선택적 레이저 용융 공정으로 제조된 AISI 316L 합금의 인장 및 충격 인성 특성에 미치는 응력 완화 열처리의 영향
Effect of Stress Relieving Heat Treatment on Tensile and Impact Toughness Properties of AISI 316L Alloy Manufactured by Selective Laser Melting Process
Article information
Abstract
In this study, an AISI 316 L alloy was manufactured using a selective laser melting (SLM) process. The tensile and impact toughness properties of the SLM AISI 316 L alloy were examined. In addition, stress relieving heat treatment (650°C / 2 h) was performed on the as-built SLM alloy to investigate the effects of heat treatment on the mechanical properties. In the as-built SLM AISI 316 L alloy, cellular dendrite and molten pool structures were observed. Although the molten pool did not disappear following heat treatment, EBSD KAM analytical results confirmed that the fractions of the low- and high-angle boundaries decreased and increased, respectively. As the heat treatment was performed, the yield strength decreased, but the tensile strength and elongation increased only slightly. Impact toughness results revealed that the impact energy increased by 33.5% when heat treatment was applied. The deformation behavior of the SLM AISI 316 L alloy was also examined in relation to the microstructure through analyses of the tensile and impact fracture surfaces.
1. 서 론
AISI 316L 합금은 316 합금에 비해 carbon 함량이 낮으 며, 소량의 Mo 원소가 첨가됨으로써 우수한 내식성 및 기 계적 특성을 나타내는 합금이다. 이는 일반 구조용 소재부 터 열 교환기, 터보 차져 등 형상이 복잡하거나 고 특성이 요구되는 부품까지 다양한 산업 전반에 걸쳐 널리 적용되 고 있다[1-3]. 또한, 316L 합금은 Ti 및 Co계 합금에 비해 낮은 원소재 가격, 우수한 기계적 특성과 내식성을 바탕으 로, 인공 관절, 임플란트와 같은 바이오 산업에서도 크게 주목 받고 있다[2, 3]. 특히 임플란트, 인공 관절은 개개인 마다 다른 치아의 구조 및 뼈의 형상으로 인해 1 인 1 몰 드가 요구되며, 이로 인해 제조 단가가 높은 수준으로 형 성되어 있다. 따라서 제조 단가를 낮추면서 개인 맞춤화가 가능한 신 공정 기술의 적용이 필요한 실정이다. 이에 형 상의 높은 자유도와 다품종 소량 생산에서 경제성을 가진 금속 3D 프린팅 공정이 새롭게 적용, 시도되고 있다.
3D 프린팅 또는 적층 제조(additive manufacturing, AM) 기술은 computer-aided design(CAD) 도면을 기반으로 공 급 원료를 연속적으로 용융시켜 3차원의 형상을 제조하는 공정이다[4-6]. 주조 등을 이용한 기존의 공정에서는 bulk 제조 이후 절단 및 표면 처리와 같은 후 처리 공정을 통 해 형상을 제조하기 때문에 형상 제조에 한계점이 존재하 며, 여러 공정 과정을 거치며 소재의 낭비가 발생한다. 또 한 공정 단계에 따라 제조부터 시장에 도달하기까지 상당 한 시간이 소요된다. 반면 3D 프린팅 공정의 경우 bottomup 방식으로 적층시키며 제조하기 때문에 높은 자유도의 형상 제어가 가능하며, 공정 단계 감소에 따른 시간 및 비 용 절약 효과도 기대해볼 수 있다.
