AlSi10Mg 합금분말 크기가 선택적 레이저 용융된 3차원 조형체 특성에 미치는 영향
Influence of Powder Size on Properties of Selectively Laser-Melted- AlSi10Mg Alloys
Article information
Abstract
Aluminum (Al) - based powders have attracted attention as key materials for 3D printing because of their excellent specific mechanical strength, formability, and durability. Although many studies on the fabrication of 3Dprinted Al-based alloys have been reported, the influence of the size of raw powder materials on the bulk samples processed by selective laser melting (SLM) has not been fully investigated. In this study, AlSi10Mg powders of 65 μm in average particle size, prepared by a gas atomizing process, are additively manufactured by using an SLM process. AlSi10Mg powders of 45 μm average size are also fabricated into bulk samples in order to compare their properties. The processing parameters of laser power and scan speed are optimized to achieve densified AlSi10Mg alloys. The Vickers hardness value of the bulk sample prepared from 45 μm-sized powders is somewhat higher than that of the 65 μm-sized powder. Such differences in hardness are analyzed because the reduction in melt pool size stems from the rapid melting and solidification of small powders, compared to those of coarse powders, during the SLM process. These results show that the size of the powder should be considered in order to achieve optimization of the SLM process.
1. 서 론
3D 프린팅(Additive Manufacturing) 제조시스템은 디지 털화된 데이터를 이용하여 소재를 적층해 3차원 물체를 제조하는 기술로서, 갈수록 다양해지는 사용자 요구에 맞 춘 다품종 소량 생산에 적합하다. 3D 프린팅 공정으로 부 품 또는 소재를 제조하기 위하여 분말, 액체, 고체 형태의 특정 물질 등이 사용되고 있으며 고분자, 금속, 하이드로 젤, 복합소재에 이르기까지 다양한 소재로부터 복잡하고 정밀한 제품의 일체형 생산이 가능하다. 3D 프린팅 기술 은 기존의 절삭가공 공정과 달리 소재에서 바로 최종 시 제품을 빠르게 생산해낼 수 있기 때문에 재료의 손실을 최소화하고 공정을 단순화할 수 있으며, 디지털화된 설계 데이터를 이용함으로써 전통 제조업의 혁명을 예고하고 있다[1, 2].
3D프린팅 기술개발 초기에는 고분자 소재 중심의 3차원 조형 기술이 주를 이루고 있었지만, 최근에는 금속 소재를 이용하여 자동차, 국방, 항공, 의료 등의 복잡한 구조를 요 구하는 분야에서 그 활용성이 활발히 검토되고 있다. 금속 3D프린팅공정에서는 분말, 와이어, 플레이트 형태의 소재 를 이용하여 조형하는 방법이 있으며, 현재는 분말 소재를 이용하는 경우가 가장 많이 활용되고 있다. 금속 분말의 적층 제조 방법에는 대표적으로 Directed Energy Deposition (DED)방식과 Powder Bed Fusion(PBF)방식이 있다. 고출 력 레이저를 사용하여 금속 분말을 용융시키며 고밀도의 3차원 형상을 얻을 수 있는 선택적 레이저 용융(Selective Laser Melting(SLM))공정은 PBF방식의 대표적인 공정이 다[3, 4]. SLM공정으로 제조된 부품이 상용화 되기 위해 서는 기존의 공정들과 비교 시 우수한 기계적 특성 및 내 구성을 필요로 할 뿐만 아니라 제조 기간 단축 등의 생산 경제성이 우선적으로 고려되어야 한다.
