
Articles
- Page Path
- HOME > J Powder Mater > Volume 33(2); 2026 > Article
-
Critical Review
- X-Ray Imaging of Solid-State Sintering and Laser Powder Bed Fusion: A Review of Process Monitoring and Defect Evolution
- Wonjun Cho1,2,3, Woobin Cho1,2,3, Seongheon Park1,2,3, Donghwan Son1,2,3, Insung Han1,2,3,*
-
Journal of Powder Materials 2026;33(2):145-158.
DOI: https://doi.org/10.4150/jpm.2025.00479
Published online: April 30, 2026
1Department of Materials Science and Metallurgical Engineering, Kyungpook National University, Daegu 41566, Republic of Korea
2Innovative Semiconductor Education and Research Center for Future Mobility, Kyungpook National University, Daegu 41566, Republic of Korea
3Research Institute of Automotive Parts and Materials, Kyungpook National University, Daegu, 41566, Republic of Korea
- *Corresponding author: Insung Han E-mail: insung@knu.ac.kr Tel: +82-53-950-7821
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 1,135 Views
- 11 Download
Abstract
- X-ray imaging has become essential for understanding powder-based metal processing. In solid-state sintering, synchrotron tomography reveals particle rearrangement, neck growth, and pore evolution, clarifying how packing heterogeneity and particle-size distribution govern densification. In laser powder bed fusion, high-speed radiography captures microsecond-scale melt-pool behavior, including keyhole dynamics, vapor-jet entrainment, spatter formation, and bubble-mediated porosity, thereby enabling mechanistic links between processing conditions and defect generation. Nonetheless, current X-ray methods face trade-offs between spatial and temporal resolution and often remain qualitative. Integrating operando imaging with physics-based simulations and machine-learning models offers a path toward quantitative prediction and real-time control. This review summarizes recent progress and highlights key challenges and opportunities for advancing operando characterization of powder-based metal processes.
- Solid-state sintering and laser powder bed fusion (LPBF) are key technologies for fabricating high-performance metallic components with complex geometries and tailored microstructures [1-4]. In both processes, intrinsic powder properties—such as particle size distribution, flowability, and packing density—establish the initial architecture of a green body or a powder bed [1, 2]. These static characteristics, in turn, strongly influence the subsequent processing behaviors, including sintering kinetics and melting-solidification dynamics, which govern defect formation, mechanical performance, and the overall reliability of the final parts [5]. Consequently, developing accurate characterization strategies for powder systems during processing has become essential for both scientific understanding and industrial implementation.
- Among the diverse analytical approaches, X-ray-based techniques have emerged as exceptionally powerful tools due to their non-destructive character, high penetration depth, and sensitivity to structural variations [6-8]. Especially, X-ray imaging techniques have enabled direct visualization of particle morphology, internal porosity, and powder-bed packing states with micrometer- or even sub-micrometer-level resolution [7]. With the increasing availability of high-brilliance synchrotron radiation, the scope of X-ray imaging has expanded significantly, offering unparalleled insight into how powders behave under external stimuli [9-15].
- Despite these advances, most early powder-related X-ray studies were carried out using ex situ methodologies [16-20]. In ex situ analyses, powders or processed samples are removed from their original environment, cooled, and subsequently examined. This approach has been used to quantify end-state microstructures; however, it inherently lacks the ability to capture rapid or transient events that occur during sintering, consolidation, or solidification. As a result, many of the mechanisms governing densification, melting-solidification dynamics, defect formation, and microstructural evolution in powder-based manufacturing processes remain only partially understood.
- In response to these limitations, in situ X-ray imaging has emerged as a powerful approach, enabled by modern synchrotron capabilities [6-8]. State-of-the-art beamlines now offer high photon flux, coherent illumination, and ultrafast detector systems capable of capturing structural evolution with high spatiotemporal resolution [6, 8]. Such advances have opened the door to direct, real-time observation of powder behavior under conditions that closely mimic actual manufacturing environments [9-15]. For instance, in situ X-ray tomography allows researchers to monitor particle rearrangement, pore collapse, and crack formation during sintering or thermal cycling [9-12]. Time-resolved radiography has been used to visualize melt-pool dynamics, vapor plume behavior, keyhole oscillation, and solidification front movement during LPBF processes [13-15].
- This transition from ex situ to in situ analysis represents a paradigm shift for the field. Instead of inferring mechanisms from final microstructures, researchers can now observe them as they unfold, providing quantitative insight into densification kinetics, melt-pool instabilities, interactions between powders, wetting behavior, and even chemical or phase transformations [9-15]. These capabilities have significantly improved the mechanistic understanding of phenomena that occur during powder processing. Furthermore, the availability of real-time structural information has provided critical input for refining process simulations and guiding parameter optimization across powder-based manufacturing processes [9-15]. Table 1 summarizes the key differences in imaging characteristics, main phenomena, and reaction kinetics between solid-state sintering and LPBF, highlighting the distinct spatiotemporal requirements of each process.
- Given the rapid expansion of these methods, there is a growing need for a comprehensive overview of how in situ X-ray imaging is being applied specifically to powder metallurgy and LPBF processes. Existing reviews often address X-ray imaging or additive manufacturing separately, but few provide a focused synthesis on powder behavior and the unique insights enabled by X-ray techniques across processing stages [6-8, 21, 22].
- The goal of this review is therefore threefold:
- 1. To summarize recent advances in in situ X-ray imaging of powder consolidation and solid-state sintering phenomena.
- 2. To examine how in situ X-ray imaging has been applied to investigate LPBF processes.
- 3. To discuss remaining challenges and future directions for advancing X-ray imaging in powder-based manufacturing.
- Through this comprehensive perspective, we aim to clarify how in situ X-ray imaging is reshaping the understanding of powder metallurgy and LPBF, and to identify future pathways for advancing powder-based manufacturing through real-time diagnostics.
1. Introduction
- During solid-state sintering, microstructural evolution proceeds through a sequence of diffusion-controlled mechanisms, such as particle rearrangement, neck formation, pore coarsening, and gradual densification [23]. These processes are strongly influenced by local packing heterogeneity, and it is difficult to fully elucidate such mechanisms from post mortem characterization alone.
- In situ X-ray tomography overcomes this limitation by directly visualizing three-dimensional microstructural evolution as it unfolds, enabling quantitative measurements of pore morphology, connectivity, and diffusion behavior throughout the sintering process in real-time [9-12, 24-31]. Early synchrotron X-ray microtomography studies provided the first pseudo in situ observations of microstructural changes during metal powder sintering. Lame et al. [9, 10] showed that in loosely packed Cu powders, neck growth, particle rearrangement, and heterogeneous densification occur throughout the thermal cycle, revealing how initial packing heterogeneity governs local shrinkage behavior. In addition, studies on die-pressed Distaloy AE steel compacts demonstrated the presence and subsequent disappearance of thin porous interparticle interfaces, establishing their role in producing anisotropic shrinkage during sintering [11]. Vagnon et al. [12] further investigated deformation behavior in warm-pressed steel and randomly packed Cu powders, showing that elongated contact pores tend to open during lubricant burnout, then collapse during later stages to produce strong axial shrinkage. Their statistical analysis on random copper packings indicated that neck growth, coordination-number evolution, pore-size transitions, and densification kinetics largely follow classical two-sphere sintering predictions despite inherent packing heterogeneity. This suggests that local variations exert only minor influence on global densification behavior.
- Subsequent studies extended the analysis to highly heterogeneous or mixed-powder systems. While Vagnon et al. [12] suggested that local packing heterogeneities exert only minor influence on global densification behavior, Olmos et al. [24, 25] demonstrated that sufficiently large pores can strongly affect coordination-number evolution, pore-size redistribution, and particle indentation. These large pore domains, often associated with internal gas pressure and heterogeneous packing, may grow during sintering and induce significant macroscopic de-densification and anisotropic deformation. Taken together, these findings suggest that final densification behavior and part reliability are governed not only by the average packing density but also by the critical size and spatial distribution of initial defects.
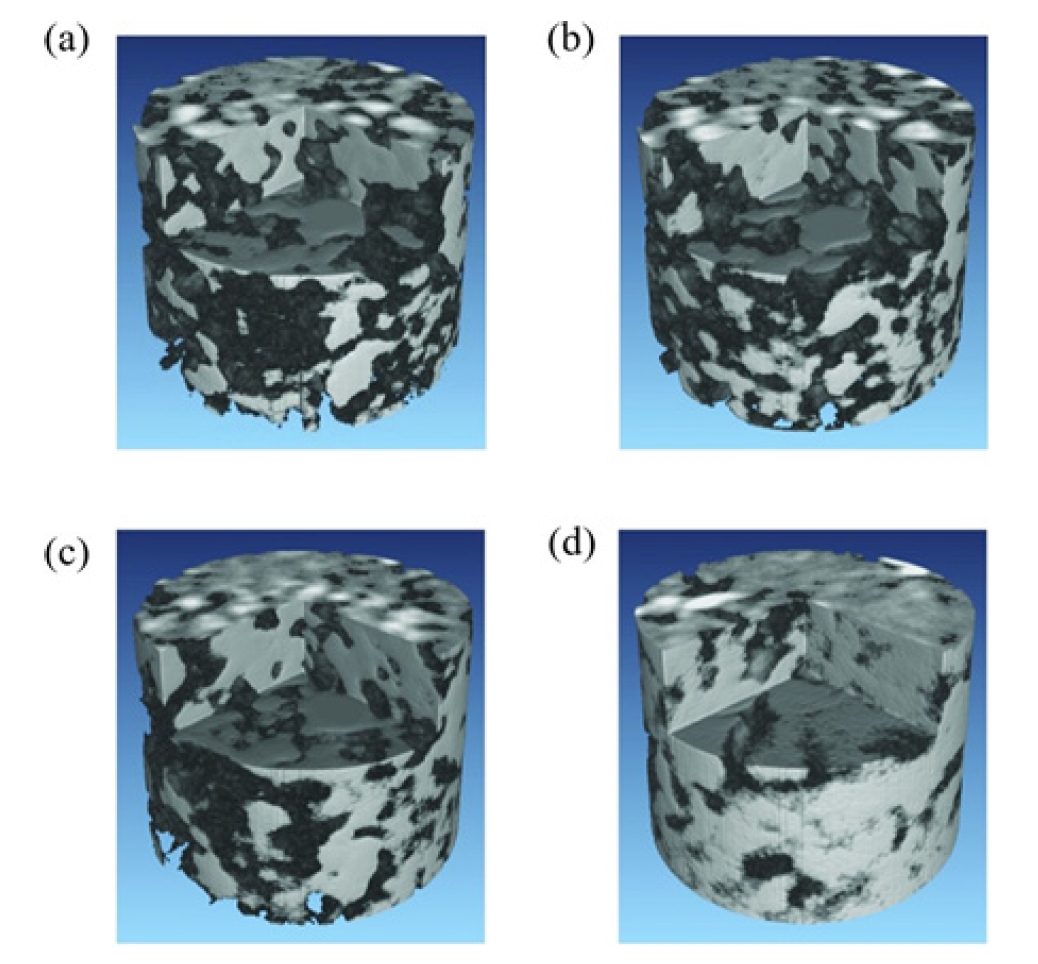
- In mixed Al-Ti powder systems, Xu et al. [26] observed accelerated neck growth and faster densification compared to pure Al, driven by heterogeneous Al-Ti interfaces. Kang et al. [27] further demonstrated that combined high-temperature and microwave-assisted sintering of Al-Ti powders induces rapid pore shrinkage, strong surface diffusion, particle smoothing, and even liquid-phase-assisted densification, as shown in Fig. 1. Similar microwave-driven transitions were reported in Al-SiC [28] and Ti powders [29], revealing rapid rounding, smoothing, and intermittent particle isolation caused by localized field-enhancement effects and non-uniform heating—phenomena distinctly different from conventional thermal sintering.
