
Articles
- Page Path
- HOME > J Powder Mater > Volume 31(2); 2024 > Article
-
Research Article
DED 적층 제조된 Stellite 6 조성합금의 열간등방압성형 후처리 - 서주원1,2,†, 고재현1,3,†, 천영범1, 김영도3, 장진성1, 강석훈1,*, 한흥남2
- Effect of Hot Isostatic Pressing on the Stellite 6 Alloy prepared by Directed Energy Deposition
- Joowon Suh1,2,†, Jae Hyeon Koh1,3,†, Young-Bum Chun1, Young Do Kim3, Jinsung Jang1, Suk Hoon Kang1,*, Heung Nam Han2
-
Journal of Powder Materials 2024;31(2):152-162.
DOI: https://doi.org/10.4150/jpm.2024.00066
Published online: April 30, 2024
1한국원자력연구원 재료안전기술연구부
2서울대학교 재료공학부
3한양대학교 신소재공학부
1Materials Safety Technology Development Division, Korea Atomic Energy Research Institute, Daejeon 34057, Republic of Korea
2Department of Materials Science and Engineering & Research Institute of Advanced Materials, Seoul National University, Seoul 08826, Republic of Korea
3Division of Materials Science and Engineering, Hanyang University, Seoul 04763, Republic of Korea
- *Corresponding Author: Suk Hoon Kang, TEL: +82-42-868-8644, E-mail: shkang77@kaeri.re.kr
- †These authors contributed equally to this work.
서주원: 학생, 고재현: 연구원, 천영범, 강석훈, 장진성: 책임연구원, 한흥남, 김영도: 교수
• Received: April 15, 2024 • Revised: April 23, 2024 • Accepted: April 24, 2024
© The Korean Powder Metallurgy & Materials Institute
- 2,519 Views
- 51 Download
- 1 Crossref
Abstract
- The directed energy deposited (DED) alloys show higher hardness values than the welded alloys due to the finer microstructure following the high cooling rate. However, defects such as microcracks, pores, and the residual stress are remained within the DED alloy. These defects deteriorate the wear behavior so post-processing such as heat treatment and hot isostatic pressing (HIP) are applied to DED alloys to reduce the defects. HIP was chosen in this study because the high pressure and temperature uniformly reduced the defects. The HIP is processed at 1150ºC under 100 MPa for 4 hours. After HIP, microcracks are disappeared and porosity is reduced by 86.9%. Carbides are spherodized due to the interdiffusion of Cr and C between the dendrite and interdendrite region. After HIP, the nanohardness (GPa) of carbides increased from 11.1 to 12, and the Co matrix decreased from 8.8 to 7.9. Vickers hardness (HV) decreased by 18.9 % after HIP. The dislocation density (10-2/m2) decreased from 7.34 to 0.34 and the residual stress (MPa) changed from tensile 79 to a compressive -246 by HIP. This study indicates that HIP is effective in reducing defects, and the HIP DED Stellite 6 exhibits a higher HV than welded Stellite 6.
- 온실가스 배출을 줄여 기후 변화를 늦추기 위한 방안으로 신재생 에너지의 발전 비율은 20년동안 국내에서 약 10%정도 증가하였다. 그렇지만 신재생 발전은 계절 및 기후, 시간대에 따라 발전량의 차이가 크기 때문에 전체 전력 수급에 불안정을 야기할 수 있다. 따라서 발전을 일정하게 유지하는 base load 방식으로 운용중인 원자력을 유동적인 발전 조절이 가능한 load-following 방식으로 전환해야 할 필요성이 증가하고 있다. 원자력 발전을 load-following 방식으로 발전하게 되면 빈번한 노심 출력 조정을 야기시키게 되어 핵분열을 제어하는 control rod와 이의 삽입과 인출 기능을 담당하는 latch arm 사이에 많은 마모와 손상을 야기할 수 있다[1]. 이는 원자로의 가동 중지를 야기할 수도 있는 위험성을 내포하기에 load-following 방식의 장수명 안정적 적용을 위해서는 latch arm 표면 위에 코팅되는 Stellite 6 합금의 내마모성 향상이 필요하다.
- 내마모성이 우수한 Co-based Stellite 6 합금 분말을 directed energy deposition (DED) 적층 제조 방법을 이용하여 제조할 경우 더욱 정밀한 공정 제어를 통하여 미세한 미세조직과 더 우수한 내마모 특성을 얻을 수 있을 것으로 기대된다[2-4].
- 그러나 DED 적층 제조에서의 빠른 냉각속도와 큰 온도구배로 인한 수축 및 잔류응력은 lack of fusion 및 기공, 미세 균열과 같은 결함들을 발생시킬 수 있다[4-7]. 이러한 결함들은 응력 집중 및 균열 개시점 역할을 하여 마모 저항성을 현저하게 떨어뜨릴 수 있다[8, 9]. 따라서 적층제조 이후 Hot isostatic pressing (HIP) 후처리 공정을 진행하면 내부의 잔류응력을 완화시키면서 내부의 결함들을 제거할 수 있다[6, 7].
- 본 연구에서는 DED 적층 제조된 Stellite 6 시편에 HIP 후처리를 적용하여 잔류응력과 전위밀도의 변화 및 내부 결함 제거, 그리고 미세조직과 경도에 끼치는 영향을 살펴보았다. 또한 HIP 중 내부 결함이 제거되는 매커니즘을 소성 유동(plastically flow)과 원자 확산(atomic diffusion)을 이용하여 규명하였다.
