
Articles
- Page Path
- HOME > J Powder Mater > Volume 32(5); 2025 > Article
-
Research Article
이중 강화상 조성비 제어와 미세조직 불균일화 설계를 통한 WC–Mo₂C–Co 초경합금의 기계적 특성 최적화 - 석진우1,2, 김종태1,3, 정주리1,3, 김송이1, 이빈2, 한준희1, 강이승1,*
- Optimization of Mechanical Properties in WC–Mo₂C–Co Cemented Carbides via Dual Hard-Phase Based Heterogeneous Microstructure Design
- Jinwoo Seok1,2, Jong Tae Kim1,3, Juree Jung1,3, SongYi Kim1, Bin Lee2, Junhee Han1, Leeseung Kang1,*
-
Journal of Powder Materials 2025;32(5):428-436.
DOI: https://doi.org/10.4150/jpm.2025.00297
Published online: October 31, 2025
1한국생산기술연구원 지능화뿌리기술연구소
2경희대학교 신소재공학과
3연세대학교 신소재공학과
1Research Institute of Intelligent Manufacturing & Materials Technology, Korea Institute of Industrial Technology, Incheon 21655, Republic of Korea
2Department of Advanced Materials Engineering, Kyung Hee University, Yongin 17104, Republic of Korea
3Department of Materials Science & Engineering, Yonsei University, Seoul 03722, Republic of Korea
- *Corresponding author: Leeseung Kang E-mail: leeseung@kitech.re.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 1,138 Views
- 26 Download
- 1 Crossref
Abstract
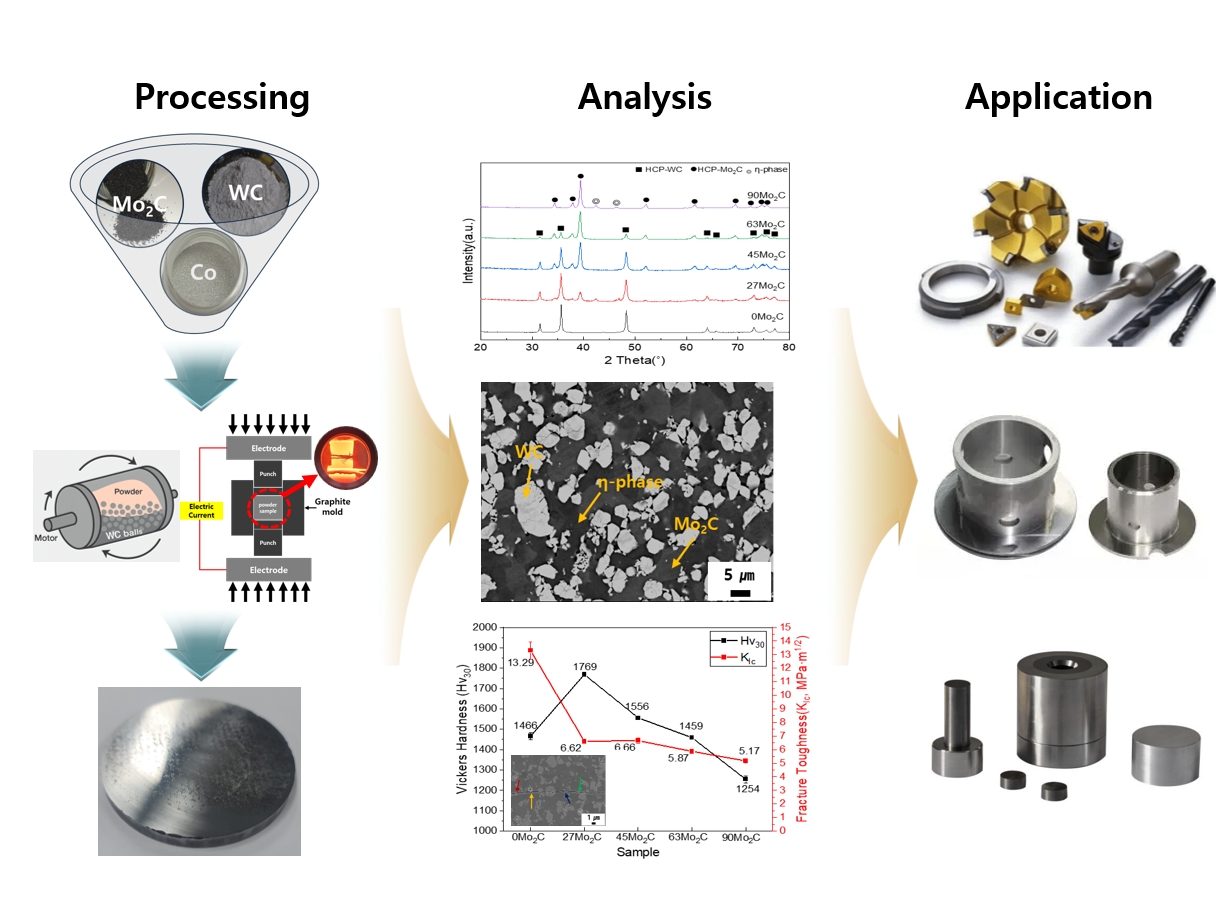
- WC–Mo₂C–Co cemented carbides were fabricated to investigate the effects of Mo₂C addition on microstructure and mechanical properties. Dual hard-phase design using WC and Mo₂C was employed to optimize the balance between hardness and toughness. Spark plasma sintering (SPS) was conducted at various temperatures after ball milling, and 1300 °C for 5 min was identified as the optimized sintering condition, achieving complete densification and phase stability. The addition of Mo₂C refined the microstructure by suppressing abnormal WC grain growth through preferential dissolution of Mo₂C into the Co binder. Hardness increased up to 1769 Hv30 due to grain refinement and solid-solution strengthening, while promoted η-phase formation and reduced fracture toughness.The 27Mo₂C composition exhibited the most balanced combination of hardness and toughness. These results demonstrate that controlled Mo₂C addition enables dual hard-phase strengthening and microstructure optimization in WC–Mo₂C–Co carbides for advanced cutting and forming applications.
- 초경합금(cemented carbides)은 절삭공구, 금형, 내마모 부품 등에서 사용되는 대표적 소재로 높은 경도, 우수한 내마모성, 그리고 충분한 인성을 동시에 요구하는 가혹한 조건의 응용분야에서 핵심적 역할을 하고 있다. 초경합금 중WC-Co계는 이러한 요구특성을 충족시키는 가장 대표적인 합금계로 절삭공구와 금형∙프레스, 자동차, 항공우주, 기계 분야에 폭넓게 적용되며 가장 높은 시장 점유율을 차지하는 것으로 보고되고 있다. WC(탄화텅스텐)는 주요 경질상(hard phase)으로서 높은 경도와 내마모성을 제공하고, Co는 연성과 인성을 부여하는 연질 금속 바인더로서(ductile metal binder) WC입자를 적절히 결합(cementing)하며, 파괴 시 소성변형과 크랙 브릿징(crack bridging)을 통해 균열의 전파를 지연시켜 초경합금의 연성과 인성을 부여한다[1]. 그러나 WC-Co계 합금의 경도와 인성은 상대적으로 상충하는 trade-off 관계관계를 가지는 경향이 있다. WC함량 증가와 입자 미세화는 경도를 높이지만 바인더의 연속성이 약화되어 인성이 저하되고 반대로 Co 바인더의 함량증가 및 조대화는 인성을 향상시키나 경도와 내마모성을 크게 저하시킨다. 이로 인해 두 특성을 동시에 향상시키는 것은 한계가 있어, 충분한 인성을 유지하면서 경도를 높이는 합금 설계 기술은 초경합금 산업, 특히 절삭공구 분야에서 제품 수명, 치핑 저항, 생산성을 좌우하는 핵심 기술지표로 고려된다[2, 3].
- 이러한 한계를 극복하기 위한 연구는 크게 두 가지 방향으로 진행되어 왔다. 첫째, WC 입자의 비정상적인 성장을 억제하여 미세조직을 안정화하는 방법으로 TaC, NbC, VC, Cr₃C₂ 등 전이금속 탄화물을 첨가하는 방법이다. 첨가된 전이금속 탄화물은 WC의 결정립계에 분포하여 계면에너지를 변화시키고, 소결 과정 중 용해-재석출 거동을 제어함으로써 WC의 결정립 성장을 억제하는 입자성장 억제제(grain growth inhibitor, GGI)로 작용한다[1, 4-6]. 둘째, 바인더의 합금화를 통해 강도와 인성의 균형을 개선하는 방법이다. 기존에 널리 사용되고 있는 Co 바인더에 Ni, Fe, Cr, Mo 등을 첨가하여 합금화하면 바인더의 기계적, 화학적 안정성이 향상되어 초경합금의 강도와 인성이 개선된다[1]. 최근에는 고엔트로피합금(High-Entropy Alloy, HEA) 개념을 바인더에 적용해, 기존 Co 바인더 대비 내식성, 고온 안정성, 경도–인성 균형을 동시에 확보하려는 연구가 활발히 진행되고 있다[7-9].