금속 3D 프린팅 공정에는 고 출력 레이저를 조사함과 동시에 금속 분말을 분사시켜 적층하는 방식인 direct energy deposition(DED) 공정과, 도포된 금속 분말에 선택 적으로 열원을 조사하며 부분적으로 용융시키는 방식인 powder bed fusion(PBF) 공정이 대표적으로 제시되고 있 다[7]. DED 공정의 경우 PBF 공정에 비해 제조 시간은 빠르지만 표면의 거칠기, 제품의 치수 정확성, 미세조직적 결함 및 불균일성의 문제점을 가지고 있다. 반면 PBF 공 정 중 고 출력 레이저 열원을 이용하는 selective laser melting(SLM) 공정은 DED 공정에 비하여 제조 시간은 느 리지만, 치수 정밀도가 우수하며 균일한 미세조직을 얻을 수 있으므로 차세대 제조 기술로써 연구가 활발히 진행되 고 있다. 이와 함께 SLM 공정으로 제조한 금속 소재와 관 련하여 binding 기구, densification 거동, 공정 최적화 등의 연구가 보고되고 있다[8-12]. 또한 일부 bar 형상과 같은 소형 시편의 기계적 특성, 잔류 응력에 대한 연구도 제시 된 바 있다[13-16]. 하지만 3D 프린팅 공정으로 AISI 316L bulk 소재를 제조하였을 시 발생하는 미세조직적 결 함이나 그 특성에 대한 연구 결과는 부족한 실정이며, 그 특성 및 변형 거동에 미치는 열처리의 영향에 대해서도 제시된 바 없다.
따라서 본 연구에서는 AISI 316L 합금 분말에 SLM 공 정을 적용하여 bulk 소재를 제조하였으며, 제조된 소재의 인장 및 충격 인성 특성에 대해 조사하였다. 이와 함께 SLM AISI 316L 합금의 기계적 특성과 변형 기구에 미치 는 응력 완화 열처리의 영향에 대해서도 고찰해보았다.
2. 실험 방법
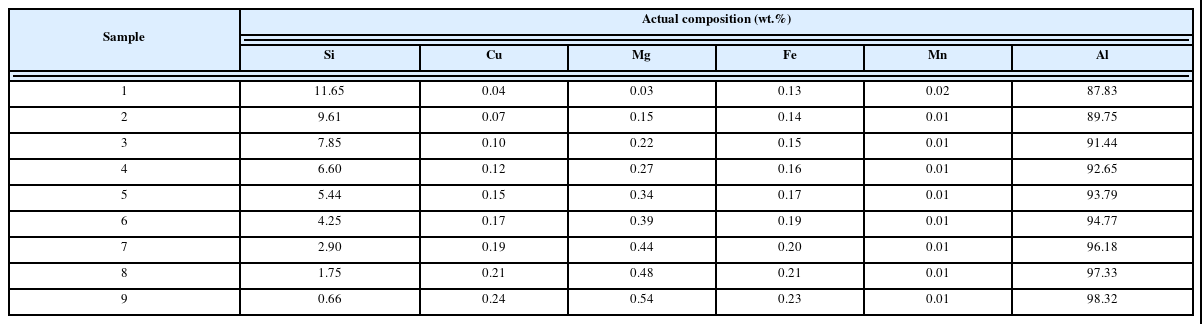
본 연구에서는 EOS 사의 SLM 장비와 AISI 316L 합금 분말을 이용하여 bulk type의 소재를 제조하였다. 그림 1 은 초기 시편의 형상이며, 그 크기는 가로 200 m m , 세로 50 mm, 높이 50 mm로 측정되었다. 소재의 미세조직에 따 른 기계적 특성을 조사하기 위하여 650°C에서 2시간 동안 진공 분위기로 응력 완화 열처리를 수행하였다. 소재의 용 이한 비교를 위해 열처리 전 합금을 F(as-fabricated), 열처 리 후 합금을 H(heat treated)로 명명하였다. 또한 소재의 화학 조성을 조사하기 위해 X-ray fluorescence spectrometry (XRF, ZSX Primus II, Rigaku, Japan) 분석을 수행하였으 며, 그 결과를 표 1로 나타냈다. XRF 분석 결과, Fe 기지 에 Cr이 17.83 wt.%, Ni이 12.50 wt.%, Mo이 2.34 wt.% 첨 가된 것으로 나타났으며, Mn 또한 1.32 wt.% 검출되었다.
Initial fabricated bulk material of SLM AISI 316L alloy.

