
Articles
- Page Path
- HOME > J Powder Mater > Volume 31(5); 2024 > Article
-
Research Article
소결 조건에 따른 FeCrMnNiCo 고엔트로피 합금의 미세조직 변화 - 박성현1, 이상화1,2,*, 이준호1, 이석재1,3, 정재길1,3
- Effect of Sintering Conditions on the Microstructure of an FeCrMnNiCo High-Entropy Alloy
- Seonghyun Park1, Sang-Hwa Lee1,2,*, Junho Lee1, Seok-Jae Lee1,3, Jae-Gil Jung1,3
-
Journal of Powder Materials 2024;31(5):406-413.
DOI: https://doi.org/10.4150/jpm.2024.00185
Published online: October 31, 2024
1전북대학교 신소재공학부
2조선대학교 고엔트로피합금부식연구센터
3전북대학교 신소재개발연구센터
1Division of Advanced Materials Engineering, Jeonbuk National University, Jeonju 54896, Republic of Korea
2Corrosion Research Center for High Entropy Alloy, Chosun University, Gwangju 61452, Republic of Korea
3Research Center for Advanced Materials Development, Jeonbuk National University, Jeonju 54896, Republic of Korea
- *Corresponding Author: Sang-Hwa Lee, TEL: +82-63-270-2286, FAX: +82-63-270-2305, E-mail: sanghwa.lee@jbnu.ac.kr
© The Korean Powder Metallurgy & Materials Institute
This is an Open Access article distributed under the terms of the Creative Commons Attribution Non-Commercial License (http://creativecommons.org/licenses/by-nc/4.0/) which permits unrestricted non-commercial use, distribution, and reproduction in any medium, provided the original work is properly cited.
- 1,852 Views
- 42 Download
- 2 Crossref
Abstract
- We investigated the microstructure of an FeCrMnNiCo alloy fabricated by spark plasma sintering under different sintering temperatures (1000–1100°C) and times (1–600 s). All sintered alloys consisted of a single face-centered cubic phase. As the sintering time or temperature increased, the grains of the sintered alloys became partially coarse. The formation of Cr7C3 carbide occurred on the surface of the sintered alloys due to carbon diffusion from the graphite crucible. The depth of the layer containing Cr7C3 carbides increased to ~110 μm under severe sintering conditions (1100°C, 60 s). A molten zone was observed on the surface of the alloys sintered at higher temperatures (>1060°C) due to severe carbon diffusion that reduced the melting point of the alloy. The porosity of the sintered alloys decreased with increasing time at 1000°C, but increased at higher temperatures above 1060°C due to melting-induced porosity formation.
- 고엔트로피 합금(high-entropy alloy, HEA)은 2004년 Yeh [1] 및 Cantor [2]에 의해 제안되었으며, 5가지 이상의 원소를 동일하거나 비슷한 원자 비율로 혼합하여 만들어진다. 등원자비의 FeCrMnNiCo 합금(즉, Cantor 합금)은 높은 배열 엔트로피에 의해서 다양한 열적/기계적 공정 동안 금속간화합물 또는 석출상을 생성하지 않고 면심입방구조(face-centered cubic, FCC)의 단일 고용체 형태로 형성된다고 알려져 있다[3, 4]. 이로 인해, 기존 고용체 합금 대비 격자의 변형 정도가 심해 우수한 기계적 특성을 가지는 것으로 알려져 있다[5-8]. 최근 고온 재료용 체심입방구조(body-centered cubic, BCC) [9]나 극저온에서 안정한 육방조밀구조(hexagonal close-packed, HCP) [10]를 포함한 응용된 고엔트로피 합금들도 추가로 개발되고 있다.
- 특히, 등원자비의 FeCrMnNiCo 합금은 아크 용해[11-15], 레이저 클래딩[16, 17], 물리적 증착[18, 19] 및 진공유도 용해[20] 등 다양한 공정을 통해 제조되고 있으며, 벌크재의 미세조직과 기계적 특성에 관한 연구들이 진행되고 있다. Otto 등[13]은 아크 용해에 의해 제조된 FeCrMnNiCo 합금 주조재를 균질화 처리(1200°C, 48시간) 후, 500–900°C에서 500일 동안 어닐링한 미세조직을 규명하였다. 그들은 900°C에서 어닐링 했을 때 FCC 단상을 유지하지만, 500°C와 700°C에서는 어닐링 후에는 Cr-rich σ 상, BCC_Cr 상, L10-NiMn상 및 B2_FeCo상 등이 관찰되었다고 보고하였다. Wagner 등[20]은 진공 유도 용해에 의해 제조된 FeCrMnNiCo 합금 주조재를 이용하여 서로 다른 온도(840, 1050, 1200°C)에서 어닐링하여 결정립 크기와 인장 특성을 조사하였다. 그들은 어닐링 온도가 증가함에 따라 결정립 크기가 6 μm에서 242 μm으로 증가하였으며, 더 많은 변형 쌍정에 의한 높은 변형 경화 속도 때문에 저온(–196°C)에서 인장 특성이 가장 높았다고 보고하였다. 하지만, 이 합금의 우수한 기계적 특성에도 불구하고 제조 공정 중 발생하는 결정립 조대화 또는 이차상의 생성을 제어하기 힘들다는 문제점이 있다.
- 분말 야금(powder metallurgy, PM)은 기계적 합금화 및 소결 등 일련의 공정을 거쳐 분말을 최종 제품으로 만드는 기법이다. 분말 야금에 의해 제조된 소결체는 주조재 대비 치밀한 조직을 가지고 있어 기계적 특성이 우수하나, 온도와 시간과 같은 공정변수에 의해 상당한 영향을 받는 것으로 알려져 있다[21]. FeCrMnNiCo 합금에서도 방전플라즈마소결(spark plasma sintering, SPS)을 이용한 소결체 제조에 대한 연구가 많이 진행되고 있다[22-24]. Joo 등[23]은 각 원소의 분말로 SPS를 이용하여 FeCrMnNiCo 합금을 제조하였고, 기계적 밀링 시간(20, 60분)과 소결 온도(900, 1100°C)에 따른 미세조직 변화와 기계적 특성에 대해 조사하였다. 그들은 기계적 밀링 60분 후 분말이 FCC 단상으로 완전히 혼합되고, 900°C에서 소결 시에 초미세(<1 μm)결정립을 가지고 압축 및 인장 강도를 상승시킨다고 보고하였다. Laurent-Brocq 등[24]은 FeCrMnNiCo 합금 주조재와 기계적 밀링(2시간)된 분말로 SPS를 이용하여 제조한 소결체를 비교하여 조사하였다. 그들은 주조재 대비 소결체의 결정립 크기가 작고 경도 값이 높으나, 소결체에서는 C 또는 O의 오염에 의해 Cr 탄화물(carbide) 또는 Mn 산화물(oxide)들이 생성된다고 보고하였다. 소결체의 외부(공정제어제, 볼, 흑연 몰드 등[23-26]) 오염에 의한 탄화물 및 산화물의 생성은 기계적 특성의 저하를 야기할 수 있다. 가스분무법(gas atomizing)으로 제조된 소결체는 오염 또는 산화 가능성이 적고 균일한 조성을 가지나, 소결 공정 조건을 제어하기 위한 추가적인 연구가 필요하다.
- 따라서, 본 연구에서는 소결 조건에 따른 FeCrMnNiCo 고엔트로피 합금의 미세조직 변화를 조사하였다. 가스분무법으로 제조된 등원자비의 FeCrMnNiCo 합금 분말로 방전 플라즈마 소결을 이용하여 1000°C에서 소결 시간(1–600초)에 따른 샘플과 서로 다른 소결 온도(1000–1100°C)에서 60초 동안 소결한 샘플을 제조하였다. 이후, 소결 조건에 따른 소결된 샘플의 결정립 크기, 이차상 생성 및 기공 변화에 대해 논의하였다.