- 한편, 본 연구에서는 기존의 강화 전략과는 다른 새로운 접근법을 제안하고자 한다. 즉, 전이금속 탄화물 첨가를 통한 입자성장 억제와 바인더 합금화를 통한 인성향상이라는 기존의 방법을 결합하여, WC와 Mo₂C를 병용하는 이중 강화상(dual hard phase) 설계를 통해 두 강화상의 상호보완적 역할이 극대화될 수 있는 새로운 미세조직–기계특성 향상 방안을 제안하였다. 여러 탄화물들 중 Mo₂C는 WC에 비해 낮은 자유 형성 에너지(
- 이에 본 연구에서는 WC–Mo2C–Co 계 초경합금을 대상으로 WC와 Mo₂C의 상대적 함량(조성비)을 변화시키면서 상 분율과 미세조직(입도, 분포 등) 및 기계적 특성(경도, 파괴인성 등)의 상호 관계를 규명하고자 하였다. 특히 이중 강화상 조성비 최적화를 통해 WC–Co 계 합금에서 관찰되는 경도–인성 trade-off 문제를 개선할 수 있는 가능성을 평가하고, 그 결과를 바탕으로 WC–Mo₂C–Co 계 초경합금의 최적 조성을 도출하여, 차세대 범용 절삭 및 성형 공정용 초경합금 소재 설계에 기초 자료를 제시하는 것을 목표로 한다.
1. Introduction
- 본 연구에서는 WC-Mo2C-Co계 합금을 제조하기 위하여 WC(평균입도 1.8㎛), Mo2C (평균입도 1~3㎛)와 Co (평균입도 800㎚)를 원료 분말로 사용하였으며, 합금조성은 표 1에 제시하였다.
- 분말의 균일 혼합을 위해 수평형 볼 밀링 공정을 250 rpm으로 12시간 동안 수행하였다. 밀링에 사용된 볼은 직경 5㎜의 WC-Co초경 볼을 사용하여 밀링 볼에 의한 불순물 유입을 최소화하였고 분말과 초경 볼의 비율은 1:10 (wt.%)으로 설정하였다. 용매는 에탄올(≥ 99.0%)을 사용하였으며, PP병에 장입하여 습식 밀링으로 진행하였다. 습식 밀링 공정 후 혼합된 분말은 에탄올로 세척 후, 컨벡션 오븐에서 100℃, 24시간 동안 건조하였다.
- 건조된 혼합 분말은 방전플라즈마소결 장비(SPS-210Sx, SUGA.Co.Ltd)를 이용하여 소결하였다. 내경 Φ10 ㎜, 외경 Φ 30 ㎜의 흑연 몰드에 혼합된 분말을 충전하고, 두께 3 ㎜ 디스크와 높이13 ㎜의 펀치를 각각 2개씩 이용하여 몰드의 상부와 하부에 고정시켜 압분하였다. 소결 조건은 4Pa 이하의 진공분위기에서 승온 속도 100℃ /분, 유지온도 1100, 1200, 1300℃, 유지 시간 5분, 축압 3.9kN 조건으로 실시하여 최적의 소결 온도를 찾고자 하였다. 이후 선정된 최적의 소결 온도에서 Mo2C의 함량을 0~90 wt.%로 변화시키며 소결체 시편을 제조하였다. 소결 중 온도는 Pyrometer를 이용하여 비접촉식으로 측정하였고, 열 복사에 의한 열 손실을 최소화하기 위해 탄소 섬유 단열재를 흑연 몰드 주위에 배치하였다.
- 원료 분말, 혼합된 분말 및 소결된 시료들의 상 변형은 X-선 회절분석기(XRD, New D8 Advanced, Bruker)로 분석하였다. 측정 조건은 Cu Kα 방사선(λ=1.5406Å)을 사용하여, 가속전압 40㎸, 전류 40㎃, 측정 범위(2θ)는 20˚에서 80˚까지로 설정하였으며, 분당 1.2˚의 속도로 측정하였다. 분말과 소결된 시편의 탄화물의 형태와 크기 관찰은 주사전자현미경 (FE-SEM, JSM-7100F, Japan)을 사용하였고, 가속전압 15㎸, 전류 10㎂ 조건에서 수행하였다. 소결 시편의 상대밀도 변화는 아르키메데스 측정법 이용하여 식(1)과 (2)를 이용하여 계산하였다.
- Wa는 대기 중에서 측정한 시험편의 질량(g), Wl은 수중에서 측정한 시험편의 질량(g), ρl은 상온에서의 물의 밀도(g/cm3), ρexp 는 측정밀도, ρth 는 이론밀도(g/cm3) 그리고 ρth는 상대밀도(%) 이다. 소결된 초경합금의 기계적특성을 평가하기 위해 비커스 경도기(VMT-X7, Matsuzawa Co., Ltd)를 이용하여 30 kgf의 하중으로 10초간 유지하여 경도(Hv30)와 파괴인성(KIc)을 측정하였다. 높은 신뢰성을 위해 각 시편마다 5회 측정하여 평균값을 도출하였고, 파괴인성 KIc 은 Palmqvist 균열을 가정하여 식(3)으로 산출하였다.
- KIc는 파괴인성(MPa•m1/2)이며, P는 인가된 압입 하중(30kgf), Hv는 인가된 하중에서 측정된 비커스경도, T는 압흔의 네 모서리에서 발생한 Palamqvist균열 길이의 총합이다. 균열 길이는 비커스 경도기의 광학현미경으로 측정하였으며, 균열전파의 형상은 주사전자현미경으로 확인하였다.
2. Materials and Methods
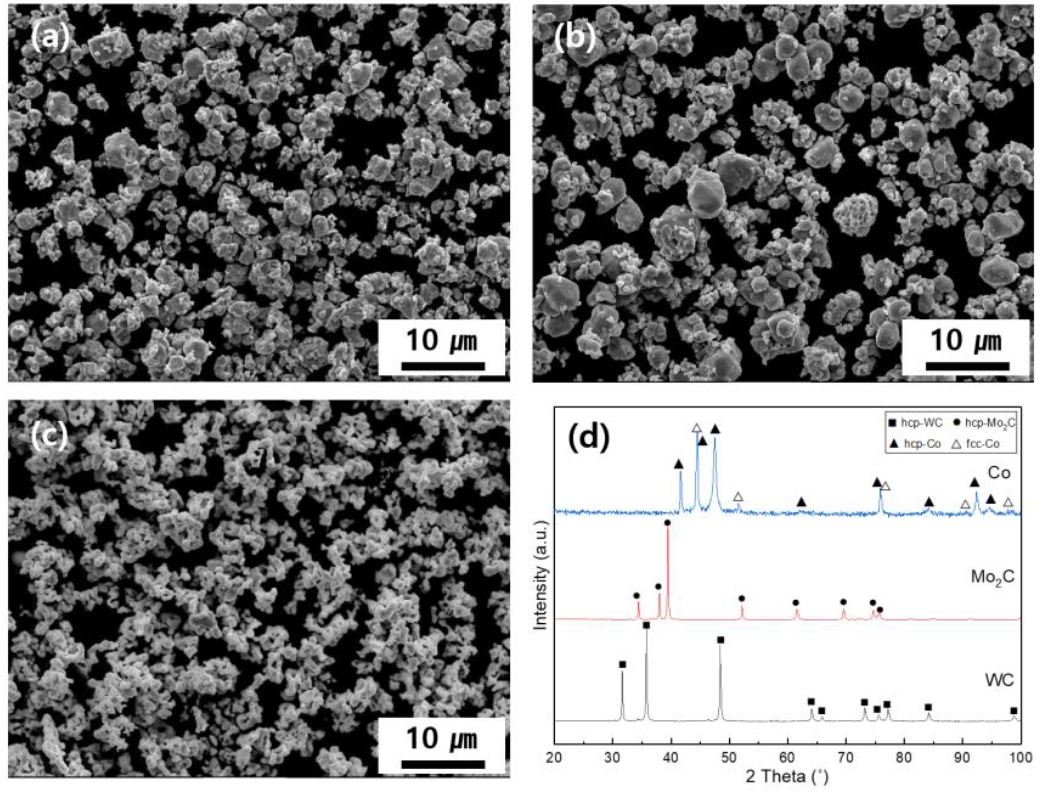
- 본 연구에서 사용된 원료분말은 SEM과 XRD를 이용하여 예비 평가를 수행하였다. 그림 1 (a)-(c)는 각각 WC, Mo2C, Co원료 분말의 미세조직을, 그림 1 (d)는 원료 분말들의 X선 회절 분석 결과를 보여준다. WC와 Mo₂C는 육방정(hexagonal) 구조의 회절 피크가 확인되었고, Co는 HCP와 FCC 두 상의 회절 피크가 동시에 관찰되었다. Co는 온도에 따른 동소변태(allotropy)를 보이는 금속으로, 일반적으로 HCP(ε-Co)가 저온 안정상, FCC (α-Co)가 고온 안정상으로 알려져 있다(전이 온도 약 417 °C). Co의 HCP↔FCC 변태는 전단력에 의한 마르텐사이트 변태로 냉각 이력, 입도, 잔류응력, 가공경화 등에 민감하다. 이 때문에 원료 분말 제조 공정에 따라 상온에서도 HCP와 FCC가 공존할 수 있다. 그 외 유의미한 불순물 피크는 검출되지 않았다.