Chemical composition of SLM AISI 316L alloy used in this study
SLM AISI 316L 합금의 미세조직 관찰을 위해 silicon carbide papers(#1200 ~ #4000)와 1 μm diamond suspension 으로 표면을 연마하였다. 이후 HCl 30 ml+ HNO3 10 ml+ 증류수 30 m l 용액을 이용하여 수 초간 에칭을 수행하였 다. 상 분석은 X-ray diffractometer(XRD, Cu Kα radiation, scan step size; 0.02 deg., scan rate; 2 deg. min-1, Ultima IV, Rigaku, Japan)를 이용하였으며, 추가적으로 미세조직 분석에는 field-emission scanning electron microscopy(FESEM, MYRA 3 XMH, Tescan, Czech Republic)과 electron backscatter diffraction(EBSD, Nordlys-CMOS detector, Oxford, United Kingdom)를 사용하였다.
열처리에 따른 SLM AISI 316L 합금의 기계적 특성 변 화를 알아보고자 Vickers hardness tester(load condition; 0.3 kgf, MMT-X, Matsuzawa, Japan)를 이용하여 각 sample 의 경도를 12회 측정 후 평균값을 계산하였다. 이와 함께 소재를 ASTM E8 규격으로 가공한 후, 인장 시험을 진행 하였다. 표면 거칠기의 영향을 완화시키기 위해 게이지 영 역을 silicon carbide papers로 #4000까지 연마하였으며, 인장 시험은 재료 시험기(initial strain rate; 10-3 /s, INSTRON 8501, INSTRON, USA)를 이용하여 조건별로 총 3회 수행 하여 그 평균값을 계산하였다. 충격 인성 시험에는 샤르피 충격 시험기(SI-1B, SATEC, Israel)를 사용하였다. 인장 및 충격 시험 후 추가적으로 FE-SEM(MYRA 3 XMH, Tescan, Czech Republic)을 이용하여 인장 및 충격 파단면을 관찰 하였다.
3. 결과 및 고찰
그림 2는 SLM AISI 316L F, H 합금의 위치 별 광학 미 세조직을 관찰한 결과이다. 여기서 top, middle, bottom은 열원의 scanning에 따른 미세조직학적 변화를 조사하기 위해 그림 1 우측의 개형에서 PD에 수직한 xz면으로 3등 분하여 우측부터 명명한 단면을 의미한다. SLM 공정에서 는 레이저를 이용하여 분말을 용융 및 적층시키기 때문에 미용융 입자, 기공 뿐만 아니라 열 균열과 같은 미세조직 적 결함들이 발생할 수 있다[4, 5]. Image analyzer로 분석 한 결과, SLM AISI 316L F, H 소재의 기공도는 F: 0.01%, H: 0.01%로 측정되었다. SLM 공정을 통해 시편이 건전하게 제조되었다는 것을 확인할 수 있었으며 열처리 에 의해 기공도의 변화가 없음을 알 수 있었다. SLM AISI 316L F 소재는 고출력 레이저에 의해 용융된 molten pool 과 함께 레이저의 이동 방향으로 grain이 성장한 것으로 나타났다. 열처리를 수행한 H 소재에서도 molten pool과 열원 이동 방향으로 성장한 grain이 관찰되었으며, molten pool 및 grain의 크기 및 형상은 유사한 것으로 나타나, 극 적인 미세조직학적 변화는 발생하지 않았다.
Optical microstructures of SLM AISI 316L alloys at different region.