1. Introduction
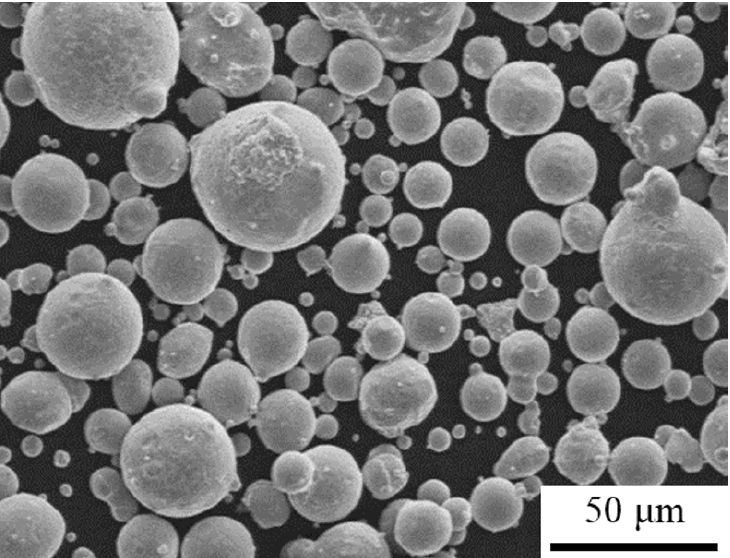
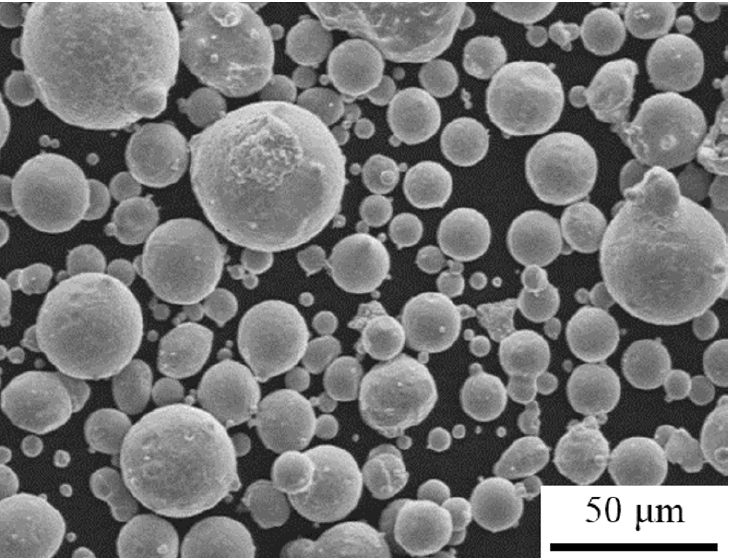
- 본 연구에서 가스분무법으로 제조된 FeCrMnNiCo 합금 분말(MK Ltd., Pyeongtaek, Republic of Korea)이 사용되었으며, 유도결합플라즈마분광분석기 (ICP-OES; ICPS-7500, Shimadzu)를 이용하여 분석한 화학 조성은 Fe–18.22Cr–19.34Mn–20.42Ni–21.07Co (wt.%)였다. 주사전자현미경(SEM; SU3900, HITACHI)를 이용하여 관찰한 FeCrMnNiCo 합금 분말은 원형 형상이며(그림 1), 분말의 입도는 D50 = 32.5 μm, D90 = 51.1 μm로 측정되었다.
- 합금 분말을 원통형 흑연 몰드(외경 35 mm, 내경 20 mm, 높이 40 mm)에 16 g씩 충진하여 ~1 MPa 압력으로 분말을 평탄화 하였다. 그 후, 방전 플라즈마 소결(SPS; ELTEK Korea Co.) 장치를 이용하여 진공 분위기(<30 mTorr)에서 서로 다른 온도(1000–1100℃)와 시간(1–600초)에서 소결을 진행하였다. 소결체(ø 20 mm × 6 mm)는 가해진 단축 압력 ~80 MPa, 승온 속도 1000°C/min, 냉각 속도 200°C/min 조건 하에서 제조되었다.
- 제조된 소결체의 미세조직 변화를 조사하기 위해 X-선 회절 분석기(XRD; XRD-6100, Shimadzu)를 사용하였으며, Cu Kα 타겟(λ=1.5406 Å)으로 40 kV와 30 mA 조건 하에서 20~100°의 2θ 범위를 2°/min의 스캔 속도로 분석하였다. 소결체를 기계적으로 연마한 뒤 광학현미경(OM; EPIPHOT 200, Nikon)과 주사전자현미경(SEM; Gemini 500, ZEISS / SU3900, HITACHI)을 이용하여 소결체 단면과 표면의 미세조직을 관찰하였다. 