
Search
- Page Path
- HOME > Search
- [English]
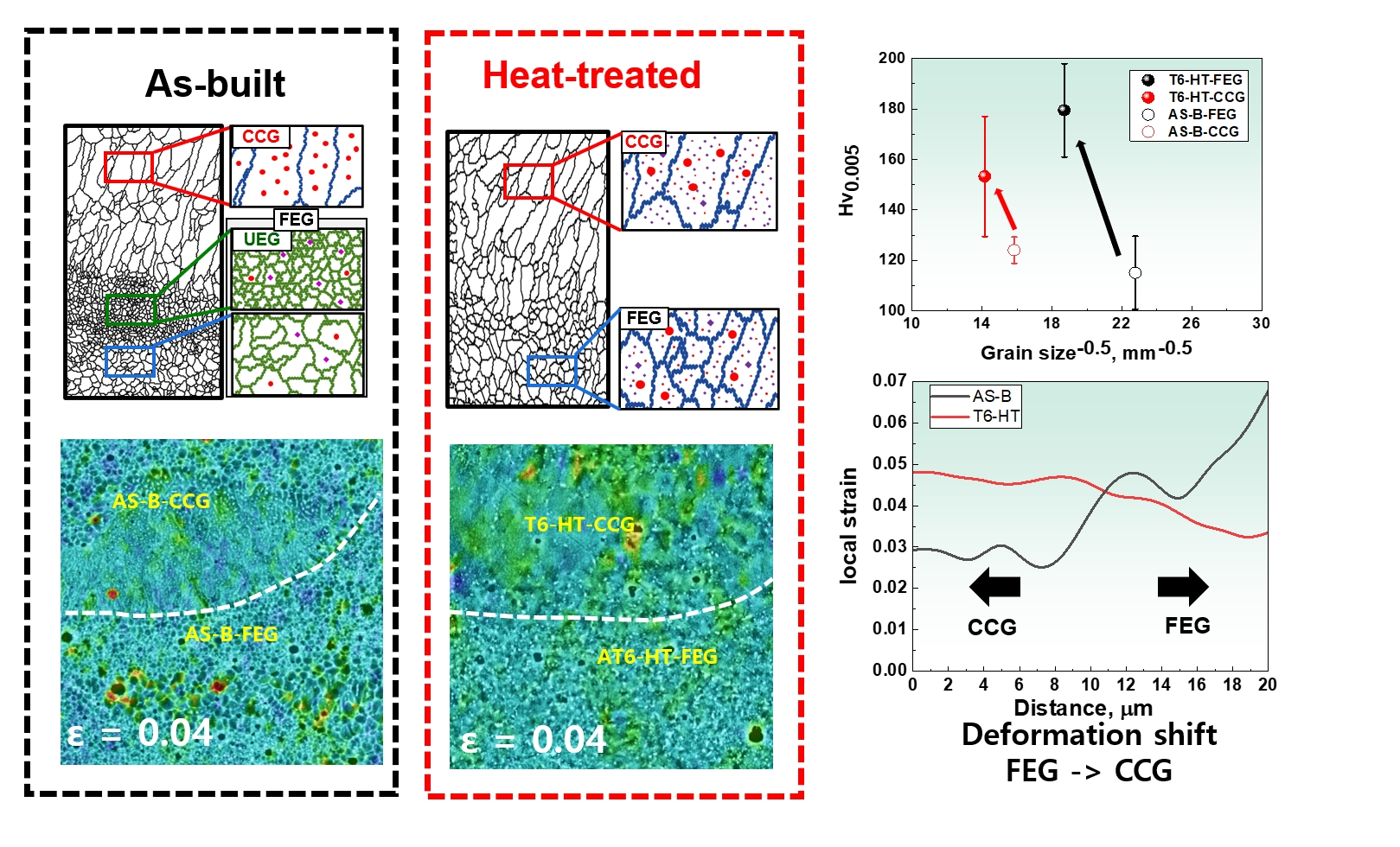
- Heat-Treatment-Induced Deformation Shift in LPBF-Fabricated Heterogeneous Microstructured Al–Zn–Mg–Cu Alloys
- Jungho Choe, Ji Hun Yu, Jina Kwak
- J Powder Mater. 2026;33(3):184-194. Published online June 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00136
- 640 View
- 4 Download
-
 Abstract
Abstract
 PDF
PDF - This study investigated the effect of T6 heat treatment on the tensile properties and deformation behavior of heterogeneous microstructured Al–Zn–Mg–Cu alloys fabricated by laser powder bed fusion. In the as-built state, pronounced microstructural heterogeneity, including non-uniform precipitate distributions and solute segregation concentrated in the coarse columnar grain (CCG) regions, promoted strain localization within the fine equiaxed grain (FEG) regions. This architectural imbalance produced a high ratio of hetero-deformation-induced (HDI) stress to overall flow stress. T6 heat treatment induced solute homogenization and more uniform precipitation across the matrix, together with grain growth that largely eliminated the distinct ultrafine equiaxed grain zones. These changes caused a clear hardness reversal between the FEG and CCG regions, shifting strain localization toward the CCG regions. Consequently, although the absolute magnitude of HDI stress increased with the higher flow stress, its relative contribution decreased because of the homogenized architecture. Despite reduced uniform elongation caused by early necking, overall tensile ductility improved substantially through suppression of premature intergranular cracking in the FEG regions, clarifying the relationship between microstructural evolution and deformation behavior.
