
Articles
- Page Path
- HOME > J Powder Mater > Volume 31(1); 2024 > Article
-
General Article
- Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
- Gargi Roya, Raj Narayan Hajraa, Woo Hyeok Kima, Jongwon Leea, Sangwoo Kimb, Jeoung Han Kima,*
-
Journal of Powder Materials 2024;31(1):1-7.
DOI: https://doi.org/10.4150/KPMI.2024.31.1.1
Published online: February 28, 2024
aDepartment of Materials Science & Engineering, Hanbat National University, Daejeon 34158, Republic of Korea
bDepartment of Materials Processing, Korea Institute of Materials Science, Changwon 51508, Republic of Korea
- *Corresponding Author: Jeoung Han Kim, TEL: +82-42-821-1240, FAX: +82-42-821-1592, E-mail: jh.kim@hanbat.ac.kr
- - G. Roy, R. N. Hajra: 연구원, W. H. Kim: 학생, J. W. Lee, J. H. Kim: 교수, S. Kim: 책임연구원
• Received: December 8, 2023 • Revised: January 10, 2024 • Accepted: January 19, 2024
© 2024 The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 8,471 Views
- 150 Download
- 9 Crossref
Abstract
- This study explores the profound impact of varying oxygen content on microstructural and mechanical properties in specimens HO and LO. The higher oxygen concentration in specimen HO is found to significantly influence alpha lath sizes, resulting in a size of 0.5-1 μm, contrasting with the 1-1.5 μm size observed in specimen LO. Pore fraction, governed by oxygen concentration, is high in specimen HO, registering a value of 0.11%, whereas specimen LO exhibits a lower pore fraction (0.02%). Varied pore types in each specimen further underscore the role of oxygen concentration in shaping microstructural morphology. Despite these microstructural variations, the average hardness remains consistent at ~370 HV. This study emphasizes the pivotal role of oxygen content in influencing microstructural features, contributing to a comprehensive understanding of the intricate interplay between elemental composition and material properties.
- The Ti-6Al-4V alloy showcases a captivating combination of attributes: lightweight yet robust strength, low density, heightened fracture toughness, remarkable corrosion resistance makes it suitable for the applications in jet engines, gas turbines, and aircraft components [1, 2]. Over the course of five decades, its significance has grown beyond aerospace, encompassing diverse fields like maritime, automotive, energy, chemical, and biomedical industries [1-4]. However, the fervor for Ti-6Al-4V has been met with challenges. Its inadequate thermal conductivity, susceptibility to strain hardening, and reactivity with oxygen complicate its production [5-11]. Conventional techniques-forging, casting, rolling bulk materials, succeeded by machining-result in wastage, escalated costs, and extended timelines. The advantages of Additive Manufacturing (AM) over traditional methodologies lies in its capacity to shape intricate components directly from raw materials, bypassing extrusion, forging, casting, and secondary machining [2, 12]. This approach minimizes costs through waste reduction. The versatility of materials and potential powder reuse in AM further heighten cost-efficiency [12, 13]. The interaction between lasers and feedstock powders within AM generates molten pools, where rapid melting and solidification occur [14]. Distinct temperature gradients and cooling rates stem from localized heat input and brief interaction periods, significantly influencing microstructures and residual stresses in the resulting AM-produced Ti-6Al-4V, ultimately governing its overall performance [2]. Opting for the appropriate powder and/or reutilizing raw materials emerges as a promising strategy to curtail production expenses for components necessitating high-purity powders like Ti-6Al-4V Grade 23. However, the recycling of powder may introduce certain drawbacks, giving rise to issues such as contamination, agglomerates, and the presence of oxidized particles [15]. The literature has documented chemical alterations in the powder, along with changes in morphology, particle size distribution, and flowability for Ti-6Al-4V [16, 17] as well as other alloy types [18, 19]. Due to titanium’s heightened reactivity with oxygen, there is a likelihood of oxygen contamination during powder recycling, a concern reported in various studies [16, 20]. It is worth reiterating that oxygen acts as an alpha stabilizer, potentially instigating microstructural changes with variations in concentration. Specifically, elevated oxygen content markedly diminishes fracture toughness [21], exerting a more adverse impact on this property compared to nitrogen [22]. Furthermore, this effect is discernible in tensile properties, contributing to increased yield and ultimate strength, with elongation showing no consistent impact [16] until the oxygen content surpasses a critical threshold [23]. Additionally, inherent defects originating from AM processes hold the potential to hinder mechanical properties. As a result, when evaluating AM as an alternative to traditional techniques, mechanical attributes take center stage in terms of service quality. In this present study, the focus revolves around comprehending the microstructure evolution of the Ti-6Al-4V alloy under Hot Isostatic Pressing (HIP) within the realm of Selective Laser Melting (SLM) 3D printing processes. The central objective is to establish meaningful connections between processing parameters and the evolution of microstructures, specifically within the context of additively manufactured Ti-6Al-4V.
1. Introduction
- The Ti-6Al-4V alloy was manufactured utilizing the Selective Laser Melting (SLM) technique, a cutting-edge additive manufacturing process.
- The characteristics of the Ti-6Al-4V powders employed in the fabrication process are outlined in Table 1, providing details on the composition of high oxygen (HO) and low oxygen (LO) samples.