1. Introduction
- 2.1 샘플 준비
- Directed energy deposition (DED) 공정의 원료로서 Stellite 6 합금 조성의 분말이 gas atomization으로 제조되었으며 45~150 μm 크기의 구형 분말로 제어되었다. 적층제조의 기판으로서 STS 304L (50 × 70 × 20 mm3) 가 활용되었고 그 위에 Stellite 6 합금 시편을 총 10mm 높이로 적층 하였다. 본 실험에서 사용한 Stellite 6 분말 및 STS 304L 강의 조성을 Table 1에 나타내었다. DED 적층 제조 시 Stellite 6 합금 분말을 용융시키기 위한 열원은 600 W의 heat input 에너지를 갖는 Yb Fiber Laser을 사용했으며 layer 두께는 450 μm, 그리고 레이저 스캔 속도는 0.85 m/min로 진행되었다. DED 적층 제조 후 hot isostatic pressing (HIP) 후처리를 Ar 분위기에서 1150˚C 및 100MPa에서 4시간 동안 진행하였다[11].
- 2.2 미세조직 관찰
- DED 적층 제조된 as-printed 샘플의 cross section을 electric discharge machining으로 절단하여 얻은 후 SiC sandpaper와 diamond suspension을 사용하여 미세 연마를 수행하였다.
- DED 샘플의 HIP 전후 상 분석을 위하여 X-ray diffraction (XRD, SmartLab)을 수행하였으며 45 kV, 200 mA의 CuKα radiation을 활용하였다.
- Dendrite 영역과 interdendrite 영역을 구별하기 위하여 as-printed과 HIP 샘플을 Struers A2 전해액 (78ml perchloric acid, 90ml distilled water, 730ml ethanol, 100ml 2-butoxyethanol)을 활용하여 전해 에칭하였다. Optical microscope (OM) 및 scanning electron microscope (SEM, SU5000)을 통하여 미세조직을 관찰하였으며, energy dispersive X-ray spectroscopy (EDS, X-Max)를 사용하여 화학 성분을 분석하였다. 기공의 크기와 분율 및 석출물의 분율을 측정하기 위하여 OM과 SEM 이미지를 각각 30장씩 얻은 후 ImageJ (NIH) software을 이용하여 측정하였다.
- Single beam focused ion beam (FIB, FB-2100)을 사용하여 시편의 적층부로부터 transmission electron microscope (TEM) 샘플을 얻은 후, Ga에 의한 샘플의 데미지를 최소화하기 위하여 Nano mill (Model 1040)을 진행하였다. TEM (JEM 2100F; JEOL)을 통해 얻은 selected area electron diffraction (SAED) pattern은 Digital Micrograph (Gatan) software을 활용하여 분석하였다. Carbide의 성분 분석은 scanning-TEM(STEM)으로 이미지를 얻은 후, EDS (X-Max)를 사용하여 진행하였다. EDS 분석은 SEM과 TEM 모두 각 영역 별 5회씩 측정하였다.
- 결정립의 크기 및 성장 방향 분석을 위해 electron backscatter diffraction (EBSD, JSM-7200F)를 사용하였고, 얻은 데이터는 TSL OIM® data analysis software을 통해 분석하였다.
- 2.3 경도 특성 평가
- HIP가 DED Stellite 6 샘플의 경도 특성에 미치는 영향을 확인하기 위하여 ASTM E-384 표준 규격[12]에 맞추어 Vickers hardness (HM-122; Akashi) 압입 시험을 수행하였다. 샘플의 적층 표면에서부터 기판으로 1mm 간격으로 300gf 하중 및 15s dwell time 조건으로 10회씩 압입하였다.
- 2.4 잔류 응력 측정
- ASM handbook [13]을 참고하여 XRD를 이용한 sin2Ψ법을 통해 as-printed 샘플과 HIP 후처리 샘플의 잔류 응력을 측정하여 비교하였다. XRD 측정은 상분석 실험과 동일한 조건으로 진행되었다.
- 결정면에 대한 Bragg’s Law를 만족하는 회절 조건을 얻기 위하여 Fig. 1에 나타난대로 샘플을 Ψ축으로 회전시키며 특정 2theta에서 회절 각에 따른 면간거리(d)를 측정하여 변형을 구하였다.
- sin2Ψ와 2 theta에 대한 그래프를 구하면 선형적인 관계가 나오며, Eq (1)의 직선의 기울기(
- 이때 d0는 응력을 받지 않았을 때의 면간 거리이며, 75.02°의 peak을 가지는 (220) 결정면의 면간 거리 1.266Å을 이용하였다.
- Young’s modulus (E)과 poisson’s ratio (v)는 선행 연구를 참고하여 각각 230 GPa, 0.29의 값을 적용하였다[14, 15].
2. Experimental Procedure
- 3.1 미세조직
- Fig. 2에 hot isostatic pressing (HIP) 전 후 Stellite 6 샘플의 기공 및 미세 균열을 optical microscope (OM)을 이용하여 나타내었다. Fig. 2(a)에 보이는 결함들은 Fig. 2(b) HIP 이후에는 관찰되지 않았다. 각 샘플의 평균 기공 크기 및 분율은 OM 사진 상에서 측정하였으며 HIP 전에는 평균 직경이 59.1 μm, 분율은 0.23 %을 가지며 HIP 공정 후 평균 직경 35.1 μm, 기공 분율은 0.03 %를 보여주었다. 즉, HIP을 통하여 미세 균열은 소멸되고 평균 기공 크기는 40.6 %, 기공 분율은 86.9 % 감소시킨 것을 확인하였다. 이는 DED 적층 제조 시 빈번하게 발생되는 미소 결함들이 1100°C 정도의 높은 온도에서 일어나는 소성 유동[10]으로 인하여 제거되는데 기여한 것으로 판단된다.