- [English]
- Characterization of the Manufacturing Process and Mechanical Properties of CoCrFeMnNi High-Entropy Alloys via Metal Injection Molding and Hot Isostatic Pressing
- Eun Seong Kim, Jae Man Park, Do Won Lee, Hyojeong Ha, Jungho Choe, Jaemin Wang, Seong Jin Park, Byeong-Joo Lee, Hyoung Seop Kim
- J Powder Mater. 2024;31(3):243-254. Published online June 27, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00059
- 2,922 View
- 69 Download
- 1 Citations
-
Abstract
PDF
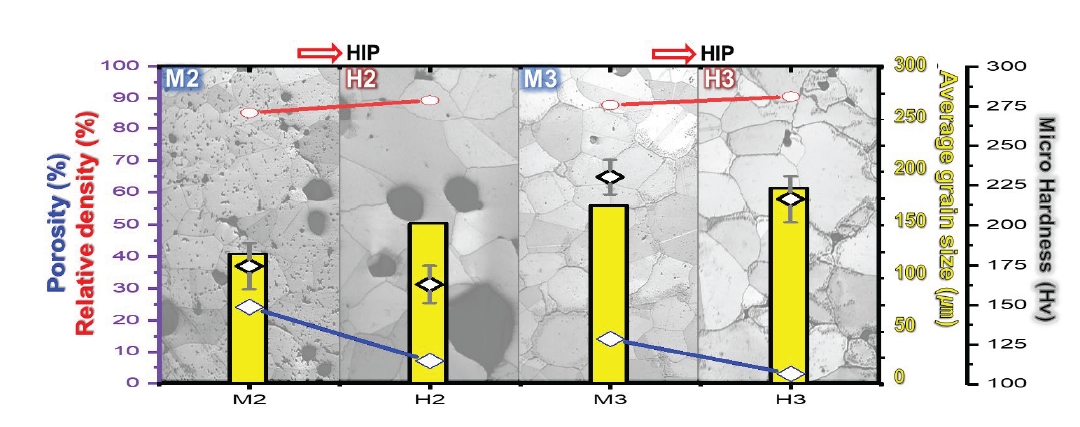
- High-entropy alloys (HEAs) have been reported to have better properties than conventional materials; however, they are more expensive due to the high cost of their main components. Therefore, research is needed to reduce manufacturing costs. In this study, CoCrFeMnNi HEAs were prepared using metal injection molding (MIM), which is a powder metallurgy process that involves less material waste than machining process. Although the MIM-processed samples were in the face-centered cubic (FCC) phase, porosity remained after sintering at 1200°C, 1250°C, and 1275°C. In this study, the hot isostatic pressing (HIP) process, which considers both temperature (1150°C) and pressure (150 MPa), was adopted to improve the quality of the MIM samples. Although the hardness of the HIP-treated samples decreased slightly and the Mn composition was significantly reduced, the process effectively eliminated many pores that remained after the 1275°C MIM process. The HIP process can improve the quality of the alloy.
-
Citations
Citations to this article as recorded by
- Review on the impact of processing routes and external factors on phase formation and tribological properties of CoCrFeMnNi HEAs
Rituraj Chandrakar, Om Prakash, Anil Kumar, Ankur Jaiswal, Manish Kumar
Emergent Materials.2026;[Epub] CrossRef
- Review on the impact of processing routes and external factors on phase formation and tribological properties of CoCrFeMnNi HEAs
- [Korean]
- Prediction of Crack Density in additive manufactured AA7075 Alloy Reinforced with ZrH2 inoculant via Response Surface Method
- Jeong Ah Lee, Jungho Choe, Hyoung Seop Kim
- J Powder Mater. 2023;30(3):203-209. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.203

- 2,537 View
- 14 Download
- 1 Citations
-
Abstract
PDF
Aluminum alloy-based additive manufacturing (AM) has emerged as a popular manufacturing process for the fabrication of complex parts in the automotive and aerospace industries. The addition of an inoculant to aluminum alloy powder has been demonstrated to effectively reduce cracking by promoting the formation of equiaxed grains. However, the optimization of the AM process parameters remains challenging owing to their variability. In this study, the response surface methodology (RSM) was used to predict the crack density of AM-processed Al alloy samples. RSM was performed by setting the process parameters and equiaxed grain ratio, which influence crack propagation, as independent variables and designating crack density as a response variable. The RSM-based quadratic polynomial models for crack-density prediction were found to be highly accurate. The relationship among the process parameters, crack density, and equiaxed grain fraction was also investigated using RSM. The findings of this study highlight the efficacy of RSM as a reliable approach for optimizing the properties of AM-processed parts with limited experimental data. These results can contribute to the development of robust AM processing strategies for the fabrication of highquality Al alloy components for various applications.