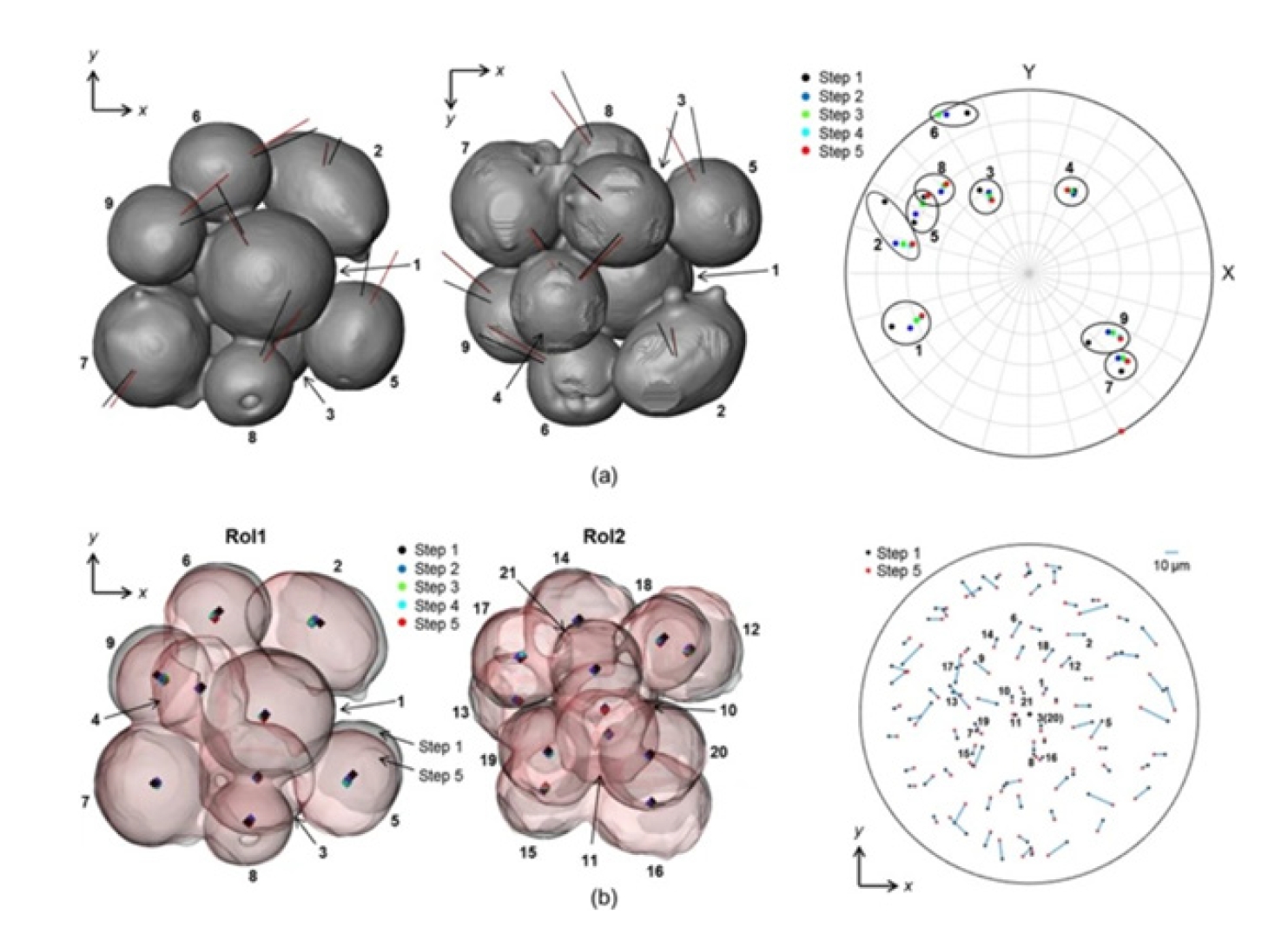
- More advanced operando approaches combining laboratory-scale diffraction-contrast tomography (DCT) with absorption tomography enabled grain-resolved measurements of particle rearrangement, rotation, and competitive grain growth during Cu powder sintering at elevated temperatures [30]. These measurements demonstrated a strong coupling between crystallographic orientation changes and macroscopic densification behavior, as illustrated in Fig. 2. In addition, Pontoreau et al. [31] employed a coupled in situ synchrotron X-ray diffraction (XRD) and micro-computed tomography platform to investigate the solid-state sintering of gas-atomized Ti-6Al-4V powders with different particle sizes and interstitial contents. Their multimodal measurements enabled simultaneous tracking of porosity evolution and the α→β phase transition, revealing a strong powder-size dependence: coarse powders maintain an interconnected pore network over a broad temperature range, whereas fine powders densify rapidly at lower temperatures. Although carbon and oxygen uptake elevated the α→β phase-transition temperature and promoted TiC precipitation, these chemical effects had minimal impact on final porosity or overall densification kinetics. Together, these advanced studies highlight how particle size, interstitial solute effects, phase evolution, and grain-scale mechanisms collectively govern densification pathways in modern operando X-ray sintering research.
2. In situ X-ray Imaging for Solid-State Sintering
- While solid-state sintering evolves slowly enough to be resolved with three-dimensional X-ray tomography [10,12], laser-powder interactions during LPBF unfold on dramatically shorter timescales, necessitating high-speed two-dimensional radiography [13, 14, 32]. The static powder characteristics discussed in the previous section — such as packing heterogeneity and particle coordination number — establish the governing initial conditions for these high-speed interactions, as local variations in laser energy absorption arising from powder packing geometry [33] and heterogeneities in effective thermal conductivity governed by inter-particle coordination [34] serve as primary precursors to stochastic melt-pool instabilities and spatter formation during laser irradiation [14, 15, 32]. When a scanning laser irradiates a loosely packed powder layer, melting, vaporization, plume formation, and recoil-pressure-driven spattering occur within microseconds to milliseconds. These ultrafast thermal and hydrodynamic processes govern the stability of the melt pool and the formation of defects such as keyholing, balling, and lack-of-fusion porosity. Because their temporal evolution is far too rapid for full tomographic reconstruction, in situ high-speed X-ray radiography was employed, which provides two-dimensional projection imaging with the temporal resolution required to capture melt-pool dynamics in real time.
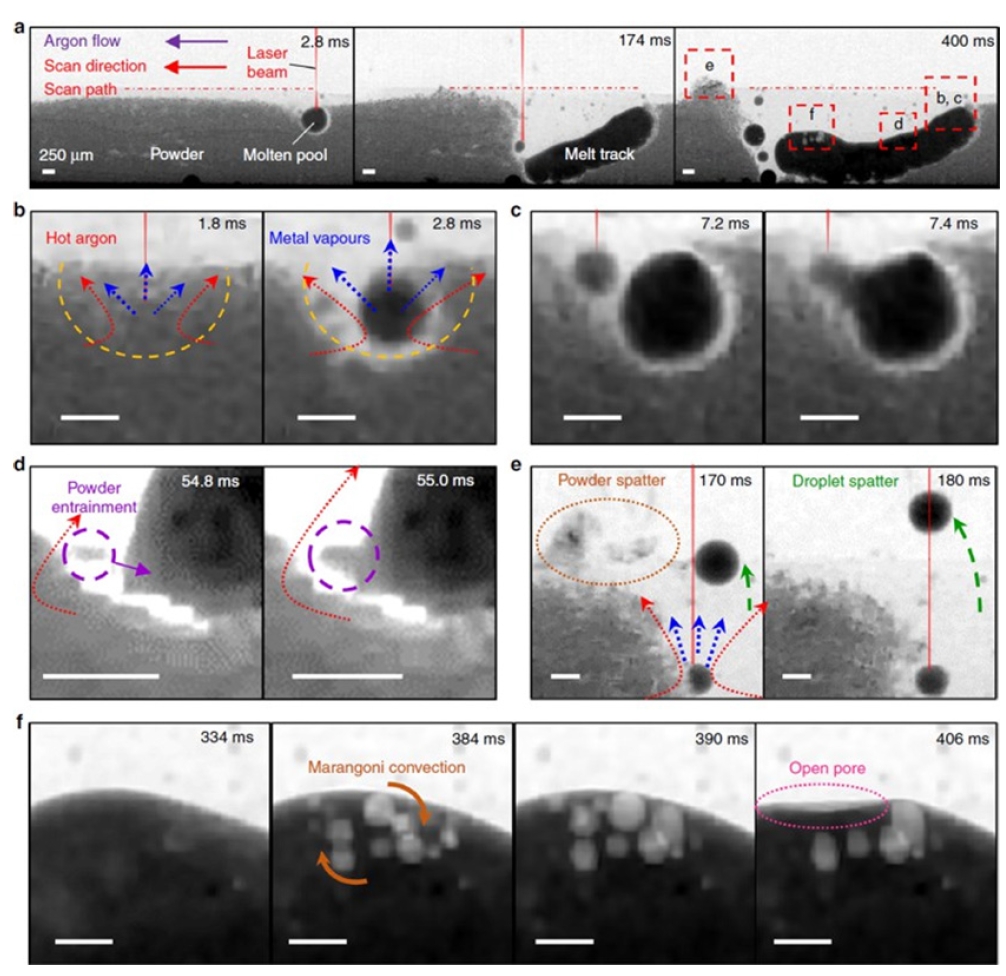
- Early advances in ultrafast synchrotron radiography enabled direct visualization of the fundamental interactions between a scanning laser and the powder bed, laying the foundation for mechanistic understanding of defect formation in LPBF. The pioneering work by Zhao et al. [13] demonstrated real-time monitoring of melt-pool evolution, vapor-jet generation, and pore formation using microsecond-scale X-ray imaging (Fig. 3). Building on this capability, Parab et al. [14] introduced an improved experimental setup that substantially expanded the accessible temporal and spatial imaging windows for operando LPBF studies. Their optimized beamline configuration and synchronized laser-processing platform enabled higher frame rates, wider fields of view, and more stable melt-pool tracking conditions. This setup advancement allowed coupled observation of melt-pool thermomechanics and solidification behavior that were previously difficult to capture, providing a more complete operando picture of LPBF dynamics.
- Subsequent studies leveraged these developments to uncover additional melt-pool and keyhole mechanisms that govern defect generation. Leung et al. [15] visualized the formation of denuded zones, Marangoni-driven pore migration, and pore dissolution/remelting across successive layers, enabling the construction of a process-parameter map linking melt-track transitions to porosity and surface instability (Fig. 4). Cunningham et al. [32] provided a physics-based framework for predicting keyhole behavior, establishing a clear transition from conduction-mode melting to deep-keyhole formation by resolving the front-wall angle, penetration depth, and instability-driven oscillations. They offered the first quantitative criterion for identifying stable, transitional, and unstable keyhole regimes.
- More recently, Chen et al. [35] extended operando X-ray diagnostics to multi-layer keyhole-mode LPBF, revealing a sequential three-stage cycle of keyhole initiation, development, and recovery. This work provided direct links between cyclic melt-pool oscillations and droplet-type spatter, demonstrating how transient recoil-pressure fluctuations propagate upward across deposited layers. Complementary insights were provided by Huang et al. [36], who delivered the most comprehensive operando analysis of keyhole-fluctuation-driven bubble dynamics to date. Their study systematically quantified bubble nucleation, pressure-driven growth, metal-vapor condensation, hydrogen-controlled shrinkage, and late-stage stabilization, establishing a material- and process-dependent relation that predicts transitions between bubble evolution modes. Together, these efforts have defined the current mechanistic picture of melt-pool instability, keyhole oscillation, and bubble-mediated pore formation in LPBF.
- Furthermore, Gould et al. [37] advanced the field beyond single-modality diagnostics by coupling high-speed X-ray imaging with synchronized infrared (IR) thermography. This multimodal platform revealed correlated subsurface (keyhole geometry, porosity) and surface-level (thermography, plume behavior) signatures, highlighting the potential of thermal precursors for real-time defect prediction and closed-loop control in commercial LPBF systems.