- As-printed 샘플의 HIP 전후의 scanning electron microscope (SEM) 사진을 Fig. 3에 나타내었다. Fig. 3(a) HIP 이전에는 Co-rich solid solution matrix가 dendrite 조직으로 이루어진 응고조직을 보여주고 있다. Fig. 3(b) HIP 후에는 높은 압력과 온도로 인하여 Co-rich solid solution matrix가 dendrite 조직으로 존재하지 않은 것을 확인할 수 있다. 이는 HIP 공정 중 dendrite 조직과 interdendrite 조직 간의 상호 확산으로 인하여 interdendrite 조직의 carbide의 형태가 구형[16, 17]으로 변화하여 dendrite 조직이 거의 남아있지 않음을 보여준다.
- 또한 SEM 이미지를 이용하여 HIP 전후로 carbide의 평균 분율을 측정한 결과 각각 35.8 %과 17.5 %로 HIP 공정으로 carbide의 분율이 51.1 % 감소시켰음을 확인하였다. Stellite 6는 1572K에서 interdendrite 조직에 잔존한 liquid가 eutectic 반응에 의하여 α-Co와 M7C3 carbide를 생성하는데 이 interdendrite eutectic 조직이 높은 압력으로 인하여 깨지고 높은 온도로 인하여 M7C3 carbide에 더 많은 크롬 및 탄소가 확산하여 성장한다. 따라서 HIP 후 carbide의 분율은 감소하고 carbide의 크기가 커졌다고 볼 수 있다.
- Fig. 4. XRD 결과와 Table 2 SEM-energy dispersive X-ray spectroscopy (SEM-EDS) 결과를 통하여 HIP 전 후 샘플 모두 matrix는 face centered cubic α-Co phase를 가지며 secondary phase는 Cr-rich한 orthorhombic M7C3 carbide phase를 가짐을 알 수 있다.
- HIP 전후 샘플의 transmission electron microscope (TEM) 이미지를 Fig. 5에 나타내었다. Fig. 5(a, b)는 각각 HIP 전후 TEM bright-field 이미지이며 Fig. 5(c, e)는 HIP 전 matrix와 carbide의 selected area electron diffraction (SAED) 패턴을, Fig. 5(d, f)는 HIP 적용 후 SAED 패턴을 보여주고 있다. SAED 패턴 분석 결과 HIP 전후 샘플의 matrix phase는 face centered cubic 구조를 갖는 Co phase로, M7C3 carbide는 Cr-rich한 orthorhombic 구조의 M7C3 carbide로 판단되었다. Fig. 3(b)에서 HIP 후 carbide의 분율이 감소하였지만 Fig. 5(f)에서 HIP 후 carbide의 phase는 Fig. 5(e) as-printed 샘플의 carbide phase와 동일한 orthorhombic 구조인 것을 확인하였다.
- Fig. 5(e, f)의 carbide 회절 패턴에서 streak 형태의 패턴이 보여 TEM lamella 샘플에 이온 밀링을 수행한 후 Fig. 6, 7 high resolution TEM (HRTEM) 이미지를 확인하였다. Fig. 6(b)와 Fig. 7(b)의 HRTEM 이미지를 fast Fourier transformation한 Fig. 6(c), Fig. 7(c) FFT 이미지에서 streak 패턴은 같은 방향으로 반복되는 stacking fault (SF) [18, 19]에 수직하게 나타나 carbide 내부에 존재하는 SF로 인한 패턴으로 판단된다.
- Scanning TEM-EDS 분석 결과를 Table 3에 나타내었다. HIP 후 Co matrix에서 크롬 및 탄소 원소가 각각 9.6 %, 39.3 % 감소한 반면, carbide에서는 크롬 및 탄소 원소가 각각 9.9 %, 18.8 % 증가하는 경향성을 보였다. 이는 HIP 동안 높은 온도에서 크롬과 탄소의 역방향 확산(uphill diffusion) [20, 21]이 matrix에서 carbide로 일어난 것이라고 보인다.
