금속 3D 프린팅 공정 최적화를 통한 H13 공구강 조형체의 기계적 특성 향상
Mechanical Property Improvement of the H13 Tool Steel Sculptures Built by Metal 3D Printing Process via Optimum Conditions
Article information
Abstract
In this study, H13 tool steel sculptures are built by a metal 3D printing process at various laser scan speeds. The properties of commercial H13 tool steel powders are confirmed for the metal 3D printing process used: powder bed fusion (PBF), which is a selective laser melting (SLM) process. Commercial H13 powder has an excellent flowability of 16.68 s/50 g with a Hausner ratio of 1.25 and a density of 7.68 g/cm3. The sculptures are built with dimensions of 10 × 10 × 10 mm3 in size using commercial H13 tool steel powder. The density measured by the Archimedes method is 7.64 g/cm3, similar to the powder density of 7.68 g/cm3. The hardness is measured by Rockwell hardness equipment 5 times to obtain a mean value of 54.28 HRC. The optimum process conditions in order to build the sculptures are a laser power of 90 W, a layer thickness of 25 μm, an overlap of 30%, and a laser scan speed of 200 mm/s.
1. 서 론
적층식 제조기술(Additive manufacturing, 3D printing)은 제조 산업의 패러다임을 전환하는 혁신적인 제조기술로 다양한 산업분야에서 이슈화되고 있다. 금속 3D 프린팅은 선택적 레이저 용융 방식으로 설계 데이터(Computer Aided Design, CAD)에 따라 분말 형태의 금속 재료를 적층 가공 하여 입체물을 제조하는 공정이다[1-3]. 그러므로 전통적 인 제조 공정들과 비교하여 설계상의 자유도가 높기 때문 에 복잡한 형상을 제조할 수 있는 큰 장점을 가지고 있다. 현재 금속 3D 프린팅 기술은 의료, 우주 항공 및 자동차 등 다양한 산업 분야에서 연구가 활발하게 진행되고 있지 만[4-6], 금속 3D 프린팅용 소재는 대부분 장비에 특화된 형태로 외국 업체로부터 수입에 의존하고 있으며 소재의 선택이 매우 제한적이다.
금속 3D 프린팅 공정에 사용되는 금속 분말은 일반적으 로 gas atomizing 공정으로 제조되고 있으며, 유동성, 충진 밀도, 표면 산화도와 내부기공 등의 기초적인 특성이 확보 되어야 하며[7-9], 이를 바탕으로 금속 3D 프린팅 공정으 로 제조된 조형체의 기계적인 특성을 향상시킬 수 있는 연구가 수행되어야 한다.
Powder Bed Fusion(PBF) 기반의 금속 3D 프린팅 공정 에서는 기본적으로 10~45 μm의 입도 분포를 갖는 구형의 금속 분말이 사용되고 있다. 현재까지 금속 3D 프린팅 공 정에 적용 가능한 소재로는 스테인리스강, Fe계 합금 공 구강, Ti계 합금, Al계 합금 및 Co-Cr 합금 등이 알려져 있 다[10, 11]. 금속 3D 프린팅 공정에 적용 가능한 금속 소재 는 Sandvik(Sweden), LPW(United Kingdom), Capenter (United States), Höganäs(Sweden) 등 주로 외국에서 제조하 고 있으며, 대부분 수입에 의존하고 있다.
H13 공구강은 핫프레스포밍(Hot Press Forming, HPF), 다이캐스팅(Die Casting), 플라스틱사출금형 등과 같이 냉 각유로(Cooling channel)를 포함하는 금형에 많이 사용된 다. 하지만 H13 공구강은 우수한 내마모성과 강도를 가지 기 때문에 대부분 난삭재에 해당하여 기존의 절삭가공으 로 복잡한 제품 형상에 최적화된 3차원 구조의 냉각유로 를 제작하는 것이 거의 불가능하다[12, 13]. 하지만 금속 3D 프린팅 공정을 이용하면 복잡한 형상뿐만 아니라 성형 품에 최적화된 냉각유로를 제작하는 것이 가능하여 금형 의 성능과 성형품의 품질 향상에도 기여할 수 있다.
본 연구에서는 PBF 기반의 금속 3D 프린팅 공정에 적 용 가능한 상용의 H13 공구강 분말의 기초 특성을 분석하 였으며 laser power, layer thickness, overlap 등의 공정 변 수들은 고정한 후 laser scan speed만을 다양하게 변화시키 며 조형체를 제조하였다. 이렇게 제조된 H13 공구강 조형 체의 밀도, 미세조직 및 경도를 분석하였다. 또한 상용의 H13 공구강 분말의 기초 특성 평가를 통해 금속 3D 프린 팅 공정에 적용 가능한 금속 분말의 특성을 확인하였다. 이런 결과는 향후 금속 3D 프린팅용 금속 분말의 제조에 활용할 수 있을 것으로 기대된다.
