
Search
- Page Path
- HOME > Search
- [English]
- Effect of Compositional Trade-off Between Cr and Mo on the Corrosion Resistance of Additively Manufactured Co-Cr-Fe-Ni-Mo High-Entropy Alloys
- Jeongmin Lee, Yeonghwan Song, Jae Hyuk Lee, Sung-Jae Jo, Minho Shin, Hyunbin Lim, Soon-Jik Hong, Soo-Hyun Joo
- J Powder Mater. 2026;33(2):137-144. Published online April 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00087
- 1,103 View
- 26 Download
-
 Abstract
Abstract
 PDF
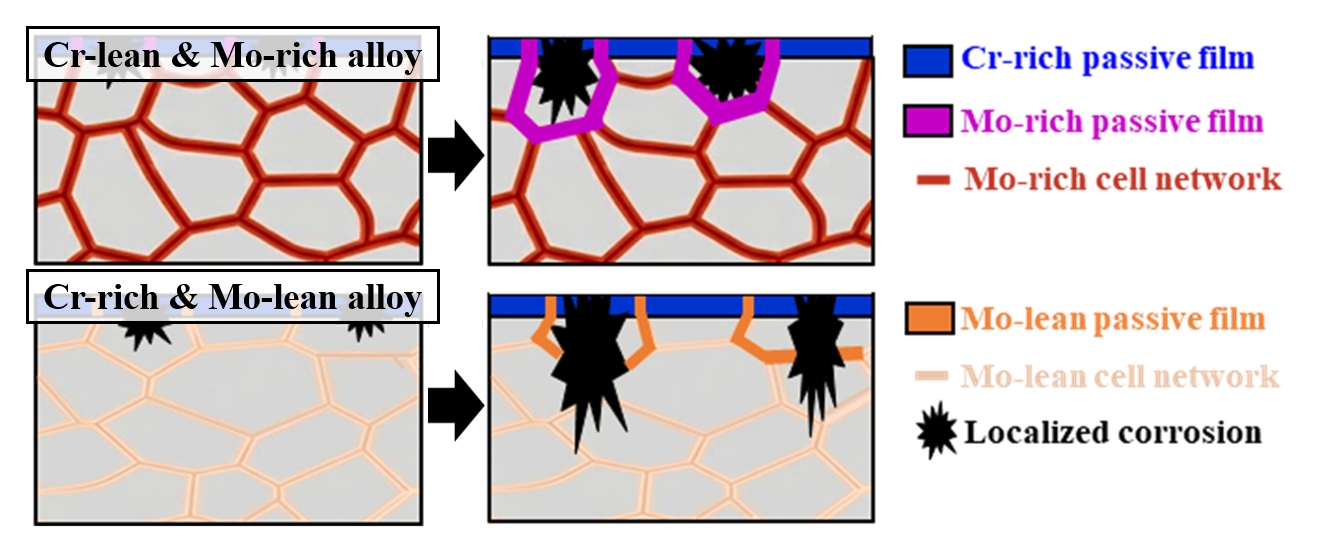
PDF - In this study, the corrosion behavior of Co-Cr-Fe-Ni-Mo high-entropy alloys additively manufactured via direct energy deposition was investigated according to the compositional trade-off between Cr and Mo elements. Two distinct alloy compositions were fabricated by adjusting the feeding rate of two powders with different chemical compositions through a dual nozzle. Electrochemical testing in a 3.5 wt% NaCl solution revealed that the Cr-rich and Mo-lean alloy exhibited inferior corrosion resistance compared to the Cr-lean and Mo-rich alloy. Specifically, the corrosion potential of the Cr-rich and Mo-lean alloy shifted negatively by approximately 200 mV compared to the Cr-lean and Mo-rich alloy, accompanied by an increase in corrosion current density and the pronounced initiation of localized pitting. This deterioration is attributed to a lack of passivation caused by the small amount of Mo in the Cr-rich and Mo-lean alloy. The passive film of the Cr-lean and Mo-rich alloy was more robust, characterized by a higher concentration of Mo, which effectively inhibited pit propagation through repassivation. These findings demonstrate that maintaining a critical Cr-Mo balance is more vital for the electrochemical stability of additively manufactured high-entropy alloys than unilateral Cr enrichment.
- [Korean]
- Microstructural Effects on the Mechanical Properties of Ti-6Al-4V Fabricated by Direct Energy Deposition
- Juho Kim, Seoyeon Jeon, Hwajin Park, Taeyoel Kim, Hyunjoo Choi
- J Powder Mater. 2024;31(4):302-307. Published online August 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00157
- 2,357 View
- 44 Download
- 3 Citations
-
Abstract
PDF
- This study explored the process-structure-property (PSP) relationships in Ti-6Al-4V alloys fabricated through direct energy deposition (DED) additive manufacturing. A systematic investigation was conducted to clarify how process variables—specifically, manipulating the cooling rate and energy input by adjusting the laser power and scan speed during the DED process—influenced the phase fractions, pore structures, and the resultant mechanical properties of the samples under various processing conditions. Significant links were found between the controlled process parameters and the structural and mechanical characteristics of the produced alloys. The findings of this research provide foundational knowledge that will drive the development of more effective and precise control strategies in additive manufacturing, thereby improving the performance and reliability of produced materials. This, in turn, promises to make significant contributions to both the advancement of additive manufacturing technologies and their applications in critical sectors.