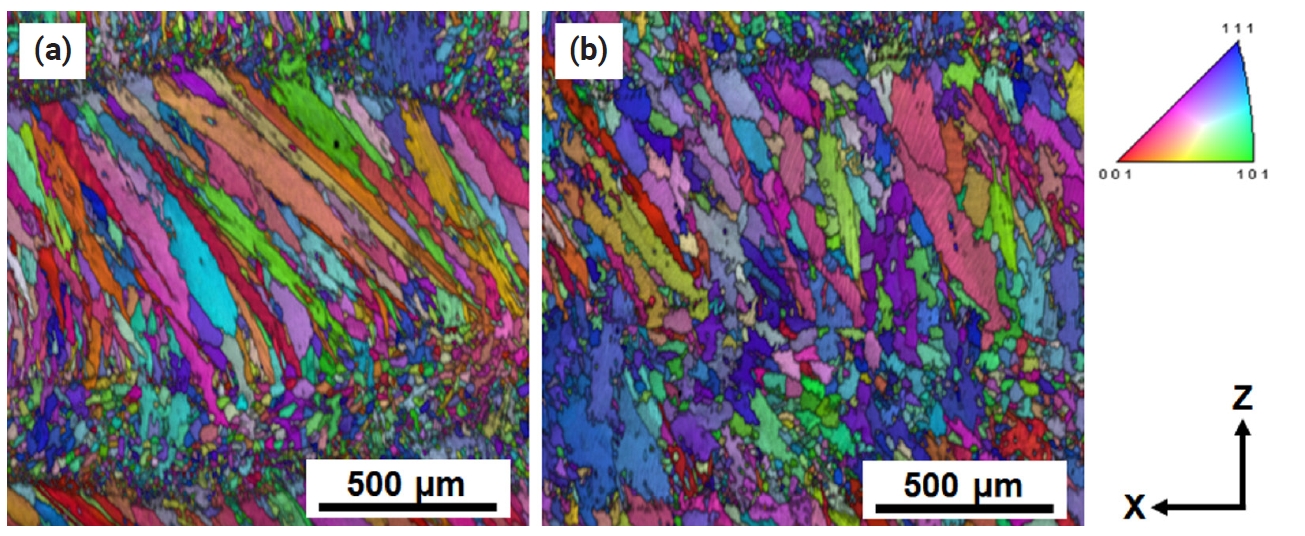
- Fig. 8, 9에서 electron backscatter diffraction (EBSD)를 이용하여 결정립의 형상 및 크기 분포를 측정한 결과를 나타낸다. Fig. 8(a)와 Fig. 8(b) EBSD inverse pole figure map을 비교하여 보면 HIP를 통한 재결정 현상으로 인하여 Fig. 8(b)에서 큰 columnar 결정립의 개수가 줄어들고 전체적으로 균일해진 결정립 크기를 가지게 된 것을 보여주며[22, 23], Fig. 9에서 평균 결정립 크기가 as-printed 85.6 μm에서 HIP 후 89.5 μm로 4.6 % 증가하였음을 알 수 있다.
- 3.2. 경도 평가
- Fig. 10은 as-printed sample의 HIP 전후 Vickers hardness (HV) 시험 결과를 나타낸 것이다. HIP 전에는 521.4 ± 14.9 HV0.3의 경도 값을 보여주는데 비하여 HIP 후에는 422.9 ± 4.4 HV0.3로 18.9 % 더 낮은 경도 값을 보이고 있다.
- Nanoindentation 시험을 진행하여 가장 평균에 근접한 결과의 하중-변위 곡선과 SPM 이미지를 Fig. 11에 나타내었으며 nanoharndess 값은 Table 4에 정리하였다. As-printed sample의 HIP 전 코발트 기지와 탄화물의 nanohardness 값은 각각 8.8 ± 0.7 GPa, 11.1 ± 0.1 GPa이었으며, HIP 후의 기지상 및 탄화물의 nanohardness는 각각 7.9 ± 0.8 GPa, 12.0 ± 0.3 GPa로 측정되었다. 즉, HIP로 인하여 Co matrix는 nanohardness가 10.2 % 감소하였지만 M7C3 carbide는 8.1 % 증가하였다. Fig. 11(b, d) 본 연구에서의 carbide의 nanohardness 값이 증가한 이유는 Fig. 6(b)와 Fig. 7(b)에서 보이는 yellow arrows의 lattice arrangement와 다른 arrangement를 가지는 SF의 density로 설명할 수 있다. B. Geng et al.,에 따르면 carbide에서 SF density는 stacking fault 영역을 전체 carbide의 영역으로 나누어 계산할 수 있다고 보고 되어있다[24]. Fig. 6(b)에서 as-printed 샘플의 SF density는 약 0.77이며 Fig. 7(b) HIP 샘플의 SF density는 0.82다. Carbide 내 SF density가 증가하면 carbide의 lattice distortion이 증가하여 결국 nanohardness 값이 증가한다. B. Geng et al.,에 따르면 SF density가 증가하면 이 SF가 C-Cr의 ordered arrangement에 영향을 주어 carbide 내 lattice distortion을 증가시켜 deformation 저항성을 증가시킨다고 보고한다[25]. 따라서 본 연구에서는 HIP 후 carbide 내 SF density가 증가하여 carbide의 lattice distortion을 더 많이 발생시켜 carbide의 nanohardness를 약 8.1% 증가시켰다고 판단한다.
- 3.3. 전위 밀도 측정
- XRD 실험 결과로 얻은 데이터를 이용하여 HIP 전후 샘플의 전위 밀도 값을 비교하였다. 전위 밀도(δ)는 단위 체적(m3)당 전위의 총 길이(m)로 나타낼 수 있다[26-28].
- 여기서 D는 결정의 크기이며, Scherrer 식[26-28]을 이용하여 계산하였다. Scherrer 식은 다음과 같다.
- k는 상수로 0.94를 적용하였고, λ는 X-선의 파장(1.5406 Å), β는 반치전폭(full width at maximum), 그리고 theta (θ)는 Bragg 각도이다.
- Table 5에서 Eq (4)로 구한 결정 크기와 전위 밀도를 보여준다. 즉, as-printed 샘플의 HIP 전후 전위 밀도는 각각 7.34 x 10-2/m2, 3.42 x 10-3/m2로, HIP 후처리가 DED 적층 제조 시 발생한 전위 밀도를 감소시켰음을 알 수 있다.
- 3.4. 잔류 응력 비교
- XRD 실험 결과를 바탕으로 sin2Ψ-2θ 그래프를 구하여 Fig. 12에 나타내었다. Fig. 12(a, b)는 각각 적층 제조 시편과 HIP 후처리 시편의 sin2Ψ-2θ 그래프로, Ψ각에 대한 2θ (2theta)값에 대하여 직선 형태의 추세선이 나타난다.