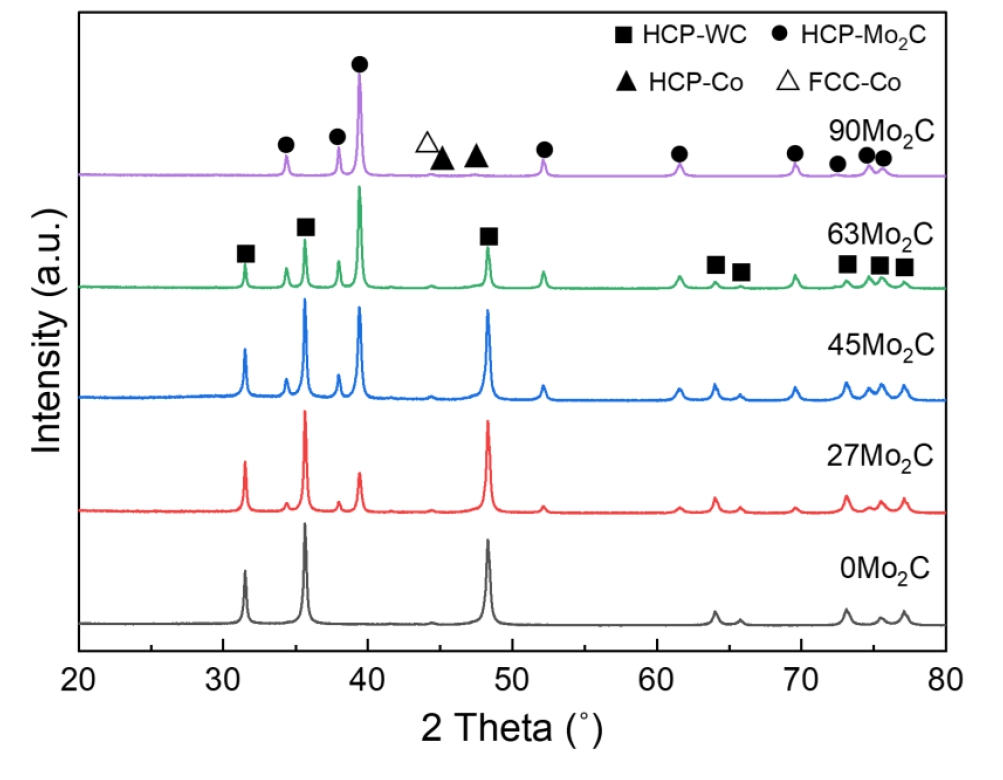
- 그림 2는 Mo2C가 0, 27, 45, 63, 90wt.%로 첨가된 혼합 분말의 XRD 패턴이다. 볼 밀링 후에도 원료 분말에서 확인된 상 이외에 새로운 상 형성은 확인되지 않았다. 밀링 전 Co원료 분말은 2 θ = 41.61˚, 44.24 ˚, 44.46˚, 47.41˚부근에서 회절 피크가 관찰되나, 밀링 후 일부 Co 피크는 저감 또는 소실되는 경향을 확인하였다. 이는 WC와 Mo2C대비 Co의 낮은 함량에 따른 회절강도 저하, 볼 밀링으로 인한 입자 미세화 및 소성변형에 따른 피크확장(peak broadening)과 HCP↔FCC 상분율 변화에 기인한 것으로 판단된다.
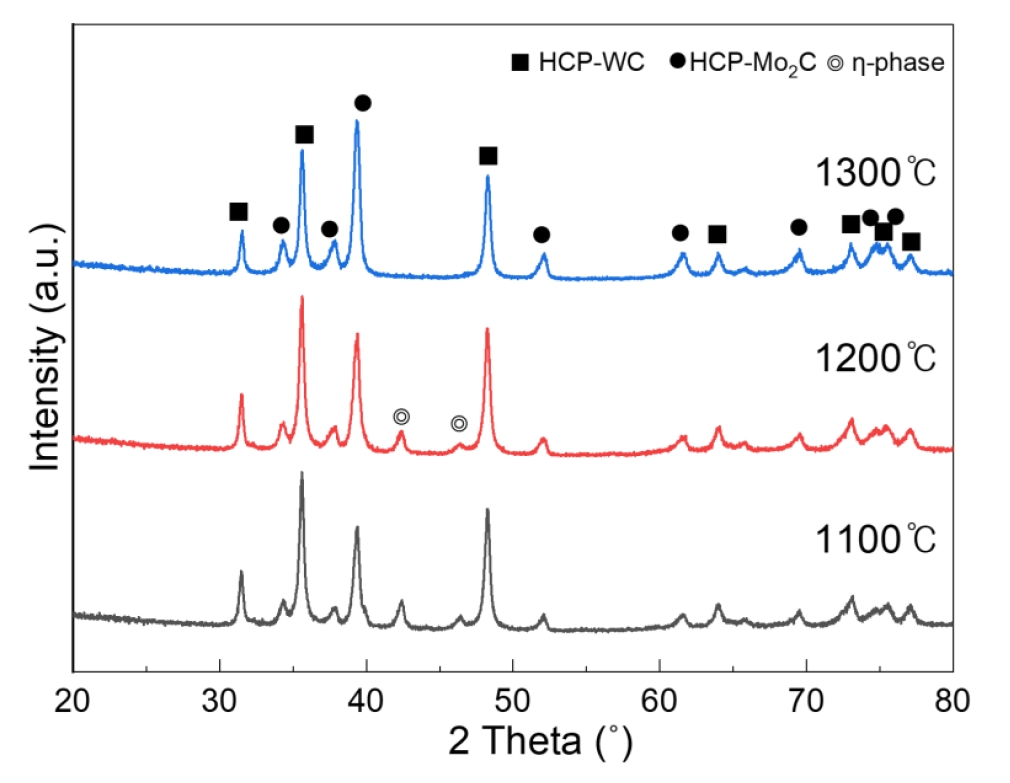
- 그림 3은 다양한 온도에서 SPS 소결한 45Mo2C시편의 X-선 회절 패턴을 보여준다. 모든 소결온도에서 WC와 Mo2C의 회절패턴이 뚜렷하게 관찰되었으나, 1200 °C 이하에서 소결된 시편에서는 η-상(Mo₃Co₃C) 형성이 관찰되었다. 이는 1200 ℃ 이하에서 소결 시, 고상선과 액상선 사이의 영역에서 Co 바인더가 부분적으로 액상화 되어 Mo₂C와 반응하며 Mo과 C가 바인더 내로 용해되는데, 이 과정에서 상대적인 탄소 부족 조건이 유발되어 η-상이 형성되고 소결 유지시간 동안 성장한 것으로 판단된다[13]. 반면, 1300 °C에서는 Co 바인더의 완전한 액상화로 인해 Mo과 C의 용해도가 증가하고, η-상은 액상 내로 용해 및 분해된 것으로 보인다. 냉각 중 η-상이 다시 석출될 가능성도 있으나, 빠른 냉각속도로 인해 핵생성과 성장 속도가 제한되어 X-선 회절패턴에서 검출되지 않은 것으로 사료된다.
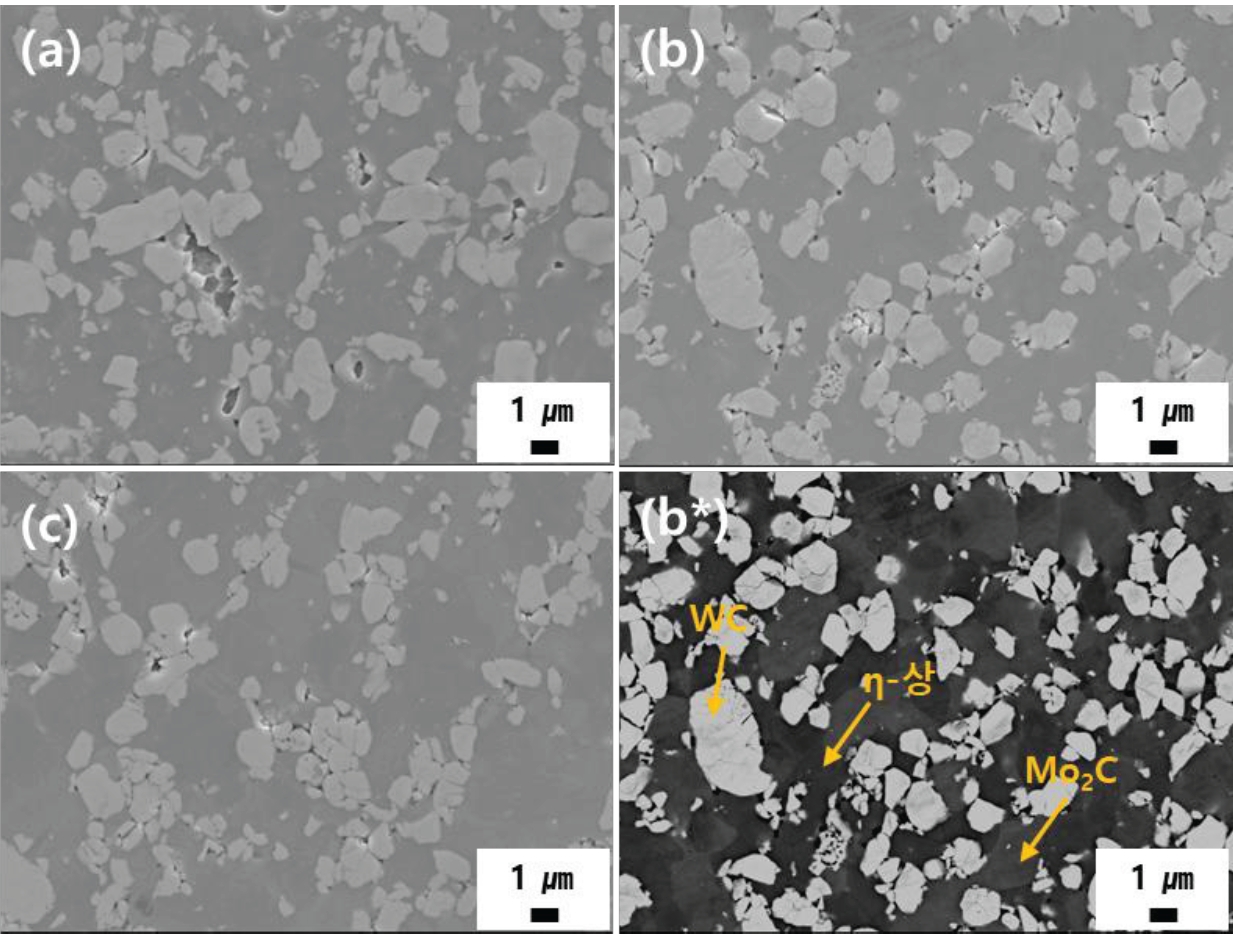
- 그림 4은 45Mo₂C 조성의 초경합금을 소결압력 50 MPa에서 5분간 SPS 소결한 후, 소결 온도에 따른 미세조직 변화를 나타낸다. 1100 °C에서 소결한 시편(그림 4(a))은 Co 바인더가 완전히 액상화되지 않아 유동성이 제한되고, 그 결과 입자 간 치밀화가 충분히 이루어지지 않아 다수의 조대한 기공이 관찰되었다. 또한 낮은 소결 온도로 인해 입자의 확산 및 재배열이 활발히 일어나지 못한 것도 조대 기공 발생에 기여한 것으로 보인다[14]. 1200 °C로 소결 온도를 상승시킨 시편(그림 4(b))에서는 조대한 기공이 대부분 사라지고 상대적으로 치밀화가 진행된 조직이 관찰되었다. 그러나 여전히 미세기공이 잔존하였으며, 이는 액상 Co의 양이 충분하지 않아 국부적으로 소결 구동력이 제한되었기 때문으로 해석된다[15]. 1300 °C 이상(그림 4(c))에서는 화합물의 형성 없이 Co 바인더가 완전히 액상화되어 입자 간 재배열과 확산이 활발히 진행되었음을 확인할 수 있었으나 일부 미세 기공들이 관찰되는 것으로 보아 여분의 바인더가 충진될 가능성이 있어 보인다. 그림 4(d)는 1200 °C에서 소결된 시편의 후방산란전자(BSE, Backscattered Electron) 모드에서 관찰한 미세조직으로, 밝은 영역은 WC, 회색 영역은 Mo₂C, 어두운 회색 영역은 η-상으로 표현되어 η-상의 형성을 확인할 수 있다. 이는 앞선 X-선 회절 패턴 분석 결과와 일치하며 η-상 형성의 명확한 근거로 판단된다.