-
Citations
Citations to this article as recorded by
- Microstructural and tribological performance of Ti6Al4V alloy modified by laser surface texturing
Bryan Ivan Quintanar-Abarca, Dulce Viridiana Melo-Máximo, Lizbeth Melo-Máximo, Esmeralda Uribe-Lam, Erika García-López
Journal of Materials Science.2026; 61(2): 1309. CrossRef - Recent Advances in Process Parameter Effects on Microstructure, and Mechanical Properties in Directed Energy Deposition: A Review
Milad Ala, Weiwei Liu
Archives of Computational Methods in Engineering.2026;[Epub] CrossRef - Development of Aluminum Alloys for Additive Manufacturing Using Machine Learning
Sungbin An, Juyeon Han, Seoyeon Jeon, Dowon Kim, Jae Bok Seol, Hyunjoo Choi
Journal of Powder Materials.2025; 32(3): 202. CrossRef
- Microstructural and tribological performance of Ti6Al4V alloy modified by laser surface texturing
- [Korean]
- Manufacturing of Fe-Mn-Al-C Based Low Mn Lightweight Steel Via Direct Energy Deposition
- Kwang Kyu Ko, Han Sol Son, Cha Hee Jung, Hyo Ju Bae, Eun Hye Park, Jung Gi Kim, Hyunjoo Choi, Jae Bok Seol
- J Powder Mater. 2022;29(4):320-324. Published online August 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.4.320
- 1,814 View
- 41 Download
- 1 Citations
-
Abstract
PDF
Lightweight steel is a crucial material that is being actively studied because of increased carbon emissions, tightening regulations regarding fuel efficiency, and the emergence of UAM, all of which have been recently labeled as global issues. Hence, new strategies concerning the thickness and size reduction of steel are required. In this study, we manufacture lightweight steel of the Fe-Mn-Al-C system, which has been recently studied using the DED process. By using 2.8 wt.% low-Mn lightweight steel, we attempt to solve the challenge of joining steel parts with a large amount of Mn. Among the various process variables, the laser scan power is set at 600 and 800W, and the laser scan speed is fixed at 16.67 mm/s before the experiments. Several pores and cracks are observed under both conditions, and negligibly small pores of approximately 0.5 μm are observed.
-
Citations
Citations to this article as recorded by- A review on low-density steels: effect of processing techniques and parameters on microstructure, and mechanical properties
Olatunde Johnson Lawal, Peter Apata Olubambi, Desmond Klenam, Michael Bodunrin, Senzeni Sipho Lephuthing
Manufacturing Review.2026; 13: 8. CrossRef
- A review on low-density steels: effect of processing techniques and parameters on microstructure, and mechanical properties
- [Korean]
- Evaluation of Microstructures and Mechanical Properties in Functionally Graded Materials (STS 316L and Low Alloy Steel) Produced by DED Processes
- G. Shin, W. Choo, J. H. Yoon, S. Y. Yang, J. H. Kim
- J Powder Mater. 2022;29(4):309-313. Published online August 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.4.309
- 1,110 View
- 11 Download
-
Abstract
PDF
In this study, additive manufacturing of a functionally graded material (FGM) as an alternative to joining dissimilar metals is investigated using directed energy deposition (DED). FGM consists of five different layers, which are mixtures of austenitic stainless steel (type 316 L) and low-alloy steel (LAS, ferritic steel) at ratios of 100:0 (A layer), 75:25 (B layer), 50:50 (C layer), 25:75 (D layer), and 0:100 (E layer), respectively, in each deposition layer. The FGM samples are successfully fabricated without cracks or delamination using the DED method, and specimens are characterized using optical and scanning electron microscopy to monitor their microstructures. In layers C and D of the sample, the tensile strength is determined to be very high owing to the formation of ferrite and martensite structures. However, the elongation is high in layers A and B, which contain a large fraction of austenite.
- [Korean]
- Joint Interface Observation of V and 17-4PH Stainless Steel Dissimilar Materials Manufactured by Direct Energy Deposition
- Se-Hwan Lee, Hobeom Kim, Jeoung Han Kim
- J Powder Mater. 2022;29(1):8-13. Published online February 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.1.8

- 868 View
- 6 Download
-
Abstract
PDF
In this study, we have prepared a Ti-6Al-4V/V/17-4 PH composite structure via a direct energy deposition process, and analyzed the interfaces using scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The joint interfaces comprise two zones, one being a mixed zone in which V and 17-4PH are partially mixed and another being a fusion zone in the 17-4PH region which consists of Fe+FeV. It is observed that the power of the laser used in the deposition process affects the thickness of the mixed zone. When a 210 W laser is used, the thickness of the mixed zone is wider than that obtained using a 150 W laser, and the interface resembles a serrated shape. Moreover, irrespective of the laser power used, the expected σ phase is found to be absent in the V/17-4 PH stainless steel joint; however, many VN precipitates are observed.
 First
First Prev
Prev

TOP