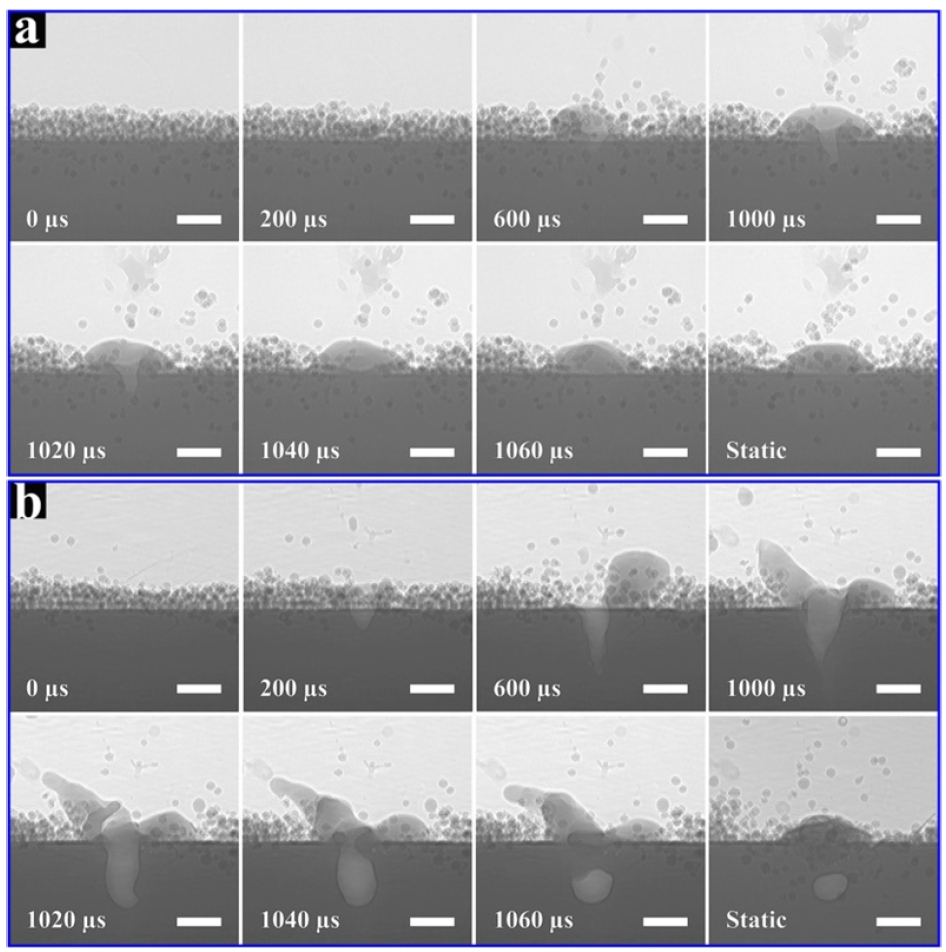
- Beyond melt-pool physics, high-speed X-ray radiography has offered critical insights into powder-bed dynamics and alloy-dependent defect pathways. Guo et al. [38] performed the first quantitative separation of vapor-jet-driven versus gas-flow-driven spatter trajectories, demonstrating that vapor-jet entrainment produces particle speeds an order of magnitude higher than argon-flow entrainment. Their work further established environmental pressure as a dominant factor controlling spatter divergence angle, particle momentum, and overall spatter amount, offering practical guidelines such as layer-thickness tuning and pre-sintering to mitigate defect transport.
- Alloy-specific operando analyses have also revealed that defect formation mechanisms are far from universal across material classes. Bobel et al. [39] investigated LPBF of 4140 steel and showed that porosity originates primarily from entrapped gas within the powder feedstock rather than keyhole-induced instability, emphasizing the importance of powder quality in steels with high hardenability. Their study further linked melt-pool geometry to martensitic packet/block size distributions, illustrating how composition-dependent solidification kinetics govern the as-built microstructure.
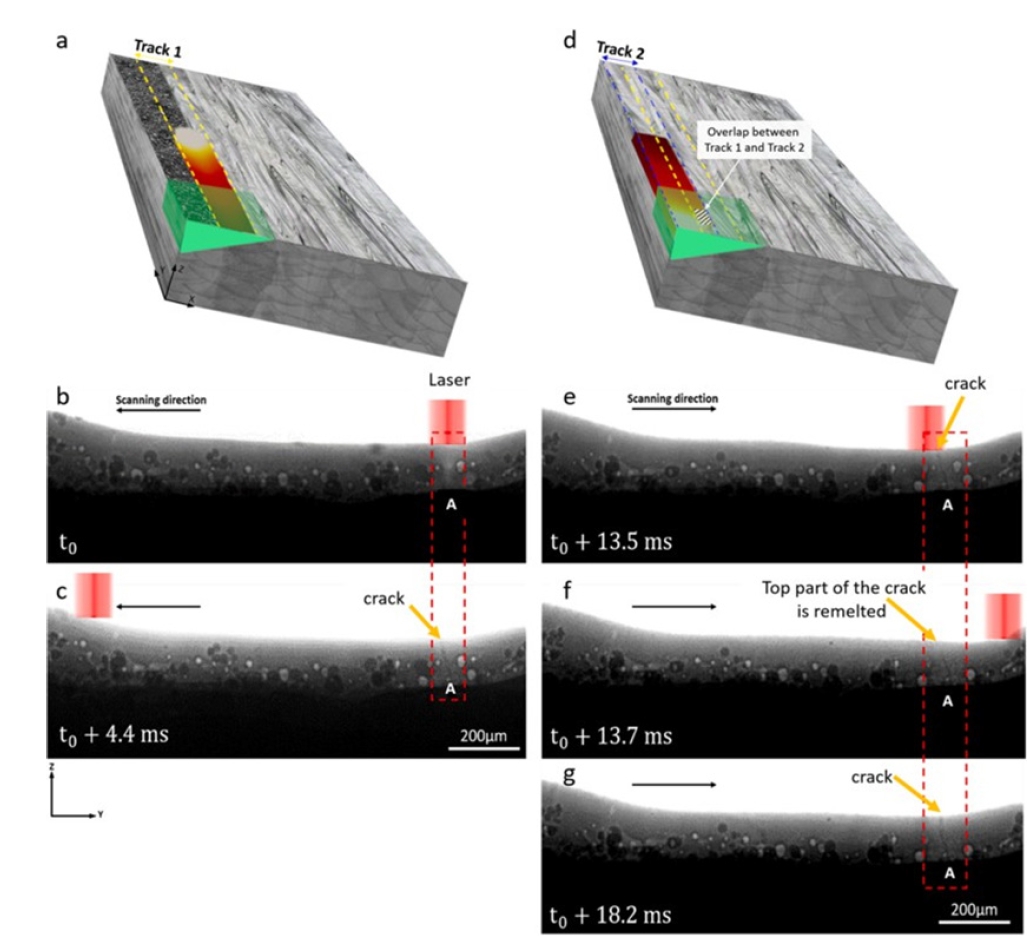
- Operando characterization has proven equally valuable for understanding cracking in Ni-based superalloys, which have narrow solidification windows and high susceptibility to liquation cracking. Ghasemi-Tabasi et al. [40] employed a miniaturized LPBF setup with high-speed radiography and diffraction to directly distinguish solidification cracking from liquation cracking during processing of CM247LC, as shown in Fig. 5. By correlating melt-pool thermal histories with crack morphology and diffraction-based temperature estimates, their work demonstrated that alloy chemistry and microsegregation strongly influence cracking susceptibility—offering one of the first operando-verified mechanistic models for crack formation in LPBF Ni-superalloys.
- Building upon the foundational cracking mechanisms shown in Fig. 5, the diagnostic focus for high-entropy alloys (HEAs) further extends to complex solidification-driven porosity—similar to the phenomena visualized in Fig. 3—and chemical heterogeneity. For instance, Zhang et al. [41] studied the Cantor alloy (CrMnFeCoNi) during multi-layer directed energy deposition (DED) utilizing real-time X-ray imaging to quantify pore evolution, revealing how pores from preceding layers migrate or vanish during subsequent remelting. The visualization of pore buoyancy and removal, driven by Marangoni convection, provides a critical mechanistic basis for defect control in multi-component systems.
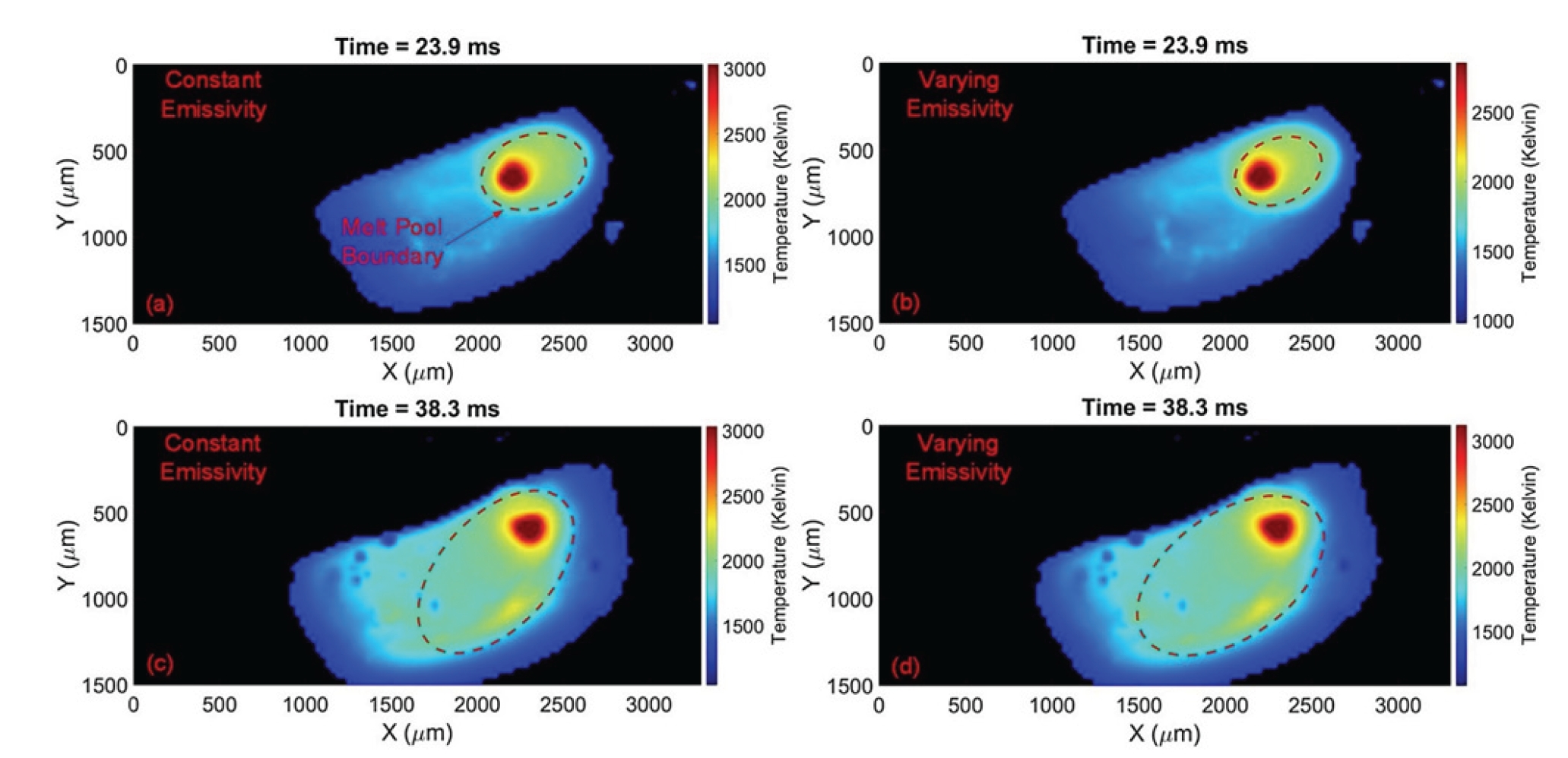
- Furthermore, for refractory HEAs, Wang et al. [42] employed multimodal diagnostics coupling X-ray with infrared thermal imaging to visualize the real-time homogenization of constituent elements within the melt pool, as shown in Fig. 6, identifying optimal processing windows to suppress chemical heterogeneity. Interestingly, Pegues et al. [43] utilized in situ synchrotron X-ray imaging to monitor defect formation and evolution during LPBF of HEA composites, and subsequently correlated these real-time observations with final mechanical properties, such as tensile strength and ductility. These findings provide a foundation for linking real-time process signatures with final mechanical performance.
- Taken together, these alloy-specific studies show that defect formation in LPBF is highly sensitive to both local processing conditions and intrinsic material properties. They further indicate that operando X-ray diagnostics should be tailored to the characteristic thermal and solidification behavior of each alloy system, particularly for materials with narrow solidification windows, a high tendency for trapped-gas porosity, or pronounced cracking susceptibility, which have been considered notoriously difficult to be characterized in real-time.
