
Search
- Page Path
- HOME > Search
- [English]
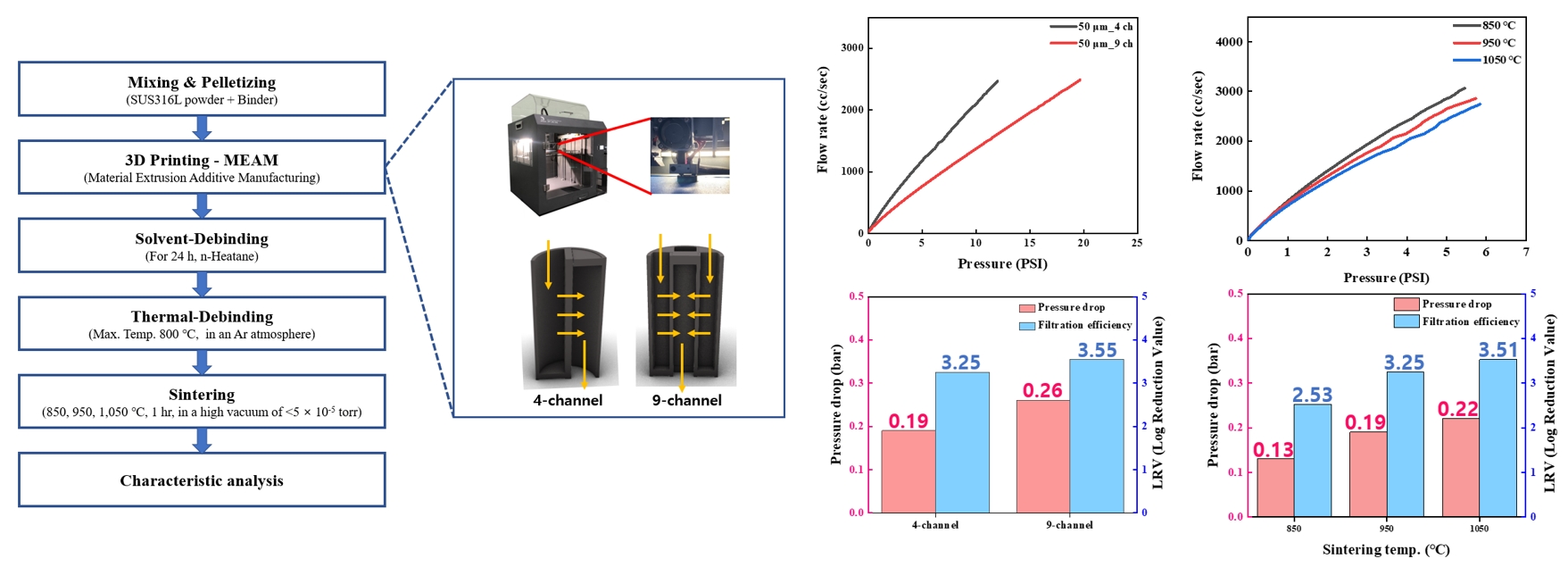
- Fabrication and Pore Characteristics of Metal Powder Filters with a Cross-Sealed Honeycomb Shape Using Material Extrusion Additive Manufacturing
- Minji Kim, Min-Jeong Lee, Su-Jin Yun, Poong-Yeon Kim, Hyeon Ju Kim, Juyong Kim, Jung Woo Lee, Jung-Yeul Yun
- J Powder Mater. 2025;32(4):299-308. Published online August 29, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00234
- 1,415 View
- 28 Download
-
 Abstract
Abstract
 PDF
PDF - The development of high-performance metal filters is essential for maintaining ultra-clean environments in semiconductor manufacturing. In this study, cross-sealed honeycomb filters were fabricated using STS316L powder via material extrusion additive manufacturing (MEAM) for semiconductor gas filtration. The effects of filter geometry (4 or 9 channels) and sintering temperature (850°C, 950°C, or 1,050°C) on performance were examined. First, 4-channel and 9-channel filters sintered at the same temperature (950°C) exhibited similar porosities of 50.08% and 50.57%, but the 9-channel filter showed a higher pressure-drop (0.26 bar) and better filtration-efficiency (3.55 LRV) than the 4-channel filter (0.19 bar and 3.25 LRV, respectively). Second, for filters with the same geometry (4-channel) increasing the sintering temperature reduced porosity from 64.52% to 40.33%, while the pressure-drop increased from 0.13 bar to 0.22 bar and filtration-efficiency improved from 2.53 LRV to 3.51 LRV. These findings demonstrate that filter geometry and sintering temperature are key factors governing the trade-off between air permeability, pressure-drop, and filtration efficiency. This work provides insights and data for optimizing MEAM-based high-performance metal powder filter design.