- Fig. 12(a, b) 추세선의 직선의 함수는 각각 Eq (5), (6)와 같다.
- Eq (5, 6)의 직선의 기울기는 각각 0.04, -0.12이며, 이 기울기의 값을 식 (2)에 대입하여 구한 적층 제조 시편과 HIP 후처리 적용 시편의 잔류 응력(σ∅) 값은 각각 79 MPa, -246 MPa이다.
- 잔류 응력 값이 양수일 때 인장 응력을, 음수일 때 압축 응력을 나타내며, 이는 일반적으로 금속 재료의 적층 제조 시 인장 잔류 응력이 발생한다는 이전 연구의 결과와 동일하다[29, 30]. 또한 실험 결과는 HIP 후처리 적용 시 인장 잔류 응력이 압축 잔류 응력으로 바뀌었음을 보여주는데, 적층 제조 시편 내부에 존재하는 기공과 균열은 적층 제조로 인해 발생한 인장 잔류 응력에 의하여 야기되었으며[29, 30], HIP 후처리를 통하여 인장 잔류 응력이 압축 잔류 응력으로 변화함에 따라 기공과 균열의 추가적인 발생 및 균열 전파를 방지하는데 영향을 미쳤다고 판단된다[30, 31].
- Table 6에 HIP 전후 샘플의 잔류응력과 경도와의 관계를 나타내었다. 일반적으로 인장 잔류 응력과 경도가 비례 관계이며[29, 32], 음수 값을 갖는 압축 잔류 응력의 경우 0에서 멀어질수록 경도가 증가한다는 것은 선행 연구를 통하여 알 수 있다[33, 34]. 본 연구의 Table 6에서 HIP 후처리 시편은 높은 압축 잔류 응력을 가짐에도 적층 제조 시편에 비하여 낮아진 경도 값을 보였으며, 이는 HIP 후처리로 인한 M7C3 탄화물의 분율 감소, 재결정, 전위 밀도의 감소가 복합적으로 작용하였기 때문으로 판단된다. 또한 HIP 후처리를 진행한 DED Stellite 6는 약 400 HV0.3의 경도 값을 가지는 tungsten inert gas welding[35], gas tungsten arc welding[36]으로 제작된 Stellite 6보다 6% 증가된 423 HV0.3 로 높은 경도 값을 가지므로 HIP는 DED 중 생성된 공정 결함을 줄이면서 기존 공정으로 제작된 Stellite 6보다 우수한 경도 특성을 보여 HIP 처리된 DED Stellite 6는 latch arm에 적용될 수 있음을 보여준다.
3. Results and Discussions
- 본 연구에서는 STS 304L 기판 상부에 Co-based Stellite 6 분말을 directed energy deposition (DED) 적층 제조를 통해 시편을 준비한 후 hot isostatic pressing (HIP) 후처리를 적용하고 미세조직 및 경도 특성을 비교 분석하여 다음과 같은 결과를 얻었다.
- 1) DED Stellite 6 시편의 HIP 이전에는 시편 내부에 미세 균열이 존재하였으며, 기공의 평균 크기는 59.1 μm, 기공 분율은 0.23 %로 측정되었다. HIP 적용 후 미세 균열은 사라졌으며 기공의 평균 크기는 35.1 μm, 분율은 0.03 %로 평균 크기와 분율 모두 감소하였다.
- 2) XRD와 EDS, TEM 회절패턴의 분석 결과, HIP 전후 두 시편 모두 FCC 코발트 기지상과 inter-dendrite 내 lamellar 형태의 orthorhombic 구조를 갖는 M7C3 탄화물로 이루어져 있으며 HIP 후처리는 상 변화를 일으키지 않은 것을 확인할 수 있었다. 또한 M7C3 탄화물은 내부에 같은 방향으로 반복되는 적층결함으로 인하여 streak한 회절패턴 양상을 나타내었다.
- 3) HIP로 인하여 lamellar 형태의 M7C3 탄화물이 구상화 되었으며 이로 인하여 탄화물 분율이 51.1 % 감소하였다.
- 4) STEM-EDS 분석 결과 HIP 동안 코발트 기지에서 M7C3 탄화물로 크롬과 탄소가 역방향 확산을 일으켜, 탄화물의 크롬과 탄소는 각각 9.9 %, 18.8 % 증가하였다.
- 5) DED Stellite 6 시편의 결정립 크기는 HIP 전후 각각 85.6 μm에서 89.5 μm이었다. 크기가 큰 columnar 결정립의 개수가 줄어들고 전체적으로 더욱 균일해진 결정립 크기 분포와 형상을 보인다.
- 6) Vickers hardness 값은 HIP 공정 적용 전후 각각 521.4 ± 14.9 HV0.5, 422.9 ± 4.4 HV0.5로 HIP로 인하여 18.9 % 감소되었다. 그리고 nanoindentation 측정 결과 HIP로 인하여 코발트 기지상은 8.8 ± 0.7 GPa에서 7.9 ± 0.8 GPa로 10.2 % 감소하였고 탄화물은 11.1 ± 0.1 GPa에서 12.0 ± 0.3 GPa로 8.1 % 증가하였다.
- 7) 전위 밀도는 HIP 전후로 각각 7.34 x 10-2/m2에서 3.42 x 10-3/m2로 감소하였다. 또한 DED 적층 제조 시편에서 측정된 79 MPa의 인장 잔류 응력은 HIP 후처리로 -246 MPa의 압축 잔류 응력으로 변화하였다.