3. In situ X-ray Imaging for Powder-Bed Fusion
- Current X-ray imaging technologies have transformed our ability to visualize the ultrafast dynamics of powder-bed-fusion and powder-metallurgy processes. Nevertheless, several inherent limitations remain. Radiography captures transient microsecond phenomena but only provides two-dimensional projection images, preventing full reconstruction of melt-pool morphology or spatter trajectories. Conversely, tomography yields rich three-dimensional information but requires long scan times, making it unsuitable for ultrafast events [44, 45]. Moreover, attenuation-contrast imaging cannot directly measure temperature, stress, emissivity, or fluid-flow fields, constraining mechanistic interpretation of defect formation [37, 40]. At the high frame rates required for operando studies, the signal-to-noise ratio decreases significantly, complicating the identification of melt-pool boundaries and pore evolution [45]. Together, these limitations highlight the need for next-generation imaging platforms that offer multi-modal, quantitative, and high-spatiotemporal-resolution diagnostics.
- To complement experimental observations, numerical simulations have become indispensable for interpreting melt-pool behavior and powder-bed dynamics. Discrete-element-method (DEM) simulations provide detailed analyses of powder spreading, shear-band formation, and mass-flow characteristics. Prior work has established that blade speed, gap height, and particle size distribution strongly influence packing density and uniformity, with roller-based spreading often yielding higher-density powder beds than scraper-based approaches [46-48]. These insights provide a framework for predicting defect-susceptible regions in the initial powder configuration. DEM models have also been integrated with melt-pool simulations based on finite-element or computational-fluid-dynamics approaches, enabling thermomechanical analyses that incorporate Marangoni flow, recoil pressure, vapor-jet interactions, and depression-growth dynamics [49]. King et al. [50] provided a comprehensive overview of multi-scale modeling strategies in which powder-bed structures generated by DEM simulations are used as inputs for macro-scale thermal and melt-pool models. By linking particle-scale packing characteristics to macro-scale process simulations, these frameworks enable improved prediction of overheating events, dross formation, residual stress, and distortion during LPBF processing. Such coupled modeling approaches provide a more mechanistic framework for predicting defect formation in LPBF.
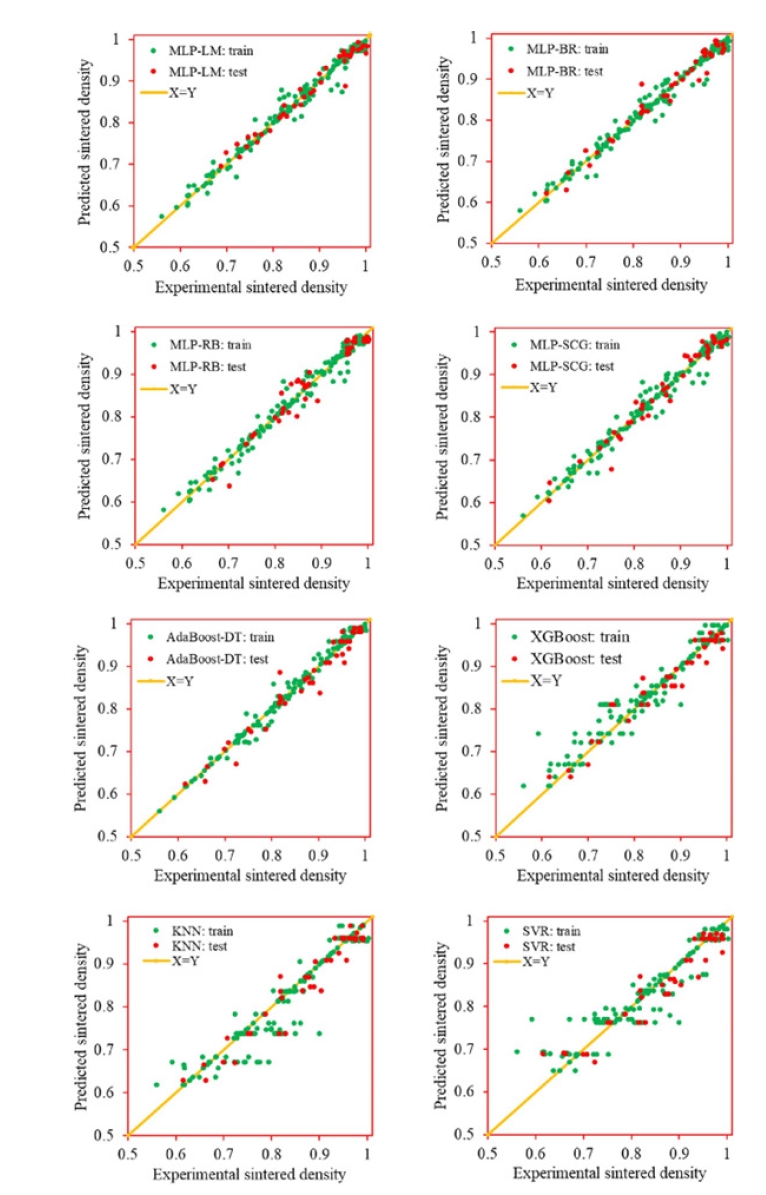
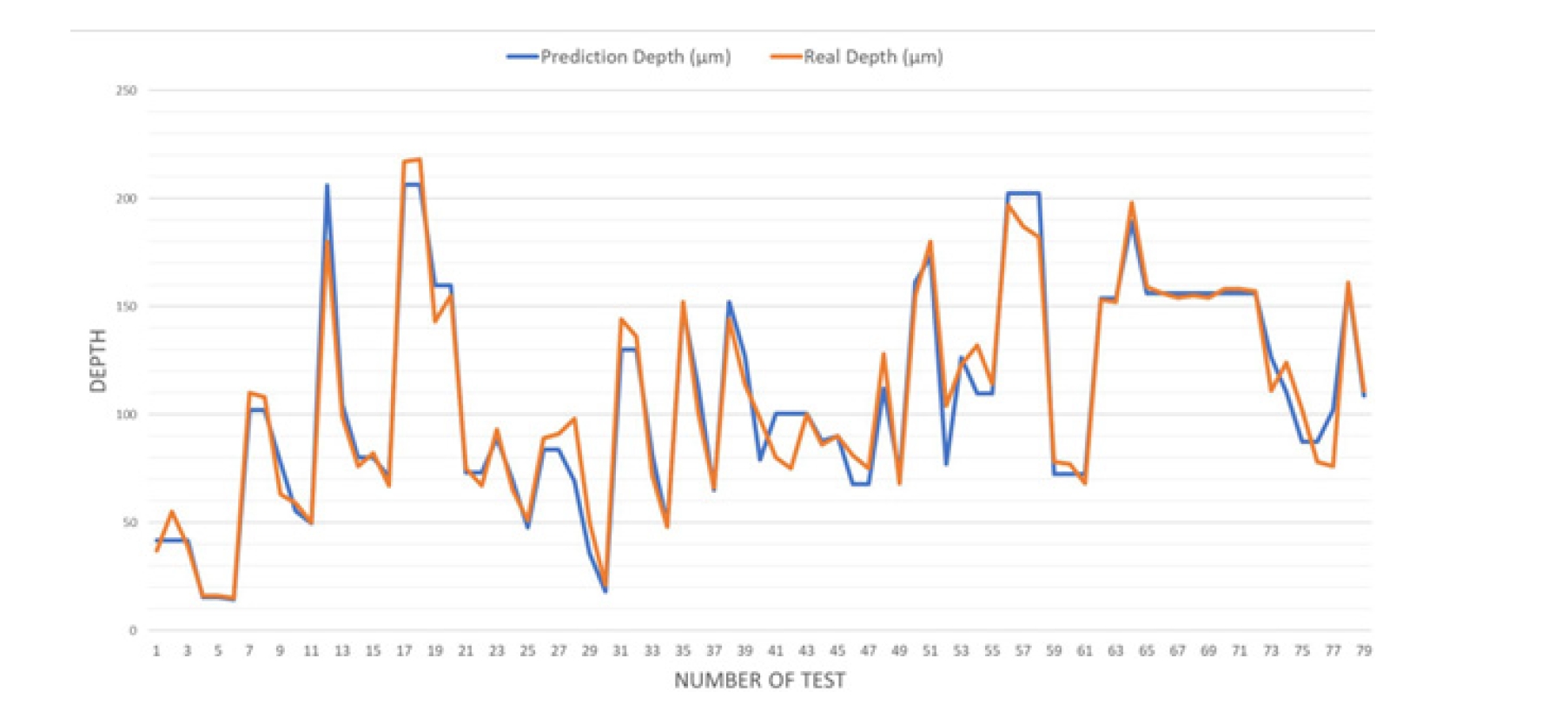
- Beyond physics-based simulations, machine-learning (ML) frameworks are emerging as powerful tools for both powder-metallurgy design and LPBF process optimization. In powder sintering, ML models [51-54] trained on experimental and literature-derived datasets have successfully predicted densification behavior across diverse alloy systems by leveraging descriptors related to composition, particle characteristics, and processing parameters. Representative results from these studies comparing the experimental and predicted sintered density are provided in Fig. 7. Similar approaches have been applied to LPBF [55-59], where supervised models can predict melt-pool depth, porosity, lack-of-fusion defects, and spatter behavior using X-ray radiography, CT-derived pore maps, or simulated melt-pool dimensions. As a representative example, Fig. 8 shows the performance of a gradient-boosted tree model trained to infer melt-pool depth from process-parameter descriptors. The predicted depths closely follow the experimentally measured values, illustrating the capability of ML models to capture nonlinear LPBF process-structure relationships. Collectively, these results show that ML-driven models can complement physics-based simulations by accelerating parameter optimization and enabling early detection of defect formation.
- Looking forward, the most promising advancements will likely arise from the convergence of high-speed imaging, physics-based simulations, and machine-learning-enabled analytics. X-ray imaging provides the ground truth needed to validate physical models, while simulations offer interpretability and extrapolation beyond experimentally accessible conditions. ML can further bridge remaining gaps by discovering nonlinear correlations, enabling rapid prediction, and detecting anomalous behavior in real time. Together, these approaches outline a roadmap for predictive, closed-loop control of metal additive manufacturing and a deeper mechanistic understanding of powder-based processing routes.
- However, significant quantitative gaps remain before these operando diagnostics can be fully integrated into industrial production lines. Achieving the X-ray flux required to resolve microsecond-scale melt-pool dynamics remains technically and economically prohibitive at the laboratory scale, as conventional X-ray tubes cannot match the brilliance of synchrotron sources [49]. Moreover, the computational burden associated with processing terabytes of high-speed imaging data introduces substantial latency, limiting the feasibility of real-time closed-loop process control where millisecond-scale response times are required [49]. In addition, inherent trade-offs between temporal resolution, spatial resolution, and field of view further constrain the scalability of current imaging approaches. Finally, strict sample size limitations—often restricted to a few millimeters to ensure sufficient X-ray penetration—raise concerns regarding the representative elementary volume (REV) when extrapolating insights to large-scale industrial components [60].
4. Challenges and Future directions
- Recent advances in operando X-ray imaging have fundamentally reshaped our understanding of powder-based metallurgical processes, from solid-state sintering to LPBF. In powder metallurgy, high-resolution X-ray 3D imaging studies have elucidated particle rearrangement, neck growth, interparticle diffusion, pore evolution, and grain-scale mechanisms that govern densification. These studies have highlighted the strong influence of particle size distribution, crystallographic orientation, and interstitial solute effects on sintering pathways. In parallel, ultrafast X-ray radiography has revealed the millisecond dynamics of LPBF, capturing melt-pool evolution, vapor-jet formation, keyhole transitions, spatter behavior, pore nucleation, and crack formation across diverse alloy systems. Collectively, these imaging efforts provide the mechanistic, time-resolved understanding combining microscale physics with macroscopic structural integrity across both solid-state and melt-based processing routes.
- Despite these transformative insights, several limitations remain. Radiography offers exceptional temporal resolution but lacks three-dimensional reconstruction; tomography provides volumetric information but cannot capture ultrafast events. Furthermore, current imaging approaches cannot directly measure thermodynamic fields such as temperature, stress, or fluid flow, making it challenging to fully resolve the origins of defect formation and microstructural evolution. These gaps motivate the development of next-generation multi-modal imaging platforms that combine high-speed X-ray acquisition with diffraction, infrared imaging, phase-contrast methods, and potentially machine-vision-based sensing.