- [Korean]
- Porosity Prediction of the Coating Layer Based on Process Conditions of HVOF Thermal Spray Coating
- Junhyub Jeon, Namhyuk Seo, Jong Jae Lee, Seung Bae Son, Seok-Jae Lee
- J Korean Powder Metall Inst. 2021;28(6):478-482. Published online December 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.6.478

- 661 View
- 3 Download
-
Abstract
PDF
The effect of the process conditions of high-velocity oxygen fuel (HVOF) thermal spray coating on the porosity of the coating layer is investigated. HVOF coating layers are formed by depositing amorphous FeMoCrBC powder. Oxygen pressure varies from 126 to 146 psi and kerosene pressure from 110 to 130 psi. The Microstructural analysis confirms its porosity. Data analysis is performed using experimental data. The oxygen pressure-kerosene pressure ratio is found to be a key contributor to the porosity. An empirical model is proposed using linear regression analysis. The proposed model is then validated using additional test data. We confirm that the oxygen pressure-kerosene pressure ratio exponentially increases porosity. We present a porosity prediction model relationship for the oxygen pressure-kerosene pressure ratio.
- [Korean]
- Effect of Change in Open Porosity as a Function of Uniaxial Molding Pressure on Density Improvement After Impregnation
- Sang-Min Lee, Sang-Hye Lee, Jae-Seung Roh
- J Korean Powder Metall Inst. 2021;28(1):7-12. Published online February 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.1.7

- 2,132 View
- 30 Download
- 3 Citations
-
Abstract
PDF
The change in the open porosity of bulk graphite as a function of the uniaxial molding pressure during manufacturing is studied using artificial graphite powder. Subsequently, the graphite is impregnated to determine the effect of the open porosity on the impregnation efficiency and to improve the density of the final bulk graphite. Bulk graphite is manufactured with different uniaxial molding pressures after mixing graphite powder, which is the by-product of processing the final graphite products and phenolic resin. The bulk density and open porosity are measured using the Archimedes method. The bulk density and open porosity of bulk graphite increase as the molding pressure increases. The open porosity of molded bulk graphite is 25.35% at 30 MPa and 29.84% at 300 MPa. It is confirmed that the impregnation efficiency increases when the impregnation process is performed on a specimen with large open porosity. In this study, the bulk density of bulk graphite molded at 300 MPa is 11.06% higher than that before impregnation, which is the highest reported increase. Therefore, it is expected that the higher the uniaxial pressure, the higher the density of bulk graphite.