전세계적으로 금속 분말을 이용한 SLM 공정 방식을 활 용하여 Ni계, Fe계, Ti계 및 Al계 소재를 중심으로 각각 초내열 합금 공구 및 금형강 등에 응용하기 위한 연구가 활발히 이루어지고 있다. 최근 들어 금속 3D프린팅기술에 있어서 가장 큰 이슈는 경량 금속 분말의 사용 및 기존 부 품화 공정 단계의 단축이다. 이러한 추세에 따라 기존의 스테인레스나 니켈 기지 Inconel합금 등으로 집중되던 연 구가 최근에는 알루미늄과 마그네슘 등의 경량 금속의 기 계적 성질을 향상시켜 높은 강도를 가지는 부품개발 및 공법 개발에도 관심이 집중되고 있다[5-8].
그러나 Ni계 및 Fe계 소재에 비하여 경량 금속인 Al계 소재는 상대적으로 그 연구가 적은 편이다. 그 이유는 Al 소재의 경우 표면의 산화막과 높은 반사율로 인하여 고출 력의 레이저파워가 요구되며 반응성 금속에 대한 처리가 가능한 장비가 요구되기 때문이다. 그럼에도 불구하고 Al 소재 연구가 점차 증가하는 이유는 3D프린팅 조형체로 구 현될 경우 우수한 기계적 특성, 성형성, 내구성을 확보할 수 있어 자동차나 항공 등의 수송 분야에 바로 적용이 가 능하기 때문이다[9].
Al합금중에서 가장 많은 관심을 받는 소재는 Al-Si계 AlSi10Mg합금분말이며, 그 이유는 레이저를 이용한 3D프 린팅 장비에서의 활용도가 다수의 연구를 통해 검증되었 기 때문이다[10-12]. 그러나 AlSi10Mg 분말의 연구의 대 부분은 3D프린터 장비업체가 제공하는 소재에 대한 조형 체 제작과 특성에 대한 연구로 이루어져왔다. 즉, 금속 분 말 입도의 변경 없이, 공급된 분말에 대해서 적층조형체를 제조하고 공정을 최적화하는 연구가 주를 이루었다. 실제 로 수송 분야 등에서 더욱 많은 응용을 확보하기 위해서 는 원료가 되는 금속 분말 소재에 대한 다변화 및 이에 따 른 조형체의 효과에 대한 탐색과 관련 데이터베이스 확보 가 필요하다. 구체적으로 기존에 3D프린팅용으로 공급되 는 AlSi10Mg 분말은 대부분 입도가 45 μm 이하이고 평균 입도가 25 μm 수준인 미세분말이다. 레이저를 이용하는 3D프린팅 공정에서 원료 소재의 유동도는 매우 중요한 특 성 중 하나로 요구되는데, 이러한 미세분말로는 우수한 유 동도를 확보하기 어렵다. 그러나, 현재까지 연구들은 입도 변화에 대한 조형 특성을 평가하기 보다는 조형체 자체의 열처리 및 후처리를 통한 물성 향상에 더욱 초점을 두어 왔다. 이로 인하여 3D프린팅 공정을 통해 원료 분말의 평 균 입도 변화에 따른 조형체 물성 변화에 대한 기초 데이 터의 확보 및 해석 연구가 부족한 실정이다.
따라서, 본 연구에서는 유동도가 우수한 평균 입도 65 μm의 AlSi10Mg합금분말을 가스 아토마이저(Gas Atomizer) 로 직접 제조한 후, SLM 공정으로 3차원 조형체를 제작하여 상대적으로 큰 입도가 조형공정에서 미세조직 및 경도 변화에 미치는 영향을 확인하고자 하였다. 또한, 입도 별 차이를 확인하기 위하여 평균 입도 45 μm의 작은 분말을 같은 조건으로 적층 조형하여 그 특성을 비교하였 다. 최적의 고밀도 제작을 위해 SLM공정에서 주요한 변 수인 레이저 파워(Laser Power)와 스캔 스피드(Scan Speed) 를 제어하였으며, AlSi10Mg조형체를 분석하여 초기 분말 입도에 따른 미세 조직과 경도 특성에 대한 기초 물성을 확인하였다.
