방전플라즈마 소결법으로 제조된 탄소나노튜브 강화 SKD11 금형강의 분말소결 특성
Powder Sintering Characteristics of Carbon Nanotubes Reinforced SKD11 Tool Steel Sintered by Spark Plasma Sintering
Article information
Abstract
SKD11 (ASTM D2) tool steel is a versatile high-carbon, high-chromium, air-hardening tool steel that is characterized by a relatively high attainable hardness and numerous, large, chromium rich alloy carbide in the microstructure. SKD11 tool steel provides an effective combination of wear resistance and toughness, tool performance, price, and a wide variety of product forms. Adding of CNTs increased the performance of mechanical properties more. 1, 3 vol% CNTs was dispersed in SKD11 matrix by mechanical alloying. SKD11 carbon nanocomposite powder was sintered by spark plasma sintering process. FE-SEM, HR-TEM and Raman analysis were carried out for the SKD11 carbon nanocomposites.
1. 서 론
최근 석유가격의 상승, 환경오염에 대한 규제 강화 등으 로 자동차 등의 수송기기 산업은 연비향상을 위한 경량화 등에 많은 노력을 기울이고 있고, 인장강도가 1 GPa이 넘 어가는 초고장력강 등의 채용이 점차 늘고 있고 있는 상 황이다[1]. 이에 따라 기계, 금속산업 등에서는 기존소재 가 구현하기 힘든 고강도, 고인성의 소재에 대한 수요가 급증하고 있고 이들 소재의 가공에 필요한 차세대 금형기 술 및 소재 또한 시급히 요구되고 있다[2].
최근 철계분말을 중심으로 철계소재의 기계적 물성을 개선하기 위해 탄소나노튜브, 그래핀 등의 탄소나노소재 를 이용한 철계 탄소나노복합체가 개발 중이다[3].
냉간금형강의 물성을 개선하는 재료로써 탄소나노튜브 [4]는 그 자체의 인장강도가 70~100 GPa에 이르는 등 아 주 탁월한 기계적 특성을 가지고 있는 재료로써, 기존의 재료와 복합화할 경우 우수한 특성을 나타낼 것으로 예측 되고 또 일부 실험 결과가 나오고 있으나 대량생산된 탄 소나노튜브는 촉매를 중심으로 뭉쳐진 형태로 합성되기 때문에 탄소나노소재의 재료내의 분산이 어려워 아직까지 산업적으로 적용이 되지 못하고 있는 실정이다[5-9].
따라서 본 연구에서는 금속내 탄소나노소재 삽입분산기 술을 이용하여 탄소나노튜브를 SKD11내에 분산하여 SKD11 탄소나노 복합분말을 제조하고 방전플라즈마소결 [10-12]로 소결체를 제조한 후, 탄소나노튜브의 분산거동 에 미치는 영향을 분석하였다.
2. 실험방법
SKD11 탄소나노 복합분말 제조는 탄소나노튜브의 분산 및 기계적 물성의 향상을 위해 물리적 삽입분산을 기초로 한 기계적 합금법으로 제조하였다. 제조된 SKD11 탄소나 노 복합분말은 방전플라즈마소결 성형을 통해 소결한 후 소결체내의 탄소나노튜브의 분산거동을 분석하였다.
상업적으로 판매가 되고 있는 탄소나노튜브의 경우 다 수의 양산공급업체가 있어 기존의 카본블랙 등의 탄소재 료와도 가격경쟁을 할 수 있을 정도로 일반화되었고, 1차 원의 섬유상으로 존재하기 때문에 0차원의 분산강화재에 비해 소량의 첨가로도 기계적 물성치를 향상시킬 수 있어 본연구의 강화재로서 적합할 것으로 판단되었다. SKD11 탄소나노 복합분말 제조에 사용된 탄소나노튜브는 촉매기 상합성법[13]으로 합성한 다중벽 탄소나노튜브를 사용하 였다.