-
Citations
Citations to this article as recorded by
- Improving the packing and mechanical properties of graphite blocks by controlling filler particle-size distribution
Hye in Hwang, Ji Hong Kim, Ji Sun Im
Advanced Composite Materials.2024; 33(5): 762. CrossRef - Effect of Pressure and Holding Time during Compression Molding on Mechanical Properties and Microstructure of Coke-Pitch Carbon Blocks
Sun-Ung Gwon, Sang-Hye Lee, U-Sang Youn, Jae-Seung Roh
Applied Sciences.2024; 14(2): 772. CrossRef - Correlation between Pitch Impregnation Pressure and Pore Sizes of Graphite Block
Changkyu Kim, Woong Kwon, Moon Hee Lee, Jong Seok Woo, Euigyung Jeong
Materials.2022; 15(2): 561. CrossRef
- Improving the packing and mechanical properties of graphite blocks by controlling filler particle-size distribution
- [Korean]
- Effect of Porosity on Mechanical Anisotropy of 316L Austenitic Stainless Steel Additively Manufactured by Selective Laser Melting
- Jeong Min Park, Jin Myoung Jeon, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
- J Korean Powder Metall Inst. 2018;25(6):475-481. Published online December 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.6.475
- 1,895 View
- 15 Download
- 13 Citations
-
Abstract
PDF
Selective laser melting (SLM), a type of additive manufacturing (AM) technology, leads a global manufacturing trend by enabling the design of geometrically complex products with topology optimization for optimized performance. Using this method, three-dimensional (3D) computer-aided design (CAD) data components can be built up directly in a layer-by-layer fashion using a high-energy laser beam for the selective melting and rapid solidification of thin layers of metallic powders. Although there are considerable expectations that this novel process will overcome many traditional manufacturing process limits, some issues still exist in applying the SLM process to diverse metallic materials, particularly regarding the formation of porosity. This is a major processing-induced phenomenon, and frequently observed in almost all SLM-processed metallic components. In this study, we investigate the mechanical anisotropy of SLM-produced 316L stainless steel based on microstructural factors and highly-oriented porosity. Tensile tests are performed to investigate the microstructure and porosity effects on mechanical anisotropy in terms of both strength and ductility.
-
Citations
Citations to this article as recorded by- Influence of recycling-induced oxide inclusions on microstructure and mechanical properties of directed energy deposited 316L stainless steel
In-Seo Kim, Sourabh Kumar Soni, Sung-Jae Jo, Ye-Eun Lee, Jihye Kwon, Daehyeon Kim, Sang Guk Jeong, Ji-Woon Lee, Jongun Moon, Hyoung Seop Kim, Soon-Jik Hong
Materials Science and Engineering: A.2026; 959: 150046. CrossRef - Effect of temperature and impact loading condition on deformation behavior in 316L austenitic stainless steel manufactured by laser powder bed fusion
Tae Hyeong Kim, Haeum Park, Jun Seok Lee, Jeong Min Park, Jae Wung Bae
Materials Science and Engineering: A.2025; 933: 148286. CrossRef - Selective laser melting additive manufactured H13 tool steel for aluminum extrusion die component construction
Evangelos Giarmas, Vasileios Tsakalos, Emmanuel Tzimtzimis, Nikolaos Kladovasilakis, Ioannis Kostavelis, Dimitrios Tzovaras, Dimitrios Tzetzis
The International Journal of Advanced Manufacturing Technology.2024; 133(9-10): 4385. CrossRef - Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
Evangelos Giarmas, Emmanouil K. Tzimtzimis, Nikolaos Kladovasilakis, Dimitrios Tzovaras, Dimitrios Tzetzis
Materials.2024; 17(15): 3756. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef - Development of multi-defect diagnosis algorithm for the directed energy deposition (DED) process with in situ melt-pool monitoring
Hyewon Shin, Jimin Lee, Seung-Kyum Choi, Sang Won Lee
The International Journal of Advanced Manufacturing Technology.2023; 125(1-2): 357. CrossRef - Corrosion Resistance of Laser Powder Bed Fused AISI 316L Stainless Steel and Effect of Direct Annealing
Kichang Bae, Dongmin Shin, Jonghun Lee, Seohan Kim, Wookjin Lee, Ilguk Jo, Junghoon Lee
Materials.2022; 15(18): 6336. CrossRef - Experimental investigation on the effect of process parameters in additive/subtractive hybrid manufacturing 316L stainless steel
Chengming Tang, Jibin Zhao, Zhiguo Wang, Yuhui Zhao, Tianran Wang
The International Journal of Advanced Manufacturing Technology.2022; 121(3-4): 2461. CrossRef - Interface characteristics and mechanical behavior of additively manufactured multi-material of stainless steel and Inconel
