
Search
- Page Path
- HOME > Search
- [Korean]
- Friction Stir Spot Welding Characteristics of Dissimilar Materials of Aluminum-Based Damping Composites and Steel Plates
- Si-Seon Park, Young-Keun Jeong
- J Powder Mater. 2025;32(1):43-49. Published online February 28, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00010
- 1,185 View
- 10 Download
-
 Abstract
Abstract
 PDF
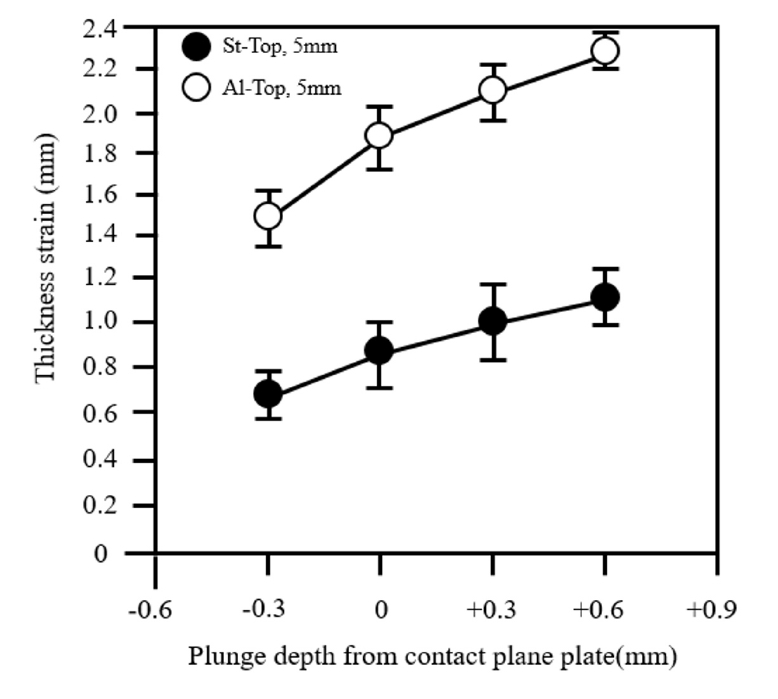
PDF - Friction Stir Spot Welding (FSSW) is a solid-state welding technology that is rapidly growing in the automotive industry. Achieving superior welding characteristics requires the proper selection of tool geometry and process conditions. In this study, FSSW was performed on dissimilar materials comprising AA5052-HO/hot-melt aluminum alloy sheets and Steel Plate Cold Rolled for Deep Drawing Use(SPCUD) steel sheets. The effects of tool geometry, plate arrangement, and tool plunge depth on the welding process were investigated. At the joint interface between the aluminum alloy and the steel sheet, new intermetallic compounds (IMCs) were observed. As the plunge depth increased, thicker and more continuous IMC layers were formed. However, excessive plunge depth led to discontinuous layers and cracking defects. An analysis of the IMCs revealed a correlation between the IMC thickness and the shear tensile load. Furthermore, compared to the conventional Al-Top arrangement, the St-Top arrangement exhibited reduced deformation and superior shear tensile load values. These findings indicate that plate arrangement significantly influences the mechanical properties of the joint.