2.1. 복합분말 제조
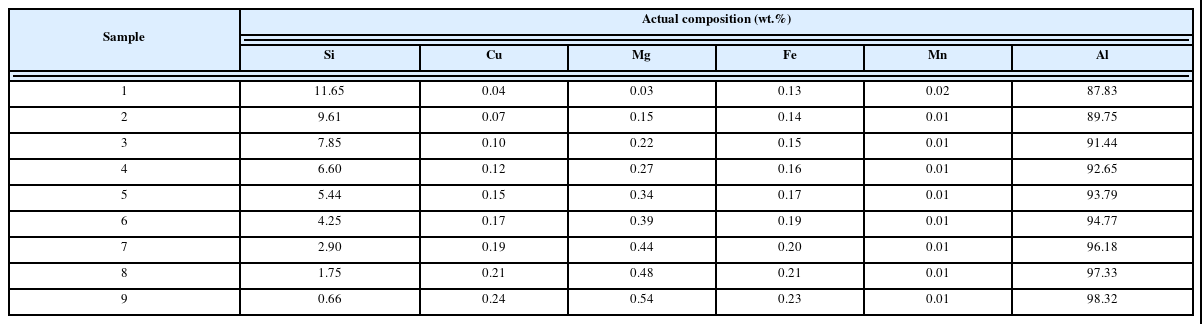
탄소나노복합분말 제조에 사용된 SKD11분말은 표 1의 일본 ATMIX사에서 제조된 분말로서 Tap density가 4.5 g/ cm3, D50이 10 μm인 분말을 사용하였다.
그림 1은 기계적 밀링법을 이용한 금속계 탄소나노 복 합분말제조공정 모식도이다. 금속계 탄소나노복합체를 제 조하는 경우 원료입도가 미세할수록 탄소나노튜브의 분산 성이 좋을 것으로 판단되나, 현재 상업적으로 판매가 되는 금속분말의 종류가 한정적이고 복합화하는 과정에서 금속 입자의 미분화 및 조대화가 일어나기 때문에 복합화가 용 이한 적정 입도가 있을 것으로 판단된다. 따라서 본 실험 에서는 SKD11입자가 비철금속에 비해 단단한 점을 감안 하여, 평균입도가 10 μm내외인 것을 선택하여 복합화를 진행하였다.
SKD11 탄소나노 복합분말은 고에너지볼밀을 이용한 기 계적 합금법으로 제조하였다. 내용적 6 L의 포트에 직경 5 mm의 열처리된 SUS볼을 원료대비 15:1의 비율로 장입 하고, 탄소나노튜브의 함량에 맞추어 탄소나노튜브를 SKD11 분말과 사전혼합한 후 2시간동안 기계적 밀링을 실시하였다. SPS 성형용 분말은 탄소나노튜브가 첨가되 지 않고 기계적 밀링처리된 SKD11 분말, 탄소나노튜브 가 각기 1, 3 vol%로 혼합된 복합분말 및 탄소나노튜브 복합효과를 비교하기 위하여 복합전 SKD11 분말을 사용 하였다.
2.2. 복합분말의 소결체 제조
SKD11 탄소나노 복합분말 소결은 방전플라즈마소결 (SPS) 설비를 이용하여 제조하였다. 성형용 Mold는 내경 Φ30 mm, 두께가 65 mm, 높이 120 mm의 그라파이트 몰 드를 사용하였다. 표 2는 SKD11 탄소나노복합분말 SPS 소 결조건을 요약한 것이다. 온도 편차가 +8, -2 °C의 범위내 에서 안정적으로 운전되도록 하여 SKD11 탄소나노복합분 말 소결체 제조하였다. 이때 장입량은 200 g, 가압력은 21.2 kN으로 단위면적당 30 MPa을 가하여 제조하였다. 소 결온도는 소결시의 용융방지를 위해 1,020 °C로 설정하여 소결하였으며 승온속도는 800 °C까지 분당 80 °C/min으로 승온하고 이후 승온속도를 40 °C/min으로 감속하여 총 14 분동안 승온한 후 10분간 유지하여 소결하였다.Fig .1Table .2
Schematic Diagram of SKD11 CNT nanocomposite fabrication process.
Spark plasma sintering conditions of SKD11 Carbon nanocomposite.
2.3. 소결체내 탄소나노튜브 거동 분석
복합화 거동에서 SKD11 탄소나노복합분말 및 소결체내 탄소나노튜브 형상 및 분산거동을 관찰하기 위해 주사식 전자현미경 분석, 투과식 전자현미경 분석, 라만 분석을 실시하였다.