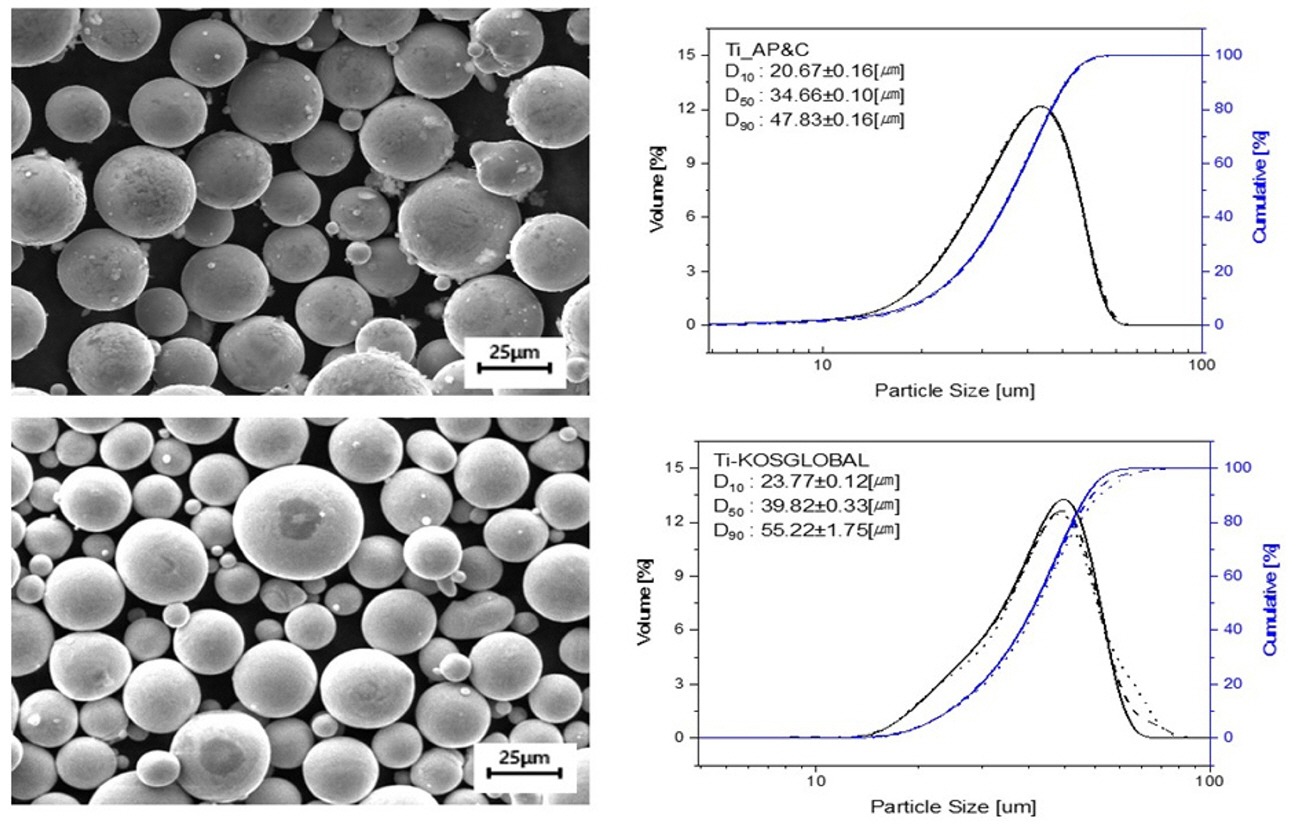
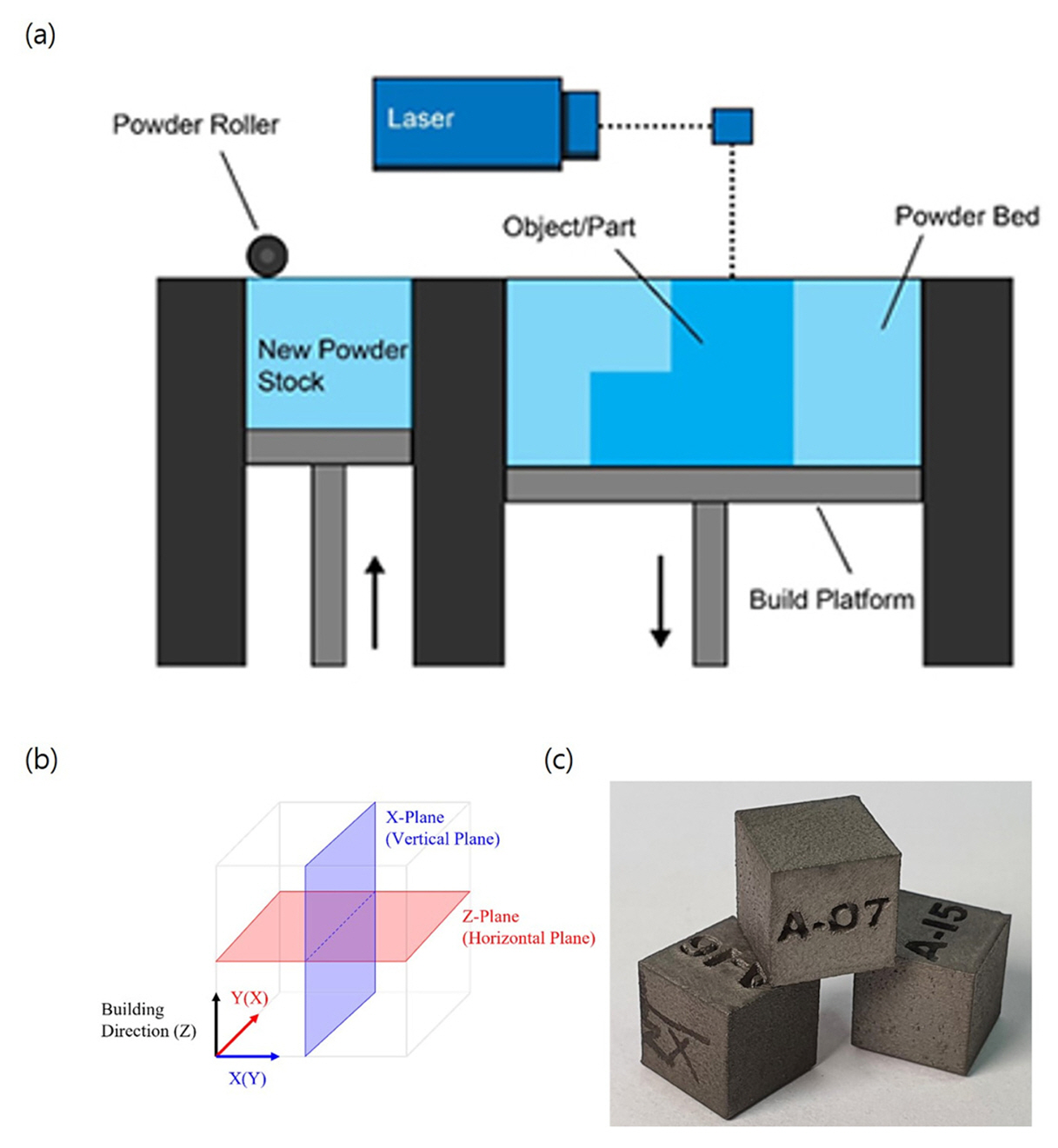
- The oxygen content in specimen HO was approximately 1000 ppm, while specimen LO exhibited a lower oxygen concentration of around 500 ppm. To ensure optimal manufacturing conditions, the SLM process was initiated after meticulous preparation of the Ti-6Al-4V alloy powder. The manufacturing machine was configured to maintain a clean chamber and precise alignment of components. The SEM microstructure and particle size distribution profiles for the two Ti-6Al-4V powders obtained from different suppliers, specifically from M/s. AP&C for sample HO and M/s. KOS GLOBAL for sample LO, are illustrated in Fig. 1. Notably, the average particle size for sample LO appeared relatively larger than that of sample HO. Details of the SLM process, including building direction and the fabricated specimens, are presented in Figure 2. Specific processing parameters such as laser power, scanning speed, layer thickness, and hatch spacing were thoughtfully chosen and documented in Table 2.