4. Conclusions
-
Acknowledgements
- 이 연구는 한국원자력연구원 기본사업(524590-24)의 지원 하에 수행되었습니다.



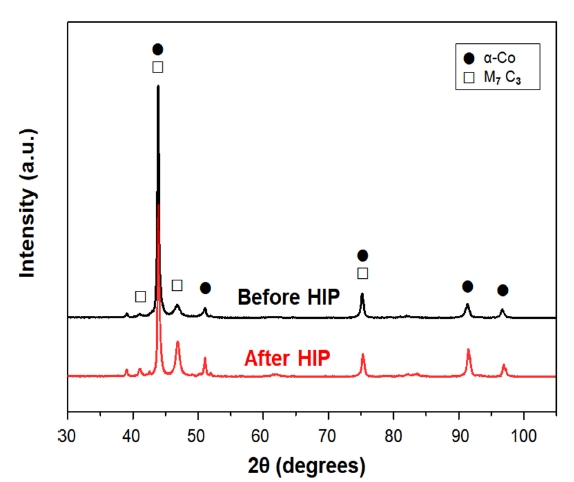
Fig. 5.TEM images of DED Stellite 6 samples: (a) as-printed, (b) after HIP. SAED patterns of Co-rich matrix: (c) as-printed, (d) after HIP. SAED patterns of M7C3 carbide: (e) as-printed, (f) after HIP. The yellow square brackets in (c)-(f) are the zone axis of each SAED patterns.

Fig. 6.HRTEM images of as-printed sample: (a) M7C3 carbides, (b) the repeating of stacking faults and (c) the FFT pattern perpendicular to the stacking faults direction.


Fig. 8.EBSD IPF y maps on longitudinal cross-section of DED Stellite 6 sample: (a) before and (b) after HIP.



Fig. 11.Load-displacement curves and SPM images of DED Stellite 6 samples: (a) dendrite matrix and (b) M7C3 carbide before HIP. (c) matrix and (d) carbide after HIP.


Table 1.Chemical compositions of the Stellite 6 powder and the substrate STS 304L
| Alloys | Co | Fe | Cr | W | Ni | C | Si | Mo | Mn | Cu | P | N | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Stellite 6 | Bal. | 1.92 | 29.60 | 4.61 | 2.31 | 1.12 | 1.21 | 0.18 | 0.27 | - | - | - | - |
| STS 304 L | 0.22 | Bal. | 18.25 | - | 8.06 | 0.02 | 0.40 | 0.12 | 1.69 | 0.27 | 0.05 | 0.10 | 0.03 |
Table 2.SEM-EDS results of matrix and M7C3 carbides of DED Stellite 6 samples before and after HIP
Table 3.STEM-EDS chemical composition of matrix and M7C3 carbide of Stellite 6 before and after HIP
Table 4.Nanohardness of matrix and M7C3 carbide of Stellite 6 before and after HIP
| Samples | Phases | Nanohardness (GPa) |
|---|---|---|
| Before HIP | Matrix | 8.8 ± 0.7 |
| M7C3 carbide | 11.1 ± 0.1 | |
| After HIP | Matrix | 7.9 ± 0.8 |
| M7C3 carbide | 12 ± 0.3 |
Table 5.Structural parameters of DED Stellite 6
Table 6.Residual stress and Vickers hardness (HV0.3) of DED Stellite 6 samples
| Samples | Residual stress (MPa) | Vickers hardness (HV0.3) |
|---|---|---|
| Before HIP | 79 | 521.4 |
| After HIP | -246 | 422.9 |
- 1. E. Lemaire and M. Le Calvar: Wear., 249 (2001) 338.Article
- 2. D. Svetlizky, M. Das, B. Zheng, A. L. Vyatskikh, S. Bose, A. Bandyopadhyay, ... and N. Eliaz: Mater. Today., 49 (2021) 271.Article
- 3. M. Ma, Z. Wang and X. Zeng: Mater. Charact., 106 (2015) 420.Article
- 4. J. O. Milewski, Additive manufacturing of metals, Springer Cham, 258. Switzerland (2017).
- 5. P. Mercelis and J. P. Kruth: Rapid Prototyp. J., 12 (2006) 254.Article
- 6. T. DebRoy, H. L. Wei, J. S. Zuback, T. Mukherjee, J. W. Elmer, J. O. Milewski, ... and W. Zhang: Prog. Mater. Sci., 92 (2018) 112.Article
- 7. In : D. L. Bourell, W. E. Frazier, H. A. Kuhn, M. Seifi, editors. ASM Handbook: Additive Manufacturing Processes, ASM International, Almere (2020).
- 8. S. Raghavendra, P. Jayashree, D. A. Rita, G. Piras, D. Scheider, M. Chemello and M. Benedetti: Addit. Manuf. Lett., 6 (2023) 100136.Article
- 9. A. Amanov, R. Karimbaev, C. Li and M. A. Wahab: Surf. Coat. Technol., 454 (2023) 129175.Article
- 10. T. Fischer, B. Kuhn, D. Rieck, A. Schulz, R. Trieglaff and M. B. Wilms: Appl. Sci., 10 (2020) 5556.Article
- 11. H. V. Atkinson and S. Davies: Metall. Mater. Trans. A., 31 (2000) 2981.ArticlePDF
- 12. ASTM, E. 384, Standard Test Method for Micro Indentation Hardness of Materials, ASTM International, West Conshohocken (1999).