기지 내의 상 규명을 위해서 전계방출형 주사전자현미경(FE-SEM; SU-70, HITACHI)에 장착된 에너지 분산 X-선 분광법(EDS)와 후방산란 전자 회절장치(EBSD)를 사용하였다. EBSD 결과는 ×3000와 ×10000에서 각각 0.10 μm과 0.03 μm의 스텝 크기 조건에서 얻었으며, TSL OIM Analysis 7 소프트웨어를 이용하여 사진을 추출하였다. 기공 면적분율은 ImageJ 프로그램[27]을 사용하여 ×100에서 SEM 사진 5장을 측정하여 평균 값을 구하였다. 소결체의 기계적 특성을 조사하기 위해 비커스경도측정기(TIME, TH-715)를 이용하여 하중 0.05kgf, 압입시간 15초 조건에서 소결체 표면의 경도를 측정하였고, 5회씩 측정한 뒤 평균 값을 구하였다.
2. Experimental Procedure
- 3.1. 소결체의 미세조직
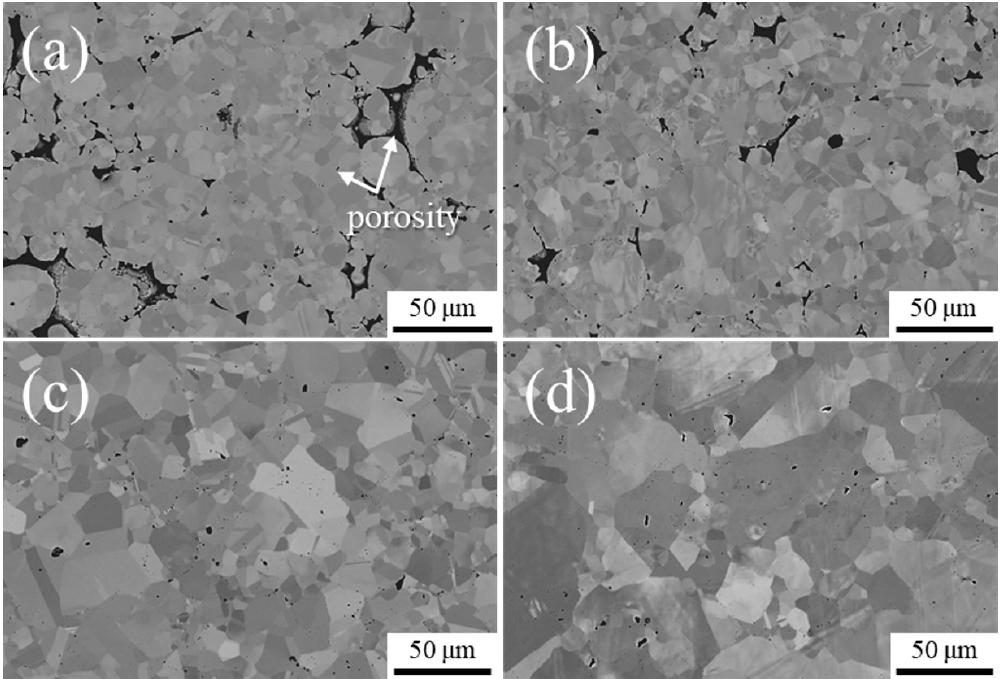
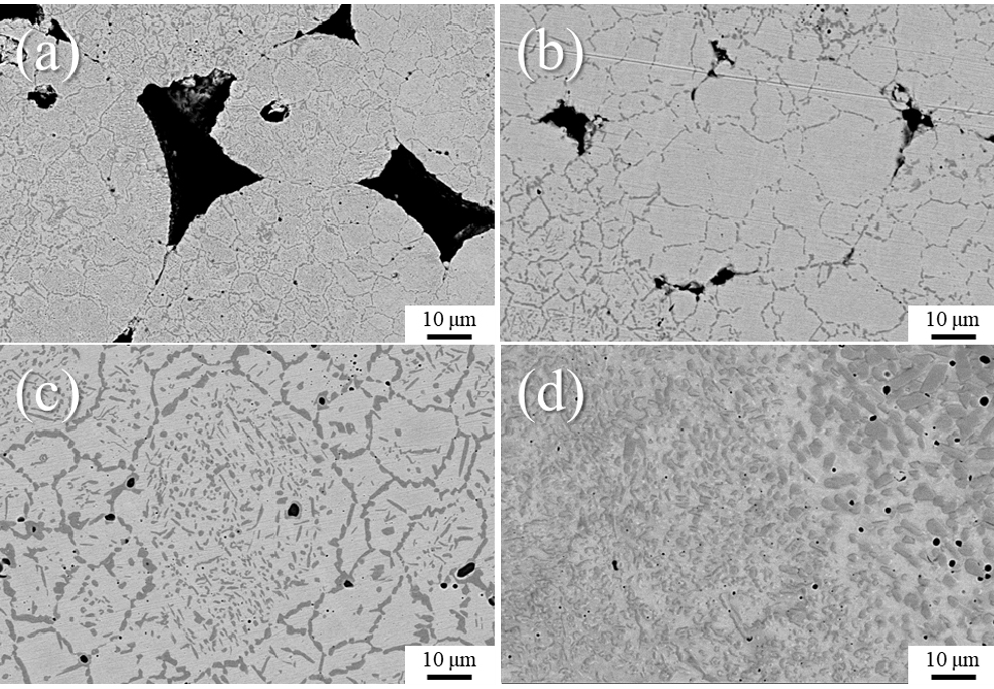
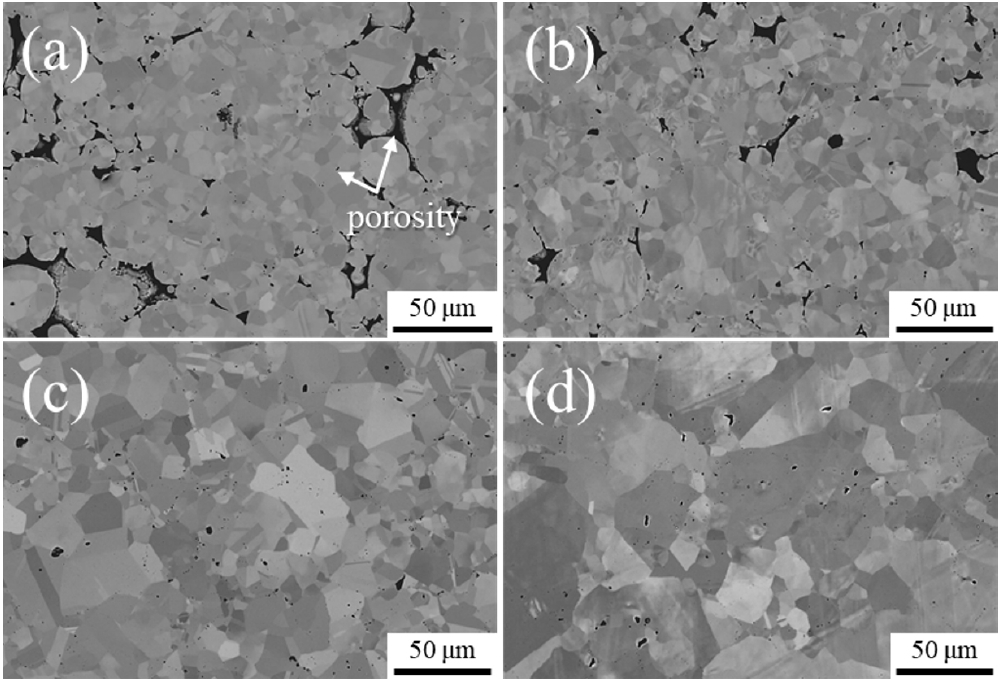
- 그림 2(a-d)는 소결 조건에 따른 소결체의 단면 중심부의 SEM 사진이다. 1000°C에서 1초 동안 소결된 샘플(그림 2(a))에서 분말의 형상이 관찰되며, 분말의 내부와 경계에 검은색 영역의 기공(porosity)이 존재하였다. 소결 시간이 60초(그림 2(b)) 및 600초(그림 2(c))로 증가함에 따라 기공이 점차 감소하였는데, 이는 늘어난 소결 시간 동안 분말의 목(neck)의 성장에 기인한 결과로 고려된다[28]. 반면, 1100°C에서 60초 동안 소결된 샘플(그림 2(d))에서 기공들은 1000°C에서 600초 동안 소결된 샘플(그림 2(c))과 유사하거나 더 적게 관찰되었으며, 높은 소결 온도에서 분말의 목 성장이 가속화되었음을 나타낸다. 소결 조건에 관계없이 결정립들은 등축정과 쌍정이 혼합된 형태로 관찰되었고, 기 보고된 FeCrMnNiCo 고엔트로피 합금의 결정립 조직과 잘 일치하였다[23, 24]. 1000°C에서 소결 시간이 증가함에 따라 결정립 크기는 ~10 μm에서 ~50 μm까지 증가하였고, 1100°C에서 60초 동안 소결된 샘플의 결정립들은 50 μm 이상의 크기로 조대화되었다.