- The SLM fabrication parameters were set at a laser power of 370W, a scanning speed of 1700 mm/s, a hatch spacing of 90 m, and a layer thickness of 60 m. The 3D printing procedure involved importing a CAD model, configuring the build parameters, and initiating the layer-by-layer laser melting of the powder. In addition to the SLM process, the specimens underwent Hot Isostatic Pressing (HIP) under the specified conditions: a temperature of 920°C, a pressure of 100 MPa, and a duration of 2 hours, followed by furnace cooling. The hot isostatically pressed specimens, designated as HipHO and HipLO for high oxygen and low oxygen respectively, were further analyzed to understand the impact of this post-processing step on microstructure and mechanical properties. Subsequently, the manufactured part underwent a cooling and solidification process. Microstructural examination of the fabricated Ti-6Al-4V alloy specimens was conducted using optical microscopy (OM) and Field Emission– Scanning Electron Microscopy (FE-SEM) with HITACHI SU-5000 instruments. Electron backscatter diffraction analysis was carried out using a JEOL JSM-7100F analyzer operating at an accelerating voltage of 20 kV. Additionally, the Vickers hardness of the specimens was assessed using a Struers Duramin-100 instrument with a dwell time of 10 seconds and a load of 100 kgf.
2. Experimental Procedure:
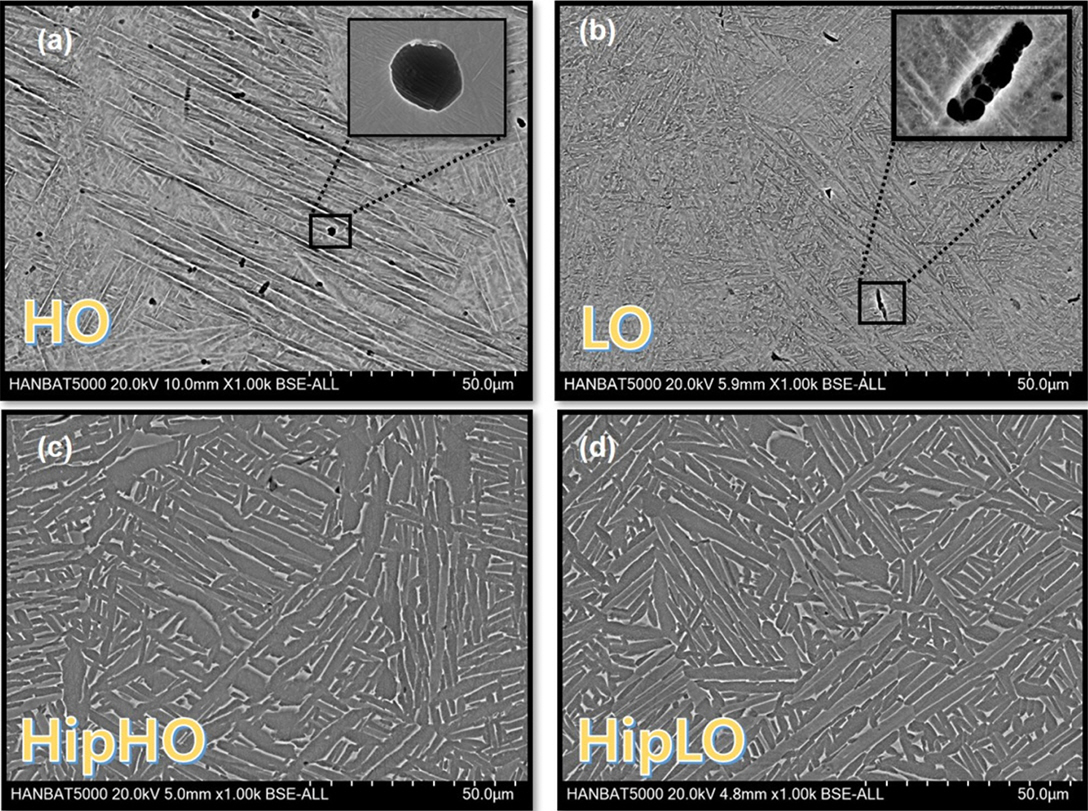
- The microstructure of HO, LO, HipHO and HipLO are shown in Fig. 3. The Acicular martensite morphology can be observed for both as-built specimen of HO & LO. The presence of beta phase within the martensite can be observed from the Fig. 2 (a & b).