2. 실험방법
본 연구에서는 가스 아토마이저(Gas atomizer, PSI사, 영 국)를 사용하여 AlSi10Mg 분말을 제조하여 90 μm 이하 크기로 분급하였다. 합성된 분말은 Concept Laser사의 M2 장비(ytterbium fiber laser, 400W)를 사용하여 선택적 레이 저 조형 공정을 수행하였다. 조형 공정 시 분말 입도 변화 에 따른 물성 변화를 확인하기 위하여 평균 입도 약 45 μm 수준의 AlSi10Mg 합금 분말(EOS사, 독일)을 동일 한 조건으로 조형하였다. 알루미늄 합금 분말 표면의 산화 막을 극복하고 분말을 완전히 용융시켜 고밀도의 조형체 를 확보하기 위하여 레이저 파워 350W 조건에서 레이저 빔 사이의 중첩도는 30%로 고정하여 조형을 진행하였다. 레이저 스캔 스피드는 최대 2800 mm.s−1까지 변화를 주었 고, 레이저 스캔 패턴의 경우 대각선 방향으로 층마다 90 도 회전하면서 조사되는 방식을 채택하였다. 공정이 진행 되는 챔버 내의 분위기는 조형체의 산화 방지를 위해 산 소 잔존량이 0.1% 이하의 Argon 분위기를 형성하여 진행 하였다. 조형체의 형상은 Cube형태(10 × 10 × 10 mm3)로 제조하였다.
3D 프린팅 공정을 진행하기 전 사용되는 두 종류의 AlSi10Mg 분말의 입도 분석은 Laser particle size analyze (LS13, Beckman Coulter사, 미국)를 이용해 건식 분위기 조건에서 분석하였다. 분말의 유동도를 측정하기 위해 Hall flowmeter(Carney Funnel)에 50 g의 분말을 담은 뒤 흐르는 시간을 측정하였다.
제작된 조형체를 마운팅한 후 폴리싱하여 미세조직을 확인하였으며, 조형체 내의 기공, 멜트 풀(Melt pool) 등 미세조직 분석을 위하여 HCl:HNO3:HF:Distilled Water = 1.5:2.5:1:95 로 혼합하여 만들어진 Keller reagent 용액을 사용하여 에칭을 진행하였다. 상대 밀도는 아르키메데스 법(Archimedes method)을 적용하여 시편의 무게를 측정하 여 분석하였다. 미세조직은 OM(TME-BD, Nikon사, 일본), FE-SEM(MIRA3 LM, Tescan사, 체코)을 통해 분석하였다.
제조된 두 종류의 3차원 조형체에 대한 비커스 경도 측 정을 수행하였다. 비커스 경도는 Micro-Vickers hardness (HM-211, Mitutoyo사, 일본)을 통해 분석하였고, 경도 측 정 시 하중은 1.96N으로 설정하였으며 유지시간은 15초로 설정하였다.