- Beyond operando imaging, physics-based simulations, and ML models have become essential tools for interpreting powder-based manufacturing processes. Discrete element simulations elucidate powder spreading behavior, packing density, and defect-susceptible regions, while CFD/FEM melt-pool models capture thermal-fluid phenomena such as Marangoni flow, recoil pressure, keyhole oscillations, and solidification dynamics. X-ray data provide the ground truth needed to validate these models and extend their predictive capability to regimes not accessible experimentally. In parallel, ML approaches trained on imaging-, CT-, or simulation-derived descriptors have demonstrated strong performance in predicting densification behavior, melt-pool dimensions, porosity, and lack-of-fusion defects. These complementary modeling frameworks enhance interpretability, accelerate parameter optimization, and enable early identification of defect-forming conditions in solid-state sintering and LPBF.
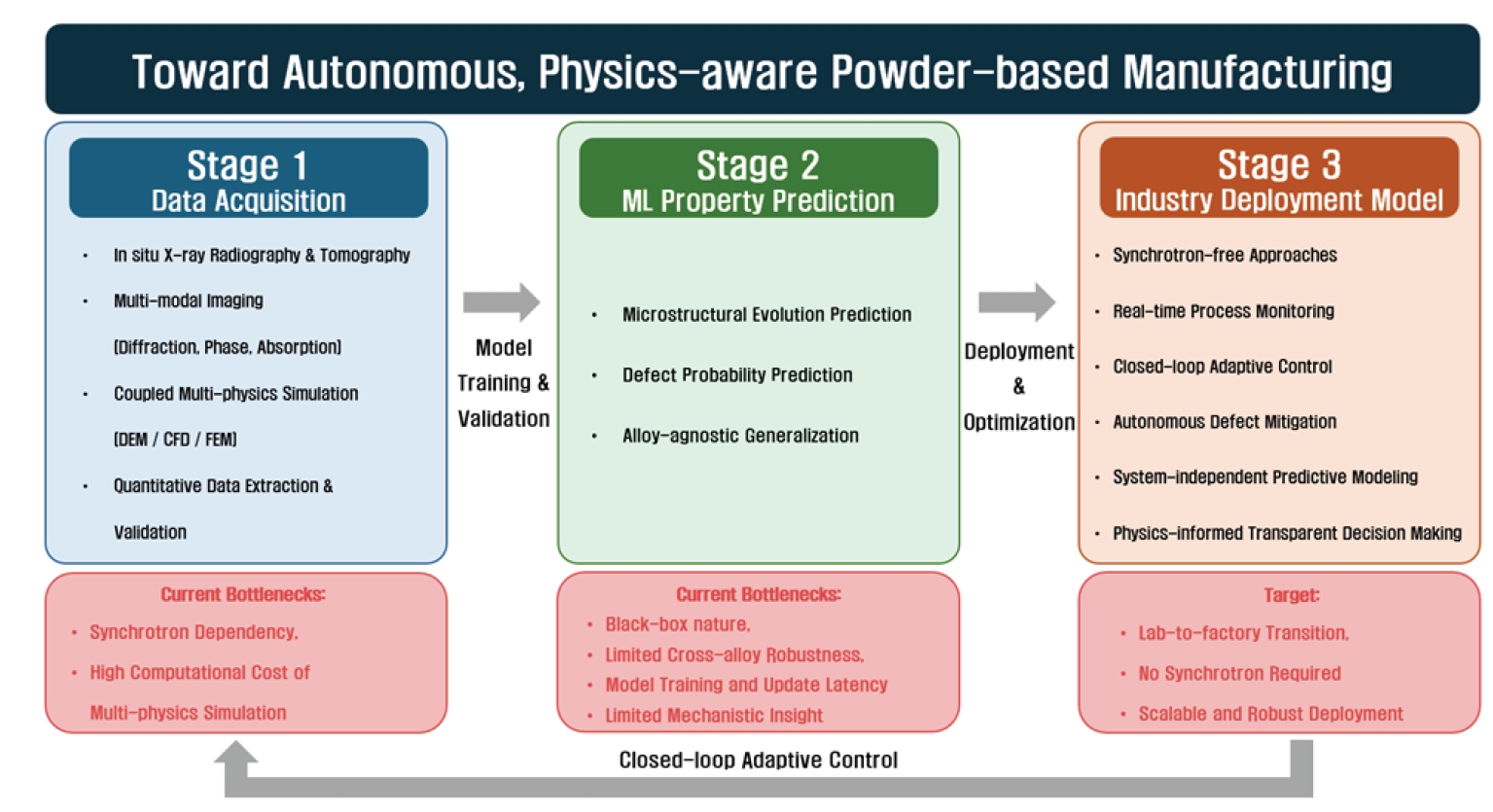
- Despite these promising results, several methodological bottlenecks limit the practical reliability of ML in operando studies. Beyond the labor-intensive nature of manual ground-truth labeling and the concerns regarding model generalizability across different alloy systems, a fundamental challenge is the ‘Black-box’ nature of supervised learning. To overcome these hurdles, a strategic research roadmap is required to transition from qualitative toward autonomous, physics-aware manufacturing (Fig. 9).
- Overall, the integration of operando X-ray imaging with simulation-based analyses and data-driven modeling has transformed our understanding of solid-state sintering and LPBF. High-speed imaging provides direct, time-resolved evidence of dynamic phenomena during powder processing, while simulations and ML models supply predictive power and mechanistic insight beyond experimental limits. These approaches establish a comprehensive framework for diagnosing processing instabilities, mitigating defects, and guiding the development of more robust, predictable, and intelligent powder-based manufacturing workflows.
5. Summary and Outlook
-
Funding
This work was supported by MSIT (RS-2022-00164805, Accelerator Application Support Project) and POSTECH. This study was supported by the BK21 Four project funded by the Ministry of Education, Korea (2120231314753).
-
Conflict of Interest
The authors declare no conflict of interest.
-
Data Availability Statement
This article is a review and does not report original data. All information discussed is based on previously published studies, which are cited within the article.
-
Author Information and Contribution
Wonjun Cho: MS student; Conceptualization, Writing – original draft.
Woobin Cho: MS student; Writing – review & editing.
Seongheon Park: Undergraduate student; Writing – review & editing.
Donghwan Son: Undergraduate student; Writing – review & editing.
Insung Han: Professor; Conceptualization, Supervision, Funding acquisition, Writing – review & editing.
-
Acknowledgments
None.
Article information
| Characteristics | Solid-State Powder Sintering | Laser Powder Bed Fusion |
|---|---|---|
| X-ray imaging technique | 3D microtomography | 2D high-speed radiography |
| Temporal resolution | Seconds to minutes per volume | Typically, 10-100 μs |
| Dominant observable phenomena | Neck growth, pore evolution | Melt pool dynamics, keyholing |
| Data reconstruction | Required | Not required (projection images) |
| Characteristic process timescale | Minutes to hours | Microseconds to milliseconds |
| References | [9-12], [23-30] | [13-15], [32-39] |
- 1. H. E. Exner and E. Arzt, Sintering Key Papers, In : S. Somiya, Y. Moriyoshi, editors. Elsevier Applied Science, London (1990) 157.Article
- 2. V. A. Ivensen, Densification of Metal Powders During Sintering, Springer Science & Business Media, New York (2012).
- 3. I. Yadroitsev, I. Yadroitsava, A. Du Plessis and E. MacDonald, Fundamentals of Laser Powder Bed Fusion of Metals, Elsevier, Amsterdam (2021).Article
- 4. I. Yadroitsev, I. Yadroitsava and A. Du Plessis, Fundamentals of Laser Powder Bed Fusion of Metals, Elsevier, Amsterdam (2021) 15.Article
- 5. Z. Z. Fang, Sintering of Advanced Materials, Elsevier, Amsterdam (2010).Article
- 6. X. Ou, X. Chen, X. Xu, L. Xie, X. Chen, Z. Hong, H. Bai, X. Liu, Q. Chen, L. Li and H. Yang: Research, 2021 (2021) 9892152.Article
- 7. J. G. Behnsen, K. Black, J. E. Houghton and R. H. Worden: Materials, 16 (2023) 1259.Article
- 8. S. Feng, I. Han, A. Lui, R. Vincent, G. Ring, P. S. Grant and E. Liotti: Metals, 12 (2022) 395.Article
- 9. O. Lame, D. Bellet, M. Di Michiel and D. Bouvard: Nucl. Instrum. Methods Phys. Res. B, 200 (2003) 287.Article
- 10. O. Lame, D. Bellet, M. Di Michiel and D. Bouvard: Acta Mater., 52 (2004) 977.Article
- 11. A. Vagnon, O. Lame, D. Bouvard, M. Di Michiel, D. Bellet and G. Kapelski: Acta Mater., 54 (2006) 513.Article
- 12. A. Vagnon, O. Lame, D. Bouvard, M. Di Michiel, L. Salvo and D. Bellet: Acta Mater., 56 (2008) 1084.Article
- 13. C. Zhao, K. Fezzaa, R. W. Cunningham, H. Wen, F. De Carlo, L. Chen, A. D. Rollett and T. Sun: Sci. Rep., 7 (2017) 3602.Article
- 14. N. D. Parab, C. Zhao, R. Cunningham, L. I. Escano, K. Fezzaa, W. Everhart, A. D. Rollett, L. Chen and T. Sun: J. Synchrotron Radiat., 25 (2018) 1467.Article
- 15. C. L. A. Leung, S. Marussi, R. C. Atwood, M. Towrie, P. J. Withers and P. D. Lee: Nat. Commun., 9 (2018) 1355.Article
- 16. E. Girardin, C. Renghini, J. Dyson, V. Calbucci, F. Moroncini and G. Albertini: Mater. Sci. Appl., 2 (2011) 1322.Article
- 17. J. Ma, A. Li and H. Tang: Metals, 6 (2016) 18.Article
- 18. G. Okuma, T. Osada, H. Minagawa, Y. Arai, R. Inoue, H. Kakisawa, K. Shimoda, A. Takeuchi, M. Uesugi, S. Tanaka and F. Wakai: J. Eur. Ceram. Soc., 43 (2023) 486.Article
- 19. A. M. Venkatesh, D. Bouvard, P. Lhuissier and J. Villanova: J. Eur. Ceram. Soc., 43 (2023) 2553.Article
- 20. P. Lin, L. Wang, S. Liang, X. Liang, Q. Hu, L. Wang and X. Qu: Metals, 15 (2025) 635.Article
- 21. J. Nandy, H. Sarangi and S. Sahoo: Lasers Manuf. Mater. Process., 6 (2019) 280.ArticlePDF
- 22. S. Singh, V. Sharma and A. Sachdeva: Mater. Sci. Technol., 32 (2016) 760.ArticlePDF
- 23. S.-J. L. Kang, Sintering: Densification, Grain Growth and Microstructure, Elsevier, Amsterdam (2004).