-
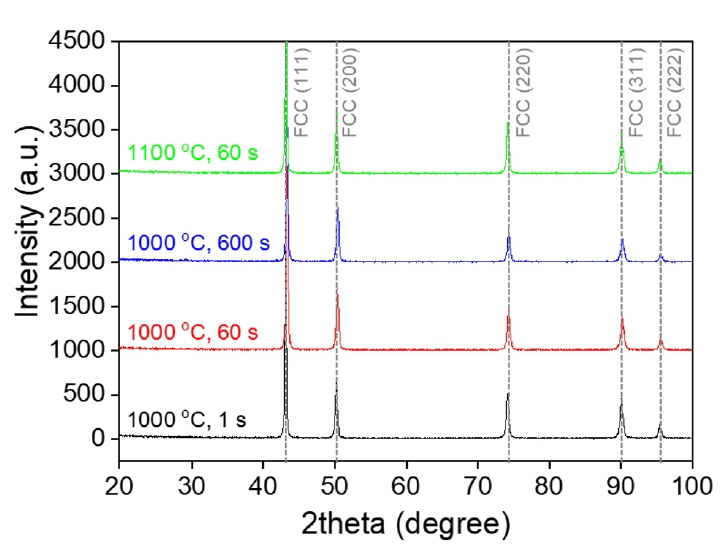
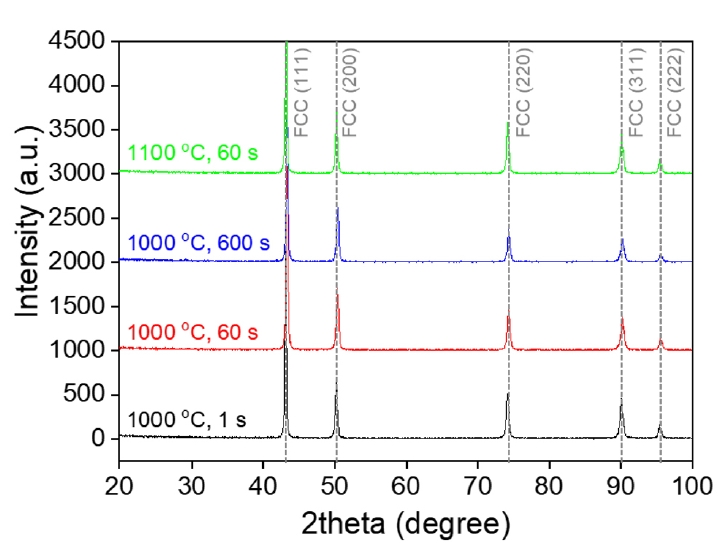
그림 3은 서로 다른 소결 조건에서 제조된 소결체의 XRD 분석 결과이며, 모든 소결 조건에서 cubic 구조의 FCC (Fm
- 3.2. 소결체 표면에서의 침탄 거동
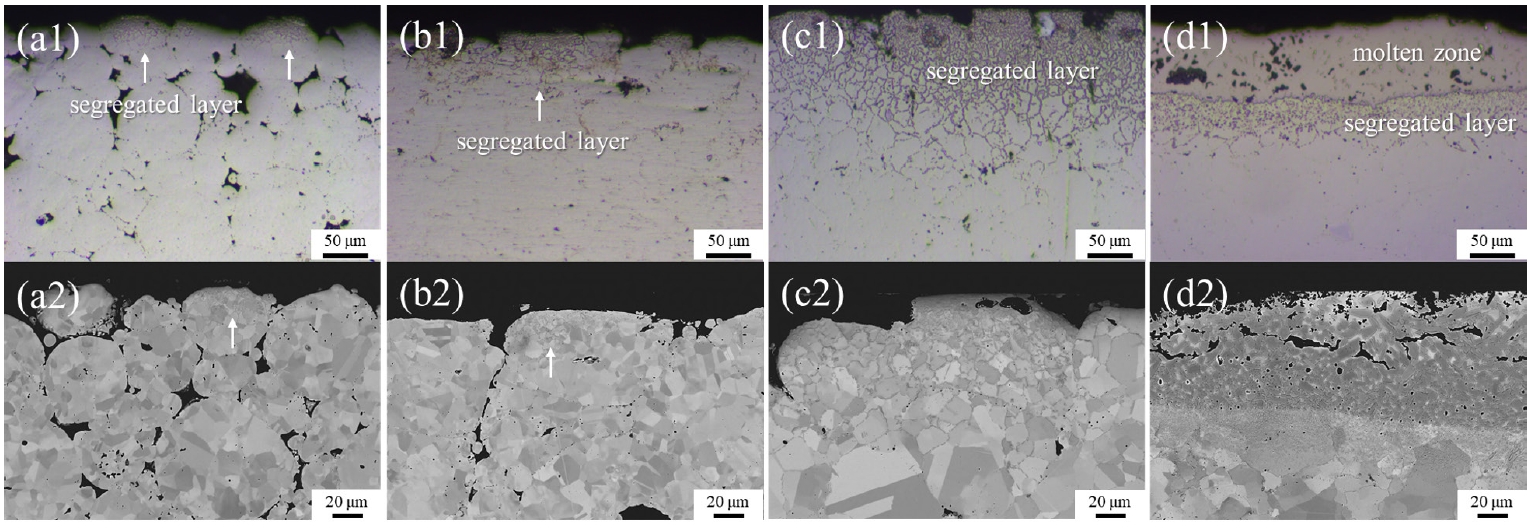
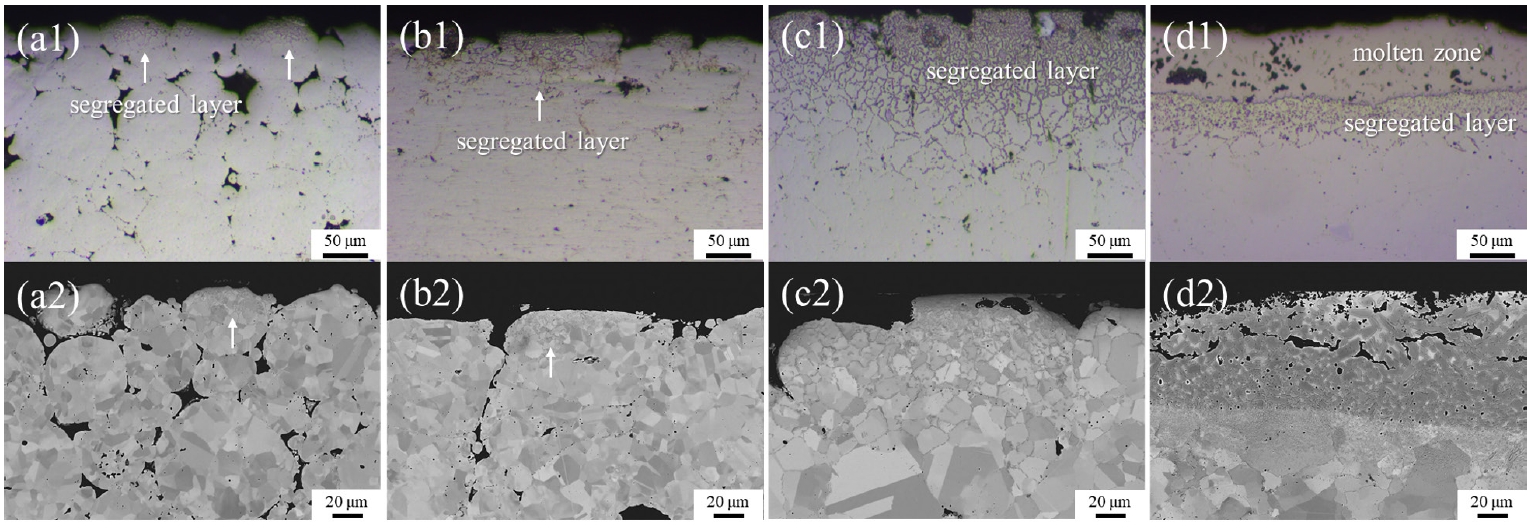
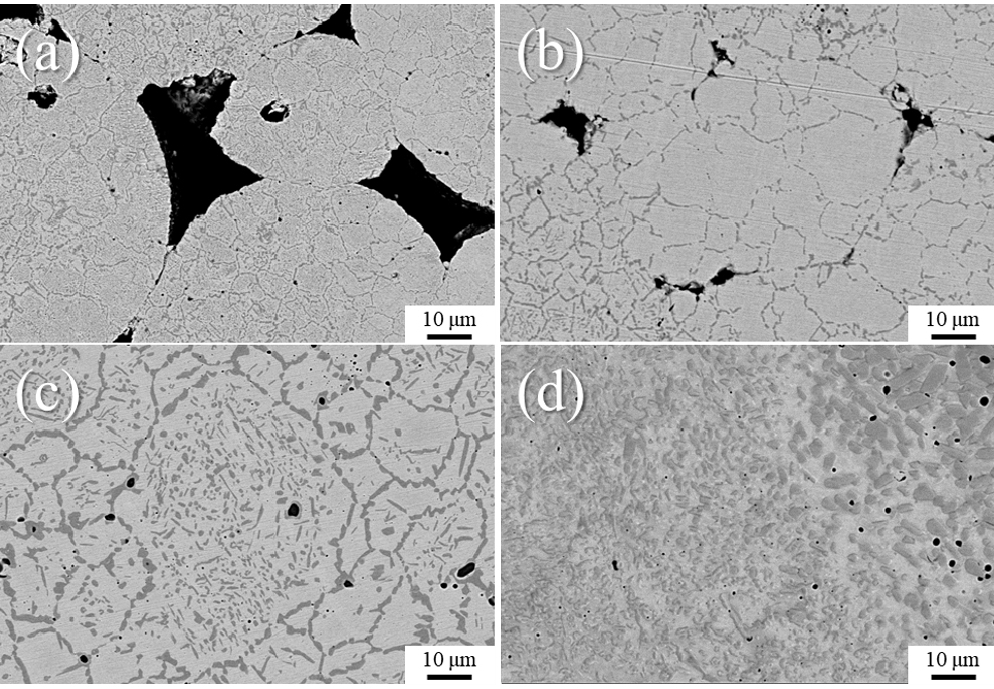
- 그림 5(a-d)는 소결 조건에 따른 소결체 단면의 표면부에서 관찰된 OM 및 SEM 사진을 보여준다. 소결체의 표면부에서 결정립계에 편석된 이차상들이 관찰되었고, 1000°C에서 소결 시간이 600초까지 증가함에 따라 이차상이 편석되어 있는 층(segregated layer)의 표면으로부터 깊이가 ~30 μm에서 ~110 μm까지 증가하였다(그림 5(a-c)). 1100°C에서 60초 동안 소결한 샘플(그림 5(d))의 편석층 깊이는 ~110 μm로 유사하였으며, 높은 소결 온도로 인해 표면에 ~70 μm 깊이의 국부적으로 용융된 영역이 발생하였다. 소결 시간과 온도가 증가함에 따라 소결한 샘플의 결정립 크기는 증가하였는데, 이는 계면 에너지 감소에 기인한다. 그림 6(a-d)는 소결 조건에 따른 소결체 표면에서 관찰된 SEM 사진을 보여준다. 1000°C에서 소결된 샘플의 결정립 또는 결정립계에 이차상이 존재하였으며, 그림 5의 소결체 단면 관찰 결과와 잘 일치하였다. 반면, 1100°C에서 60초 동안 소결된 샘플에서 표면에 존재하는 이차상들은 무작위하게 분포되어 있었고 조대하였다.