- The alpha lath size of specimen HO is varied 0.5-1 μm whereas it is 1-1.5 μm for specimen LO. The lower alpha lath size for specimen HO is probably associated with the higher oxygen contain in specimen HO. The alpha lath size in as-built specimen HO is lower than specimen LO. The presence of pores can be observed for both as-built specimen of HO and LO. The pore size of specimen HO is relatively lower compare to Specimen LO. The maximum pore size for specimen HO and LO is ~ 10-15 and 20 μm respectively which reduced significantly after hipped processes to ~ 3-5 μm. The shape of the pore for specimen HO appears as spherical whereas elongated pore shape can be observed for specimen LO. The pore fraction for specimen HO is 0.11% whereas it is 0.02% for specimen LO. The higher pore fraction in specimen HO could also be because of presence of higher oxygen contain in specimen HO.
- The pore types for sample HO is observed as Key-hole type gas entrapped pore however, Sample LO is associated with mostly lack of fusion type pore. Key-hole pores are often attributed to the entrapment of gas within the melt pool during the laser melting process. The term “key-hole” refers to the shape of the void, which resembles a keyhole. The gas entrapped in the melt pool can create cavities during solidification, leading to the formation of these key-hole-shaped pores. Lack-of-fusion pores typically result from incomplete melting and bonding between adjacent powder particles during the additive manufacturing process. Inadequate energy input or rapid cooling can lead to insufficient fusion between successive layers, resulting in the formation of these lack-of-fusion pores. The average hardness of both as-built specimens are ~ 370 HV. After hipped processes, the hardness of both the specimens reduced to ~ 340 HV which could be because of three factors; (a) The hipping process involves subjecting the specimens to elevated temperatures and high pressure. This can induce an annealing effect, where the material undergoes recrystallization and grain growth; (b) The hipping process helps relieve residual stresses present in the as-built specimens. This stress relief can lead to a reduction in the hardness of the material; (c) The larger alpha lath size compares to as-built specimen reduced hardness, and the material becomes more ductile. Moreover, the increase of beta volume fraction in hipped microstructure could also be the reason of hardness reduction.
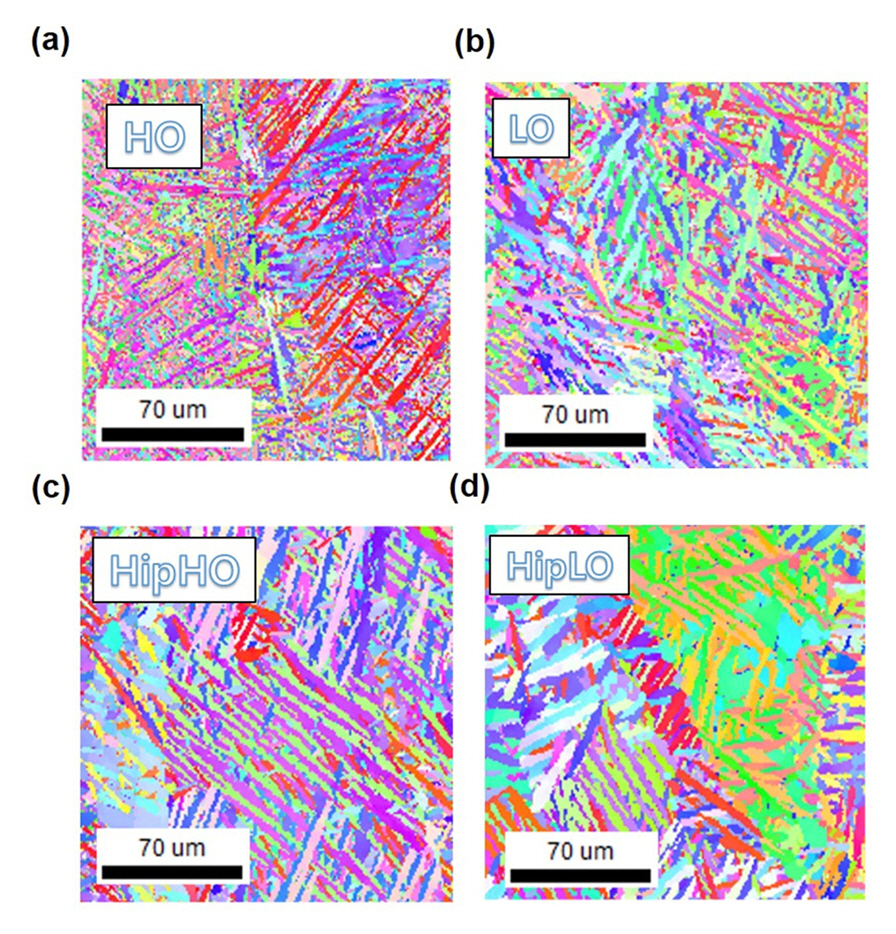
- The microstructure of hipped specimen of HipHO and HipLO are shown in Fig. 3(c & d). The pore fraction reduced drastically after hipped processes. The pore fraction is reduced to 0.03% for HipHO whereas it reduced to 0.01% for HipLO. The alpha lath size for HipHO and HipLO are 1.5 μm and 4 μm respectively. Therefore, the hipped processes increased the alpha lath size effectively. The EBSD outcomes for the four specimens are depicted in Figure 4(a-d). In each of the inverse pole figure mappings within Figure 4(a-d), the presence of beta grains is evident within the acicular martensite microstructure. Notably, the impact of the hot isostatic pressing (hipped) processes on the alpha lath can be discerned from the results displayed in Figure 4(c & d). The size of the prior beta grains was quantified using EBSD analysis. Notably, when comparing the prior beta grain sizes of the hipped specimens with the as-built specimen, a substantial increase to approximately 160 μm is noted, in contrast to the prior size of around 100 μm. The results of this study are listed in Table 3. Therefore, present study explores how oxygen content influences microstructure and mechanical properties in the context of 3D printing. By highlighting the effects of hipping on material properties, the study contributes insights into the post-processing phase and its potential role in achieving more consistent outcomes across diverse oxygen content scenarios.
3. Results
- 1. The comparison of alpha lath sizes between specimens HO and LO highlights the impact of elevated oxygen content. Specimen HO, with its higher oxygen content, exhibits smaller alpha lath sizes, ranging from 0.5-1 μm, in contrast to specimen LO, which features larger alpha laths spanning 1-1.5 μm.