- 24. L. Olmos, T. Takahashi, D. Bouvard, C. L. Martin, L. Salvo, D. Bellet and M. Di Michiel: Philos. Mag., 89 (2009) 2949.Article
- 25. L. Olmos, D. Bouvard, L. Salvo, D. Bellet and M. Di Michiel: J. Mater. Sci., 49 (2014) 4225.ArticlePDF
- 26. F. Xu, J. Zhao, X. Hu, Y. Li, Y. Niu and Z. Zhang: Mater. Lett., 67 (2012) 162.Article
- 27. D. Kang, F. Xu, X.-F. Hu and T. Xiao: Sci. World J., 2014 (2014) 684081.Article
- 28. Y. Li, F. Xu, X. Hu, D. Kang, T. Xiao and X. Wu: Acta Mater., 66 (2014) 293.Article
- 29. Y. Xiao, F. Xu, X. Hu, Y. Li, W. Liu and B. Dong: Metals, 6 (2016) 9.Article
- 30. S. A. McDonald, C. Holzner, E. M. Lauridsen, P. Reischig, A. P. Merkle and P. J. Withers: Sci. Rep., 7 (2017) 5251.Article
- 31. M. Pontoreau, M. Coffigniez, V. Trillaud, C. Le Bourlot, J. Lachambre, L. Gremillard, M. Perez, E. Maire, J. Adrien, P. Steyer, D. Fabrègue and X. Boulnat: Acta Mater., 246 (2023) 118723.Article
- 32. R. Cunningham, C. Zhao, N. Parab, C. Kantzos, J. Pauza, K. Fezzaa, T. Sun and A. D. Rollett: Science, 363 (2019) 849.Article
- 33. C. Boley, S. A. Khairallah and A. M. Rubenchik: Appl. Opt., 54 (2015) 2477.ArticlePDF
- 34. A. Gusarov and E. Kovalev: Phys. Rev. B, 80 (2009) 024202.Article
- 35. Y. Chen, S. J. Clark, C. L. A. Leung, L. Sinclair, S. Marussi, M. P. Olbinado, E. Boller, A. Rack, I. Todd and P. D. Lee: Appl. Mater. Today, 20 (2020) 100650.Article
- 36. Y. Huang, T. G. Fleming, S. J. Clark, S. Marussi, K. Fezzaa, J. Thiyagalingam, C. L. A. Leung and P. D. Lee: Nat. Commun., 13 (2022) 1170.Article
- 37. B. Gould, S. Wolff, N. Parab, C. Zhao, M. C. Lorenzo-Martin, K. Fezzaa, A. Greco and T. Sun: JOM, 73 (2021) 201.ArticlePDF
- 38. Q. Guo, C. Zhao, L. I. Escano, Z. Young, L. Xiong, K. Fezzaa, W. Everhart, B. Brown, T. Sun and L. Chen: Acta Mater., 151 (2018) 169.Article
- 39. A. Bobel, L. G. Hector, I. Chelladurai, A. K. Sachdev, T. Brown, W. A. Poling, R. Kubic, B. Gould, C. Zhao, N. Parab, A. Greco and T. Sun: Materialia, 6 (2019) 100306.Article
