 못하였다. 그림 (d)는 Al coating 후 동적 산 화를 5분 진행한 시편으로서, 원래의 형상을 유지하는 것 을 알 수 있었고, 무게는 동적 산화 전 6.9 g에서 동적 산 화 후 6.9 g으로 거의 변화가 존재하지 않았다. 이는 표면 에 형성된 Al2O3층이 시편을 보호하는 것으로 사료된다.
The specimen outlook (a) before dynamic flame oxidation tests, (b) after dynamic flame oxidation tests after 5 minutes, (c) before dynamic flame oxidation tests on aluminide coated STS 630 specimen (after static oxidation), and (d) after dynamic flame oxidation tests of (c) specimen.
그림 11은 (a) STS 630 시편 동적 산화 실험 전, (b) STS 630 시편 동적 산화 실험 15분 후, (c) 500°C에서 12 h Al coating STS 630 시편 동적 산화 실험 전, (d) 500°C에서 12 h Al coating STS 630 시편 동적 산화 실 험 15분 후의 외관 사진이다. 그림 (b)의 코팅을 하지 않 은 STS 630의 화염 노출 후 표면에 많은 산화물이 형성 된 것을 확인할 수 있다. 코팅을 하지 않고 동적 산화를 진행시편의 경우 15분간 동적 산화를 진행하였을 때 무게 는 6.5 g 에서 6.3 g으로 변화가 심했고, 고온 노출로 인하 여 표면에 스케일이 생성되었다. 하지만, 그림 (d)의 Al coating 후 동적 산화를 15분 진행한 시편은 표면에 형성 된 Al2O3 층이 시편을 화염으로부터 보호하여 시험편에는 큰 변화가 없었다. 또한, 코팅한 시편은 산화 전 무게 변 화는 6.8 g에서 동적 산화 후 6.8 g으로 거의 발생하지 않 았다. 따라서 Al coating을 진행한 시편의 경우는 정적 산 화 실험, 동적 산화 실험에서 산화물이 형성되지 않음을 통해 시편의 산화를 방지하였고 전형적인 산화물 스케일 의 표면 박리 없이 원래 시험편의 형상을 그대로 유지하 고 있음을 확인하였다.
(a) as-received STS 630 specimen, (b) STS 630 specimen after dynamic oxidation tests for 15 minutes, (c) 500°C 12 h Al coated STS 630 specimen dynamic oxidation tests (after static oxidation), (d) dynamic oxidation of 500°C 12 h Al coated STS 630 specimen after 15 minutes of flame exposure.
그림 12은 코팅 및 산화 테스트 결과를 모식도를 통해 나타내었다. 앞서 언급한 내용과 같이 STS 630에 Al 팩 세멘테이션을 통해 표면에 Al rich 층인 Fe2Al5, FeAl3 코 팅층을 형성하고 정적 산화를 통해 표면에 Al2O3 층을 형 성하였다. 추가적인 조성 및 다양한 온도와 시간에서의 연 구가 필요하지만, 본 실험에서 1350°C의 고온에서 동적 산화를 진행한 결과, 코팅을 하지 않은 시편은 표면에 산 화물 및 스케일이 발생한 반면, 코팅한 후 정적 산화 실험 을 진행한 시험편은 표면에 Al2O3층을 형성하여 산화되지 않았으므로 스테인레스 합금을 고온에서 사용할 수 있는 가능성을 제시하였다.
Schematic diagram of coating process and oxidation test results.
4. 결 론
본 연구에서는 스테인리스강은 1000°C 이상의 온도에서 합금 자체의 Cr2O3 보호층으로는 모재를 안정적으로 보호 할 수 없어 시편의 표면에 코팅을 통하여 내산화성을 향 상시켰다. 내화염성을 평가하기 위하여 가스토치로(LPG) 1350°C의 고온에서 노출하여 코팅되지 않은 시험편과 코 팅된 시험편의 변화를 고찰하였다. 확산 코팅은 STS 630 시편에 팩 세멘테이션을 수행하여 500°C ~ 700°C에서 6 h ~ 25 h 코팅을 진행하였다. 본 연구에서 수행된 코팅층 의 경우 속도상수 k는
Acknowledgement
The financial support of Korea Institute for Advancement of Technology (KIAT) grand funded by the Korea Government (MOTIE) (P0002019) and National Research Foundation of Korea (NRF) funded by the Ministry of Education, Science and Technology is greatly appreciated (contract No. 2020R111A3070554).