- 2. The higher oxygen content in sample HO corresponds to a significantly higher pore fraction of 0.11%, whereas sample LO, with lower oxygen content, shows a substantially lower pore fraction of 0.02%.
- 3. The distinct types of poreskey-hole type in sample HA and lack-of-fusion type in sample LOwere observed.
- 4. The hardness of hipped specimen reduced to ~ 340 HV from the as-built hardness of 370 HV.
4. Conclusions
-
Acknowledgements
- This work was supported by the Fundamental Research Program of the Korea Institute of Materials Science (PNK9260, KIMS). This work was also supported by the Technology Innovation Program [grant number 20016092], Development of Ti-6Al-4V alloy plate with 100mm thickness by rolling process satisfying aerospace material specification, funded by the Ministry of Trade, Industry & Energy (MOTIE, Korea).
Fig. 1.The SEM microstructure and particle size distribution profile for two Ti-6Al-4V procured from two different company.
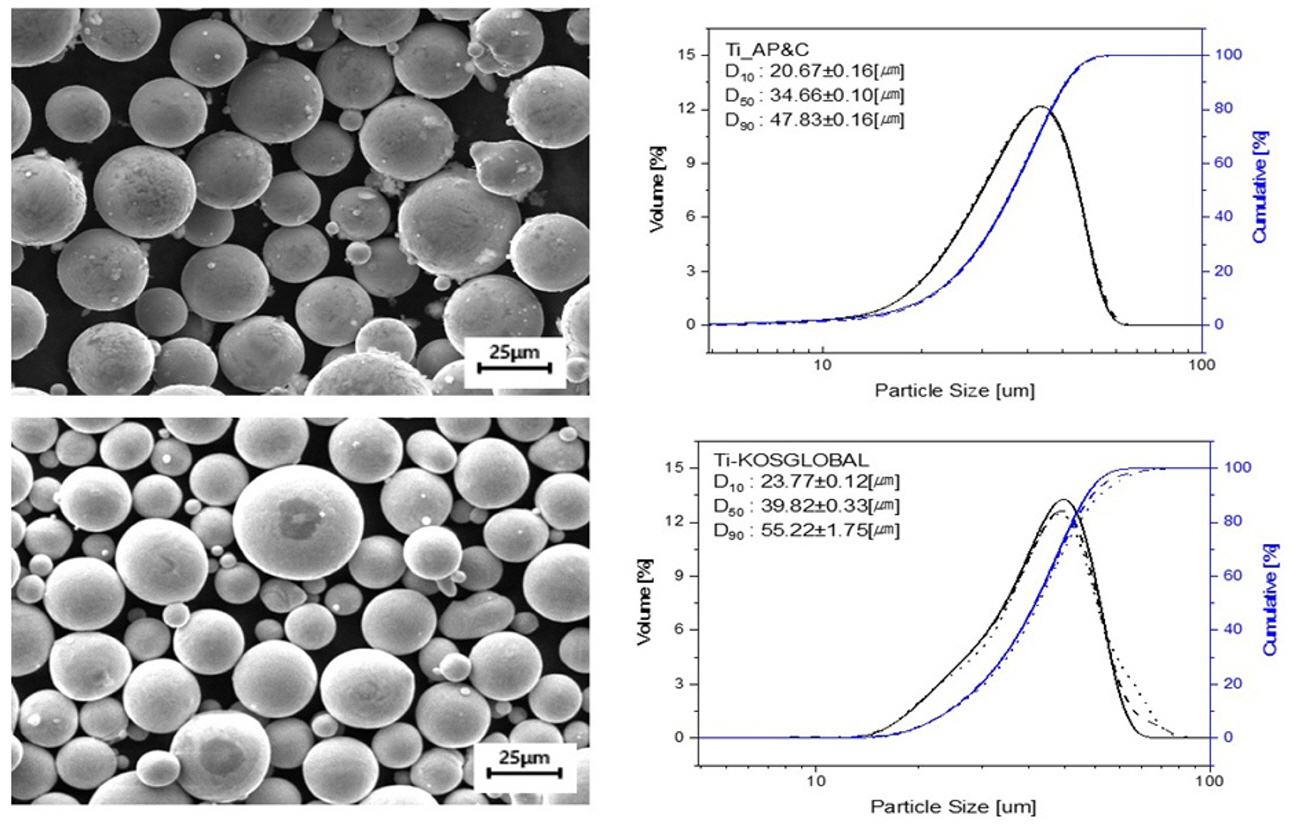
Fig. 2.(a) Schematic of SLM processes (b) The building direction of SLM processes (c) Macro image of fabricated specimen of Ti-6Al-4V.