Man Jae Sagong, Eun Seong Kim, Jeong Min Park, Gangaraju Manogna Karthik, Byeong-Joo Lee, Jung-Wook Cho, Chong Soo Lee, Takayoshi Nakano, Hyoung Seop Kim
Materials Science and Engineering: A.2022; 847: 143318. CrossRef - Effect of heat treatment on microstructural heterogeneity and mechanical properties of 1%C-CoCrFeMnNi alloy fabricated by selective laser melting
Jeong Min Park, Eun Seong Kim, Hyeonseok Kwon, Praveen Sathiyamoorthi, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim
Additive Manufacturing.2021; 47: 102283. CrossRef - Manufacturing Aluminum/Multiwalled Carbon Nanotube Composites via Laser Powder Bed Fusion
Eo Ryeong Lee, Se Eun Shin, Naoki Takata, Makoto Kobashi, Masaki Kato
Materials.2020; 13(18): 3927. CrossRef - Effects of microstructure and internal defects on mechanical anisotropy and asymmetry of selective laser-melted 316L austenitic stainless steel
Jin Myoung Jeon, Jeong Min Park, Ji-Hun Yu, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
Materials Science and Engineering: A.2019; 763: 138152. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef
- Influence of recycling-induced oxide inclusions on microstructure and mechanical properties of directed energy deposited 316L stainless steel
- [English]
- Fabrication and Pore Characteristics of Cu Foam by Slurry Coating Process
- Dahee Park, Eun-Mi Jung, Sangsun Yang, Jung-Yeul Yun
- J Korean Powder Metall Inst. 2015;22(2):87-92. Published online April 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.2.87

- 1,848 View
- 9 Download
- 1 Citations
-
Abstract
PDF
Metallic porous materials have many interesting combinations of physical and geometrical properties with very low specific weight or high gas permeability. In this study, highly porous Cu foam is successfully fabricated by a slurry coating process. The Cu foam is fabricated specifically by changing the coating amount and the type of polyurethane foam used as a template. The processing parameters and pore characteristics are observed to identify the key parameters of the slurry coating process and the optimized morphological properties of the Cu foam. The pore characteristics of Cu foam are investigated by scanning electron micrographs and micro-CT analyzer, and air permeability of the Cu foam is measured by capillary flow porometer. We confirmed that the characteristics of Cu foam can be easily controlled in the slurry coating process by changing the microstructure, porosity, pore size, strut thickness, and the cell size. It can be considered that the fabricated Cu foams show tremendous promise for industrial application.
-
Citations
Citations to this article as recorded by- Preparation and comparative evolution of mechanical behavior of Fe and Fe2O3 foams and their polymer composites
Vemoori Raju, Roy Johnson, Asit Kumar Khanra
Journal of Alloys and Compounds.2018; 750: 71. CrossRef
- Preparation and comparative evolution of mechanical behavior of Fe and Fe2O3 foams and their polymer composites
- [Korean]
- Fabrication of Fe-Cr-Al Porous Metal with Sintering Temperature and Times
- Bon-Uk Koo, Su-in Lee, Dahee Park, Jung-Yeul Yun, Byoung-Kee Kim
- J Korean Powder Metall Inst. 2015;22(2):100-104. Published online April 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.2.100

- 1,211 View
- 6 Download
- 2 Citations
-
Abstract
PDF
The porous metals are known as relatively excellent characteristic such as large surface area, light, lower heat capacity, high toughness and permeability. The Fe-Cr-Al alloys have high corrosion resistance, heat resistance and chemical stability for high temperature applications. And then many researches are developed the Fe-Cr-Al porous metals for exhaust gas filter, hydrogen reformer catalyst support and chemical filter. In this study, the Fe-Cr-Al porous metals are developed with Fe-22Cr-6Al(wt) powder using powder compaction method. The mean size of Fe-22Cr-6Al(wt) powders is about 42.69 μm. In order to control pore size and porosity, Fe-Cr-Al powders are sintered at 1200~1450°C and different sintering maintenance as 1~4 hours. The powders are pressed on disk shapes of 3 mm thickness using uniaxial press machine and sintered in high vacuum condition. The pore properties are evaluated using capillary flow porometer. As sintering temperature increased, relative density is increased from 73% to 96% and porosity, pore size are decreased from 27 to 3.3%, from 3.1 to 1.8 μm respectively. When the sintering time is increased, the relative density is also increased from 76.5% to 84.7% and porosity, pore size are decreased from 23.5% to 15.3%, from 2.7 to 2.08 μm respectively.