- [Korean]
- Friction Welding of Casted SCM440 and Sintered F-05-140 Dissimilar Steels and Their Joint Properties under Various Welding Conditions
- Jisung Lee, Hansung Lee, Eunhyo Song, Byungmin Ahn
- J Powder Mater. 2024;31(5):414-421. Published online October 31, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00311
- 1,382 View
- 17 Download
-
Abstract
PDF
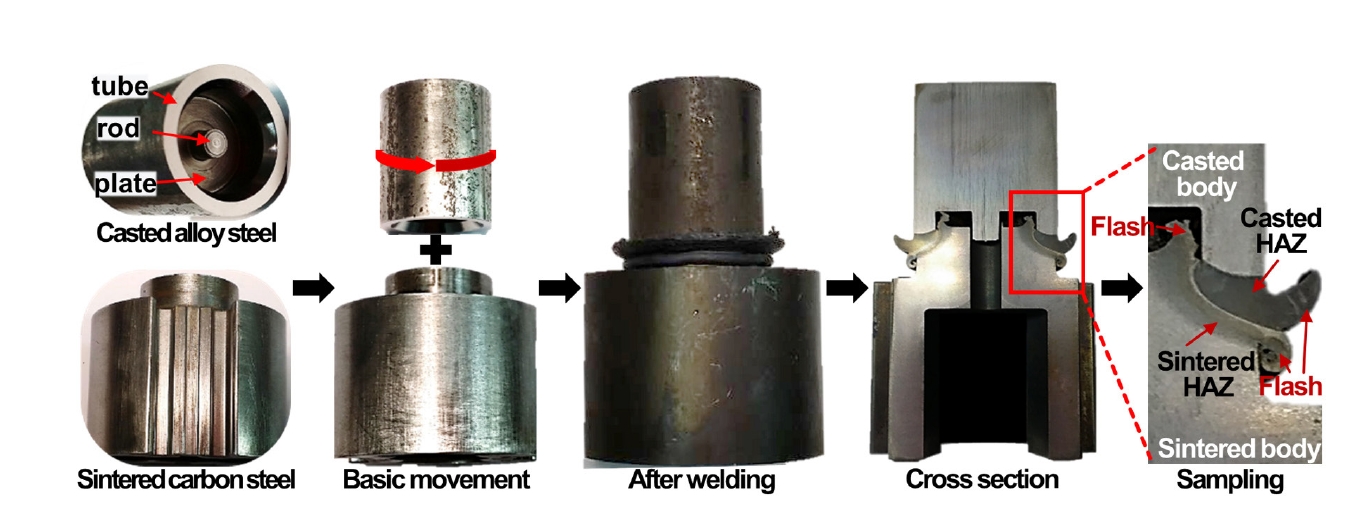
- Friction welding, which uses heat and plastic flow to join metals, is expanding across industries due to its ability to weld heterogeneous alloys and simple process. However, process research is essential for materials with complex geometries, and limited research has been conducted on friction welding between cast and sintered metals. This study analyzed the mechanical properties and microstructural evolution of the joint by controlling the rotational speed and friction pressure, which affect the removal of the heat-affected zone in friction welding of casted SCM440 and sintered F-05-140. Hardness mapping and microstructure observations with material transition were performed to investigate the correlation between phase behavior and welding conditions. These results are anticipated to reduce costs and improve the mechanical properties of key mobility components.
- [Korean]
- Controlling Particle Size of Recycled Copper Oxide Powder for Copper Thermite Welding Characteristics
- Hansung Lee, Minsu Kim, Byungmin Ahn
- J Powder Mater. 2023;30(4):332-338. Published online August 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.4.332
- 1,810 View
- 13 Download
- 1 Citations
-
Abstract
PDF
Thermite welding is an exceptional process that does not require additional energy supplies, resulting in welded joints that exhibit mechanical properties and conductivity equivalent to those of the parent materials. The global adoption of thermite welding is growing across various industries. However, in Korea, limited research is being conducted on the core technology of thermite welding. Currently, domestic production of thermite powder in Korea involves recycling copper oxide (CuO). Unfortunately, controlling the particle size of waste CuO poses challenges, leading to the unwanted formation of pores and cracks during thermite welding. In this study, we investigate the influence of powder particle size on thermite welding in the production of Cu-thermite powder using waste CuO. We conduct the ball milling process for 0.5–24 h using recycled CuO. The evolution of the powder shape and size is analyzed using particle size analysis and scanning electron microscopy (SEM). Furthermore, we examine the thermal reaction characteristics through differential scanning calorimetry. Additionally, the microstructures of the welded samples are observed using optical microscopy and SEM to evaluate the impact of powder particle size on weldability. Lastly, hardness measurements are performed to assess the strengths of the welded materials.