- 결과적으로, 1200 °C 이하에서는 부분적 액상화에 의한 η-상 형성이 두드러지며, 1300 °C 이상에서는 Co의 완전 액상화 및 확산 강화로 인해 η-상이 분해•소멸되어 안정한 WC–Mo₂C–Co의 3상 구조가 형성됨을 확인하였다. 이를 통해 1300 °C 소결 온도는 치밀화와 상 안정성을 모두 확보할 수 있는 최적의 소결 조건으로 판단된다.
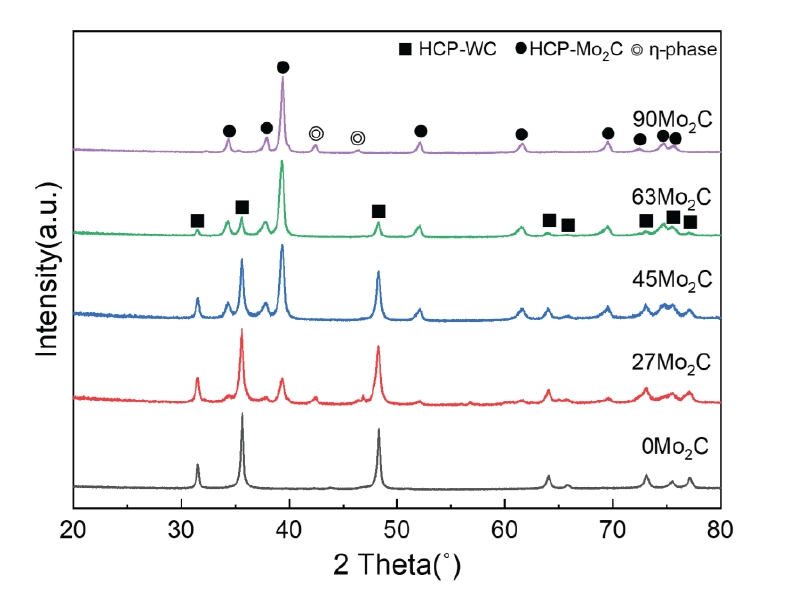
- 그림 5는 Mo₂C 첨가량에 따라 1300 ℃에서 5분 동안 소결한 시편들의 X-선 회절 분석 결과를 나타낸 것이다. Mo₂C 첨가량이 증가함에 따라 WC상 감소 및 Mo2C상의 증가가 관찰되었고, 주목할 만한 점으로는 Mo₂C의 첨가량에 따라 η-상(Mo₃Co₃C)의 형성 여부가 달라지는 것이었다. 27Mo₂C와 90Mo₂C에서는 η-상의 뚜렷한 회절 피크가 관찰된 반면, 45Mo₂C 와 63Mo₂C 조성에서는 η-상 피크가 검출되지 않았다. 이는 Mo₂C와 Co의 반응 정도가 조성 변화에 크게 영향을 받는다는 것을 시사하며 이에 대한 추가적인 연구가 향후 필요할 것으로 보인다.
-
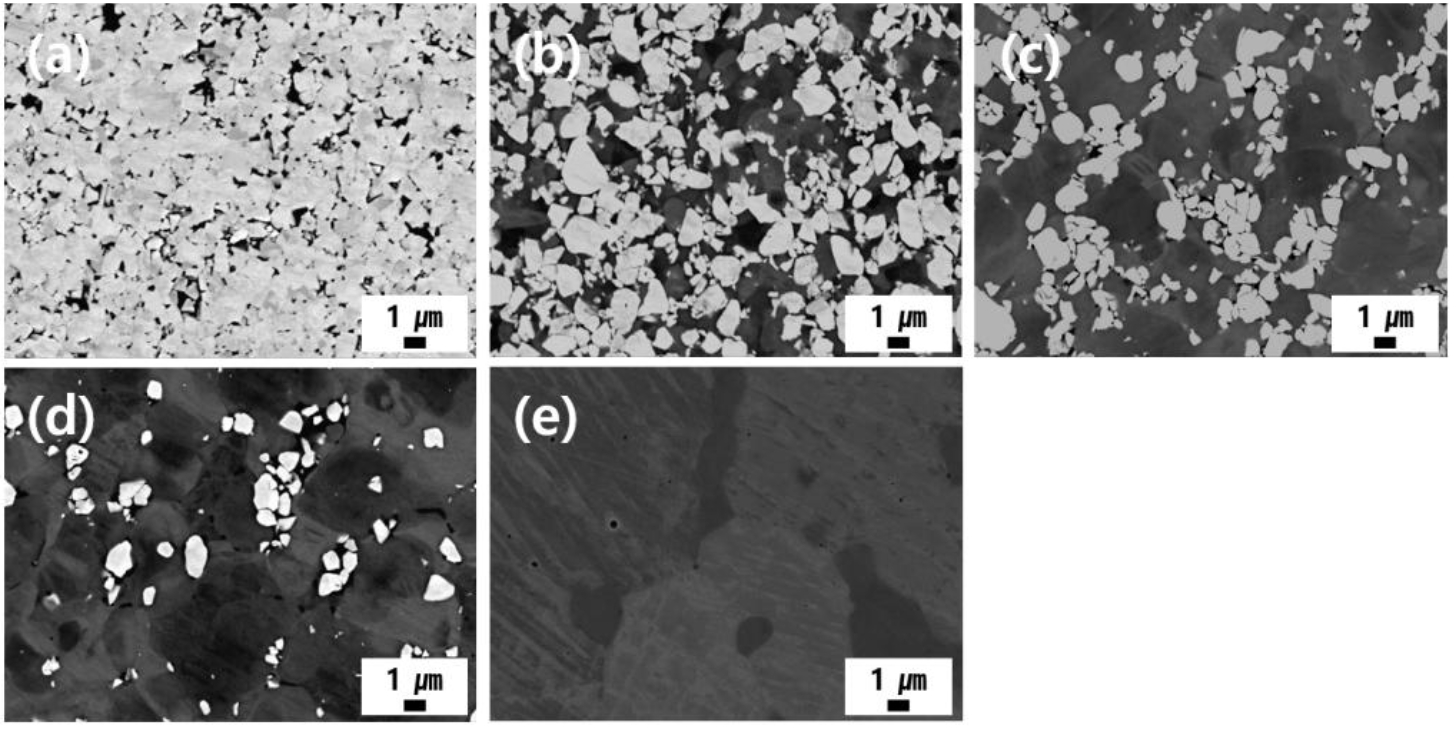
그림 6은 Mo₂C 첨가량에 따라 1300 ℃에서 5분 동안 소결한 시편들의 미세조직 분석 결과를 나타낸 것이다. 0Mo₂C 조성(그림 6(a))에서는 각진 모서리를 가진 평균 입도 1.12㎛의WC 입자가 관찰되었다. 반면 Mo₂C첨가량이 늘어날 수록(그림 6(b–d)), 소결체 내 WC 입자의 모서리가 점차 둥글어진 형태로 관찰되었다. 일반적으로 WC 입자의 초기 형태는 둥근 모양을 가지며, 소결이 진행되면서 Ostwald ripening 메커니즘에 따라 액상 바인더에 용해–운반–재석출 과정을 거치며 점차 각진 삼각기둥(prism) 형태의 평형 결정으로 성장한다. 그러나 본 연구에서는 Mo₂C가 첨가됨에 따라 이러한 전형적인 WC 입자 성장 거동이 억제되고, 둥근 모서리를 유지하는 평균 입도0.8-0.9㎛의 WC 입자가 관찰되었다[16]. 이러한 결과는 탄화물–바인더 간 계면 거동과 밀접히 관련된다. 탄화물의 형성 자유에너지(
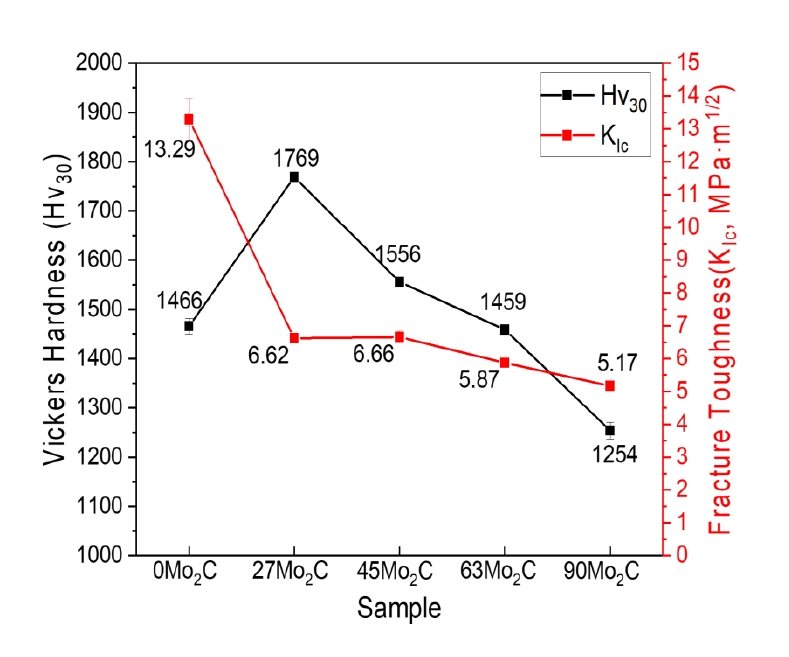
- 그림 7은 Mo₂C 첨가량에 따른 WC-Mo₂C-Co 초경합금의 경도(Hv30)와 파괴인성(KIc)을 나타낸 것이다. Mo₂C 첨가량에 따라 경도와 인성은 상반된 거동을 보였다. 경도는 Mo₂C 함량이 증가함에 따라 0Mo₂C (1466 Hv30)에서 27Mo₂C (1769 Hv30)까지 급격히 증가한 후, 45Mo₂C (1556 Hv30) 이상에서는 점차 감소하였다. 반면, 파괴인성은 0Mo₂C에서 13.29 MPa•m¹ᐟ²로 가장 높았고, 90Mo₂C에서 5.17 MPa•m¹ᐟ²로 가장 낮아, Mo₂C 함량 증가에 따라 지속적으로 감소하는 경향을 보였다. 이러한 경향은 Mo₂C 첨가에 따른 미세조직 변화 및 η-상 형성과 밀접한 관련이 있다. 27Mo₂C시편의 높은 경도는 Mo₂C가 첨가되며 입자성장 억제제 및 강화제 역할을 효과적으로 수행함으로써(Co 바인더 내 Mo의 고용 및 η-상을 형성), 본 조성의 주요 탄화물상인 WC가 0Mo2C대비 감소했음에도 불구하고 얻어질 수 있었다. 그러나 η-상은 본질적으로 취성상으로, 바인더의 연속성이 저하되어 파괴인성은 크게 감소하였다. 추가적으로 Mo2C함유량에 따른 기계적 특성 변화에 대한 명확한 이해를 위해 초경합금에 나타난 균열전파거동을 살펴보았다.