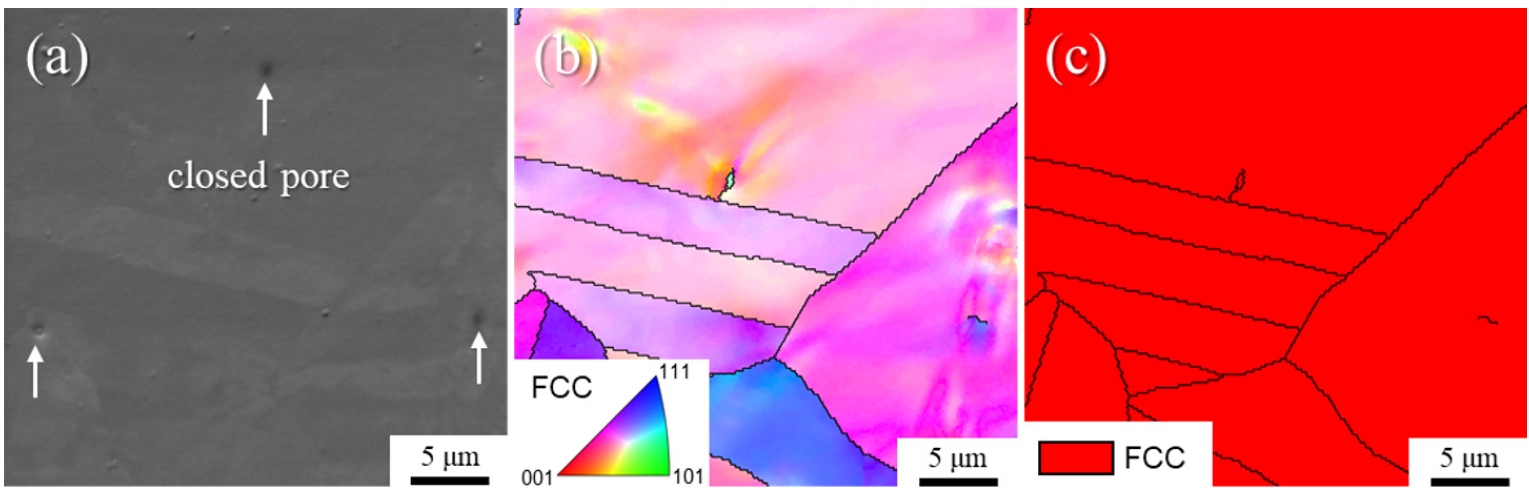
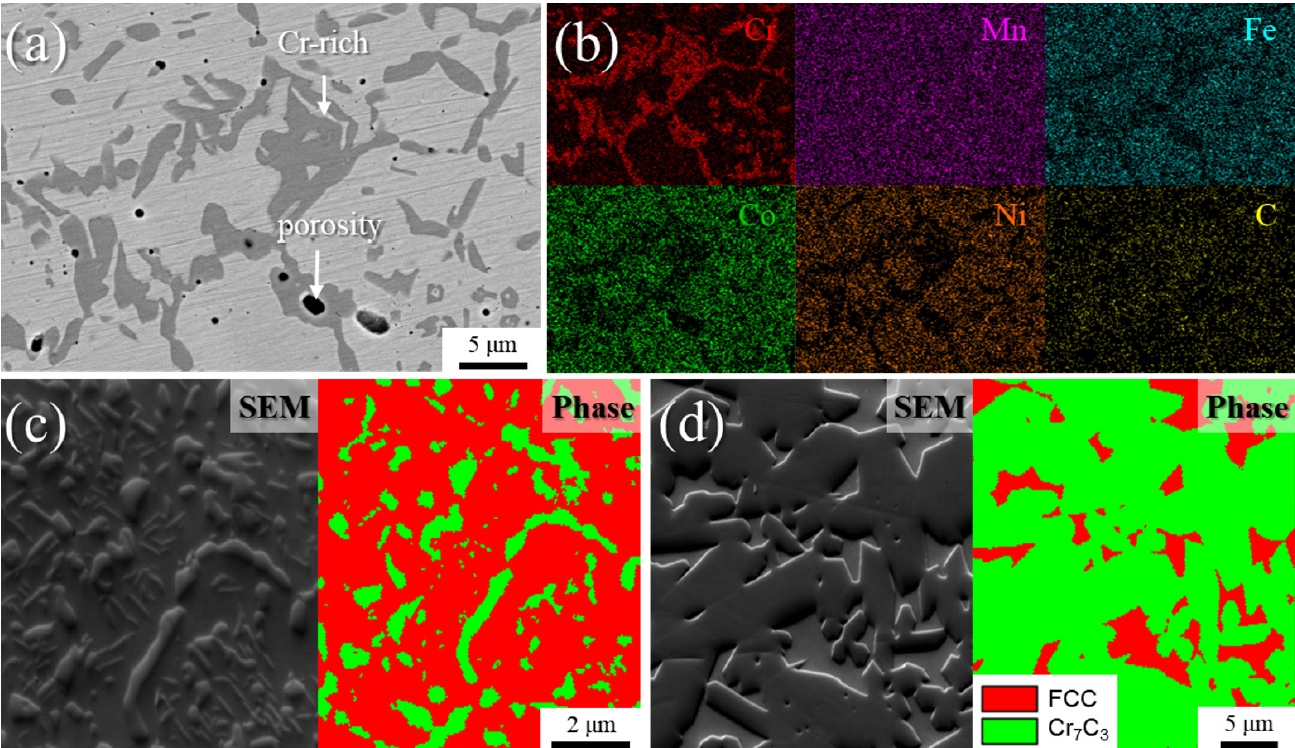
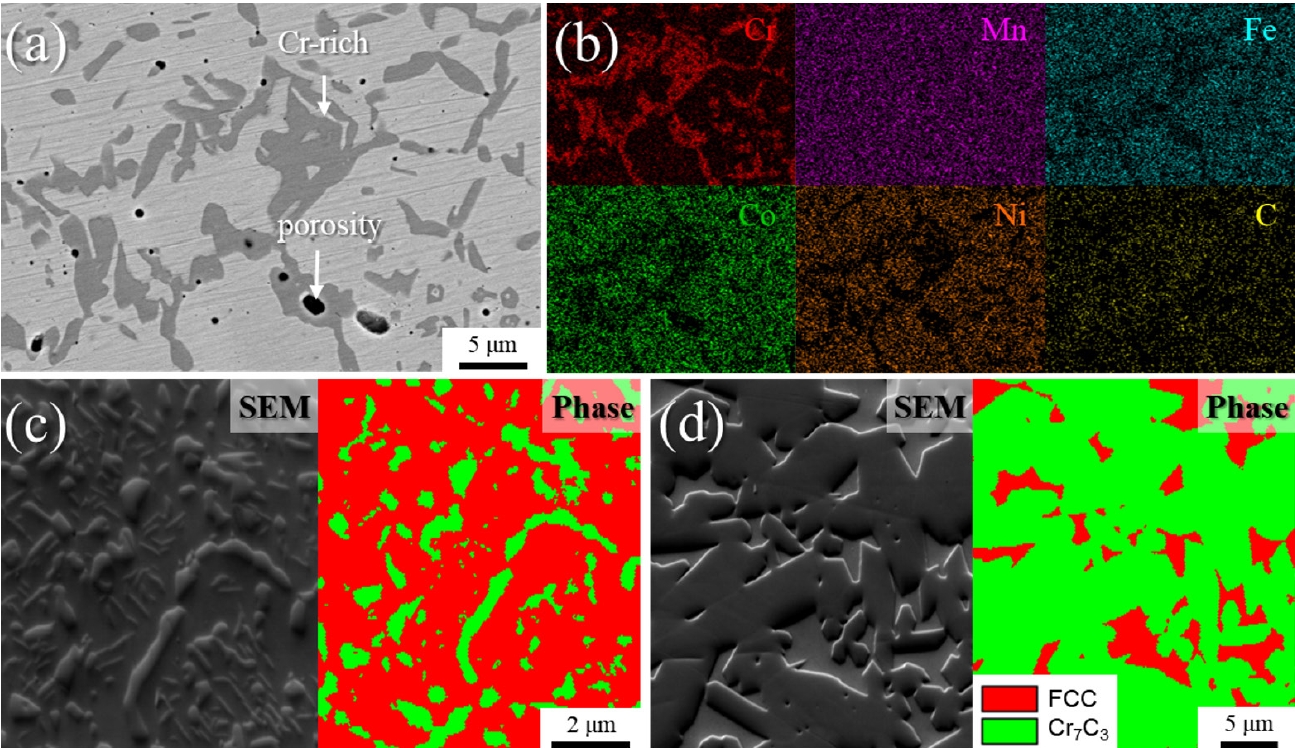
- 그림 7(a)와 (b)과 같이 이차상들을 규명하기 위해 1000°C에서 600초 동안 소결한 샘플 표면부의 SEM 사진 및 EDS 원소 매핑 결과를 얻었다. EDS 분석을 통해 결정립 내부 또는 결정립계에 존재하는 이차상들은 Cr-rich한 상으로 확인되었다. 그림 7(c)와 (d)는 각각 1000°C에서 1초 및 1100°C에서 60초 동안 소결한 샘플의 고배율의 사진에서 얻은 EBSD 결과들을 보여준다. EBSD 분석 결과 샘플 표면부에 존재하는 이차상들은 orthorhombic 구조의 Cr7C3(Pnma; a = 0.451 nm, b = 0.690 nm, c = 1.208 nm [31])로 확인되었다. Joo 등[23]은 CoCrFeMnNi 합금을 SPS를 통해 소결할 때, 흑연 몰드와 직접 닿는 소결체 표면부에 ~200 μm의 Cr 탄화물 층이 존재한다고 보고하였다. 따라서, 본 연구에서 소결체 표면에 존재하는 편석층(~110 μm)에 존재하는 Cr7C3들은 소결 중에 흑연 몰드로부터의 C 확산에 의해 생성된 것으로 생각된다. 분말 내 C와 S 함량은 각각 82 ppm과 43 ppm으로 측정되었으나 양이 매우 적어 소결체 표면에서 Cr7C3 생성에는 크게 영향을 미치 못했을 것으로 판단한다. 또한, 1100°C에서 소결된 샘플 표면의 용융된 영역에서 존재하는 이차상들도 Cr7C3으로 확인되었다. 용융된 영역에서 크기가 큰 Cr7C3는 표면 용융 후 고온(>1200°C)에서 응고 중 재생성되었기 때문이라 생각된다.