- 40. H. Ghasemi-Tabasi, C. de Formanoir, S. Van Petegem, J. Jhabvala, S. Hocine, E. Boillat, N. Sohrabi, F. Marone, D. Grolimund, H. Van Swygenhoven and R. E. Logé: Addit. Manuf., 51 (2022) 102619.Article
- 41. S. Zhang, D. Chen, X. Wang, C. Li, J. Tan, C. Gou, R. Liu, Q. Shen, X. Fang and Z. Chen: Int. J. Mach. Tools Manuf., 200 (2024) 104181.Article
- 42. H. Wang, B. Gould, M. Moorehead, M. Haddad, A. Couet and S. J. Wolff: J. Mater. Process. Technol., 299 (2022) 117363.Article
- 43. J. W. Pegues, M. A. Melina, M. A. Rodriguez, T. F. Babuska, B. Gould, N. Argibay, A. Greco and A. B. Kustas: J. Alloys Compd., 876 (2021) 159505.Article
- 44. A. A. Martin, N. P. Calta, J. A. Hammons, S. A. Khairallah, M. H. Nielsen, R. M. Shuttlesworth, N. Sinclair, M. J. Matthews, J. R. Jeffries, T. M. Willey and J. R. I. Lee: Mater. Today Adv., 1 (2019) 100002.Article
- 45. N. P. Calta, J. Wang, A. M. Rubenchik, P. J. DePond, A. A. Martin, G. M. Guss, V. Thampy, K. H. Stone, C. J. Tassone, J. N. Weker, M. F. Toney and M. J. Matthews: Addit. Manuf., 32 (2020) 101084.
- 46. A. A. Martin, J. Wang, P. J. DePond, M. Strantza, J.-B. Forien, S. Gorgannejad, G. M. Guss, V. Thampy, A. Y. Fong, J. N. Weker, K. H. Stone, C. J. Tassone, M. J. Matthews and N. P. Calta: Rev. Sci. Instrum., 93 (2022) 043702.Article
- 47. J.-B. Forien, N. P. Calta, P. J. DePond, G. M. Guss, T. T. Roehling and M. J. Matthews: Addit. Manuf., 35 (2020) 101336.Article
- 48. L. Cao: Int. J. Adv. Manuf. Technol., 105 (2019) 2253.ArticlePDF
- 49. K. K. Singh, A. Wakai and A. Moridi: Commun. Mater., 5 (2024) 258.Article
- 50. W. E. King, T. Anderson, R. M. Ferencz, N. E. Hodge, C. Kamath and S. A. Khairallah: Mater. Sci. Technol., 31 (2015) 957.ArticlePDF
- 51. S. Asnaashari, M. Shateri, A. Hemmati-Sarapardeh and S. S. Band: ACS Omega, 8 (2023) 28036.ArticlePDF
- 52. Z. Deng, H. Yin, X. Jiang, C. Zhang and X. Qu: Comput. Mater. Sci., 155 (2018) 48.Article
- 53. Y. Jiang, N. Yang, Q. Yao, Z. Wu and W. Jin: Neurocomputing, 396 (2020) 209.Article