3. 결과 및 고찰
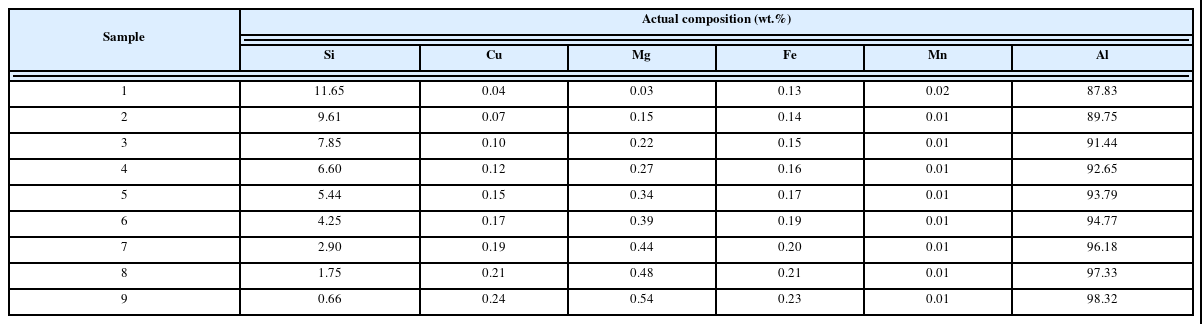
Fig. 1은 본 연구에서 사용한 두 가지 크기를 갖는 AlSi10Mg 분말의 표면 사진과 분말입도분포를 각각 비교 한 것이다. Fig. 1(a)는 본 연구에서 비교재로 사용된 AlSi10Mg 상용분말의 표면사진으로서, 분말은 구형의 형 상을 가지며 입도는 80 μm 이하로 분급되어 있으며 평균 45 μm 크기를 갖는 것으로 확인되었다. Fig. 1(b)는 본 연 구에서 직접 제조하여 사용한 분말로서 구형의 형상을 가 지는 것을 확인하였다. Fig. 1(b) 에서 확인할 수 있는 바 와 같이 AlSi10Mg 분말의 크기는 100 μm 이하에서 정규 분포를 보이며 평균 입도는 약 65 μm로 측정되었다. 본 연구에서는 평균 입도 45 μm 크기의 분말을 S-AP(Small AlSi10Mg powder), 평균 입도 65 μm 크기의 제조 분말을 C-AP(Coarse AlSi10Mg powder)로 분류하여 표기하였다. Table 1에 상용소재인 S-AP와 본 연구에서 제작한 소재인 C-AP의 화학조성을 분석하여 나타내었다. 표에서 알 수 있듯이 S-AP의 조성과 비교하여 직접 제조한 C-AP의 조 성이 큰 차이가 없음을 확인할 수 있었다. 두 가지 크기의 분말에 대해 3D프린팅 적합도를 확인하기 위하여 유동도 를 측정하였다. 측정결과는 기존 연구[13]에 사용되었던 평균 입도 25 μm 크기 분말의 결과와 함께 Table 2에 정 리하였다. Table 2에서 알 수 있듯이 입도가 커짐에 따라 유동도가 다소 향상되는 것을 확인하였다. 즉, Ф4.93 Hall flowmeter에서 분말 50 g를 기준으로 기존 연구에 사용된 25 μm 분말의 경우 유동도가 17.12초이고, S-AP의 경우 12.97초, C-AP의 경우 10.90초로 측정되었다. 이는 구형 분말의 크기가 증가함에 따라 유동성이 향상됨을 의미한 다. 유동도 향상은 분말의 균일한 적층을 의미하므로 높은 유동도를 확보하는 것은 PBF(Powder Bed Fusion)방식의 3D프린팅 공정에서 중요한 요소이다. 3D프린팅에서 Hausner ratio는 Tap density / Apparent density로 나타낼 수 있는데, 이 값은 조형체의 제조에 필요한 분말의 3D프 린터 챔버 내 충진율을 나타내는 특성 중의 하나로서 계 산 값은 Table 2에 나타내었다. Hausner ratio가 1에 가까 울수록 우수한 충진율이 기대되므로 레이저 용융 조형공 정에서 큰 기공을 생성하지 않고 조형이 가능할 것으로 예측된다. 분말의 입도에 따른 Hausner ratio의 뚜렷한 변 화는 보이지 않지만, 직접 제조한 C-AP의 값이 1.14로 종 래에 상용화되어 사용되는 S-AP의 값보다 낮으므로 SLM 공정에 적합함을 확인하였다.
SEM images and particle size distributions of (a) the small AlSi10Mg powder (S-AP) (b) the coarse AlSi10Mg powder (C-AP) used in this study.