2. 실험 방법
본 연구에서는 PBF 기반의 금속 3D 프린팅 장비로 Mlab(Mlab Cusing-R, Concept Laser, Germany)을 이용하 여 H13 공구강 조형체를 제조하였다. Mlab은 열원으로 Nd:YAG fiber laser(파장: 1064 nm)를 이용하는 금속 3D 프린팅 장비이며 금속 분말 공급부, 적층 조형부, 그리고 분말 회수부로 구성되며, 그림 1에 Mlab 장비 사진 및 모 식도를 나타내었다.
Basic principle of metal 3D printing process at Mlab cusing system of PBF type used in this work.
PBF 기반의 금속 3D 프린팅 공정은 금속 분말 공급부 의 분말이 적층 조형부에 장착되어 있는 금속 기판 표면 에 일정하고 균일한 두께로 도포되면, 금속 분말에 Nd:YAG fiber laser가 인가되고 금속 분말은 순간적으로 용융과 급랭 과정이 연속적으로 일어나게 되며, 상기 공정 이 반복되어 조형체가 제조된다. 금속 3D 프린팅 공정으 로 조형체를 제조하기 위해서는 다양한 공정 변수가 존재 하지만, 본 연구에서는 주요 공정변수로 laser power, layer thickness, overlap, laser scan speed 등을 고려하였다. 조형 에 사용되는 H13 공구강 분말의 입도 분포 및 물성을 평 가하여 laser power(90 W), layer thickness(25 μm), overlap (30%)은 고정하였으며 laser scan speed를 100~1,600 mm/ sec로 다양하게 변화시키며 H13 공구강 조형체를 제조하 였으며, 표 1에 조형 조건을 정리하였다. 이때, PBF 기반 의 금속 3D 프린팅 공정에 사용되는 금속 분말은 우수한 유동성이 요구되며, 이를 고려하여 금속 3D 프린팅 공정에 적합한 상용의 H13 공구강 분말(Sandvik, 10~45 μm)을 사 용하여 조형체를 제조하였다.

Experiment conditions for fabrication of the H13 tool steel sculptures
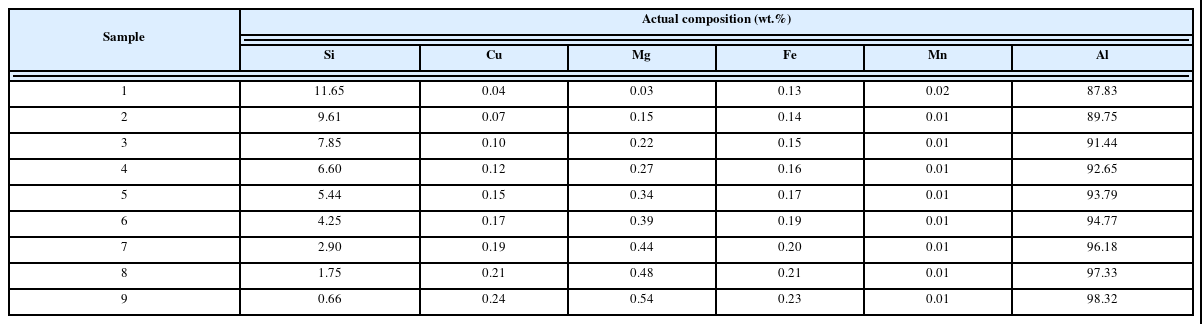
본 연구에 사용되는 상용의 H13 공구강 분말 조성은 유 도결합플라즈마분광기(ICP-OES, Optima 8300, PerkinElmer) 를 이용하여 분석하였고, Sandvik에서 제공하는 data sheet 의 조성 범위에 포함되는 것을 확인하였다. 분석 결과는 표 2에서 확인할 수 있다. 금속 분말의 입도 분포는 입도 분석기(PSA, LS13 320, BECKMAN COULTER)를 이용 하여 확인하였다. 금속 분말의 유동성은 2.54 mm의 직경 을 가지는 hall flowmeter를 이용하여 50 g의 금속 분말이 hall을 완전히 통과하는데 걸리는 시간을 측정하고, 겉보 기 밀도(Apparent density)와 충진 밀도(Tap density)를 측 정하여 hausner ratio(Tap density/Apparent density)를 계산 하여 평가하였다. 금속 분말의 형상과 단면의 미세조직은 주사전자현미경(SEM, JSM-5800, JEOL)을 이용하여 관찰 하였다. 또한, 금속 3D 프린팅 공정으로 제조된 H13 공구 강 조형체의 미세조직에 존재하는 기공, 균열 및 melt pool 등은 금속 광학현미경(OM, ECLIPSE MA 200, Nikon)과 SEM을 이용하여 확인하였다. 본 연구에서는 다 양한 laser scan speed에 따라 제조된 조형체의 미세구조 및 경도를 분석하여 우수한 기계적 특성을 가지는 최적의 조형 조건을 확립하기 위한 연구를 수행하였다.