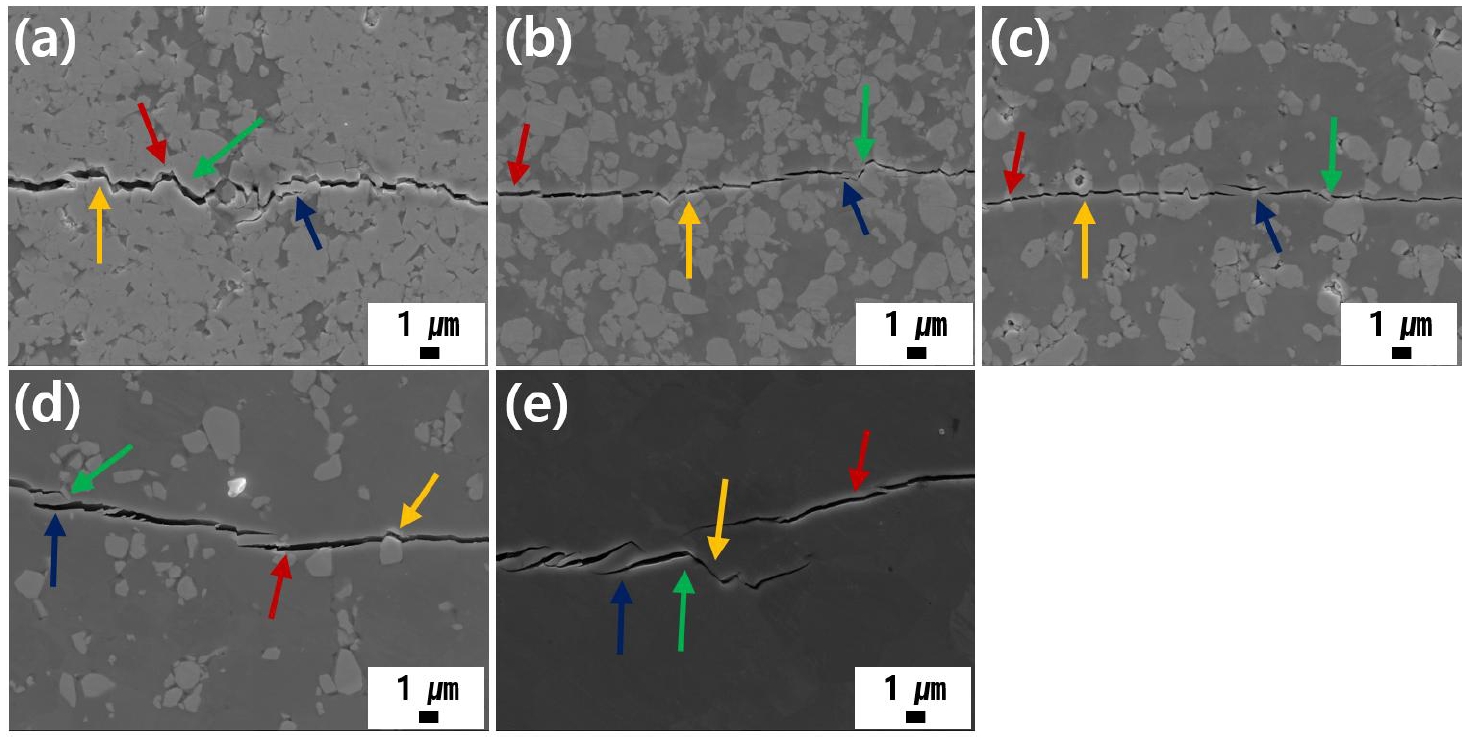
- 그림 8은 WC-Mo2C-Co 초경합금에 나타난 균열전파거동(crack propagation behavior) 관찰 결과이다. 모든 조성에서 균열 브릿징(crack bridging)과 균열 편향(crack deflection) 현상이 확인되었으며, 입내파괴와 입계파괴가 혼재된 형태를 보였다. 균열 브릿징은 균열면 사이에 잔류한 탄화물 입자 또는 바인더 상이 균열 진행을 물리적으로 지연시켜 에너지 소모를 증가시키는 현상이다[19]. 또한, 균열 편향은 균열이 탄화물 입자나 입계에서 굴절되어 전파 경로가 길어짐으로써 인성을 향상시키며, 입자 크기가 미세할수록 균열이 더 많은 입계 영역을 따라 진행하여 이러한 효과가 더욱 뚜렷하게 나타난다[20, 21]. 그림 8의 미세조직에서 균열 편향은 상대적으로 미세한 WC의 계면을 따라 발생함을 알 수 있다. 본 연구에서 사용된 WC는 Mo₂C보다 입자 크기가 작으며, 소결 과정 중 Mo₂C가 Co 바인더에 먼저 용해되어 입자 성장 및 재석출이 일어나기 때문에, 최종 소결체에서도 WC 입자는 Mo₂C에 비해 상대적으로 미세한 크기를 유지한다. 따라서 WC 비율이 높을수록 균열이 통과해야 하는 입계의 수가 증가하고, 균열이 계면을 따라 편향되는 현상이 활발히 일어나 파괴 인성이 향상되는 것을 그림 8 (a-b)에서 확인할 수 있다. 반면, Mo2C의 비율이 증가함에 따라 WC입자 간의 계면의 연속성이 감소하고, 균열 경로가 단순화되면서, 균열 전파 저항이 저하되어 파괴 인성이 감소한 것으로 하였다. 특히, 45Mo2C(그림 8(c)) 에서는 취성상인 η-상이 형성되지 않아 파괴인성이 소폭 증가하였으며, 63Mo₂C(그림 8(d))에서는 η-상이 형성되지 않았음에도 WC의 낮은 함량으로 인해 균열 편향이 적게 일어나 파괴인성이 낮아진 것으로 판단된다. 90Mo2C(그림 8(e))의 균열 전파 거동 또한, 입계 및 입내파괴, 균열 편향과 균열 브릿징이 관찰되었다. 이러한 균열 저항 거동에도 불구하고 높은 Mo₂C 함량으로 인해 η-상의 다량 형성으로 인한 Co의 결핍으로 인해 균열이 상대적으로 용이하게 전파되어 파괴 인성이 낮게 나타난 것으로 판단된다. 즉, 과도한 Mo₂C 첨가로 인한 바인더 결핍과 취성상 증가가 균열 저항 거동을 상쇄시켜 전체적인 기계적 성능 저하를 초래한 것으로 해석된다. 따라서 η-상은 초경합금의 기계적 특성에 상반된 영향을 미치는 것으로 판단된다. η-상이 형성될 경우, Co바인더 내에 Mo가 고용되어 경질의 화합물(Mo3Co3C)이 석출되어 전체 합금의 경도는 증가하지만, 동시에 바인더에 비해 높은 취성으로 인해 균열 전파 저항을 감소시켜 파괴저항이 저하된다. 따라서, WC-Mo2C의 적절한 조성비를 통해 η-상 형성을 억제하면서, 바인더 강화 효과를 유지하는 것이 경도-인성간의 trade-off 관계를 완화하고 균형 잡힌 기계적 특성을 확보할 수 있다.