Chemical composition of AlSi10Mg powders used in this study
Physical properties of AlSi10Mg powders according to particle size
Fig. 2(a)는 S-AP와 C-AP분말을 사용하여 레이저 파워 를 350 W로 고정하고, 레이저 스캔 스피드를 400, 800, 1200, 1600, 2000, 2400 그리고 2800 mm.s−1로 변화시키며 조형한 샘플 사진을 나타낸 것이다. 특히, 두 분말 모두 스 캔 스피드 400 mm.s−1 조건에서는 사진상에서도 나타나는 바와 같이 분말의 과용융으로 인한 불규칙한 표면을 확인 할 수 있는데, 이는 고용량의 레이저가 천천히 조사되면서 나타나는 높은 에너지 밀도에 의한 현상이라고 볼 수 있 다. 에너지 밀도 식은 다음과 같다.
(a) A photo of bulk samples fabricated by a SLM process, relative densities vs (b) scan speed and (c) energy density of the both samples prepared from S-AP and C-AP, respectively.
위 식에서 P는 laser power, v는 scan speed, h는 hatch spacing, t는 layer thickness를 나타낸다. 파워가 높고 스캔 스피드가 낮기 때문에 고밀도의 에너지를 받아 과용융이 일어나면서 표면이 용융되는 형태가 일부 관찰되었다.
하지만 Fig. 2(b)에서 알 수 있듯이 과용융된 스캔 스피 드 400 mm.s−1 조건이 상대 밀도 측면에서는 상당히 좋은 결과를 보여 주고 있다. S-AP를 사용한 경우에는 400~ 1600 mm.s−1 조건에서 99% 이상의 상대 밀도를 달성하였 고, C-AP를 사용한 경우 400, 800 mm.s−1 조건에서 99% 이상으로 측정되었다. S-AP 샘플의 800 mm.s−1 조건에서 다소 상대 밀도가 낮아지는 것이 관찰되지만 수치적으로 400, 1200 mm.s−1 조건과 비교해도 1% 이하의 기공율로 상대 밀도의 변화가 크지 않은 것으로 판단하고 있다. 상 대적으로 평균 입도가 큰 C-AP가 400 mm.s−1 조건에서 상 대 밀도가 가장 높았지만 과용융을 고려했을 때, 최적의 조건은 레이저 파워 350W에서 스캔 스피드 800 mm.s−1 에서 1600 mm.s−1 사이란 것을 알 수 있었다. 이 현상을 상대 밀도와 에너지 밀도의 관계로 Fig. 2(c)에 나타내었 다. 평균 입도가 큰 C-AP 샘플은 약 60 J.mm−3의 에너지 밀도로 이론 밀도의 99%를 얻을 수 있는 반면, 평균 입도 가 작은 S-AP 샘플은 약 30 J.mm−3의 에너지 밀도만으로 동일한 상대 밀도의 조형체를 얻을 수 있었다.
Fig. 3(a)는 상대적으로 큰 분말인 C-AP를 사용하여 레 이저 파워 350 W, 스캔 스피드 800 mm.s−1 조건에서 조형 된 조형체의 3 방향 단면을 보여주고 있다. 눈에 띄는 기 공 없이 조형되었음을 확인하였다. 스캐닝 방향인 X, Y축 방향에서의 단면은 물결 형태의 무늬를 볼 수 있는데, 이 는 레이저가 일정 간격(hatch spacing)으로 지나간 흔적을 보여준다. 그리고 빌드 방향인 Z축 방향의 단면에서는 멜 트 풀(melt pool: 용융 영역)을 볼 수 있다. 멜트 풀은 레 이저가 지나가면서 생기는 용융 흔적으로서 멜트 풀의 크 기로 레이저에 의해 영향을 받은 영역을 확인할 수 있다. 특히, 눈에 띄는 점은 멜트 풀이 서로 교차되어 있는 모습 이다. 이는 레이저 스캔 패턴이 한 층을 쌓을 때마다 90도 회전하며 조사하는 방식때문에 나타난다.
(a) An optical 3D surface morphology of the bulk sample fabricated by the SLM condition of scan speed 800 mm.s−1 and laser power 350W, optical microscopic images of the bulk sample perpendicular to building direction with the scan speeds of 400, 1200 and 2800 mm.s−1 in the use of (b) S-AP and (c) C-AP, respectively.