그림 3 (a), (b)는 SLM AISI 316L F, H 합금의 molten pool 내부 미세조직을 FE-SEM으로 관찰한 결과이다. 내 부 미세조직 고 배율 관찰 결과, SLM AISI 316L 합금은 cellular type의 미세한 dendrite 구조를 나타냈다. 이러한 cellular type dendrite 조직은 SLM 공정의 빠른 냉각속도 (≈ 105K/s)에 기인하여 생성된 것으로 알려져 있다[14, 17]. Image analyzer로 분석한 결과, Cellular type dendrite의 폭 은 평균적으로 F 합금의 경우 0.64 μm로 측정되었으며, 열처리를 수행한 H 합금의 경우 0.68 μm로 계산되었다. 열간 압연 후 annealing 316L 소재의 결정립 크기가 평균 100 μm인 것을 고려하였을 시[18], 상기 cellular type dendrite는 상당히 미세한 크기로 판단되며, 이와 같은 미 세한 조직으로 인해 기계적 특성이 우수하게 나타날 것으 로 기대된다.
High magnification microstructures of SLM AISI 316L alloys; (a) F and (b) H alloy.
그림 4는 SLM AISI 316L 합금의 XRD 분석 결과로, γ- Fe(austenite) 단상이 지배적으로 검출되었으며, 열처리를 수행함에 따라 peak의 broadening이 감소하며 미세하게 이동하였다. SLM 공정의 경우 공정 특성 상 급랭 조건이 형성되기 때문에 응고 시 소재 내부에 다량의 잔류 응력 이 존재할 수 있다. 따라서 SLM AISI 316L H 소재에서 관찰된 peak broadening의 감소와 피크 위치의 이동은 합 금 내부에 존재하는 잔류 응력이 열처리가 수행됨에 따라 해소되었음을 의미하는 간접적인 결과로 사료된다.
X-ray diffraction analysis results of SLM AISI 316L F, H alloys.
전술한 바와 같이 SLM 공정은 빠른 냉각 속도를 부여 할 수 있어, 소재 내부에 잔류 응력을 유발시킨다. 이러한 잔류 응력은 소재의 강도를 국부적으로 불균일하게 만들 어 기계적 특성의 저하를 초래할 수 있기 때문에 개선해 야할 인자이다. 따라서 응력 제거 열처리에 따라 변화하는 합금 내의 잔류 응력을 확인하기 위해 EBSD 분석을 진행 하였으며, 그림 5에 inverse pole figure(IPF) map과 kernel average misorientation(KAM) map 결과들을 도시하였다. IPF map에서 SLM AISI 316L F, H 합금들은 레이저 열원 방향으로 미세조직이 성장한 것으로 관찰되었으며, 거시 적인 미세조직의 변화는 나타나지 않았다. 반면 KAM 분 석 결과, F 합금은 소재 내부에 높은 분율의 저 경각 경계 (녹색 선)가 전 영역에 분포하였으며, 특히 molten pool boundary에 다량의 전위가 집적되어 있는 것으로 보였다. 이후 응력 제거 열처리를 수행함에 따라 저 경각 경계는 molten pool boundary에서 일부 집적되었으나, 그 분율이 큰 폭으로 감소하였다. 그림 5 (b)의 Misorientation angle distribution을 살펴보면 응력 완화 열처리를 수행함에 따 라 저 경각 경계의 비율이 감소하고 고 경각 경계의 비율 이 증가하는 현상을 다시 확인할 수 있었다.
EBSD analysis results o f SLM AISI 3 16L F, H a lloys; ( a) I nversed pole figure ( IPF) m ap w ith kernel average misorientation (KAM) map, and (b) misorientation angle distribution.
SLM 공정의 경우 벌크 소재로 제조 시 위치 별 물성이 상이하게 나타날 가능성이 있다. 이에 부위별 물성을 알아 보고자 경도 시험을 시편 별 상부, 중앙부, 하부 영역으로 나누어 복합적으로 진행하였다. SLM AISI 316L 합금의 경도 측정 결과, F 합금은 200 Hv(±21 Hv), H 합금은 196 Hv(±6 Hv)의 값을 나타냈다. 열처리를 수행함에 따라 경 도 값은 약 4 Hv 정도로 소폭 감소되었지만, 각 표준 편차 값은 큰 폭으로 감소하였다. 즉, SLM AISI 316L 합금은 벌크 형상으로 제조되었음에도 불구하고 소재의 영역별 기계적 특성의 차이가 크지 않았으며, 응력 제거 열처리를 수행함에 따라 그 차이가 더 감소하였다고 이해해볼 수 있었다.