3. Results and Discussion
- 본 연구에서는 WC와 Mo₂C를 병용하는 이중 강화상(dual hard phase) 설계를 통해 두 강화상의 상호보완적 역할이 극대화될 수 있는 새로운 미세조직-기계적 특성 향상 방안을 제시하였다. 이를 위해 10 wt.% Co 바인더를 적용한 WC–Mo₂C–Co 초경합금에서 Mo₂C 함량 변화(0–90 wt.%)가 상, 미세조직 및 기계적 특성에 미치는 영향을 체계적으로 분석하였다.
- 1. 원료 분말은 육방정 구조의 WC와 Mo₂C, 그리고 HCP 및 FCC 상이 공존하는 Co로 구성되었다SPS 소결과정 에서 1200 °C 이하에서는 Co 바인더의 부분적 액상화로 인해 Mo₂C와의 반응이 일어나 η-상(Mo₃Co₃C)이 형성되었다. 반면 1300 °C에서는 Co의 완전한 액상화로 인해 Mo과 C의 용해도가 증가하고, η-상이 분해 및 소멸되며 안정한 WC–Mo₂C–Co 3상 구조가 형성되었다. 따라서 1300 °C에서 5 분간의 소결 조건이 치밀화와 상 안정성을 모두 확보할 수 있는 최적 소결 조건으로 판단된다.
- 2. 미세조직 관찰 결과, Mo₂C 첨가량 증가에 따라 WC 입자의 형상이 각진 형태에서 점차 둥근 형태로 변화하였다. 이는 Mo₂C가 Co 바인더 내로 우선적으로 용해되어 WC의 용해–재석출 거동을 억제함으로써 입자 성장을 억제한 결과로 해석된다. 그 결과 Mo₂C가 첨가된 합금에서는 보다 미세하고 균질한 미세조직이 형성되었다.
- 3. 경도(Hv30)는 Mo₂C 첨가량이 27 wt.%까지 증가함에 따라 0Mo₂C 시편(1466 Hv30) 대비 크게 향상되어 최대 1769 Hv30을 나타냈으나, 그 이상에서는 η-상 형성과 바인더 결핍으로 인해 점차 감소하였다. 반면 파괴인성(KIc)은 WC가 풍부한 0Mo₂C 조성에서 가장 높은 값(13.29 MPa•m¹ᐟ²)을 나타냈으며 Mo₂C 함량이 증가할수록 지속적으로 감소하는 경향을 보였다. 이는 경도와 인성 간의 trade-off 관계를 반영한다.
- 4. 모든 조성에서 균열 브릿징(crack bridging)과 균열 편향(crack deflection) 현상이 관찰되었으며, WC 비율이 높은 조성일수록 미세한 WC 입계가 균열 전파 경로를 복잡하게 만들어 인성 향상에 기여하였다. 반면 Mo₂C 함량이 높을수록 η-상 형성 및 바인더 부족으로 인해 균열 저항이 저하되어 인성이 감소하였다.
- 종합적으로, 적절한 Mo₂C 첨가를 통해 η-상 형성을 제어하면서 바인더 강화 효과를 유지하는 것이 경도–인성 간의 상반 관계를 완화하고 균형 잡힌 기계적 특성을 확보하는 핵심 요인임을 확인하였다. 특히, 1300 °C에서 5분간 소결한 27Mo₂C 조성은 경도와 인성의 조화가 가장 우수하여, 향후 고성능 절삭 및 성형 공정용 초경합금 설계에 유용한 기초 자료로 활용될 수 있을 것으로 판단된다.
4. Conclusion
-
Funding
This work was supported by the Technology Innovation Program (RS-2024-00431715, Development of 30-38 ㎛ spherical powder manufacturing technology for additive manufacturingof ultra-precision pattern molds) funded by the Ministry of Trade Industry & Energy (MOTIE, Korea).
-
Conflict of Interest
B. Lee serves as an editor of the Journal of Powder Materials, but has no role in the decision to publish this article. Except for that, no potential conflict of interest relevant to this article was reported.
-
Data Availability Statement
Data will be made available on request.
-
Author Information and Contribution
Jinwoo Seok: Ph.D. candidate; Analyzed the data and wrote the original draft of the manuscript.
Jong Tae Kim: Ph.D. candidate; Assisted with the experiments.
Juree Jung: Ph.D. candidate; Assisted with the experiments.
SongYi Kim: Researcher; Conceptualization of the study
Bin Lee: Associate professor; Review & editing.
Junhee Han: Principal researcher; Project supervision and funding acquisition, Overall study conceptualization, Review & editing.
Leeseung Kang: Principal researcher; Critical review and editing of the manuscript; Correspondence with the journal.
-
Acknowledgments
None.
Article information
| No. | Composition(wt.%) | Theoretical Density | ||
|---|---|---|---|---|
| WC | Mo2C | Co | (g/cm3) | |
| 0Mo2C | 90 | 0 | 10 | 14.562 |
| 27Mo2C | 63 | 27 | 10 | 12.368 |
| 45Mo2C | 45 | 45 | 10 | 11.239 |
| 63Mo2C | 27 | 63 | 10 | 10.299 |
| 90Mo2C | 0 | 90 | 10 | 9.151 |
- 1. J. García, V. C. Ciprés, A. Blomqvist and B. Kaplan: Int. J. Refract. Met. Hard Mater., 80 (2019) 40.Article
- 2. X. Wang, K. S. Hwang, M. Koopman, Z. Z. Fang and L. Zhang: Int. J. Refract. Met. Hard Mater., 36 (2013) 46.Article
- 3. Z. Lu, W. Wang, M. Zeng and M. Zhu: Int. J. Refract. Met. Hard Mater., 108 (2022) 105910.Article
- 4. V. Bonache, M. Salvador, V. G. Rocha and A. Borrell: Ceram. Int., 37 (2011) 1139.Article
- 5. B. Wang, Z. Wang, Z. Yin, J. Yuan and J. Jia: J. Alloys. Compd., 816 (2020) 152598.Article
- 6. C. Yin, J. Ruan, Y. Du, J. Long, Y. Peng and K. Li: Metals, 10 (2020) 1211.Article
- 7. C.-S. Chen, C.-C. Yang, H.-Y. Chai, J.-W. Yeh and J. L. H. Chau: Int. J. Refract. Met. Hard Mater., 43 (2014) 200.Article
- 8. E. Holmström, R. Lizarraga, D. Linder, A. Salmasi, W. Wang, B. Kaplan, H. Mao, H. Larsson and L. Vitos: Appl. Mater. Today, 12 (2018) 322.
- 9. J. Sun, S. Ning, J. Zhao, Y. Zhou, X. Yun and Z. Huang: Appl. Mater. Today, 42 (2025) 102563.Article
- 10. S. M. Rafiaei, A. Bahrami and M. Shokouhimehr: Ceram. Int., 44 (2018) 17655.Article
- 11. S. Guo, R. Bao, S. Li, Y. Ye, E. Zhu, W. Wang, Y. Zhang, H. Chen and Y. Ye: J. Alloys Compd., 827 (2020) 154269.Article
- 12. S. Guo, W. Yan, J. Yi, S. Wang, X. Huang, S. Yang, M. Zhang and Y. Ye: Ceram. Int., 46 (2020) 17243.Article
- 13. I. Y. Buravlev, A. Vornovskikh, O. Shichalin, A. Lembikov, T. Simonenko, A. Seroshtan, A. Buravleva, A. Belov, D. Y. Kosyanov and E. Papynov: Ceram. Int., 50 (2024) 14445.Article
- 14. J. Liu and R. M. German: Metall. Mater. Trans. A, 32 (2001) 3125.ArticlePDF
- 15. R. M. German, P. Suri and S. J. Park: J. Mater. Sci., 44 (2009) 1.ArticlePDF
- 16. A. Shatov, S. Firstov and I. Shatova: Mater. Sci. Eng. A, 242 (1998) 7.Article
- 17. S. Zhang: Mater. Sci. Eng. A, 163 (1993) 141.