주사식 전자현미경 분석은 SKD11 탄소나노복합분말의 탄소나노튜브 형상을 알기위해 SKD11 원료분말, 0, 1, 3 vol% SKD11 탄소나노복합분말을 이용하여 분석을 진행 하였고, 투과식 전자현미경 분석은 SKD11 탄소나노복합 분말 소결체의 탄소나노튜브 분산거동을 알기 위해 SKD11 원료분말 소결체 (Raw), 탄소나노튜브가 없이 볼 밀처리된 SKD11 탄소나노복합분말 소결체 0 vol%, 탄소 나노튜브가 함유된 SKD11 탄소나노복합분말 소결체 1, 3 vol%를 이용하여 분석을 진행하였다. 또한 주사식 전자현 미경 사진상으로 나타난 탄소나노튜브의 형상을 투과식 전자현미경으로도 관찰할 수 있으나 탄소나노튜브의 층상 구조를 좀 더 명확히 관찰하기 위하여 투과식 전자현미경 시편을 제조하여 카본매핑을 통한 탄소나노튜브의 분산거 동을 확인하도록 하였다. Table .1

Properties of SKD11 powder.
라만분석은 탄소나노튜브가 함유된 SKD11 탄소나노복 합분말 소결체 성형 과정에서의 탄소나노튜브 분산거동을 알기 위해 SKD11 원료분말 소결체 (Raw), 탄소나노튜브 가 없이 볼밀처리된 SKD11 분말 소결체 (0 vol%), 탄소 나노튜브가 1, 3 vol% 함유된 SKD11 탄소나노복합분말 소결체를 이용하여 분석을 진행하였다. 라만분광분석은 TolyoInstrument. Nanofinder FLEXG라만분광분석기를 이 용하여 분석하였다.
3. 실험결과 및 고찰
3.1. 전자현미경 조직 관찰 결과
그림 2는 SKD11 원료분말, 0, 1 및 3 vol% 탄소나노복 합분말의 주사식 전자현미경 조직사진이다. 전체적으로 SKD11 원료분말에 비해 입자형상 변화는 크지 않으며 원 료입자가 눌려진 형태로 가공경화를 받았음을 확인할 수 있었다. 또한 탄소나노튜브의 함량이 증가함에 따라 탄소 나노튜브의 부피가 증가하는 것을 볼 수 있으며, SKD11 원료입자의 표면에 분산되어 있음을 볼 수 있다.Fig .2
SEM analysis of SKD11 Carbon nanocomposite. (a) SKD11 raw material, (b) CNT 0 vol%, (c) CNT 1 vol%, (d) CNT 3 vol%
그림 3은 SKD11 원료분말 소결체 (Raw), 탄소나노튜브 가 없이 볼밀처리된 SKD11 분말 소결체 (0 vol%), 탄소 나노튜브가 1, 3 vol% 함유된 SKD11 탄소나노복합분말 소결체의 투과식 전자현미경 조직사진이다. 집속이온빔을 이용하여 투과식 전자현미경 분석시편을 제조하였으며, 가로세로 30 mm 두께 0.5~1 μm내외의 시편으로 제조하 였다. 관찰결과, SKD11 원료분말 소결체 (Raw), 탄소나노 튜브가 없이 볼밀처리된 SKD11 분말 소결체(0 vol%)와 비교하여 탄소나노튜브가 1, 3 vol% 함유된 SKD11 탄소 나노복합분말 소결체는 탄소나노튜브 층 (layer) 를 확인 할 수 있었다.Fig .34
TEM Analysis of SKD11 Carbon nanocomposite. (a) SKD11 raw material, (b) CNT 0 vol%, (c) CNT 1 vol%, (d) CNT 3 vol%
Carbon mapping Analysis of SKD11 Carbon nanocomposite. (a) CNT 1 vol%, (b) CNT 3 vol.
그림 4는 탄소나노튜브 층상구조를 분석하기 위해 탄소 나노튜브가 1, 3 vol% 함유된 SKD11 탄소나노복합분말 소결체의 카본매핑 통한 조직사진이다. 탄소나노튜브가 1, 3 vol% 탄소나노복합분말 소결체에서 입자 표면에 골고루 분산되어 있는 것을 확인할 수 있었다. 조직내 탄소나노튜 브 층상구조 관찰을 위해 집속이온빔을 이용하여 가로, 세 로 3 mm 두께 0.5~1 μm내외의 replica 시편을 제조후 투 과식전자현미경 관찰 및 카본매핑을 실시하였다.