그림 6은 SLM AISI 316L F, H 합금들의 인장시험 결 과이다. F 합금의 항복 강도(yield strength, Y. S.)는 476.8 MPa, 인장 강도(ultimate tensile strength, U. T. S.)는 543.4 MPa, 연신율(elongation, El.)은 30 %로 측정되었다. 열처 리를 수행한 H 합금은 Y. S.: 433.2 MPa, U. T. S.: 567.1 MPa, El.: 33.5%의 값을 보였다. 상기 결과들을 표 2로 정 리하였으며, 이를 살펴보면 열처리를 수행함에 따라 항복 강도는 감소하였으나, 인장 강도 및 연신율은 소폭 증가한 것으로 확인되었다. 기존 공정으로 제조된 316L 합금의 인장 특성이 Y. S.: 170 MPa, U. T. S.: 485 MPa, El.: 40% 인 것을 고려하였을 시, SLM AISI 316L 합금은 기존 합 금보다 우수한 강도 특성을 가진 것으로 나타났다[19, 20]. 인장 응력-변형률 곡선을 살펴보면, F 합금의 경우 항복 이후 유동 응력이 증가하지 않으며 안정적으로 유지되었 으나, 열처리를 수행한 H 합금은 항복 이후 가공 경화 현 상이 발생한 것으로 확인되었다. 열처리를 수행하지 않은 F 합금은 빠른 냉각 속도에 기인한 소재 내부의 높은 전 위 밀도로 인해 항복 강도가 높게 나타났으나, 변형이 진 행됨에 따라 소재 내부에 추가적으로 전위들이 축적되지 못하였기 때문에 항복 이후 유동 응력의 큰 변화 없이 안 정적인 곡선을 나타내는 것으로 사료된다. 반면 응력 완화 열처리를 수행한 H 합금의 경우, 열처리를 수행함에 따라 소재 내부의 전위 밀도는 감소하게 되고, 이후 변형이 진 행됨에 따라 소재 내부의 전위 밀도가 추가적으로 증가하 여 항복 이후 가공 경화 거동을 보이는 것으로 이해될 수 있다.
Tensile properties of SLM AISI 316L F, H alloys.
Vickers hardness and tensile testing values of SLM AISI 316L F, H alloys
SLM AISI 316L 합금의 인장 변형거동에 미치는 열처 리의 영향을 알아보기 위해 인장 파단면을 관찰한 결과를 그림 7에 나타냈다. 열처리를 수행하지 않은 F 합금의 경 우 매우 거친 파면을 보였으며, molten pool boundary를 따라 균열이 진전된 것으로 예상된다. 반면 열처리를 수행 한 H 합금은 F 합금에 비해 상대적으로 평탄한 파면을 보 이며 molten pool의 흔적이 나타나지 않았다. 이는 열처리 를 수행함에 따라 합금 내 존재하는 인장 잔류 응력의 제 어와 molten pool boundary의 변형 수용에 따른 결과로 사 료된다. 두 합금의 고 배율 파단면에서는 모두 d imple로 대표되는 연성 파괴 모드를 보였으나, dimple 크기는 매우 미세한 것으로 확인되었다. F 합금의 경우 평균 0.6 μm의 dimple들이 관찰되었으나, 0.3 ~ 1.5 μm까지 dimple 크기 편차가 큰 것으로 확인되었다. 반면 열처리를 수행한 H 합금의 d im ple 크기는 평균 0.65 μm로 관찰되었으며, dimple 크기 편차는 0.4 ~ 0.8 μm로 F 합금보다 크기 편차 가 낮은 것으로 나타났다.
Tensile fractographies of SLM AISI 316L alloys; (a) F alloy low magnification, (b) F alloy high magnification, (c) H alloy low magnification and (d) H alloy high magnification.