Chemical composition of commercial H13 tool steel powder for metal 3D printing process in this work
3. 결과 및 고찰
표 3에는 상용의 H13 공구강 분말에 대한 기초 특성을 평가하여 정리하였다. PBF 기반의 금속 3D 프린팅 공정 으로 조형체를 제조하기 위해서는 금속 기판에 분말을 균 일하게 도포하는 것이 중요하다. 따라서, 금속 3D 프린팅 용 금속 분말은 우수한 유동성이 확보되어야 한다. 금속 3D 프린팅용 금속 분말의 유동성을 평가하는 척도로 안식 각을 측정하거나 hausner ratio 기준값이 0.8~1.25 사이에 존재하면 유동성이 우수하다고 판단한다[8, 14, 15]. 본 연 구에 사용되는 상용의 H13 공구강 분말은 hausner ratio 값으로 유동성을 평가하였으며 그 값이 1.25로 hausner ratio 기준값에 존재함을 확인하였다. 또한, 상용의 H13 공 구강 분말 50 g이 직경 2.54 mm의 hall flowmeter를 완전 히 흐르는데 약 16초의 시간이 소요되어 실제로 유동성이 우수하다는 것을 알 수 있었다. 따라서 hausner ratio와 hall flowmer를 통해 유동성을 평가한 결과 상용의 H13 공 구강 분말은 금속 3D 프린팅 공정에 적용 가능함을 확인 하였다.
Basic properties of commercial H13 tool steel powder used for metal 3D printing process in this work
그림 2에는 금속 3D 프린팅 공정에 사용된 상용의 H13 공구강 분말의 미세조직을 SEM으로 관찰한 결과이다. 그 림 2(a)에서는 금속 분말이 대부분 구형의 형상으로 약 50 μm 이하의 크기로 존재하는 것을 확인하였다. 또한, 금 속 분말의 단면을 관찰한 결과를 그림 2(b)에 나타내었으 며, 내부에 기공이 없는 치밀한 구조를 가지는 것을 확인 하였다. 또한, 금속 3D 프린팅 공정에서는 금속 분말에 인 가된 laser에 의해 급속한 용융과 응고 과정이 연속적으로 진행되어 조형체가 제조된다. 이때, 금속 3D 프린팅 공정 에 사용하는 금속 분말의 내부에 기공이 존재하지 않고 치밀한 구조를 가지면 적층 조형중에 주요한 결함으로 작 용하는 기공 및 균열의 형성과 성장을 감소시켜 기계적 특성을 향상시킬 수 있다고 판단된다.
SEM images of commercial H13 tool steel powder: (a) surface and (b) cross-section images.
그림 3에는 상용의 H13 공구강 분말의 입도 분석 결과를 나타내었다. 그림을 살펴보면 금속 분말은 가우스 분포를 보였으며, 평균 22.35 μm(D10), 34.88 μm(D50), 47.14 μm(D90) 의 크기로 10~50 μm의 입도 분포를 보이는 것을 확인하 였다. 그러므로 앞선 그림 2의 SEM 분석과 그림 3의 입도 분석 결과를 바탕으로 금속 분말은 구형의 형상으로 10~50 μm의 입도 분포로 우수한 유동성을 가지면 금속 3D 프린팅 공정에 적용하여 조형체 제조에 사용할 수 있다.
Particle size distribution of commercial H13 tool steel powder used in this work.
그림 4는 PBF 기반의 금속 3D 프린팅 공정으로 제조된 조형체(10 × 10 × 10 mm3)를 나타내었다. Laser power, layer thickness, overlap 등의 공정 변수들은 고정하고, laser scan speeds만 100~1,600 mm/sec로 다양하게 변화시 켜 조형체를 제조하였다. 그림을 살펴보면, laser scan speed가 느려질수록 적층면(XY면)이 수축되는 것을 확인 할 수 있는데, 이는 금속 분말에 높은 laser energy density 가 인가되어 열수축이 발생했다고 판단된다.