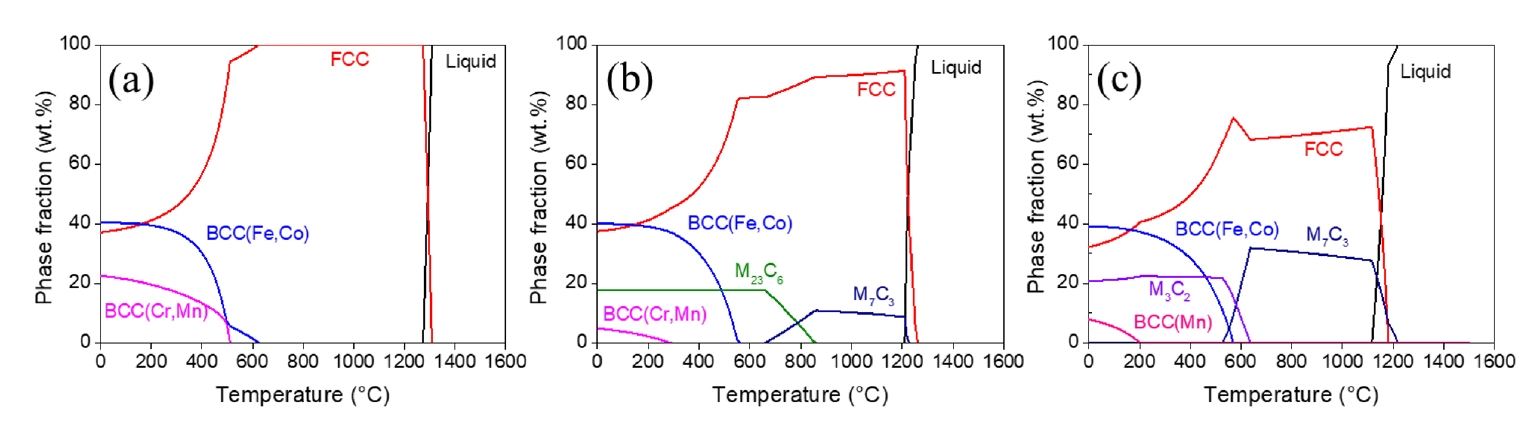
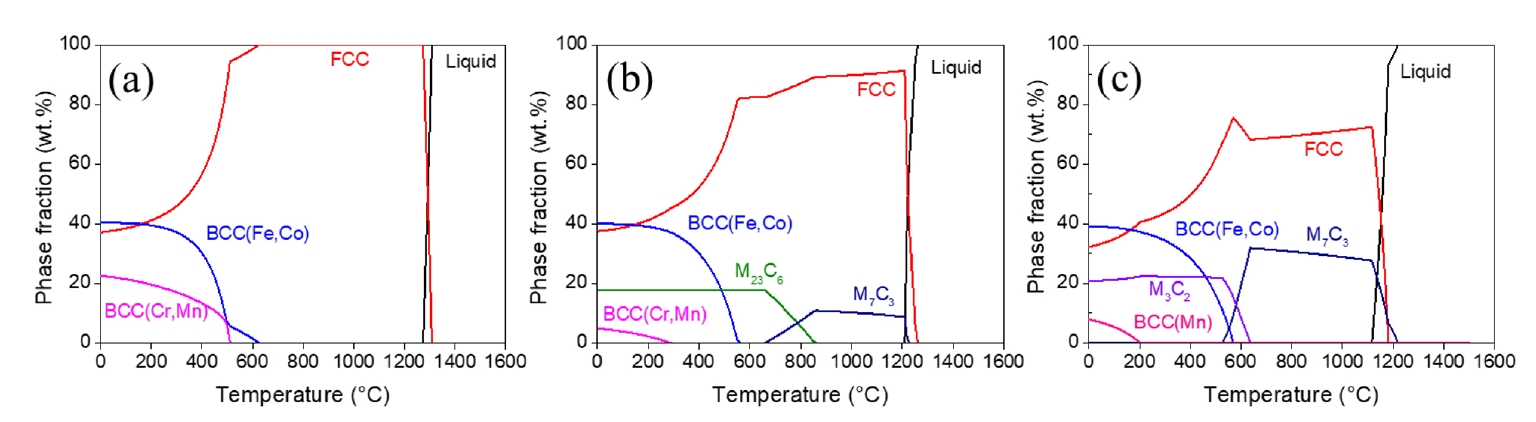
- 그림 8(a-c)은 서로 다른 C 함량을 가진 FeCrMnNiCo 합금의 온도에 따른 평형상분율의 변화를 보여주며, FactSage 프로그램의 FactPS 데이터베이스로 계산되었다. C 미첨가(그림 8(a)) 된 경우 응고가 진행됨에 따라 1310°C에서 FCC 상이 생성되었다. C를 1 wt.%(그림 8(b))와 3 wt.%(그림 8(c))를 첨가하여 계산한 경우 FCC 상의 생성온도가 각각 1260°C와 1181°C로 낮아졌으며, M7C3 상이 고온인 1230°C와 1219°C에서 생성되는 것으로 예측되었다. 또한, C 첨가량이 증가함에 따라 소결체의 융점이 1274°C에서 1116°C로 낮아질 것으로 예측됨에 따라, 1100°C에서 60초 동안 소결한 샘플의 표면에서 용융된 영역의 발생은 소결체 내부로 C이 확산함에 따라 융점이 낮아졌기 때문이라 생각된다. 이외에도 열역학 계산에 의한 BCC 및 MC 유형의 이차상들은 본 연구에서 관찰되지 않았으며, 이는 합금의 소결 후 빠른 냉각속도(200°C/min)에 의한 결과로 생각된다.
- 3.3. 소결체 내부의 기공 변화
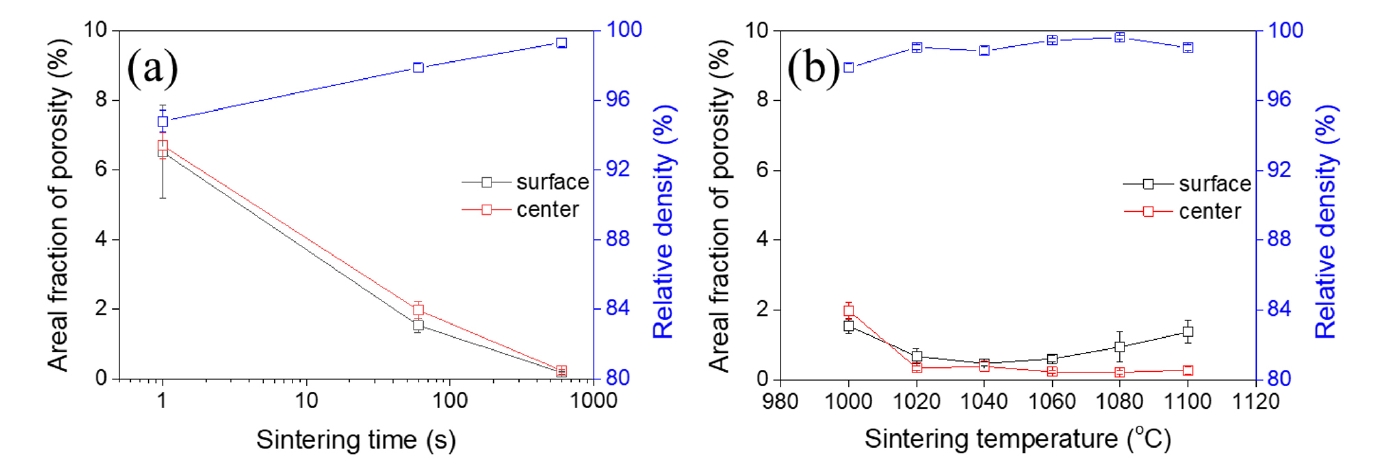
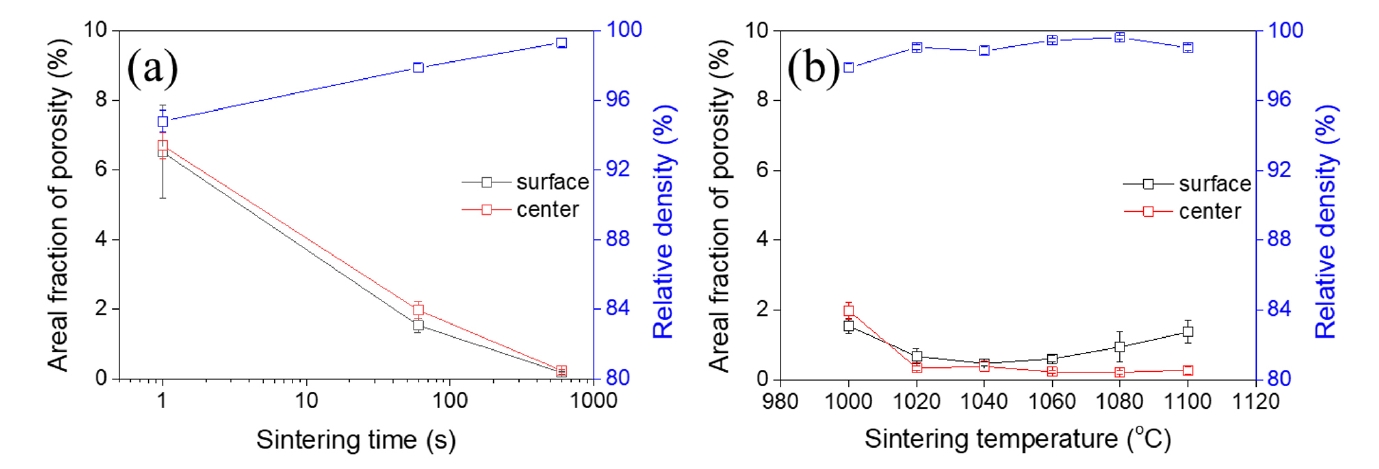
- 그림 9(a)는 1000°C에서 소결 시간에 따른 합금의 기공 면적분율 및 상대밀도 변화를 보여준다. 1000°C에서 1초 동안 소결한 샘플 표면부와 중심부에서의 기공 면적분율은 각각 6.5%와 5.4%로 측정되었고, 상대밀도는 94.81%로 측정되었다. 소결 시간이 600초까지 증가함에 따라 기공 면적분율은 0.2%와 0.4%로 감소하였고, 상대밀도는 99.33%까지 증가하였다. 이는 OM 및 SEM 사진(그림 2와 5)에서 관찰한 소결 조건에 따른 미세조직의 변화와 잘 일치한다. 소결 시간이 증가함에 따라 소결체의 표면부와 중심부의 기공 면적분율 차이는 크게 감소하였는데, 이는 더 많은 분말의 목 성장 때문이다. 그림 9(b)는 서로 다른 소결 온도에서 60초 동안 소결된 샘플의 기공 면적분율 및 상대 밀도의 변화를 보여준다. 1000°C에서 소결한 샘플 표면부의 기공 면적분율은 1.5%였고, 1040°C까지 소결 온도가 증가함에 따라 0.5%까지 감소하였다. 이후, 온도가 1100 °C까지 증가함에 따라 소결체 표면부의 기공 면적분율은 다시 1.4%까지 증가하였다. 소결 온도가 증가함에 따라 소결한 합금의 상대밀도는 97.88%에서 99.04%까지 증가하였다. 이 결과는 1060°C부터 소결체 표면부 용융 및 재응고에 의한 용융된 영역에서의 거대한 기공 발생(그림 5(d))에 의한 것으로 생각된다. 반면, 1100°C에서 소결한 샘플 중심부에서 기공 면적분율은 0.2%로 가장 낮게 측정되었다.