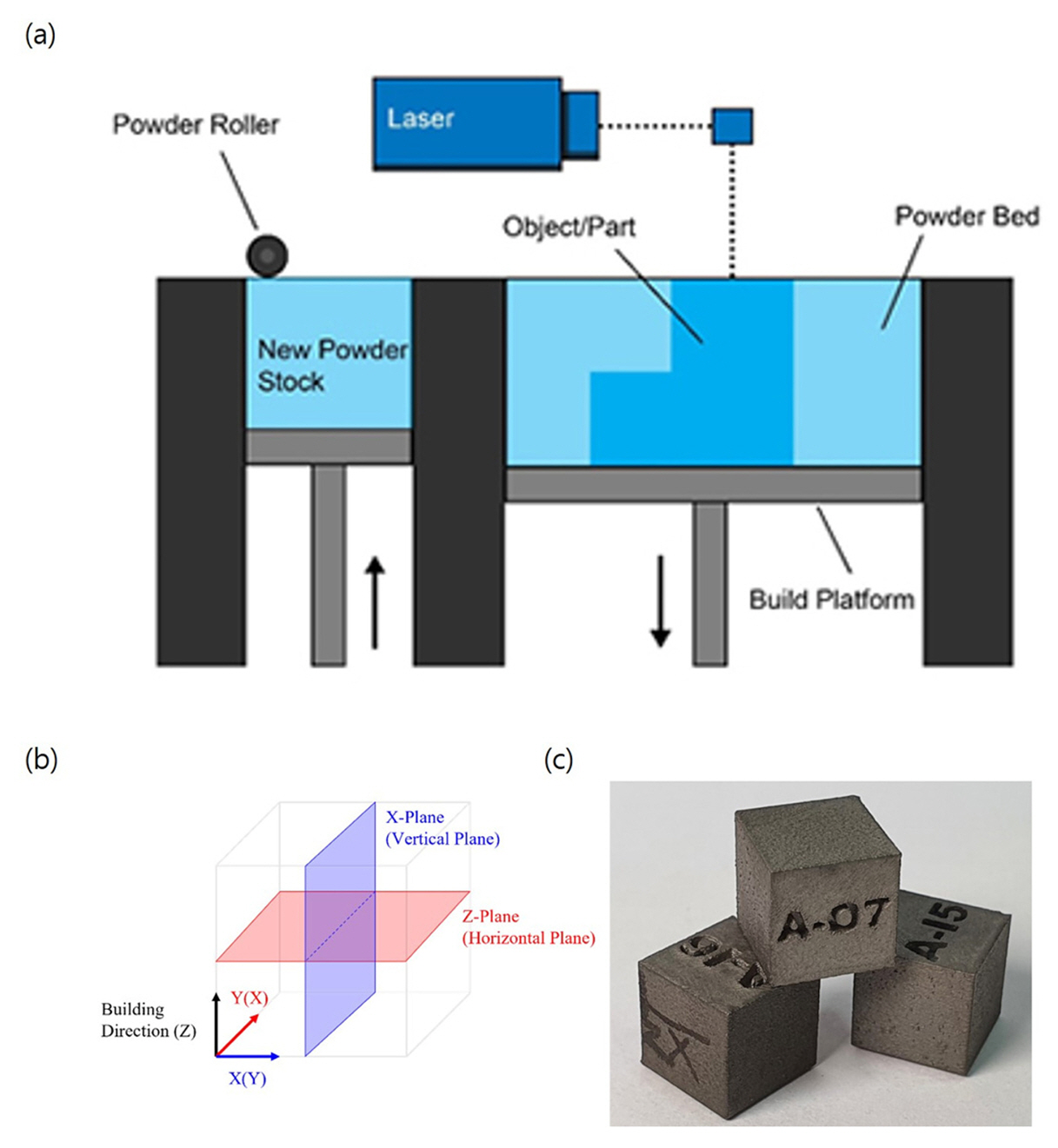
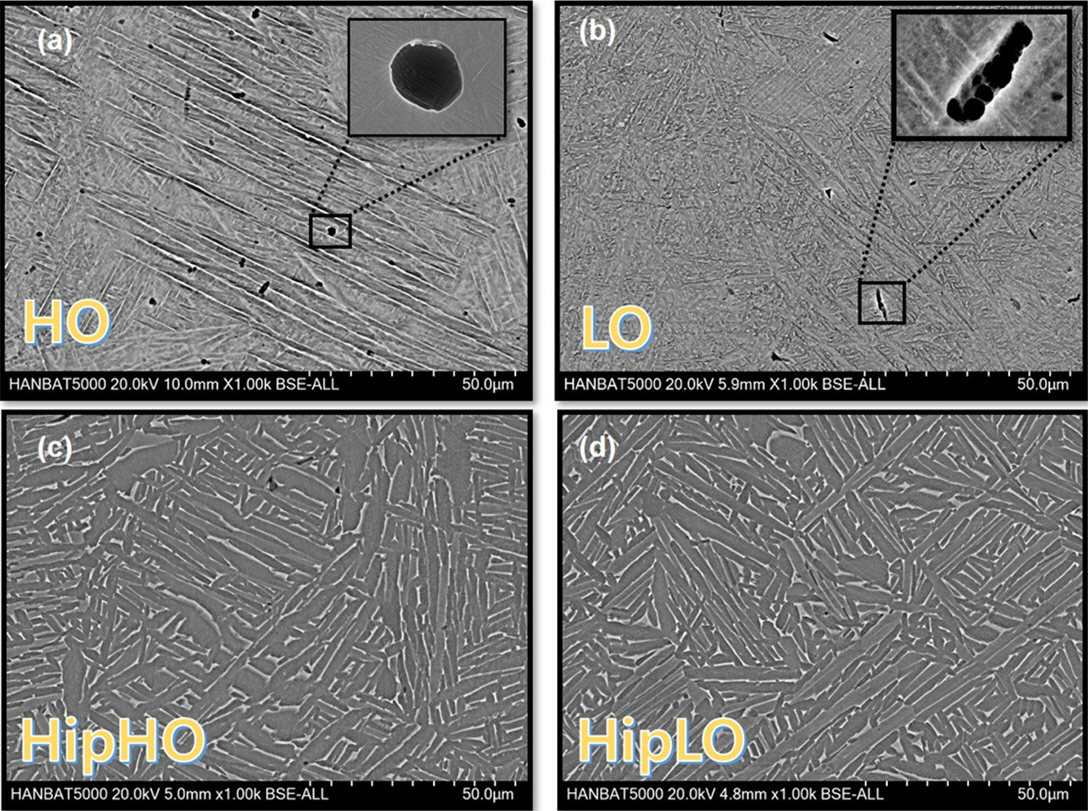
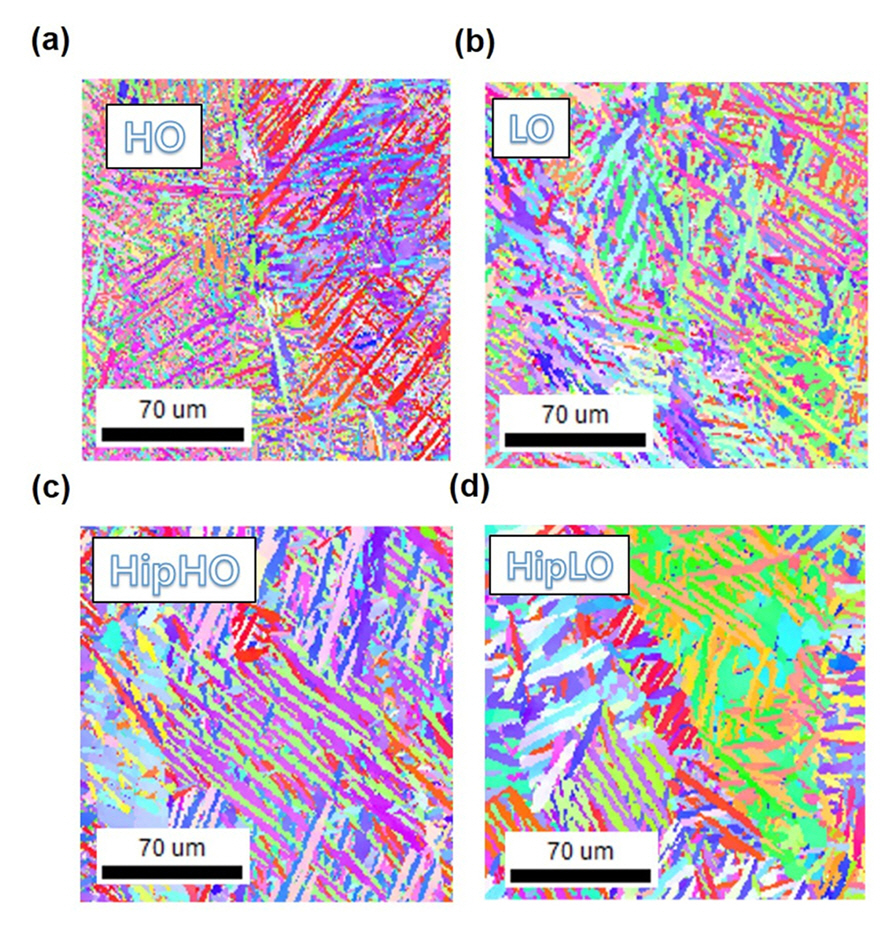
Table 1.The details of Ti-6Al-4V powder used for SLM fabrication
| Sample ID | Grade | Al | V | Fe | O | N |
|---|---|---|---|---|---|---|
| HO | 5 | 5.5-6.5 | 3.5-4.5 | 0.4 | 0.09 | 0.004 |
| LO | 23 | 5.5-6.5 | 3.5-4.5 | 0.25 | 0.05 | 0.001 |
Table 2.Selective parameters for SLM fabrication
| Method | Laser Power | Scan speed | Hatch spacing | Layer thickness |
|---|---|---|---|---|
| SLM | 370 W | 1700 mm/s | 90 μm | 60 μm |
Table 3.Results of present study
- 1. C. Cui, B. Hu, L. Zhao and S. Liu: Mater. Des., 32 (2011) 1684.Article
- 2. S. Liu and Y. C. Shin: Mater. Des., 164 (2019) 107552.Article
- 3. E. Uhlmann, R. Kersting, T. B. Klein, M. F. Cruz and A. V. Borille: Procedia CIRP., 35 (2015) 55.Article
- 4. N. A. Waterman and P. Dickens: World Class Design to Manufacture., 1 (1994) 27.Article
- 5. L. Parry, I. A. Ashcroft and R. D. Wildman: Addit. Manuf., 12 (2016) 1.Article
- 6. R. K. Gupta, V. A. Kumar, C. Mathew and G. S. Rao: Mater. Sci. Eng. A., 662 (2016) 537.Article
- 7. C. de Formanoir, A. Brulard, S. Vivès, G. Martin, F. Prima, S. Michotte, E. Rivière, A. Dolimont and S. Godet: Mater. Res. Lett., 5 (2017) 201.
- 8. A. V. S. R. Prasad, K. Ramji and G. L. Datta: Procedia Mater. Sci., 5 (2014) 2567.Article