- 13. P. S. Prevey, ASM Handbook, ASM International, Almere 10 (1986) 384.
- 14. L. Baiamonte, M. Tului, C. Bartuli, D. Marini, A. Marino, F. Menchetti, ... and F. Marra: Surf. Coat. Technol., 371 (2019) 322.Article
- 15. R. Ahmed, H. L. de Villiers Lovelock and S. Davies: Wear., 466 (2021) 203533.
- 16. V. A. Alza: IOSR-JMCE., 18 (2021) 63.
- 17. K. Yang, J. S. Zhang, X. M. Zong, W. Liu and C. X. Xu: Acta Metall. Sin. (Engl. Lett.)., 30 (2017) 464.ArticlePDF
- 18. W. Dudzinski, J. P. Morniroli and M. Gantois: J. Mater. Sci., 15 (1980) 1387.ArticlePDF
- 19. A. Farnia, F. M. Ghaini, J. C. Rao, V. Ocelík and J. T. M. De Hosson: Surf. Coat. Technol., 213 (2012) 281.
- 20. K. Wieczerzak, P. Bala, R. Dziurka, T. Tokarski, G. Cios, T. Koziel and L. Gondek: J. Alloys Compd., 698 (2017) 673.Article
- 21. L. Li, M. Chen, W. Li, B. Wang, J. Jiang and X. Zang: Appl. Phys. A., 127 (2021) 1.
- 22. H. Zhang, A. Wang, Z. Wen, Z. Yue and C. Zhang: High Temp. Mater. Process., 35 (2016) 465.
- 23. A. Mostafa, I. Picazo Rubio, V. Brailovski, M. Jahazi and M. Medraj: Metals., 196 (2017) 196.
- 24. B. Geng, Z. Liu, Y. Li, G. Wang and R. Zhou: Mater. Charact., 191 (2022) 112117.Article
- 25. B. Geng, P. Deng, Y. Li and J. Hu: J. Alloys Compd., 968 (2023) 172276.Article
- 26. P. Bindu and S. Thomas: J. Theor. Appl. Phys., 8 (2014) 123.ArticlePDF
- 27. M. Saleem, L. Fang, H. B. Ruan, F. Wu, Q. L. Huang, C. L. Xu and C. Y. Kong: Int. J. Phys. Sci., 7 (2012) 2971.
- 28. Z. R. Khan, M. Zulfequar and M. S. Khan: Mater. Sci. Eng. B., 174 (2010) 145.Article
- 29. M. Andurkar, T.. Suzuki, M. Omori, B. Prorok, J. Gahl and S. Thompson: In: In 2021 International Solid Freeform Fabrication Symposium; University of Texas at Austin, (2021) 1049.
- 30. C. Ye, C. Zhang, J. Zhao and Y. Dong: J. Mater. Eng. Perform., 30 (2021) 6407.ArticlePDF
- 31. A. K. Singla, M. Banerjee, A. Sharma, J. Singh, A. Bansal, M. K. Gupta, ... and D. K. Goyal: J. Manuf. Process., 64 (2021) 161.Article
- 32. F. Liu, X. Lin, G. Yang, M. Song, J. Chen and W. Huang: Opt. Laser Technol., 43 (2011) 208.Article
- 33. X. Cao, X. Xu, C. Wang, Y. Pyoun and Q. Wang: Metals., 7 (2017) 440.Article
- 34. R. Liu, S. Yuan, N. Lin, Q. Zeng, Z. Wang and Y. Wu: J. Mater. Res. Technol., 11 (2021) 351.Article
- 35. A. Tiziani, L. Giordano, P. Matteazzi and B. Badan: Mater. Sci. Eng., 88 (1987) 171.Article
- 36. G. R. Mirshekari, S. Daee, S. F. Bonabi, M. R. Tavakoli, A. Shafyei and M. Safaei: Surf. Interfaces., 9 (2017) 79.Article
References
Figure & Data
References
Citations
Citations to this article as recorded by 
- The Recycling Process and Powderization Technology of Stellite 6 Scrap: A Thermodynamic and Heat Transfer Analysis
YongKwan Lee, Hyun-chul Kim, Myungsuk Kim, Soong Ju Oh, Kyoungtae Park, JaeJin Sim
Journal of Powder Materials.2025; 32(4): 330. CrossRef
 ePub Link
ePub Link-
 Cite this Article
Cite this Article
- Cite this Article
-
- Close
- Download Citation
- Close
- Figure
-











- Related articles
-
- Microstructural Effects on the Mechanical Properties of Ti-6Al-4V Fabricated by Direct Energy Deposition
- Effect of Laser Beam Diameter on the Microstructure and Hardness of 17-4 PH Stainless Steel Additively Manufactured by Direct Energy Deposition
- Joint Interface Observation of V and 17-4PH Stainless Steel Dissimilar Materials Manufactured by Direct Energy Deposition
Effect of Hot Isostatic Pressing on the Stellite 6 Alloy prepared by Directed Energy Deposition












Fig. 1. Plane-stress elastic model [12].
Fig. 2. Observing defects of DED Stellite 6 samples by OM: (a) as-printed, (b) after HIP.
Fig. 3. SEM images of DED Stellite 6 sample: (a) as-printed, (b) after HIP.
Fig. 4. XRD patterns of DED Stellite 6 samples.