- 3.4. 소결 조건에 따른 경도 변화
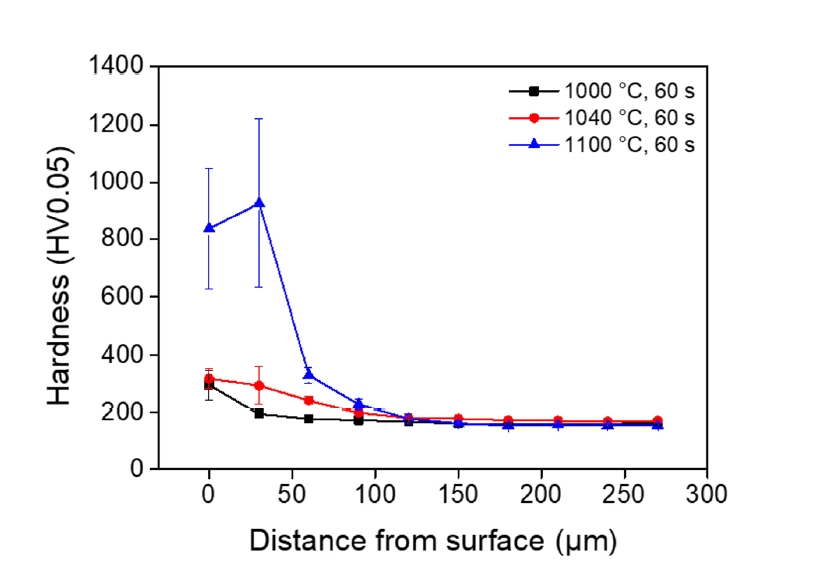
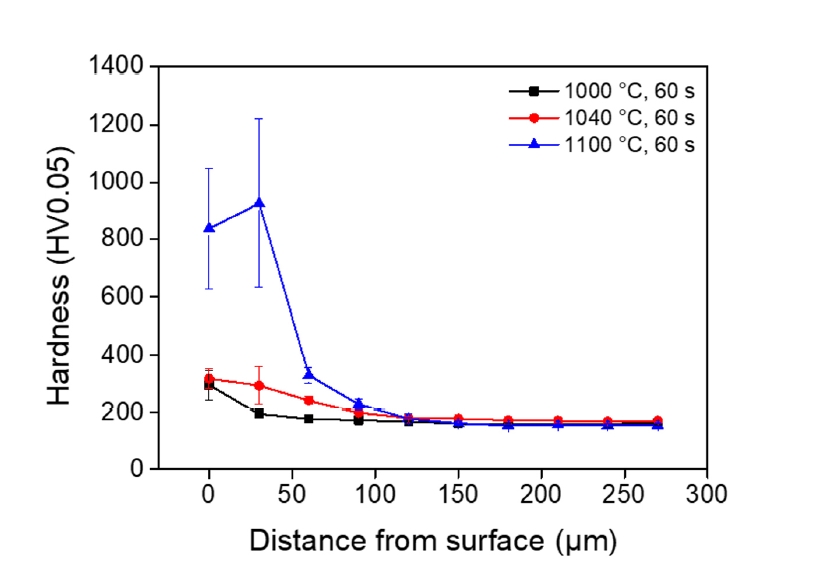
- 그림 10은 서로 다른 온도에서 60초 동안 소결한 합금의 표면부로부터의 비커스 측정 결과이다. 소결체 표면부에서 1000°C와 1040°C에서 소결한 합금의 경도는 ~300 HV로 측정되었다. 반면, 1100°C에서 소결한 합금의 경도는 ~900 HV로 다른 합금보다 높았으며, 이는 표면부의 국부 용융에 의한 Cr7C3 탄화물의 면적분율 증가 때문으로 사료된다 (그림 6). 모든 합금은 표면부에서 중심부로 갈수록 비커스 경도 값은 150–170 HV까지 낮아졌으며, 1100°C에서 소결한 합금의 경도 감소(~680 MPa)가 가장 컸다. 이 결과는 소결체의 중심부로 갈수록 결정립계에 Cr7C3 탄화물이 생성되지 않는 미세조직 관찰 결과와 잘 일치한다 (그림 5). 상기 결과로부터 소결 중 생성된 Cr7C3 탄화물이 소결체의 기계적 특성을 저하시킬 수 있다는 것을 알 수 있다. 따라서, 소결 조건에 따른 기공, 결정립, 침탄에 의한 상변화를 고려하면 FeCrMnNiCo 합금의 최적 소결 조건은 1000°C, 60초가 적합한 것으로 생각된다.
3. Results and Discussion
- 본 연구에서는 서로 다른 조건에서 방전 플라즈마 소결(SPS)을 통해 제조한 FeCrMnNiCo 고엔트로피 합금의 미세조직 변화에 대해 조사하였다. XRD, OM, SEM 및 EBSD를 이용하여 소결체의 미세조직 변화를 관찰하였고, 열역학 계산을 통해 C 함량에 따른 생성상을 예측하였다. 본 연구의 주요 결과는 다음과 같다.
- (1) SPS를 통해 제조된 FeCrMnNiCo 합금은 소결 조건과 관계없이 FCC 단상으로 구성되어 있었으며, 소결체 내부에 기공이 존재하였다. 결정립 크기는 1000°C에서 소결 시간이 증가함에 따라 ~10 μm에서 ~50 μm까지 증가하였고, 1100°C에서 60초 소결한 샘플에서는 결정립들이 더욱 조대화 되었다.
- (2) 소결체의 표면으로부터 최대 110 μm까지 이차상이 편석된 층이 존재하였고, 이들은 소결 중에 흑연 몰드로부터 C 확산에 의해 생성된 Cr7C3로 확인되었다. 소결체 내부로 C 확산에 의해 융점이 낮아져 1100°C에서 소결한 샘플의 경우 표면부에 용융된 영역이 발생하였다.