-
Citations
Citations to this article as recorded by
- Friction Welding of Casted SCM440 and Sintered F-05-140 Dissimilar Steels and Their Joint Properties under Various Welding Conditions
Jisung Lee, Hansung Lee, Eunhyo Song, Byungmin Ahn
Journal of Powder Materials.2024; 31(5): 414. CrossRef
- Friction Welding of Casted SCM440 and Sintered F-05-140 Dissimilar Steels and Their Joint Properties under Various Welding Conditions
- [Korean]
- Joint Properties of Stainless Steel and Titanium Alloys Additive Manufactured on Medium Entropy Alloys
- Chan Woong Park, Nana Kwabena Adomako, Min Gyu Lee, Jeoung Han Kim
- J Korean Powder Metall Inst. 2019;26(4):319-326. Published online August 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.4.319
- 1,000 View
- 5 Download
-
Abstract
PDF
Additive manufacturing (AM) is a highly innovative method for joining dissimilar materials for industrial applications. In the present work, AM of STS630 and Ti-6Al-4V powder alloys on medium entropy alloys (MEAs) NiCrCo and NiCrCoMn is studied. The STS630 and Ti64 powders are deposited on the MEAs. Joint delamination and cracks are observed after the deposition of Ti64 on the MEAs, whereas the deposition of STS630 on the MEAs is successful, without any cracks and joint delamination. The microstructure around the fusion zone interface is characterized by scanning electron microscopy and X-ray diffraction. Intermetallic compounds are formed at the interfacial regions of MEA-Ti64 samples. In addition, Vicker’s hardness value increased dramatically at the joint interface between MEAs and Ti-6Al-4V compared to that between MEAs and STS630. This result is attributed to the brittle nature of the joint, which can lead to a decrease in the joint strength.
- [Korean]
- Microstructure and Characterization of Overlay Welding Layer using Fe-based Composite Powders
- Hong Min, Jong-Jae Lee, Jin Kyu Lee
- J Korean Powder Metall Inst. 2019;26(3):214-219. Published online June 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.3.214
- 1,018 View
- 4 Download
-
Abstract
PDF
In this study, the microstructure and characterization of an overlay welding layer using Fe-based composite powders are reported. The effects of the number of passes and composition of powders on the microstructure and mechanical properties are investigated in detail. The welding wire and powders are deposited twice on a stainless-steel rod using a laser overlay welding process. The microstructure and structural characterization are performed by scanning electron microscopy and X-ray diffraction. The mechanical properties of the first and second overlay layers are analyzed through the micro-Vickers-hardness tester and abrasion wear tester. In the second overlay layer, the hardness and specific wear are approximately 840 Hv and 2.0 × 10−5 mm3/Nm, respectively. It is suggested that the increase of the volume fractions of (Cr,Fe)7C3 and NbC phases in the second welding layer enhances the hardness and wear resistance.
- [Korean]
- Investigation for Microstructure and Hardness of Welded Zone of Cu-Ni Alloy using W92-Ni-Fe Sintering Tool
- Tae-Jin Yoon, Sang-Won Park, Myung-Chang Kang, Joong-Suk Noh, Sung-Wook Chung, Chung-Yun Kang
- J Korean Powder Metall Inst. 2015;22(3):181-186. Published online June 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.3.181
- 1,064 View
- 2 Download
-
Abstract
PDF
In this study, the effect of the friction stir welding (FSW) was compared with that of the gas tungsten arc welding (GTAW) on the microstructure and microhardness of Cu-Ni alloy weldment. The weldment of 10 mm thickness was fabricated by FSW and GTAW, respectively. Both weldments were compared with each other by optical microstructure, microhardness test and grain size measurement. Results of this study suggest that the microhardness decreased from the base metal (BM) to the heat affected zone (HAZ) and increased at fusion zone (FZ) of GTAW and stir zone (SZ) of FSW. the minimum Hv value of both weldment was obtained at HAZ, respectively, which represents the softening zone, whereas Hv value of FSW weldment was little higher than that of GTAW weldment. These phenomena can be explained by the grain size difference between HAZs of each weldment. Grain size was increased at the HAZ during FSW and GTAW. Because FSW is a solid-state joining process obtaining the lower heat-input generated by rotating shoulder than heat generated in the arc of GTAW.
 First
First Prev
Prev

TOP