- 54. T. Kamal, Gouthama and A. Upadhyaya: Metals Mater. Int., 29 (2023) 1761.ArticlePDF
- 55. C. Gobert, E. W. Reutzel, J. Petrich, A. R. Nassar and S. Phoha: Addit. Manuf., 21 (2018) 517.Article
- 56. R. Liu, S. Liu and X. Zhang: Int. J. Adv. Manuf. Technol., 113 (2021) 1943.ArticlePDF
- 57. N. Baldi, A. Giorgetti, A. Polidoro, M. Palladino, I. Giovannetti, G. Arcidiacono and P. Citti: Appl. Sci., 14 (2023) 328.Article
- 58. M. Kuehne, K. Bartsch, B. Bossen and C. Emmelmann: Prog. Addit. Manuf., 8 (2023) 47.ArticlePDF
- 59. N. Bonato, F. Zanini and S. Carmignato: Addit. Manuf., 94 (2024) 104504.Article
- 60. E. Cakmak, P. Bingham, R. W. Cunningham, A. D. Rollett, X. Xiao and R. R. Dehoff: Mater. Charact., 173 (2021) 110894.Article
References
Figure & Data
References
Citations
 ePub Link
ePub Link Cite this Article
Cite this Article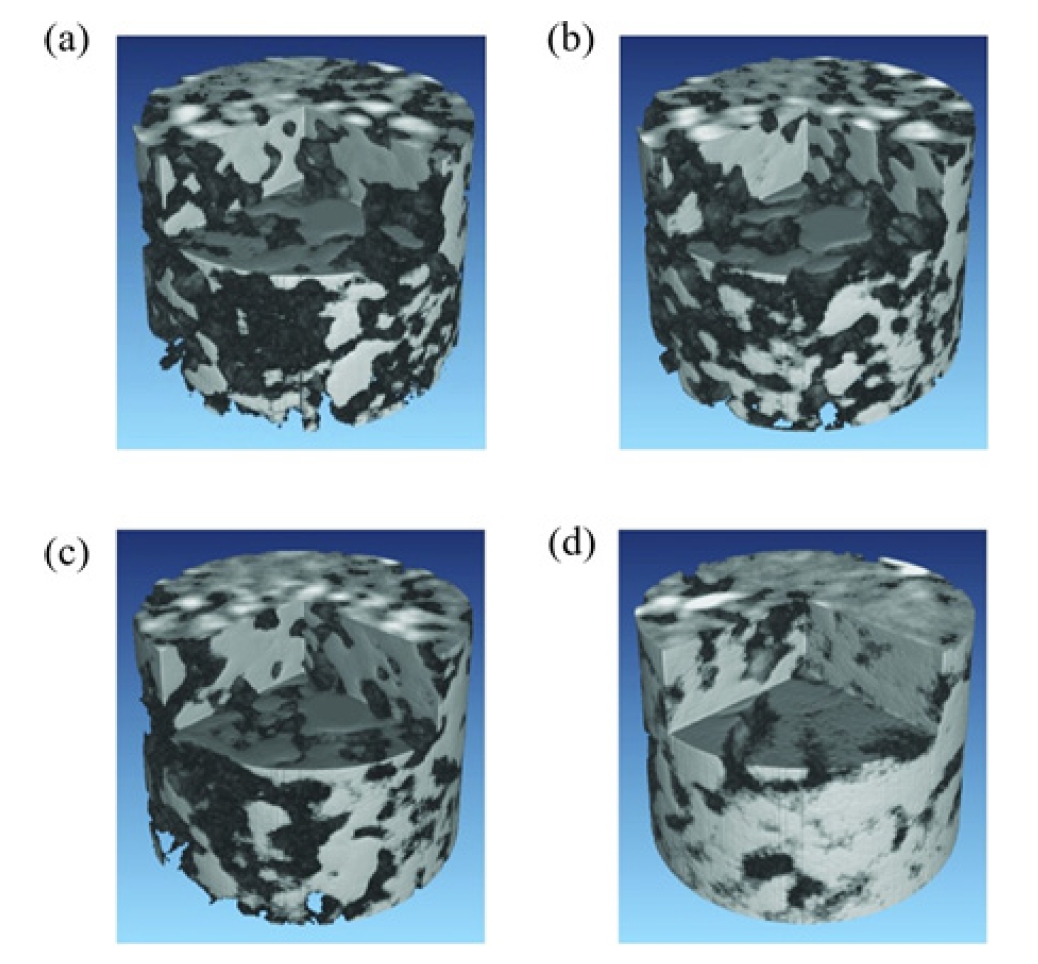
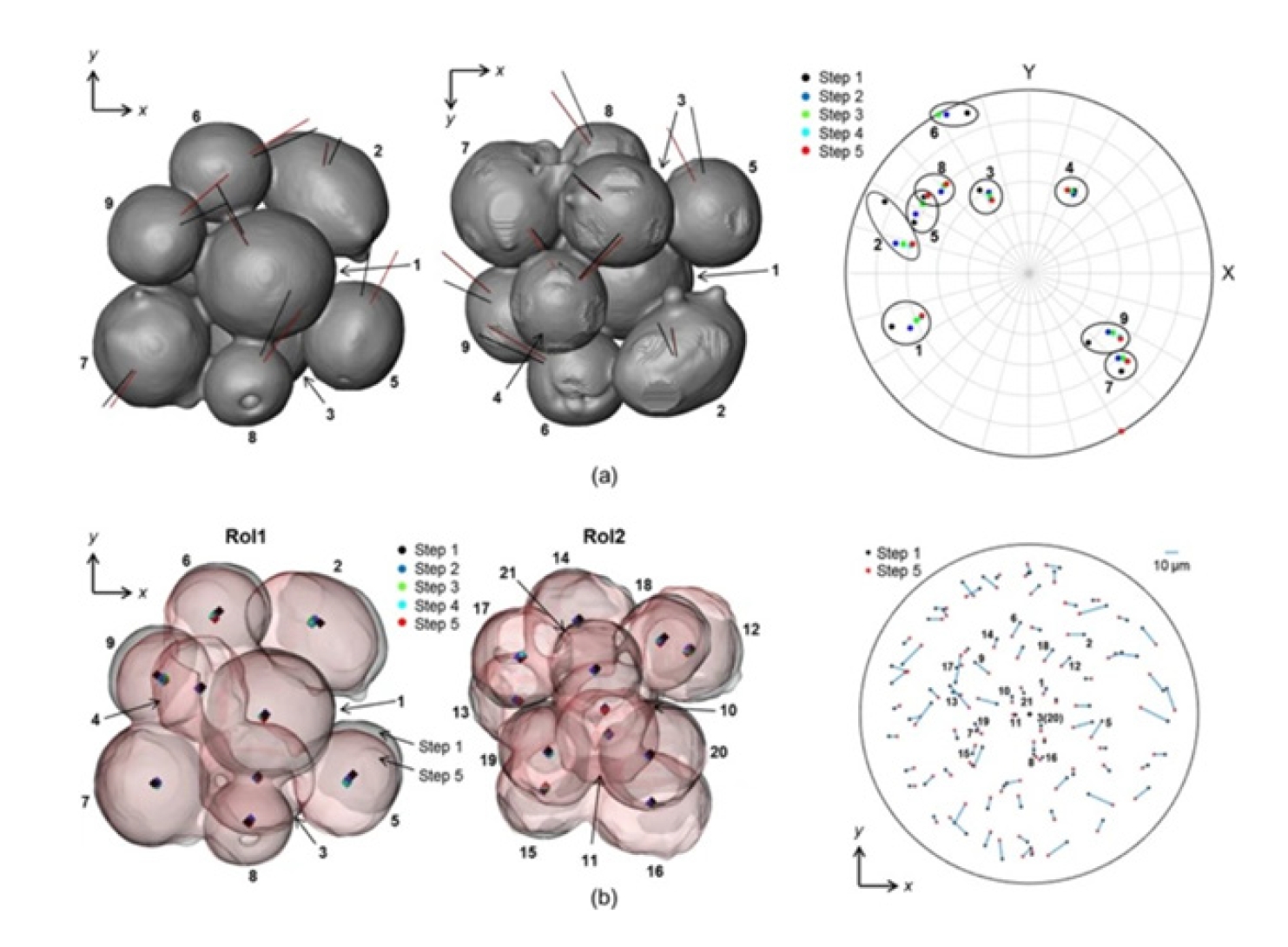
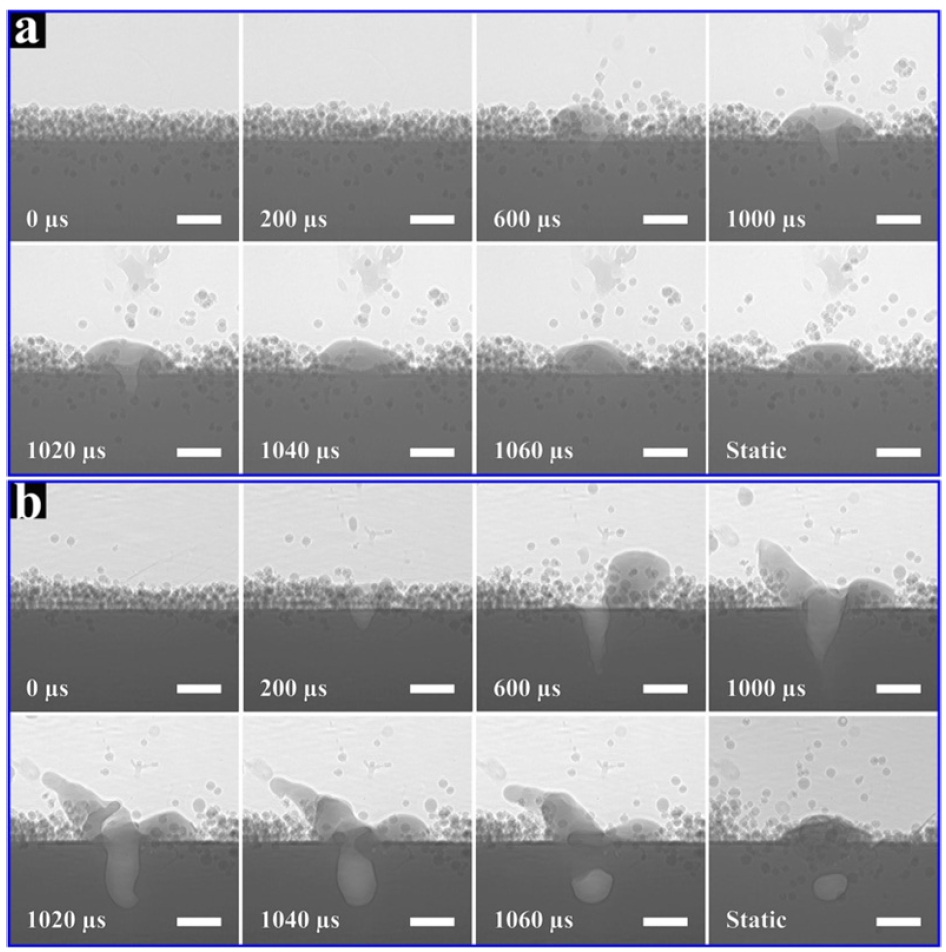
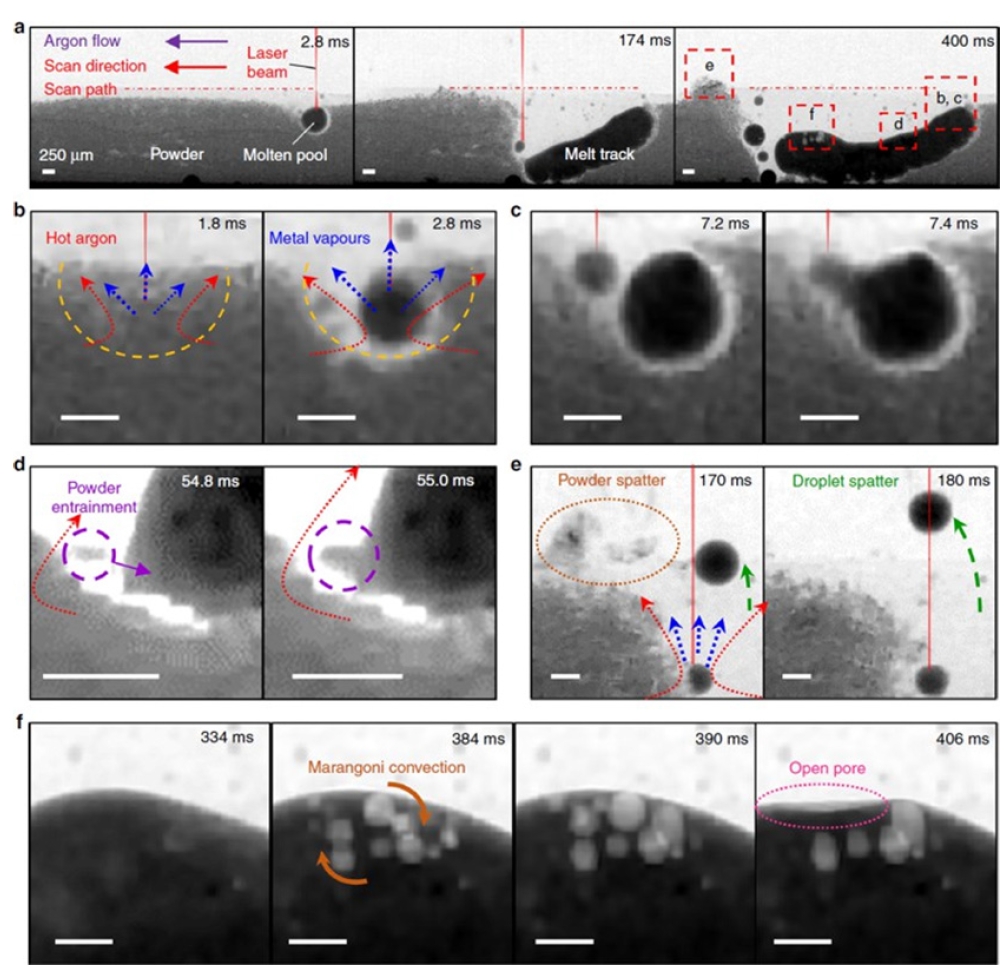
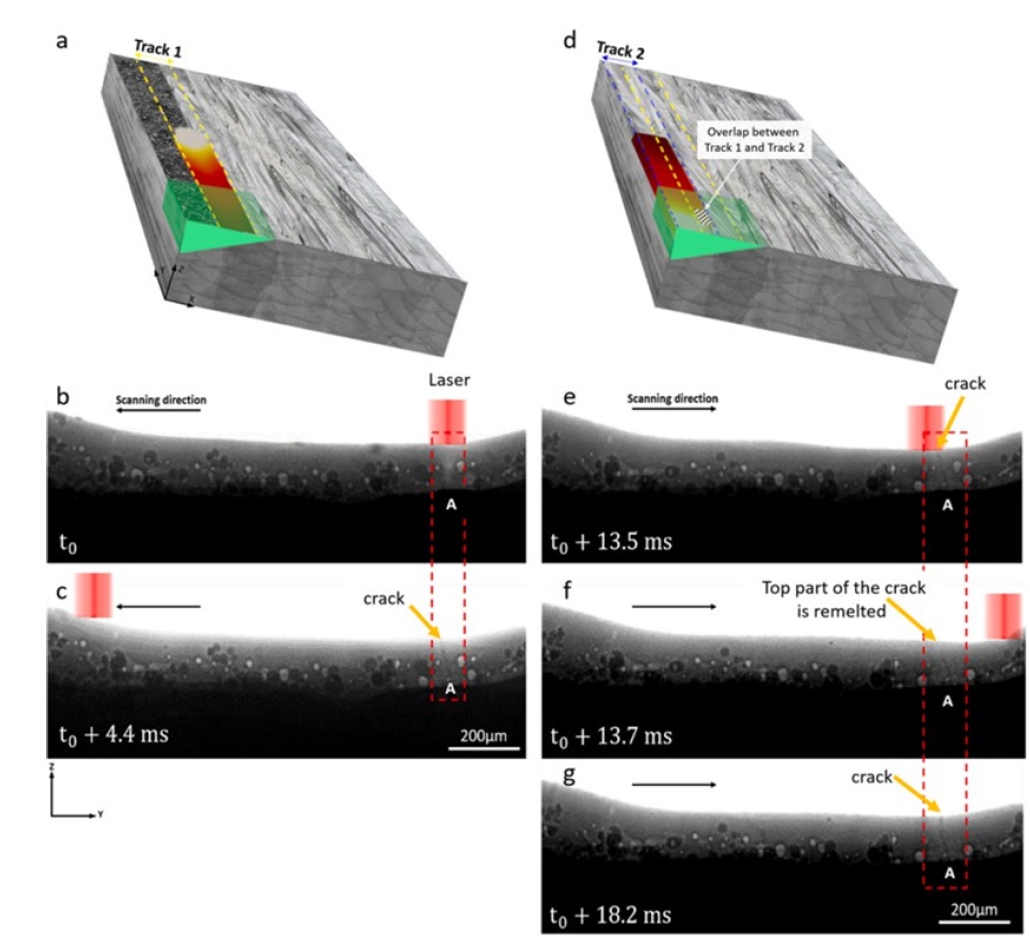
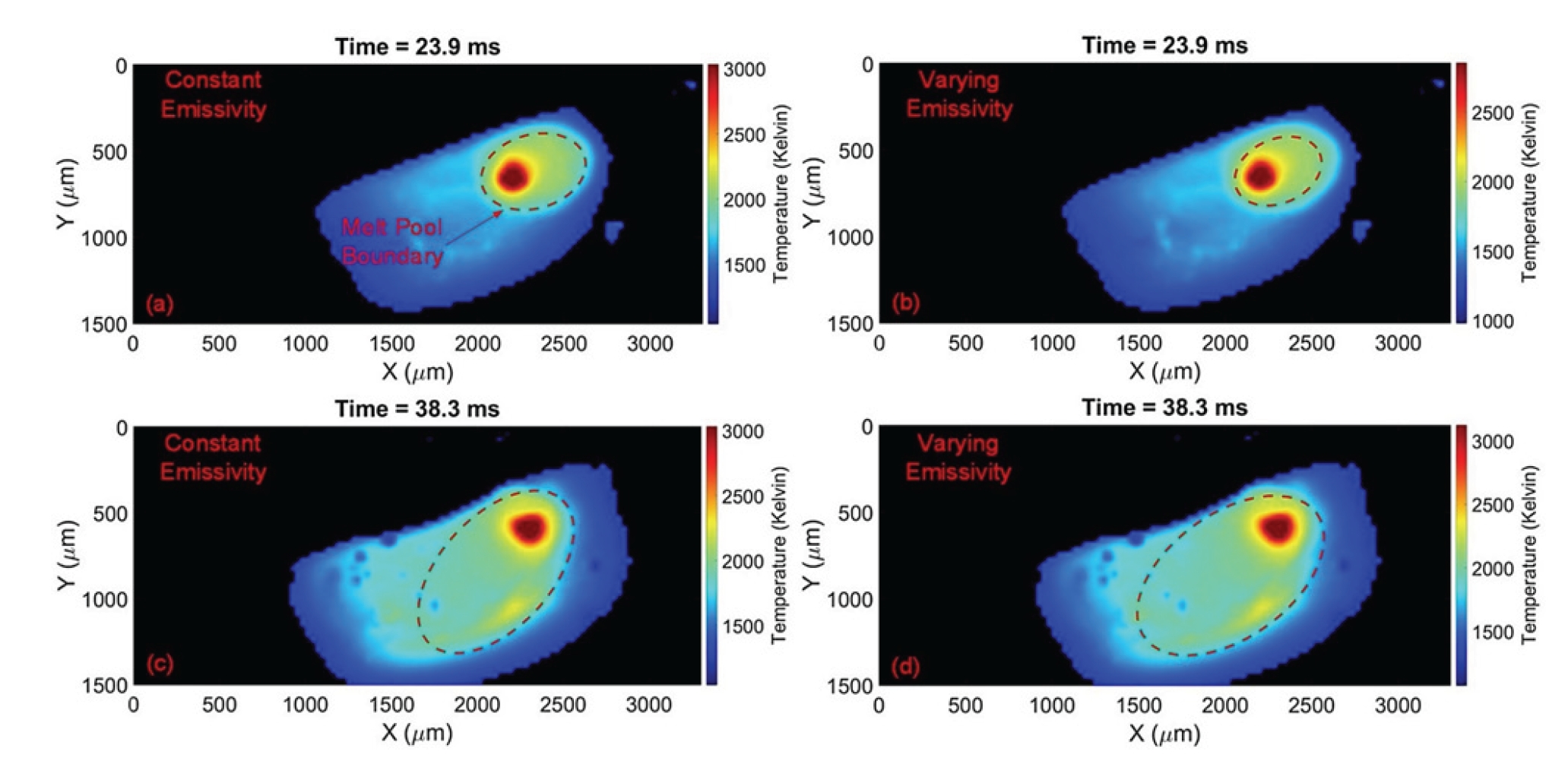
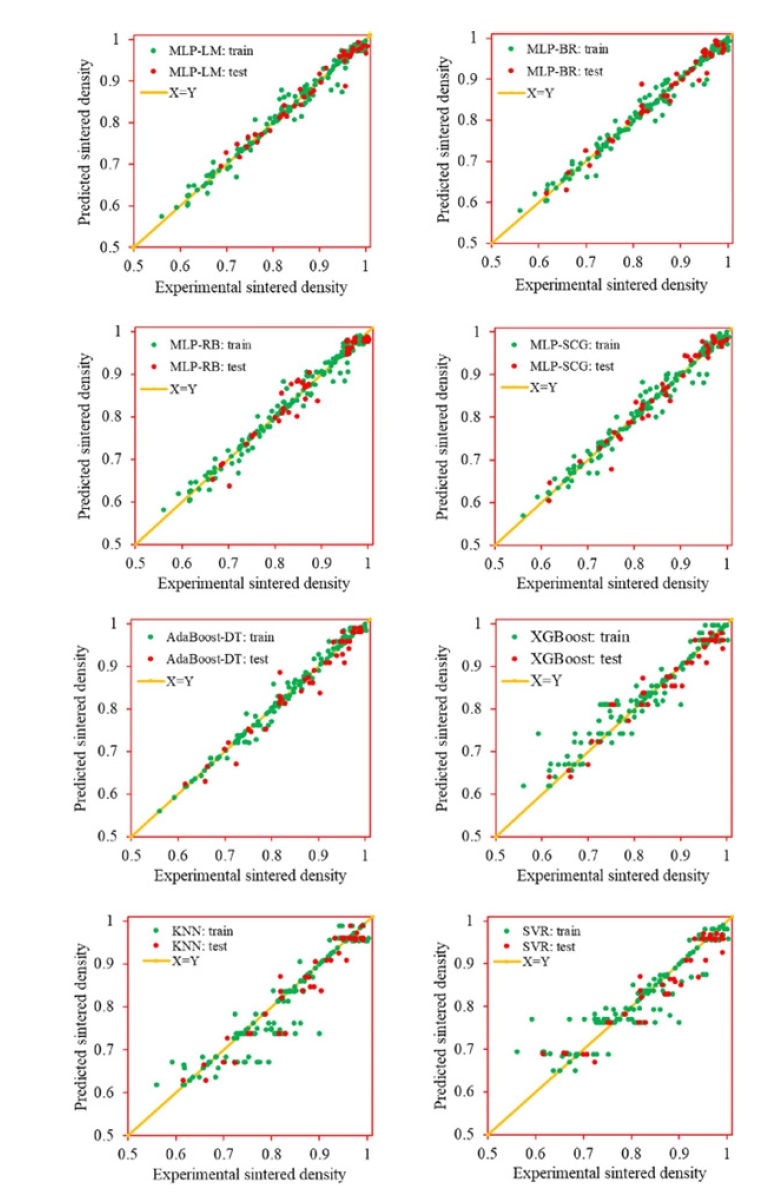
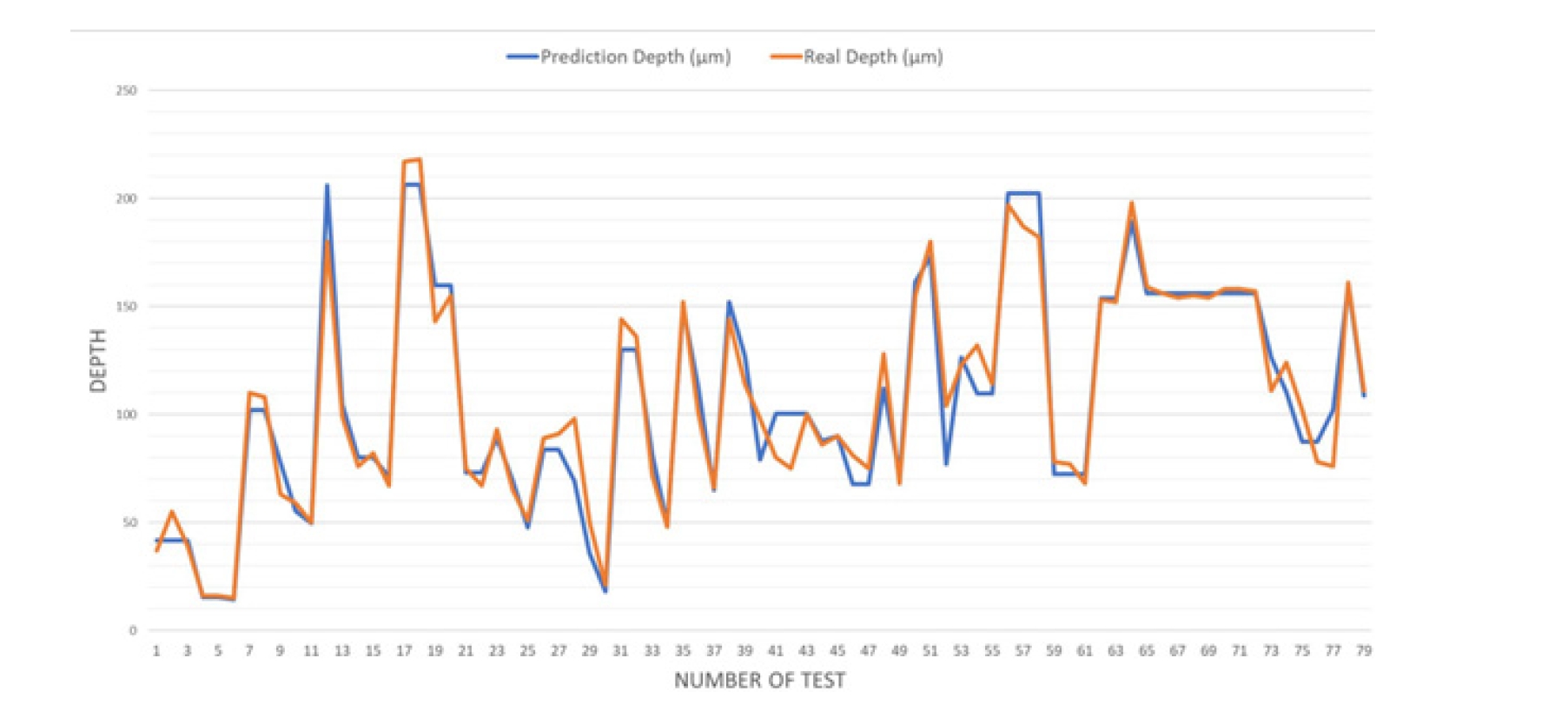
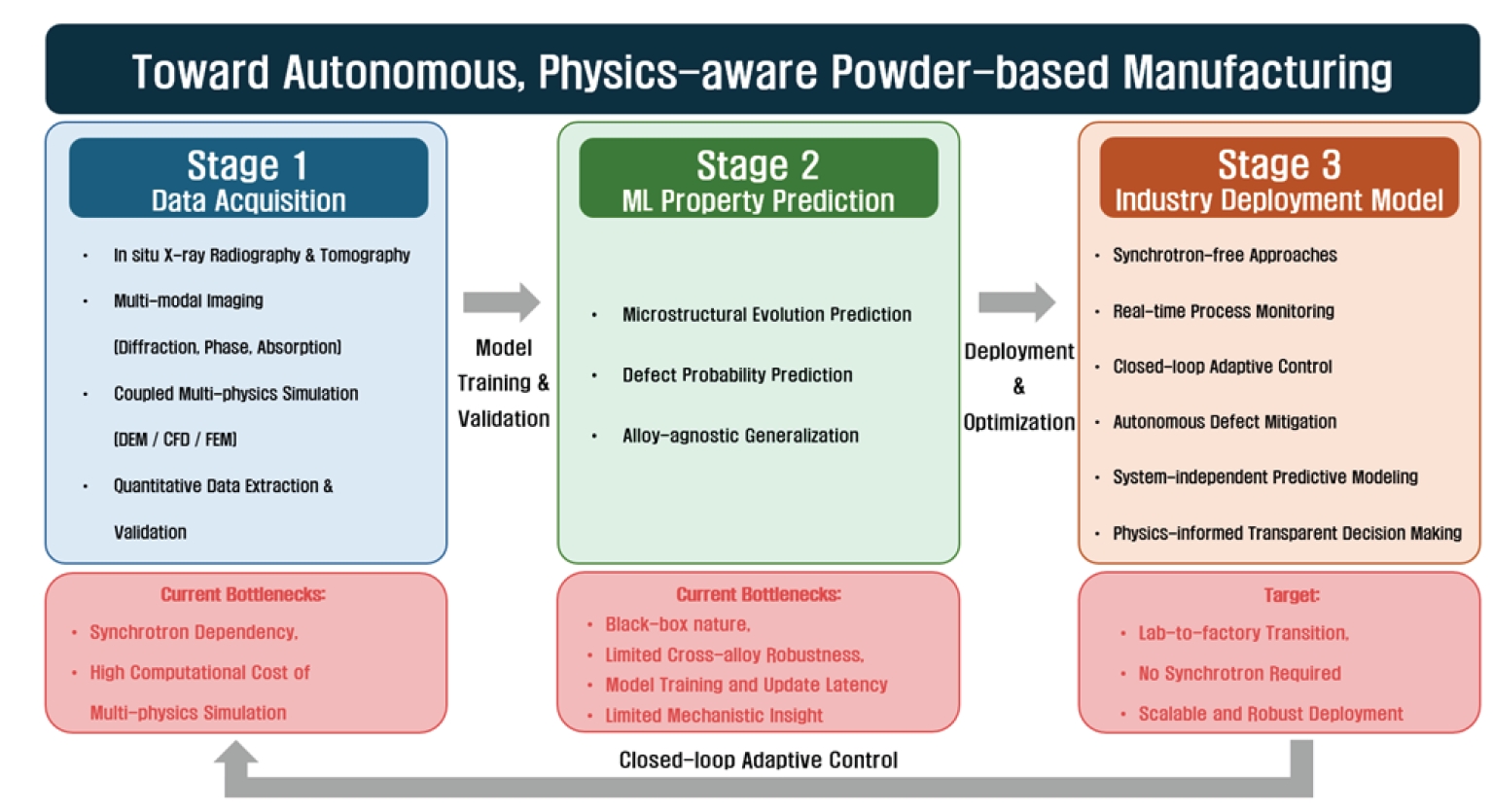










Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Fig. 7.
Fig. 8.
Fig. 9.
Graphical abstract
| Characteristics | Solid-State Powder Sintering | Laser Powder Bed Fusion |
|---|---|---|
| X-ray imaging technique | 3D microtomography | 2D high-speed radiography |
| Temporal resolution | Seconds to minutes per volume | Typically, 10-100 μs |
| Dominant observable phenomena | Neck growth, pore evolution | Melt pool dynamics, keyholing |
| Data reconstruction | Required | Not required (projection images) |
| Characteristic process timescale | Minutes to hours | Microseconds to milliseconds |
| References | [9-12], [23-30] | [13-15], [32-39] |
Note: Spatial resolution is primarily determined by detector optics and experimental configuration rather than process type (typically ∼0.5-5 μm).
Table 1.
TOP