- 9. H. Park, Y. W. Kim, S. Lee, K. T. Kim, J.-H. Yu, J. G. Kim and J. M. Park: J. Powder Mater., 30 (2023) 140.Article
- 10. T. Y. Kim, M. H. Kang, J. H. Kim, J. K. Hong, J. H. Yu and J. I. Lee: J. Powder Mater., 29 (2022) 99.Article
- 11. J.-Y. Kim, J. Woo, Y. Sohn, J. H. Kim and K.-A. Lee: J. Powder Mater., 30 (2023) 146.Article
- 12. C. Park, R. Hajra, S. Kim, S.-H. Lee and J. Kim: J. Mater. Res. Technol., 25 (2023) 172.
- 13. C. Park, R. Hajra, N. Adomako, W. Choo, S. Yang, S.-J. Seo and J. Kim: Mater. Lett., 337 (2023) 133936.
- 14. N. K. Adomako, J. J. Lewandowski, B. M. Arkhurst, H. Choi, H. J. Chang and J. H. Kim: Addit. Manuf., 59 (2022) 103174.Article
- 15. Standard Guide for Directed Energy Deposition of Metals, (n.d.). https://www.astm.org/f3187-16.html (accessed January 9, 2024)
- 16. H. Tang, M. Qian, N. Liu, X. Zhang, G. Yang and J. Wang: JOM., 67 (2015) 555.ArticlePDF
- 17. R. O’Leary, R. Setchi, P. Prickett, G. Hankins and N. Jones, An Investigation into the Recycling of Ti-6Al-4V Powder Used Within SLM to Improve Sustainability. (n.d.).
- 18. L. C. Ardila, F. Garciandia, J. B. González-Díaz, P. Álvarez, A. Echeverria, M. M. Petite, R. Deffley and J. Ochoa: Phys. Procedia., 56 (2014) 99.Article
- 19. G. Jacob, C. U. Brown, M. A. Donmez and S. S. Watson, Effects of powder recycling on stainless steel powder and built material properties in metal powder bed fusion processes, NIST, (2017).