Fig. 5. TEM images of DED Stellite 6 samples: (a) as-printed, (b) after HIP. SAED patterns of Co-rich matrix: (c) as-printed, (d) after HIP. SAED patterns of M7C3 carbide: (e) as-printed, (f) after HIP. The yellow square brackets in (c)-(f) are the zone axis of each SAED patterns.
Fig. 6. HRTEM images of as-printed sample: (a) M7C3 carbides, (b) the repeating of stacking faults and (c) the FFT pattern perpendicular to the stacking faults direction.
Fig. 7. HRTEM images of stacking faults inside the M7C3 carbides and (b) the FFT pattern after HIP.
Fig. 8. EBSD IPF y maps on longitudinal cross-section of DED Stellite 6 sample: (a) before and (b) after HIP.
Fig. 9. Grain size distribution of DED Stellite 6 samples calculated by EBSD IPF map.
Fig. 10. Vickers hardness (HV0.3) value of DED Stellite 6 samples.
Fig. 11. Load-displacement curves and SPM images of DED Stellite 6 samples: (a) dendrite matrix and (b) M7C3 carbide before HIP. (c) matrix and (d) carbide after HIP.
Fig. 12. sin2Ψ-2 theta curve of DED Stellite 6 samples: (a) before and (b) after HIP.
Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Fig. 7.
Fig. 8.
Fig. 9.
Fig. 10.
Fig. 11.
Fig. 12.
Effect of Hot Isostatic Pressing on the Stellite 6 Alloy prepared by Directed Energy Deposition
| Alloys | Co | Fe | Cr | W | Ni | C | Si | Mo | Mn | Cu | P | N | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Stellite 6 | Bal. | 1.92 | 29.60 | 4.61 | 2.31 | 1.12 | 1.21 | 0.18 | 0.27 | - | - | - | - |
| STS 304 L | 0.22 | Bal. | 18.25 | - | 8.06 | 0.02 | 0.40 | 0.12 | 1.69 | 0.27 | 0.05 | 0.10 | 0.03 |
| Samples | Phases | Chemical composition (at.%) |
|||
|---|---|---|---|---|---|
| Co | Cr | W | C | ||
| Before | Matrix | 38.4 ±3.0 | 18.4 ±0.9 | 1.1 ±0.1 | 42.1 ±2.1 |
| M7C3 carbide | 27.4 ±2.6 | 26.6 ±0.9 | 1.5 ±0.1 | 44.5 ± 1.4 | |
| After | Matrix | 43.7 ± 1.4 | 19.3 ± 2.3 | 1.5 ± 0.1 | 35.5 ± 2.8 |
| M7C3 carbide | 6.1 ±1.0 | 44.9 ± 1.4 | 0.9 ± 0.2 | 48.1 ±0.6 | |
| Samples | Phases | Chemical composition (wt.%) |
|||
|---|---|---|---|---|---|
| Co | Cr | W | C | ||
| Before HIP | Matrix | 59.5 ± 2.9 | 24.9 ± 0.5 | 4.2 ± 0.6 | 11.2 ± 2.8 |
| M7c3 carbide | 13.9 ± 0.4 | 47.5 ± 0.6 | 6.1 ± 0.5 | 32.4 ± 0.6 | |
| After HIP | Matrix | 64.2 ± 0.7 | 22.5 ± 2.1 | 6.4 ± 0.4 | 6.8 ± 0.8 |
| M7c3 carbide | 6.8 ± 0.5 | 52.2 ± 0.3 | 2.5 ± 0.1 | 38.5 ± 2.5 | |
| Samples | Phases | Nanohardness (GPa) |
|---|---|---|
| Before HIP | Matrix | 8.8 ± 0.7 |
| M7C3 carbide | 11.1 ± 0.1 | |
| After HIP | Matrix | 7.9 ± 0.8 |
| M7C3 carbide | 12 ± 0.3 |
| Sandies | 2θ (degrees) | β (FWHM) | D (nm) | Dislocation Density (m-2) |
|---|---|---|---|---|
| Before HIP | 43.87 | 0.32 | 27.93 | 1.28 × 10-3 |
| 44.69 | 4.78 | 1.88 | 2.84 × 10-1 | |
| 50.99 | 0.67 | 13.74 | 5.29 × 10-3 | |
| 75.21 | 0.55 | 19.18 | 2.72 × 10-3 | |
| Av. 7.34 × 10 2 | ||||
| After HIP | 44.01 | 0.37 | 23.94 | 1.75 × 10-3 |
| 46.96 | 0.80 | 11.28 | 7.86 × 10-3 | |
| 51.14 | 0.39 | 23.06 | 1.88 × 10-3 | |
| 75.42 | 0.49 | 21.35 | 2.19 × 10-3 | |
| Av. 3.42 × 103 |
| Samples | Residual stress (MPa) | Vickers hardness (HV0.3) |
|---|---|---|
| Before HIP | 79 | 521.4 |
| After HIP | -246 | 422.9 |
Table 1. Chemical compositions of the Stellite 6 powder and the substrate STS 304L
Table 2. SEM-EDS results of matrix and M7C3 carbides of DED Stellite 6 samples before and after HIP
Table 3. STEM-EDS chemical composition of matrix and M7C3 carbide of Stellite 6 before and after HIP
Table 4. Nanohardness of matrix and M7C3 carbide of Stellite 6 before and after HIP
Table 5. Structural parameters of DED Stellite 6
Table 6. Residual stress and Vickers hardness (HV0.3) of DED Stellite 6 samples
Table 1.
Table 2.
Table 3.
Table 4.
Table 5.
Table 6.
TOP