각 분말의 스캔 스피드에 따른 미세조직을 Fig. 3(b)와 (c)에 나타내었다. Fig. 3(b)에서도 알 수 있듯이 스캔 스피 드가 증가함에 따라 상대 밀도가 줄어드는 것을 육안으로 확인할 수 있었다. 분말의 크기와 상관 없이 스캔 스피드 2000 mm.s−1 이상의 조건에서는 큰 기공들이 늘어나면서 상대 밀도가 95%까지 감소되었다.
Fig. 4(a)는 각 스캔 스피드에 따른 비커스 경도 값을 그 래프로 정리한 결과이다. 눈에 띄는 점은 S-AP 분말을 사 용한 조형체 경도값이 C-AP 조형체 경도값보다 모든 스 캔 스피드 영역에서 8에서 최대 20 Hv 만큼 전체적으로 조금 크다는 점이다. 전반적으로 스캔 스피드에 따른 경도 의 변동폭이 크지는 않았지만, 큰 분말과 작은 분말을 조 형하였을 경우 나타나는 경도 변화는 확실히 확인되었다 고 할 수 있다. 실제로 동일한 공정조건의 벌크 샘플에 대 한 경도값을 비교한 Fig. 4(b)의 결과에서 보는 바와 같이 S-AP 조형체의 최고 경도값이 C-AP 조형체의 경도값보다 약 13 Hv가 더 크게 측정되고 있다. 이러한 경도값의 차 이가 발생하는 원인을 확인하기 위해 미세조직을 분석하 였고, Fig. 4(c), (d)에 각각 나타내었다. 각 벌크 소재의 미 세구조를 비교해 보면, 전반적으로 S-AP를 사용한 벌크 소재의 멜트 풀보다 C-AP분말을 사용하여 제조한 벌크 소재가 보이는 멜트 풀의 크기가 비교적 큰 것을 확인할 수 있다. Fig. 4(c)와 (d)의 붉은색 원 안에 나타낸 바와 같 이 멜트 풀의 크기 차이는 평균적으로 C-AP를 사용한 경 우가 약 1.3 배 이상 큰 것으로 확인되었다. 따라서, 형성 된 멜트 풀 크기 차이가 경도값의 차이를 발생시키는 원 인으로 판단하였다. 실제로 비커스 경도계의 indenter tip 의 크기만 살펴보아도 약 63 μm와 68 μm로 10% 정도의 차이를 나타내고 있다. 이를 설명하기 위해 Fig. 5(a), (b) 에 개략적으로 비커스 경도계의 indenter가 압입되는 상황 을 표현하였다. 멜트 풀은 결정립계와 비슷한 역할을 할 수 있는데, 일반적인 결정립계와 경도 사이의 상관관계식 인 Hall-petch식을 이용할 수 있을 것이다. Hall-petch식은 다음과 같다.
Comparison of (a) Vickers hardness vs. scan speed, (b) maximum peak values, and optical microscope images of melt pools at 350W, 800 mm.s−1 of the bulk sample prepared from (c) S-AP and (d) C-AP.

Schematic illustration of melt pool region with indented Vickers tip of the bulk sample prepared by (a) S-AP and (b) CAP, (c) a representative SEM image highly magnified on to the melt pool.
여기서 Hv는 경도값, H0와 KH는 경도에 따른 상수, d는 결정립의 크기를 나타내며 d의 크기를 본 연구에서는 멜 트 풀의 크기로 대입하면 경도값의 저하가 쉽게 설명된다. 구체적으로, S-AP 조형체의 작은 멜트 풀로 인해 외부 변 형에 대한 저항성이 용융 경계면에 가로막힐 확률이 올라 가고 이로 인해 경도값이 증가하는 경향이 나타나는 것으 로 판단된다. 이를 통해 스캔 스피드가 증가하면 경도가 증가하는 이유도 설명할 수 있다. 스캔 스피드가 증가함에 따라 에너지 밀도가 감소하고, 이로 인해 멜트 풀의 크기 가 작아지면서 경도도 증가하는 것이다. 실제로 멜트 풀 내를 확대하여 보면 Fig. 5(c)와 같이 두가지 샘플 모두 비 슷한 미세조직을 가짐을 확인하였고, 결국 미세조직에서 의 차이는 멜트 풀의 차이에서만 발견할 수 있었다.