투과식 전자현미경 조직사진을 통해 탄소나노튜브가 함 유된 1, 3 vol% SKD11 탄소나노복합분말 소결체에서 카 본layer를 확인하였으며, 층간거리를 확인 결과 0.34 nm내 외의 탄소나노튜브 층간거리로 확인되었다. 따라서 1,020 °C, 10분유지 조건에서 제조된 SKD11 탄소나노복합 분말 방전플라즈마 소결체에서 탄소나노튜브는 잔류하고 있음을 확인할 수 있었다.Fig .5
Raman Analysis of SKD11 Carbon nanocomposite. (a) SKD11 raw material, (b) CNT 0 vol%, (c) CNT 1 vol%, (d) CNT 3 vol%.
3.2. 라만분석 결과
그림 5는 탄소나노튜브의 존재유무를 확인하기 위하여 라만분석을 측정한 사진이다. SKD11 raw material과 탄소 나노튜브가 함유된 SKD11 탄소나노복합분말 소결체 0, 1, 3 vol%에서 D-Peak (Carbon peak) 가 1340 cm−1 부근에서 나타남을 볼 수 있고 SKD11 raw material과 탄소나노튜브 가 함유된 SKD11 탄소나노복합분말 소결체 1, 3 vol%에 서 G-Peak (Graphite peak) 가 1598 cm−1 부근에서 나타남 을 볼 수 있는데, SKD11 raw material에서 G-peak가 나타 나는 것은 SKD11 분말 제조과정에서 과포화된 카본의 일 부가 흑연으로 정출된 것으로 판단된다. 탄소나노튜브가 없이 볼밀 처리된 SKD11 탄소나노복합분말 소결체 0 vol%에서는 G-peak가 나타나지 않음을 볼 수 있었다. 이 는 원료분말에 함유된 흑연이 기계적 밀링과정에서 카본 으로 분해되었기 때문인 것으로 판단된다[14]. 이를 통해 SKD11 탄소나노복합분말내 탄소나노튜브는 복합화 후 방 전플라즈마 소결체를 제조하여도 카본으로 분해되지 않고 잔류하고 있음을 확인할 수 있었다.
4. 결 론
본 연구에서는 금속내 탄소나노소재 삽입 분산 기술을 이용하여 냉간 금형강으로 사용하는 SKD11금형강 분말 에 탄소나노튜브를 기계적 합금법으로 복합화하고 방전플 라즈마 소결성형한 후 탄소나노튜브의 분산거동을 확인하 였다. 방전플라즈마소결법으로 소결된 탄소나노튜브가 함 유된 1, 3 vol% SKD11 탄소나노복합분말 소결체는 1020 °C에서 10분간 소결되었음에도 불구하고 전자현미경 조직관찰을 통해 확인결과 카바이드화되지 않고 입계를 중심으로 0.34 nm내외의 탄소나노튜브 layer를 확인할 수 있었으며, 1, 3 vol% SKD11 탄소나노복합분말 소결체를 이용하여 시편 제작 후 카본매핑을 통하여 관찰한 결과 탄소나노튜브 layer를 1, 3 vlo% 탄소나노튜브의 함유량에 상관없이 탄소나노튜브 layer가 잘 분포되어 있었음을 또 한 알 수 있었다. 라만분석 결과에서도 SKD11 raw material과 탄소나노튜브가 함유된 SKD11 탄소나노복합 분말 소결체 1, 3 vol.%에서 D-peak (Carbon peak) 와 Gpeak (Graphite peak) 가 나타나 탄소나노튜브의 존재를 확 인할 수 있었다. 따라서 SKD11 탄소나노튜브복합분말 소 결체 제조과정에서도 탄소나노튜브가 존재함을 확인할 수 있었으며 이를 통해 기계적 물성을 향상시킬 수 있음을 확인할 수 있었다.
향후, 분말시장이 형성되어 있는 하이스강 또는 초경분 말을 대상으로 탄소나노튜브 강화 금속계 탄소나노복합분 말 소결체의 제조가 가능할 것으로 판단된다.
감사의 글
본 연구는 대경지역사업평가원을 통해 산업통상자원부 의 광역경제권 선도산업 육성사업 첨단융합소재 연구과제 에 의하여 연구되었습니다.