The H13 tool steel sculptures built with different laser scan speeds by metal 3D printing process.
그림 5에는 금속 3D 프린팅 공정으로 제조된 상용의 H13 공구강 조형체를 사용하여 에칭 전과 후의 미세조직 을 OM을 통해 관찰한 결과를 나타내었다. 그림 5(a)에서 는 에칭 전의 OM 조직으로 laser scan speed의 변화에 따 른 기공 변화를 관찰하였다. 그림에서 알 수 있듯이 laser scan speed가 빨라질수록 기공들이 많아지고 큰 기공들을 형성하는 경향을 보였다. 이런 결과는 laser scan speed가 빨라짐에 따라 금속 분말에 인가되는 laser energy density 가 낮아지고 이로 인해 미용융 금속 분말이 존재하게 되 어 기공 형성의 원인으로 작용하였다고 판단된다.
OM images of the H13 tool steel sculptures: (a) before etching and (b) after etching.
또한, laser scan speed가 가장 느린 100 mm/sec로 조형 한 시편에서 치밀한 조직을 형성하여 높은 밀도를 얻을 수 있을 것으로 예상하였지만, 200 mm/sec로 조형한 시편 보다 상대적으로 많은 기공들을 관찰할 수 있었다. 이때 100 mm/sec로 조형한 시편과 200 mm/sec로 조형한 시편의 밀도는 각각 7.44 g/cm3와 7.64 g/cm3를 보였으며 200 mm/ sec으로 제조한 조형체의 밀도가 높았다. 이런 결과를 보인 이유는 laser scan speed가 느려지면 금속 분말의 용융 후 냉각 속도가 빨라지게 되며 용융 시 발생하는 fume이 미 처 빠져나가지 못하고 melt pool내에 잔류하여 기공을 형 성하였다고 판단되며, 추가적인 분석을 통해 원인을 규명 할 필요가 있다. 또한, Fe계 합금에 주로 사용되는 나이탈 용액(에탄올 97% +질산 3%)을 사용하여 에칭을 실시하 였으며[16], OM을 통해 melt pool을 관찰할 수 있었다. 그 림 5(b)에서 확인할 수 있듯이, laser scan speed가 빨라질 수록 melt pool의 폭과 길이가 일정하지 않음을 확인할 수 있었으며, 가장 빠른 1,600 mm/sec의 조형 조건으로 제조 된 조형체에서는 melt pool을 관찰하기 힘들었다. 이는 금 속 분말에 인가되는 laser energy density가 낮아서 미용융 분말들이 많이 존재하게 되어 치밀한 조직을 형성하지 못 했기 때문이라고 판단된다. 하지만 200 mm/sec의 조형 조건 으로 제조된 조형체에서는 일정한 폭을 가지는 melt pool을 관찰할 수 있었으며 기공도 거의 관찰되지 않았으며, 그림 5(b)에서 확인할 수 있다. 따라서 에칭 전과 후의 조직을 관 찰한 결과를 바탕으로 200 mm/sec의 조형 조건에서 가장 적 은 기공 분포를 보였으며 이때 melt pool이 균일한 폭으로 잘 형성되어 있음을 확인할 수 있었다.
그림 6에는 laser scan speed를 100~1,600 mm/sec로 다 양하게 변화시켜 금속 3D 프린팅 공정으로 제조된 H13 공구강 조형체의 표면을 SEM으로 관찰한 결과를 나타내 었다. 그림 6(a)에서 알 수 있듯이, laser scan speed가 가 장 빠른 1,600 mm/sec의 조형 조건에서 제조된 조형체의 표면에서는 기공 및 미용융 분말들과 함께 불규칙하게 형 성된 melt pool을 관찰할 수 있었다. 이러한 결과는 laser scan speed가 빠른 경우에 금속 분말에 인가되는 laser energy density가 너무 낮기 때문에 미용융 금속 분말이 존 재하게 되고, 이로 인해 기공과 불규칙한 melt pool이 형 성되었다고 판단된다. 또한 금속 3D 프린팅 공정으로 제 조된 조형체는 laser scan speed와는 상관없이 매우 미세한 조직이 형성되며 carbide가 형성되었으며, 그림 6(b)의 SEM 및 EDS 분석으로 확인할 수 있다. 일반적으로 급속 한 냉각에 의해 마르텐사이트 조직을 형성하는 것으로 알 려져 있지만 금속 3D 프린팅 공정으로 제조된 조형체는 SEM을 통해 마르텐사이트 조직을 관찰할 수 없었는데 이 러한 이유는 laser에 의해 용융된 금속 분말은 약 103~108K/ sec[17]의 매우 빠른 속도로 냉각되기 때문에 고분해능전 자현미경을 통해 관찰이 가능하다고 판단된다.