- (3) 1000°C에서 소결 시간이 증가함에 따라 분말의 목 성장으로 인하여 소결체 표면부와 중심부의 기공 면적분율이 모두 감소하였다. 소결 온도가 증가함에 따라 1040°C까지 기공 면적분율이 감소하였으나, 1060°C부터 소결체 표면부의 용융이 발생함에 따라 기공 면적분율이 증가하였다. 반면, 1100°C에서 소결된 샘플 중심부에서는 용융이 발생하지 않아 기공 면적분율이 0.23%로 가장 낮았다.
- (4) 1100°C에서 소결한 합금의 표면부의 경도 값은 다른 온도에서 소결한 합금보다 높았으며, 이는 표면부에 생성된 Cr7C3 탄화물 때문이다. 반면, 온도에 관계없이 소결체 중심부에서는 Cr7C3 탄화물이 생성되지 않아 경도 값이 유사하였다. 소결 조건에 따른 기공, 결정립, 침탄에 의한 상변화를 고려하면 최적의 소결 조건은 1000°C, 60초이다.
4. Conclusion
-
Conflict of Interest
공동저자(이석재 교수)는 현재 JPM편집이사로 봉사 중이지만, 논문 출판과정의 어떤 과정에서도 관여하지 않았습니다. 이 사항을 제외하면 저자들은 잠재적인 이해 상충에 관련된 해당 사항이 없음을 선언합니다.
-
Author Information and Contribution
박성현: 석박사통합과정 학생/미세조직 분석 및 논문 초안 작성, 이상화: 박사후연구원/미세조직 분석 및 논문 편집, 이준호: 박사과정 학생/소결체 제조, 이석재: 교수/개념설계, 정재길: 부교수/개념설계, 총괄관리.
Article information
-
Acknowledgements
- 본 연구는 정부(과학기술정보통신부)의 재원으로 한국연구재단의 기초연구실지원사업(No. RS-2023-00217415)으로 수행되었습니다. 전자현미경 분석에 도움을 주신 전북대학교 공동실험실습관(Center for University-wide Research Facilities, CURF)에 감사드립니다.
- 1. J.-W. Yeh, S.-K. Chen, S.-J. Lin, J.-Y. Gan, T.-S. Chin, T.-T. Shun, C.-H. Tsau and S.-Y. Chang: Adv. Eng. Mater., 6 (2004) 299.Article
- 2. B. Cantor, I. T. H. Chang, P. Knight and A. J. B. Vincent: Mater. Sci. Eng. A, 375 (2004) 213.Article
- 3. Y. Zhang, Y. J. Zhou, J. P. Lin, G. L. Chen and P. K. Liaw: Adv. Eng. Mater., 10 (2008) 534.Article
- 4. J.-W. Yeh: JOM, 67 (2015) 2254.ArticlePDF
- 5. D. B. Miracle and O. N. Senkov: Acta Mater., 122 (2017) 448.Article
- 6. E. P. George, W. A. Curtin and C. C. Tasan: Acta Mater., 188 (2020) 435.Article
- 7. B. Gludovatz, A. Honenwarter, D. Catoor, E. H. Chang, E. P. George and R. O. Ritchie: Science, 345 (2014) 1153.Article
- 8. Z. J. Zhang, M. M. Mao, J. Wang, B. Gludovatz, Z. Zhang, S. X. Mao, E. P. George, Q. Yu and R. O. Ritchie: Nat. Commun., 6 (2015) 10143.Article
- 9. O. N. Senkov, J. M. Scott, S. V. Senkova, D. B. Miracle and C. F. Woodward: J. Alloys. Compd., 509 (2011) 6043.Article
- 10. Z. Wang, W. Lu, D. Raabe and Z. Li: J. Alloys Compd., 781 (2019) 734.Article
- 11. J. Y. He, C. Zhu, D. Q. Zhou, W. H. Liu, T. G. Nieh and Z. P. Lu: Intermetallics, 55 (2014) 9.Article
- 12. B. Schuh, F. M. Martin, B. Völker, E. P. George, H. Clemens, R. Pippan and A. Hohenwarter: Acta Mater., 96 (2015) 258.Article
- 13. F. Otto, A. Dlouhý, K. G. Pradeep, M. Kuběnová, D. Raabe, G. Eggeler and E. P. George: Acta Mater., 112 (2016) 40.Article
- 14. E. J. Pickering, R. Muñoz-Moreno, H. J. Stone and N. G. Jones: Scr. Mater., 113 (2016) 106.Article
- 15. N. D. Stepanov, N. Y. Yurchenko, M. A. Tikhonovsky and G. K. Salishchev: J. Alloys Compd., 687 (2016) 59.Article
- 16. C. Wang, Y. Yu, H. Zhang, L. Xu, X. Ma, F. Wang and B. Song: J. Mater. Res. Technol., 15 (2021) 5187.Article
- 17. Q. Ye, K. Feng, Z. Li, F. Lu, R. Li, J. Huang and Y. Wu: Appl. Surf. Sci., 396 (2017) 1420.Article
- 18. Y. J. Li, A. Savan and A. Ludwig: Appl. Phys. Lett., 119 (2021) 201910.Article
- 19. L. L. Xiao, Z. Q. Zheng, S. W. Guo, P. Huang and F. Wang: Mater. Des., 194 (2020) 108895.Article
- 20. C. Wagner and G. Laplanche: Int. J. Plast., 166 (2023) 103651.Article
- 21. J. M. Torralba, P. Alvaredo and A. García-Junceda: Powder Metall., 62 (2019) 84.Article
- 22. K. B. Zhang, Z. Y. Fu, J. Y. Zhang, J. Shi, W. M. Wang, H. Wang, Y. C. Wang and Q. J. Zhang: J. Alloys Compd., 485 (2009) L31.Article
- 23. S.-H. Joo, H. Kato, M. J. Jang, J. Moon, E. B. Kim, S.-J. Hong and H. S. Kim: J. Alloys Compd., 698 (2017) 591.Article
- 24. M. Laurent-Brocq, P.-A. Goujon, J. Monnier, B. Villeroy, L. Perriere, R. Pires and G. Garcin: J. Alloys Compd., 780 (2019) 856.Article
- 25. R. Ravi and S. R. Bakshi: J. Alloys Compd., 883 (2021) 160879.Article
- 26. K. E. Smetanina, P. V. Andreev, A. V. Nokhrin, E. A. Lantsev and V. N. Chuvildeev: J. Alloys Compd., 973 (2024) 172823.Article
- 27. C. A. Schneider, W. S. Rasband and K. W. Eliceiri: Nat. Methods, 9 (2012) 671.ArticlePDF
- 28. X. Song, X. Liu and J. Zhang: J. Am. Ceram. Soc., 89 (2006) 494.Article
- 20. G. Laplanche, P. Gadaud, O. Horst, F. Otto, G. Eggeler and E. P. George: J. Alloys Compd., 623 (2015) 348.Article
- 30. R. Li, P. Niu, T. Yuan, P. Cao, C. Chen and K. Zhou: J. Alloys Compd., 746 (2018) 125.Article
- 31. Y. Li, Y. Gao, B. Xiao, T. Min, Y. Yang, S. Ma and D. Yi: J. Alloys Compd., 509 (2011) 5242.Article
References
Figure & Data
References
Citations
- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
Eunhyo Song, Hansung Lee, Byungmin Ahn
Journal of Powder Materials.2025; 32(3): 254. CrossRef - Microstructure and mechanical properties of oxide-dispersion-strengthened CrMnFeCoNiC0.2O0.2 high-entropy alloy fabricated by mechanical alloying and spark plasma sintering
Sang-Hwa Lee, Seonghyun Park, Ka Ram Lim, Seok-Jae Lee, Jae-Gil Jung
Materials Science and Engineering: A.2025; 947: 149284. CrossRef
 ePub Link
ePub Link-
 Cite this Article
Cite this Article
- Cite this Article
-
- Close
- Download Citation
- Close
- Figure
-
- Related articles
-
- Effect of Compositional Trade-off Between Cr and Mo on the Corrosion Resistance of Additively Manufactured Co-Cr-Fe-Ni-Mo High-Entropy Alloys
- Effect of Powder Preparation Method on the Microstructural Characteristics of Sintered W-7Ni-3Cu Heavy Alloy
- Effect of the Cross-rolling Process on the Microstructures and Mechanical Properties of 9Cr-1W ODS Steel
- Effect of Ball Milling Conditions on the Microstructure and Dehydrogenation Behavior of TiH2 Powder
- Effect of Iron Content on Microstructure and Mechanical Properties of Ti-Mo-Fe P/M Alloys










Fig. 1.
Fig. 2.
Fig. 3.
Fig. 4.
Fig. 5.
Fig. 6.
Fig. 7.
Fig. 8.
Fig. 9.
Fig. 10.
TOP