일반적인 분말 공정으로 제조된 소재의 경우 분말과 분 말 간의 결합이 약하거나 debonding되어 있을 경우 기계 적 특성이 저하될 수 있으므로, 분말과 분말 간의 결합 및 입자 경계에서의 변형 수용 여부가 중요하게 여겨진다. SLM 공정 또한 고 출력 레이저 열원을 이용한 분말 공정 으로, 미세조직 분석 시 앞서 서술된 분말 용융의 흔적인 molten pool의 존재가 확인된다. 소재의 물성에 영향을 미 치는 molten pool의 변형 수용 여부를 조사하기 위하여 SLM AISI 316L 합금의 인장 파단 측면을 관찰하였으며, 그림 8은 그 결과이다. F, H 합금의 파단 측면을 거시적으 로 분석하였을 경우, 두 합금은 공통적으로 최대 전단 응 력 방향인 45° 방향으로 파단되면서 서로 유사한 파괴 거 동을 보였다. 하지만 파단 측면을 미시적으로 관찰하였을 때, F 합금에서는 molten pool로 추정되는 구형의 변형 조 직이 노란 원으로 표시된 영역에서 확인되었으며, 해당 변 형 조직의 계면에서는 2차 균열이 형성되었다. 이는 molten pool boundary에 SLM 공정의 빠른 냉각 속도에 기인한 인장 잔류 응력이 존재로 인해 기지 조직이 변형 을 수용하지 못하고 molten pool boundary에 변형이 집중 된 현상으로 예상된다. 이와 같은 변형 집중으로 생성되는 2차 균열들로 인해 F 합금은 인장 응력-변형률 곡선(그림 6)에서 항복 이후 경화 현상이 발생하지 않고 강도가 일정 하게 유지되는 영역이 나타나는 것으로 사료된다. 반면 열 처리를 수행한 H 합금의 경우 일반 공정으로 제조된 합금 과 동일하게 최대 전단 응력 방향인 45°로 파단이 일어난 것을 확인할 수 있었으며, molten pool의 흔적은 발견되지 않았다. 열처리에 따른 초기 시편 인장 잔류 응력의 제어 로 인해 분말 계면에서의 인장 잔류 응력은 완화되며, 이 와 동시에 cellular type dendrite의 미세한 미세조직으로 인해 고강도 특성이 유지되는 것을 알 수 있었다.
Cross-sectional images of tensile fractured specimens of SLM AISI 316L alloys; (a) F and (b) H alloys.
그림 9는 SLM AISI 316L 합금의 충격 인성 시험 결과 이다. SLM AISI 316L F 합금의 경우 충격 에너지는 46.5 J, 열처리를 수행한 H 합금은 60.7 J로 측정되어, 열처 리를 수행함에 따라 충격 에너지가 약 30.5% 증가하는 것 으로 확인되었다. 이는 응력 완화 열처리로 인해 molten pool boundary 부근에서의 전위 밀도가 낮아져 인성이 증 가한 것으로 사료된다. 이와 같은 잔류 응력 제거 효과는 금속 3D printing 소재의 고 주기 피로 등과 같은 다른 기 계적 특성에도 큰 영향을 미칠 수 있으므로 응력 완화 열 처리는 적층 제조 후 필수적으로 수행되어야 할 공정으로 판단된다.
Charpy impact energy results of SLM AISI 316L F, H alloys.