SEM images of the H13 tool steel sculptures: (a) asprepared samples and (b) etched sample.
그림 7에는 laser scan speed를 다양하게 변화시키며 금 속 3D 프린팅 공정으로 제조된 H13 공구강 조형체의 경 도를 나타내었다. 조형체의 경도는 로크웰 경도기를 사용 하여 측정하였으며 laser scan speed가 증가함에 따라 경도 가 낮아지는 경향을 보였다. 각각의 시편에 대해 임의로 5 곳을 선택하여 경도를 측정하여 평균값을 얻었다. 그림에 서 알 수 있듯이, I 구역에서는 조형체의 경도 값이 큰 차 이를 보이지 않았지만, II 구역에서는 경도 값이 급격하게 낮아지는 것을 알 수 있다. 이런 결과를 보이는 이유로 laser scan speed가 빠른 조형 조건에서는 금속 분말에 낮 은 laser energy density가 인가되어 미용융 금속 분말과 기 공이 많이 형성되어 경도를 저하시켰다고 판단되며[18], 그림 5와 그림 6의 미세조직으로 확인할 수 있다. 이때 200 mm/sec의 조형 조건으로 제조된 조형체에서 밀도 7.49 g/cm3와 경도 54.28 HRC로 가장 높은 값을 보였으며 1,600 mm/sec의 조형 조건으로 제조된 조형체에서 밀도 6.31 g/cm3와 경도 18.22 HRC로 가장 낮은 값을 보였다. 따라서 금속 3D 프린팅 공정으로 H13 공구강 조형체를 제조할 때 laser scan speed는 200 mm/sec로 설정하면 가 장 높은 밀도와 경도를 얻을 수 있다.
Hardness values of the H13 tool steel sculptures built with different laser scan speeds.
4. 결 론
본 연구에서는 PBF 기반의 금속 3D 프린팅 공정을 이 용하여 H13 공구강 조형체를 제작하기 위한 최적의 조형 조건을 확립하기 위한 연구를 수행하였다. 이를 위해 금속 3D 프린팅 공정에 적용 가능한 상용의 H13 공구강 분말 의 기초 특성을 분석하였으며, 구형의 형상으로 10~50 μm 의 입도 분포를 가지며 밀도는 약 7.68 g/cm3임을 확인하 였다. 분말의 단면조직을 관찰한 결과 내부에 기공이 없이 치밀한 구조를 형성하고 있었을 확인하였다. 또한 금속 3D 프린팅 공정에 적용하기 위한 금속 분말의 가장 중요 한 특성인 유동성은 hausner ratio와 hall flowmeter로 평가 하였으며, 각각 1.25와 약 16.68 sec/50 g으로 우수한 값을 확인하였다. PBF 기반의 금속 3D 프린팅 공정을 이용하 여 laser power, layer thickness, overlap 등의 공정변수는 고정하고 laser scan speed만 100~1,600 mm/sec로 다양하 게 변화시켜 H13 공구강 조형체를 제조하였다. 이때 200 mm/sec의 조형 조건으로 제조된 조형체의 밀도가 7.64 g/cm3로 가장 높았는데 분말의 진밀도 7.68 g/cm3와 유사하였다.
금속 3D 프린팅 공정은 금속 분말에 laser를 인가하면 고온에서 금속 분말이 용융되고 순간적으로 냉각되어 응 고되면서 매우 미세한 조직으로 형성된다. 따라서 일반적 으로 H13 공구강의 경도 40~48 HRC보다[19], 200 mm/ sec의 laser scan speed를 이용한 금속 3D 프린팅 공정으 로 제조된 조형체는 54.28 HRC으로 높은 경도를 가지며 우수함을 확인하였다. 또한 금속 3D 프린팅으로 제조된 조형체의 미세조직을 관찰한 결과 기공이 거의 없는 치밀 하고 미세한 조직을 이루고 있었으며, PBF 기반의 금속 3D 프린팅 공정으로 H13 공구강 조형체를 제조하기 위한 최적의 공정 조건은 90 W(Laser power), 25 μm(Layer thickness), 30%(Overlap) 그리고 200 mm/sec(Laser scan speed)임을 확인하였다.
감사의 글
This study was supported financially by Fundamental Research Program of the Korean Institute of Materials Science (KIMS). This work was also supported by the National Research Council of Science & Technology (NST) grant by the Korea government (MSIP), (No. CRC-15-03- KIMM).