요약하면 조형체의 표면상태, 상대밀도, 미세구조, 경도 값 등을 비교하였을 때, 레이저 파워 350W, 스캔 스피드 800~1200 mm.s−1 조건이 가장 최적의 조건이라 판단된다. 또한, 평균 입도가 커짐에 따라 다량의 에너지가 필요하며 이에 따라 멜트 풀의 크기도 커지는 것으로 판단되었다. 이로 인하여 경도가 다소 낮아지기는 하였으나 상대밀도 측면에서 이론 밀도에 가까운 값을 확보할 수 있음을 확 인하였다. 물론, 멜트 풀 내부에 형성된 미세조직을 SEM 등으로 보다 면밀히 관찰할 필요는 있으나, 거시적으로 나 타나는 경도값에 대한 변화는 멜트 풀의 크기와 바로 비 교할 수 있음을 확인하였다. 추후 연구를 통해 열처리와 인장시험 등을 진행하여 초기 분말의 상태가 3D프린팅 이 후 조형체에 미치는 영향을 더 체계화하고자 한다.
4. 결 론
본 연구에서는 분말 평균 입도의 변화가 AlSi10Mg 조 형체의 미세조직과 경도에 미치는 영향에 대하여 고찰하 였다. 평균 입도 65 μm의 AlSi10Mg 합금 분말을 가스 아 토마이징 공정으로 직접 제조하였고, 평균 입도에 따른 특 성을 분석하고자 SLM공정을 이용하여 3차원 조형체를 제 작하여 45 μm 크기를 갖는 상용분말 조형체의 특성과 비 교하였다. 특히, 여러가지 공정 변수 중 레이저 파워, 스캔 스피드에 변화를 주어 미세구조 변화와 미소 경도 측정을 통해 거시적인 미세구조 변화가 조형체 경도에 미치는 영 향을 분석하였다. 평균 입도가 큰 분말과 작은 분말 모두 레이저 파워 350W, 스캔 스피드 400~1600 mm.s−1에서 최 고 상대밀도를 확보하는 것으로 나타났다. 평균 입도가 작 은 분말(S-AP)을 사용한 조형체의 경도가 큰 분말(C-AP) 을 사용한 경우보다 약 10% 정도 높게 측정되었다. 경도 변화는 S-AP로 조형된 3차원 조형체의 멜트 풀의 크기가 작은 것에서 기인하는 것으로 분석되었다. 즉, 레이저 용 융과 응고 과정 중에서 AlSi10Mg 분말의 멜트 풀에 차이 가 있을 수 있고, 이로 인해 조형체의 물성에까지 영향을 미칠 수 있다는 것을 본 연구에서 확인하였다. 따라서, 본 연구의 결과는 3D프린팅에 있어서 분말 특성의 다변화를 통해서 조형체의 물성을 최적화하는 연구가 추가적으로 필요함을 보여주는 기초자료가 된다.
감사의 글
본 연구는 산업통상자원부 전자시스템전문기술개발사업 본 연구는 산업통상자원부 글로벌전문기술개발사업 ‘3D 프린팅 전용 Al 소재 국산화 및 25% 경량 프런트 차체모 듈 개발(과제번호 : 20004486)’과제 및 산업통상자원부와 방위사업청 재원으로 민군협력진흥원에서 수행하는 민군 기술협력사업의 지원(협약번호UM19209RD2)으로 수행되 었습니다.