그림 10는 SLM AISI 316L 합금의 충격 인성 시험 후 파단면 관찰 결과이다. 열처리를 수행하지 않은 F 합금의 경우 파면은 대부분 molten pool에 의한 구형의 형태로 이 루어져 있었으며, 매우 거친 것으로 관찰되었다. 열처리를 수행한 H 합금의 경우 F 합금보다 평평한 파면의 형태를 보였다. 한편, 열처리를 수행함에 따라 변형 거동의 변화 를 확인하기 위해 충격 파단면의 단면을 FE-SEM으로 추 가 관찰하였으며 그 결과를 그림 11에 나타냈다. F 합금 의 경우 molten pool boundary를 따라서 균열이 진전된 것 을 확인할 수 있었으며, 또한 조대하고 거친 파면이 관찰 되었다. 열처리를 수행한 H 합금은 molten pool들을 가로 지르며 균열이 진전된 것으로 관찰되었다. F 합금의 경우 인장 잔류 응력이 남아있기 때문에 가장 취약한 molten pool boundary 영역을 따라서 균열이 전파되었으며, 열처 리를 수행함에 따라 잔류 응력이 해소되면서 molten pool boundary를 가로질러 균열이 전파된 것으로 판단된다. 즉, F 합금은 SLM 공정의 빠른 냉각속도에 기인한 molten pool boundary에서의 인장 잔류 응력의 존재로 molten pool boundary에서 변형이 집중되었으며, 열처리를 수행함 에 따라 molten pool boundary의 영향이 완화되면서 기존 주조 공정으로 제조된 합금과 유사한 변형 거동을 나타내 는 것으로 확인되었다.
Charpy impact fracture surfaces of SLM AISI 316L (a) F and (b) H alloys.
Cross-sectional images of Charpy impact fractured specimens of SLM AISI 316L (a) F and (b) H alloys.
4. 결 론
본 연구에서는 AISI 316L 분말에 SLM 공정을 적용하 여 200 m m× 50 m m× 50 m m 크기의 벌크 소재를 제조하 였다. 제조된 소재의 인장 및 충격 인성 특성에 미치는 열 처리의 영향에 대해 조사하였으며 다음의 결론을 얻을 수 있었다.
1. SLM AISI 316L 합금은 γ-Fe 단상으로 구성되어 있 었으며, 미세조직은 레이저 열원 방향으로 성장한 것 으로 관찰되었다. 또한 분말 용융의 흔적인 molten pool이 관찰되었으며, 이러한 molten pool은 열처리를 수행하였음에도 사라지지 않았다. 고 배율 관찰결과, cellular dendrite가 관찰되었으며 그 width는 약 0.64 μm 로 측정되었다. 열처리를 수행한 합금 역시 0.68 μm 의 cellular dendrite로 구성되어 있음을 확인할 수 있 었다. 열처리를 수행함에 따라 저 경각 경계의 분율 이 감소하고 고 경각 경계의 분율이 증가하였으며, 합금내 존재하는 잔류 응력도 상당 부분 저감되는 것 으로 나타났다.
2. SLM AISI 316L 합금의 인장 시험 결과, F 합금은 Y. S.: 476.8 MPa, U. T. S.: 543.4 MPa, El.: 30%의 특성 을 보였으며, H 합금은 Y. S.: 433.2 MPa, U. T. S.: 567.1 MPa, El.: 33.5%의 값을 보였다. 열처리를 수행 함에 따라 항복 강도는 소폭 감소하였으나, 인장 강 도와 연신율은 증가한 것으로 확인되었다. 파단면 관 찰 결과, 두 소재 모두 d imple로 대표되는 연성 파괴 특징을 보였다. F 합금은 molten pool boundary에 변 형이 집중되고 2차 균열이 존재하는 것으로 관찰되었 으나, 열처리를 수행함에 따라 이러한 경향성은 사라 지고 일반적인 공정으로 제조된 합금과 유사한 파괴 거동을 보였다.
3. 충격 인성 시험 결과, F 합금의 충격 에너지는 46.5 J, H 합금은 60.7 J의 값을 보였다. 열처리를 수행함 에 따라 약 30.5%의 특성이 향상된 것으로 나타났다. 충격 파단면 관찰 결과, F 합금은 molten pool boundary를 따라서 균열이 진전된 반면 H 합금은 molten pool을 자르고 균열이 진전된 것으로 관찰되 었다.
감사의 글
This study was supported by Korea Institute for Advancement of Technology (KIAT) grant funded by the Korea Government (MOTIE) (P0002007, The Competency Development Program for Industry Specialist).