- 18. J.-H. Lee, H.-K. Park and S.-K. Hong: Korean J. Mater. Res., 32 (2022) 44.Article
- 19. Z. Lu, J. Du, Y. Sun, G. Su, C. Zhang and X. Kong: Int. J. Refract. Met. Hard Mater., 97 (2021) 105516.Article
- 20. C. Qian, K. Li, H. Cheng, W. Zhang, X. Jiang and Y. Liu: Int. J. Refract. Met. Hard Mater., 98 (2021) 105547.Article
- 21. T. Bai and T. Xie: Mater. Chem. Phys., 201 (2017) 113.Article
References
Figure & Data
References
Citations
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
Jinwoo Seok, Jong Tae Kim, Juree Jung, Bin Lee, Junhee Han, Leeseung Kang
Journal of Powder Materials.2026; 33(1): 13. CrossRef
 ePub Link
ePub Link Cite this Article
Cite this Article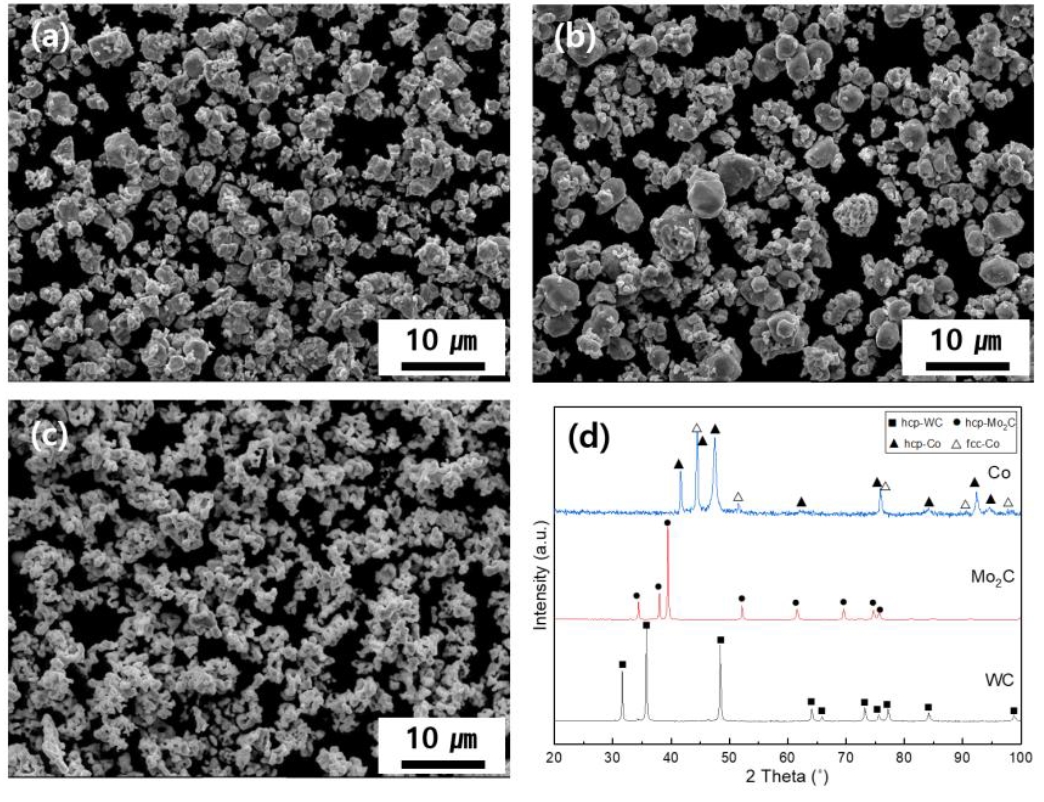
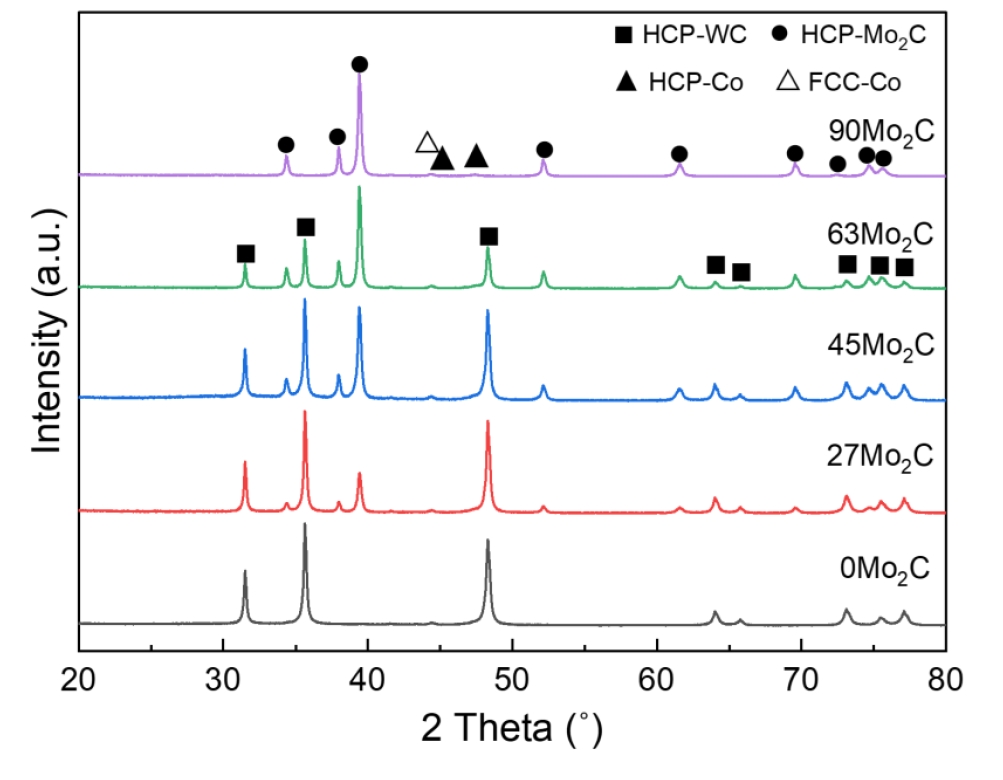
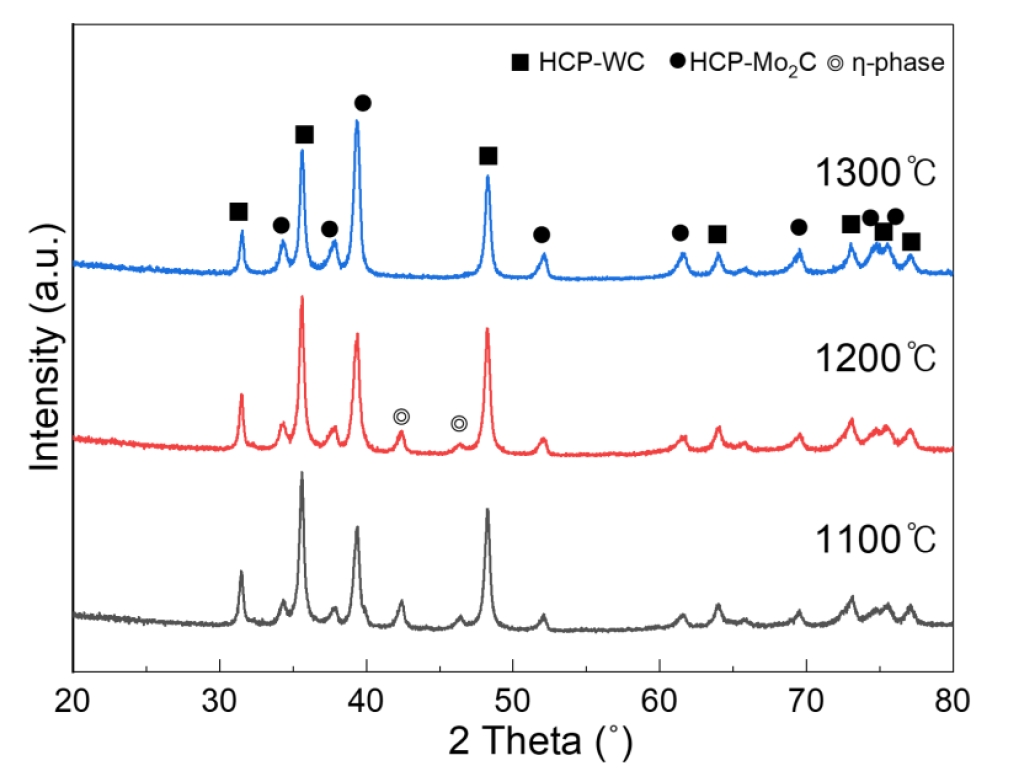
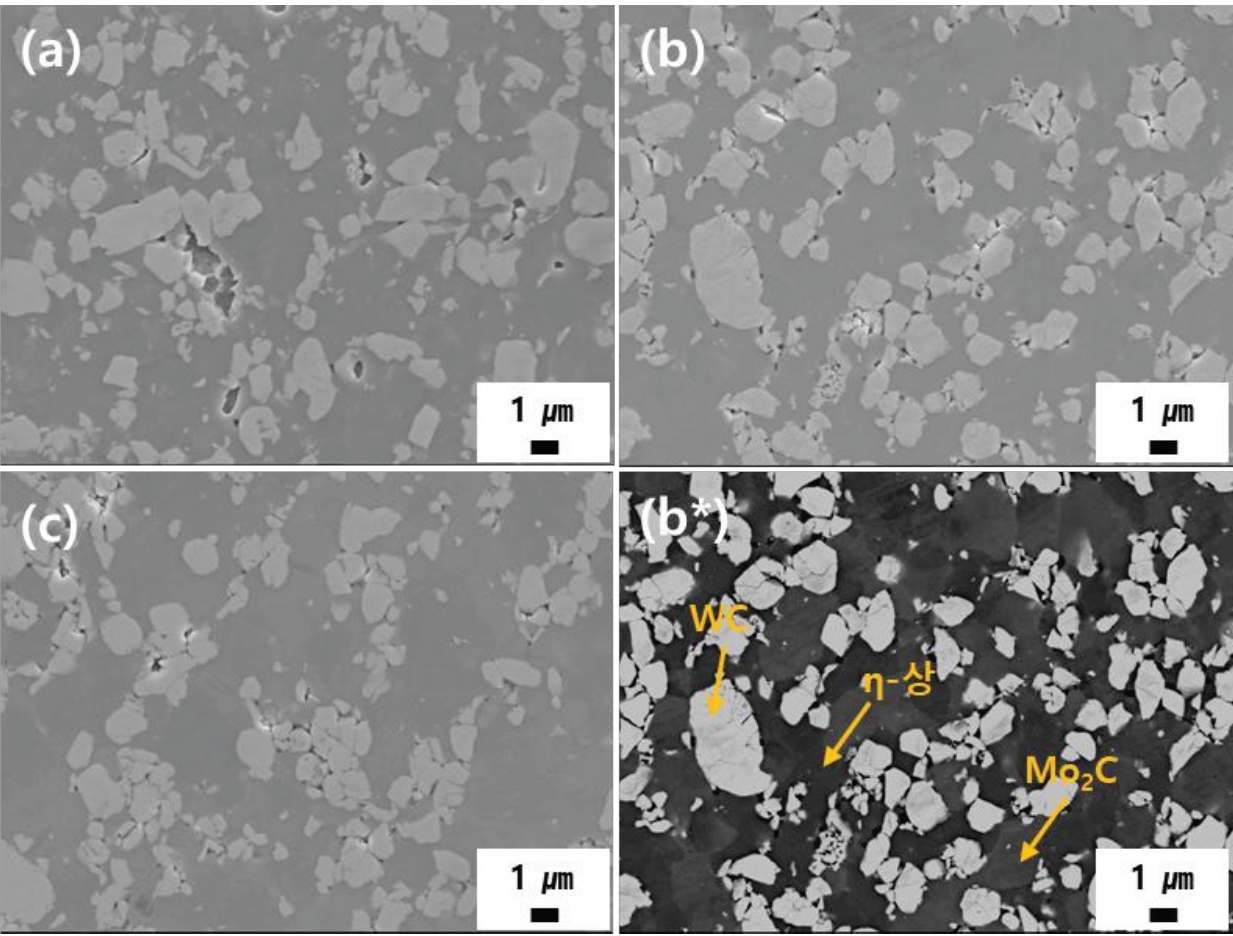
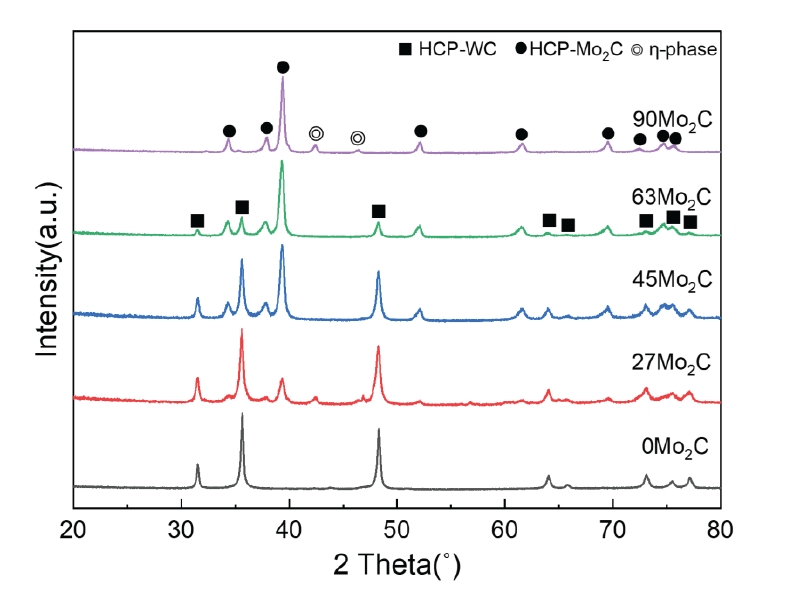

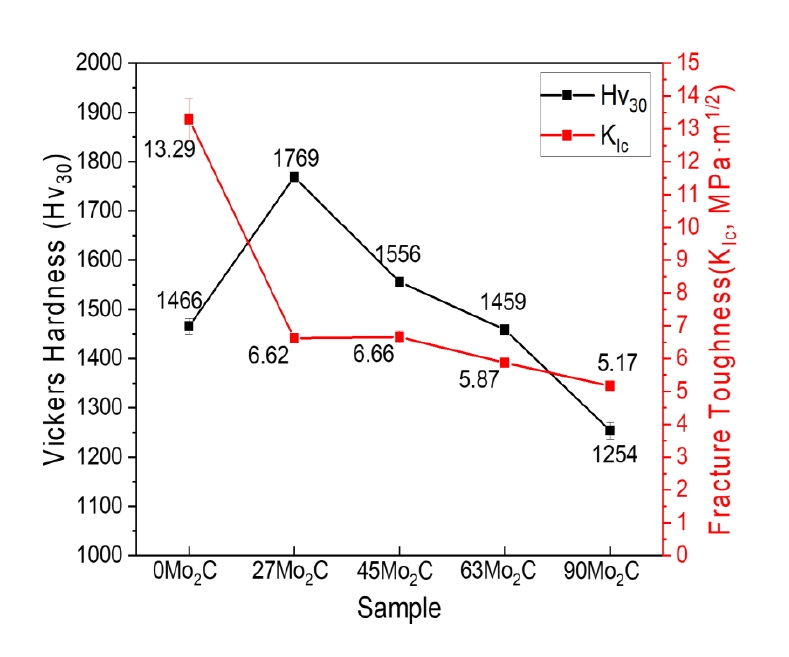

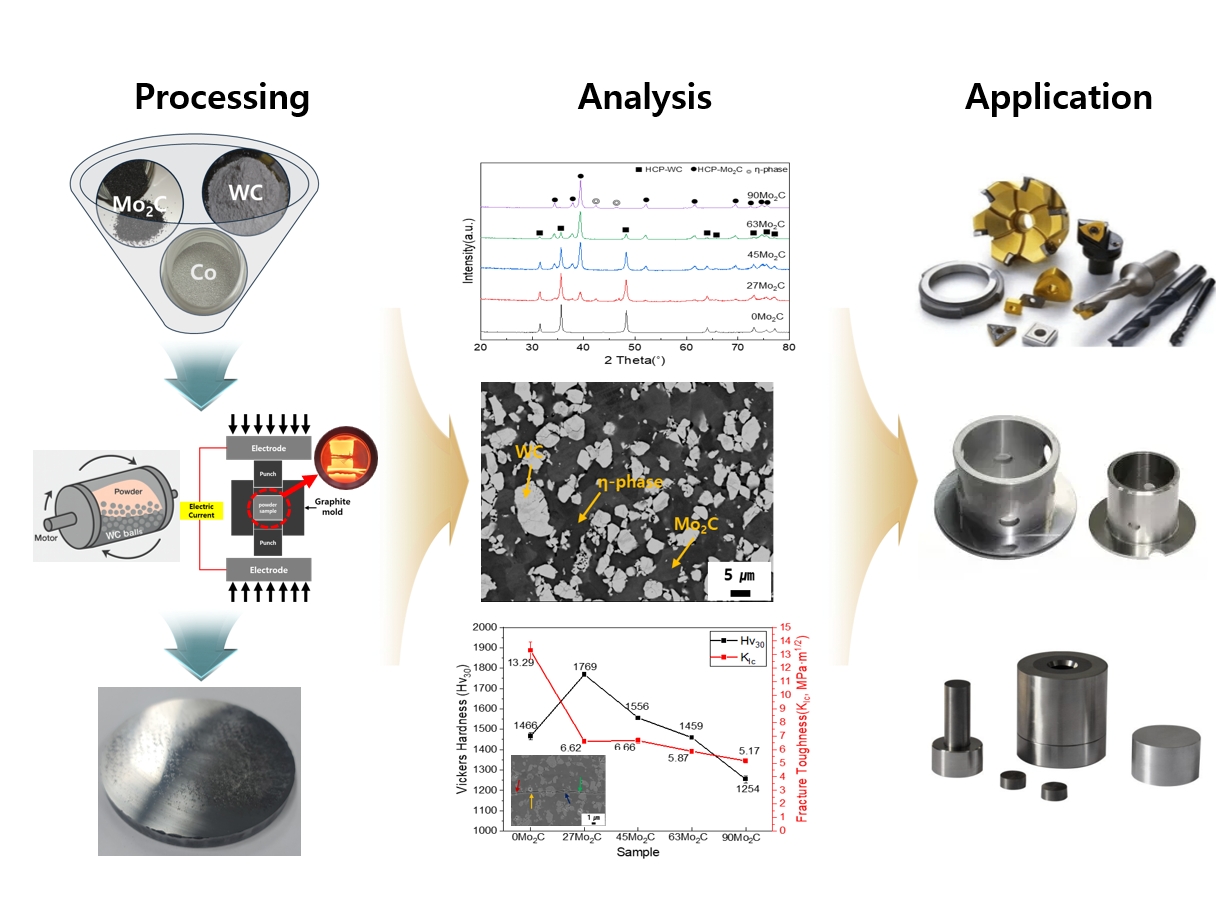









Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Fig. 7.
Fig. 8.
Graphical abstract
| No. | Composition(wt.%) | Theoretical Density | ||
|---|---|---|---|---|
| WC | Mo2C | Co | (g/cm3) | |
| 0Mo2C | 90 | 0 | 10 | 14.562 |
| 27Mo2C | 63 | 27 | 10 | 12.368 |
| 45Mo2C | 45 | 45 | 10 | 11.239 |
| 63Mo2C | 27 | 63 | 10 | 10.299 |
| 90Mo2C | 0 | 90 | 10 | 9.151 |
Table 1.
TOP