-
Citations
Citations to this article as recorded by- Synthesis and Magnetic Hysteresis Properties of an Aluminum-Doped Isotropic Hard-Magnetic Fe–Cr–Co Powder Alloy
A. S. Ustyukhin, V. A. Zelensky, I. M. Milyaev, M. I. Alymov, A. A. Ashmarin, A. B. Ankudinov, K. V. Sergienko
Inorganic Materials: Applied Research.2024; 15(2): 480. CrossRef - Fabrication of a Porous Ni-Based Metal with a Multi-pore Structure by a Screen Printing Process
Yu-Jeong Yi, Min-Jeong Lee, Jung-Yeul Yun, Byoung-Kee Kim
Metals and Materials International.2019; 25(5): 1272. CrossRef
- Synthesis and Magnetic Hysteresis Properties of an Aluminum-Doped Isotropic Hard-Magnetic Fe–Cr–Co Powder Alloy
- [Korean]
- The Effect of Fe and Fe2O3 Powder Mixing Ratios on the Pore Properties of Fe Foam Fabricated by a Slurry Coating Process
- Jin Ho Choi, Eun-Mi Jeong, Dahee Park, Sangsun Yang, Yoo-Dong Hahn, Jung-Yeul Yun
- J Korean Powder Metall Inst. 2014;21(4):266-270. Published online August 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.4.266

- 1,873 View
- 5 Download
- 1 Citations
-
Abstract
PDF
Metal foams have a cellular structure consisting of a solid metal containing a large volume fraction of pores. In particular, open, penetrating pores are necessary for industrial applications such as in high temperature filters and as a support for catalysts. In this study, Fe foam with above 90% porosity and 2 millimeter pore size was successfully fabricated by a slurry coating process and the pore properties were characterized. The Fe and Fe2O3 powder mixing ratios were controlled to produce Fe foams with different pore size and porosity. First, the slurry was prepared by uniform mixing with powders, distilled water and polyvinyl alcohol(PVA). After slurry coating on the polyurethane( PU) foam, the sample was dried at 80°C. The PVA and PU foams were then removed by heating at 700°C for 3 hours. The debinded samples were subsequently sintered at 1250°C with a holding time of 3 hours under hydrogen atmosphere. The three dimensional geometries of the obtained Fe foams with an open cell structure were investigated using X-ray micro CT(computed tomography) as well as the pore morphology, size and phase. The coated amount of slurry on the PU foam were increased with Fe2O3 mixing powder ratio but the shrinkage and porosity of Fe foams were decreased with Fe2O3 mixing powder ratio.
-
Citations
Citations to this article as recorded by- Fabrication and Mechanical Properties of STS316L Porous Metal for Vacuum Injection Mold
Se Hoon Kim, Sang Min Kim, Sang Ho Noh, Jin Pyeong Kim, Jae Hyuck Shin, Si-Young Sung, Jin Kwang Jin, Taean Kim
Journal of Korean Powder Metallurgy Institute.2015; 22(3): 197. CrossRef
- Fabrication and Mechanical Properties of STS316L Porous Metal for Vacuum Injection Mold
 First
First Prev
Prev

TOP