- 20. P. Nandwana, W. Peter, R. Dehoff, L. Lowe, M. Kirka, F. Medina and S. Babu: Metall. Mater. Trans. B., 47 (2015) 754.ArticlePDF
- 21. W. A. Grell, E. Solis-Ramos, E. Clark, E. Lucon, E. J. Garboczi, P. K. Predecki, Z. Loftus and M. Kumosa: Addit. Manuf., 17 (2017) 123.Article
- 22. M. Peters, J. Hemptenmacher, J. Kumpfert and C. Leyens, Structure and Properties of Titanium and Titanium Alloys, in: Titanium and Titanium Alloys, John Wiley & Sons, Ltd, (2003) 1.
- 23. M. Yan, M.S. Dargusch, T. Ebel and M. Qian: Acta Mater., 68 (2014) 196.Article
References
Figure & Data
References
Citations
Citations to this article as recorded by 
- Additive manufacturing of Ti-6Al-4V based oxide dispersion strengthened alloy using in-situ oxide-dispersed powders and bound metal deposition
Woo Hyeok Kim, Raj Narayan Hajra, Hyung-Ki Park, Jung-Yeul Yun, Jeoung Han Kim
Journal of Alloys and Compounds.2026; 1050: 185574. CrossRef - Mechanical response and microstructural evolution of a composite joint fabricated by green laser dissimilar welding of VCoNi medium entropy alloy and 17-4PH stainless steel
Hadiseh Esmaeilpoor, Mahdi Aghaahmadi, Hyun Jong Yoo, Chan Woong Park, Tae Jin Jang, Seok Su Sohn, Jeoung Han Kim
Journal of Materials Science & Technology.2025; 213: 223. CrossRef - High-integrity diffusion bonding of laser powder bed fused, forged, and rolled Ti–6Al–4V alloys
Seoyeon Jeon, Hyunjong Ha, Dong Jun Lee, Hyeonil Park, Yong Nam Kwon, Hyunjoo Choi, Hyokyung Sung
Journal of Materials Research and Technology.2025; 35: 2108. CrossRef - Removal of Organic and Inorganic Contaminants from Titanium Turning Scrap via Alkali and Acid Two-Step Cleaning
Seong Min An, Raj Narayan Hajra, Chan Hee Park, Jin-Ho Yoon, Jinsung Rho, Chang-Min Yoon, Jeoung Han Kim
MATERIALS TRANSACTIONS.2025; 66(7): 855. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Obtaining functionally-graded metal-matrix materials Ti‒6Al‒4V + WC in the process of 3D printing by the method of additive plasma-arc deposition
V. Korzhyk, A. Grynyuk, O. Babych, O. Berdnikova, Ye. Illiashenko, O. Bushma
The Paton Welding Journal.2025; 2025(8): 29. CrossRef - Obtaining functionally-graded metal-matrix materials ti‒6al‒4v + wc by the method of additive plasma-arc deposition
V.M. Korzhyk, A.A. Grynyuk, O.A. Babych, O.M. Berdnikova, Ye.V. Illiashenko, O.I. Bushma
Avtomatičeskaâ svarka (Kiev).2025; 2025(5): 48. CrossRef - Comparative Review of the Microstructural and Mechanical Properties of Ti-6Al-4V Fabricated via Wrought and Powder Metallurgy Processes
Raj Narayan Hajra, Gargi Roy, An Seong Min, Hyunseok Lee, Jeoung Han Kim
Journal of Powder Materials.2024; 31(5): 365. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef
 ePub Link
ePub Link-
 Cite this Article
Cite this Article
- Cite this Article
-
- Close
- Download Citation
- Close
- Figure
-
- Related articles
-
- Microstructural Effects on the Mechanical Properties of Ti-6Al-4V Fabricated by Direct Energy Deposition
- Characterization of the Manufacturing Process and Mechanical Properties of CoCrFeMnNi High-Entropy Alloys via Metal Injection Molding and Hot Isostatic Pressing
- Microstructures and Mechanical Properties of Al-B4C Composites Fabricated by DED Process
- Microstructure and Mechanical Properties of CoCrFeMnNi-type High-entropy Alloy Fabricated by Selective Laser Melting: A Review
Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)




Fig. 1. The SEM microstructure and particle size distribution profile for two Ti-6Al-4V procured from two different company.
Fig. 2. (a) Schematic of SLM processes (b) The building direction of SLM processes (c) Macro image of fabricated specimen of Ti-6Al-4V.
Fig. 3. SEM microstructure of specimen (a) HO, (b) LO, (c) HipHO and (d) HipLO.
Fig. 4. EBSD microstructure of specimen (a) HO, (b) LO, (c) HipHO and (d) HipLO.
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
| Sample ID | Grade | Al | V | Fe | O | N |
|---|---|---|---|---|---|---|
| HO | 5 | 5.5-6.5 | 3.5-4.5 | 0.4 | 0.09 | 0.004 |
| LO | 23 | 5.5-6.5 | 3.5-4.5 | 0.25 | 0.05 | 0.001 |
| Method | Laser Power | Scan speed | Hatch spacing | Layer thickness |
|---|---|---|---|---|
| SLM | 370 W | 1700 mm/s | 90 μm | 60 μm |
| HO | LO | HipHO | HipLO | |
|---|---|---|---|---|
| Prior-beta (EBSD) | 160 μm | 100 μm | 160 μm | 180 μm |
| Alpha lath (SEM) | 0.5-1.0 μm | 1.5-2.5 μm | 1-1.5 μm | 2-4 μm |
| Pore fraction (SEM) | 0.11% | 0.02% | 0.03% | 0.01% |
| Pore type (SEM) | Key-hole | Lack-of-fusion | Very small | Very small |
| Maximum Pore size (SEM) | 10-15 μm | 20 μm | 3-5 μm | 3-5 μm |
| Hardness (HV) | 374 | 367 | 348 | 335 |
| c/a ratio | 1.59658 | 1.59614 | 1.59646 | 1.59596 |
Table 1. The details of Ti-6Al-4V powder used for SLM fabrication
Table 2. Selective parameters for SLM fabrication
Table 3. Results of present study
Table 1.
Table 2.
Table 3.
TOP