-
Citations
Citations to this article as recorded by- Synergistic strengthening of crack-free Al–Zn–Mg–Cu alloys with hierarchical microstructures achieved via laser powder bed fusion
Jungho Choe, Kyung Tae Kim, Jeong Min Park, Hyomoon Joo, Sang Guk Jeong, Eun Seong Kim, Soung Yeoul Ahn, Gang Hee Gu, Hyoung Seop Kim
Materials Research Letters.2024; 12(8): 598. CrossRef
- Synergistic strengthening of crack-free Al–Zn–Mg–Cu alloys with hierarchical microstructures achieved via laser powder bed fusion
- [English]
- Fabrication of Equiatomic CoCrFeMnNi High-Entropy Alloy by Metal Injection Molding Process Using Coarse-Sized Powders
- Eun Seong Kim, Jae Man Park, Ji Sun Lee, Jungho Choe, Soung Yeoul Ahn, Sang Guk Jeong, Do Won Lee, Seong Jin Park, Hyoung Seop Kim
- J Powder Mater. 2023;30(1):1-6. Published online February 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.1.1
- 2,346 View
- 36 Download
- 4 Citations
-
Abstract
PDF
High-entropy alloys (HEAs) are attracting attention because of their excellent properties and functions; however, they are relatively expensive compared with commercial alloys. Therefore, various efforts have been made to reduce the cost of raw materials. In this study, MIM is attempted using coarse equiatomic CoCrFeMnNi HEA powders. The mixing ratio (powder:binder) for HEA feedstock preparation is explored using torque rheometer. The block-shaped green parts are fabricated through a metal injection molding process using feedstock. The thermal debinding conditions are explored by thermogravimetric analysis, and solvent and thermal debinding are performed. It is densified under various sintering conditions considering the melting point of the HEA. The final product, which contains a small amount of non-FCC phase, is manufactured at a sintering temperature of 1250°C.
-
Citations
Citations to this article as recorded by- Ultrasonic Nanocrystal Surface Modification of 3D Interconnected Heterostructured Complex Concentrated Alloys Produced by Liquid Metal Dealloying: Microstructural Evolution and Wear Behavior
Jumi Choi, Yeji Kim, Munsu Choi, Jae Hyuk Lee, Dong Jun Lee, Auezhan Amanov, Soo-Hyun Joo, Hyoung Seop Kim
Journal of Powder Materials.2026; 33(2): 91. CrossRef - Development of 3D interconnected nanoporous TiZrHfNbTaNi high-entropy alloy via liquid metal dealloying and subsequent synthesis of (TiZrHfNbTaNi)O high-entropy oxide
Jae Hyuk Lee, Soo Vin Ha, Jihye Seong, Akira Takeuchi, Ruirui Song, Hidemi Kato, Soo-Hyun Joo
Journal of Materials Research and Technology.2025; 35: 5204. CrossRef - Development of 3D interconnected heterogeneous high-entropy alloy composites with enhanced multifunctionality via liquid metal dealloying
Munsu Choi, Gang Hee Gu, Jongun Moon, Jae Wung Bae, Hidemi Kato, Seung Zeon Han, Hyoung Seop Kim, Yongseok Choi, Soo-Hyun Joo
Journal of Materials Research and Technology.2025; 37: 5672. CrossRef - Characterization of the Manufacturing Process and Mechanical Properties of CoCrFeMnNi High-Entropy Alloys via Metal Injection Molding and Hot Isostatic Pressing
Eun Seong Kim, Jae Man Park, Do Won Lee, Hyojeong Ha, Jungho Choe, Jaemin Wang, Seong Jin Park, Byeong-Joo Lee, Hyoung Seop Kim
journal of Korean Powder Metallurgy Institute.2024; 31(3): 243. CrossRef
- Ultrasonic Nanocrystal Surface Modification of 3D Interconnected Heterostructured Complex Concentrated Alloys Produced by Liquid Metal Dealloying: Microstructural Evolution and Wear Behavior
- [Korean]
- Spheroidization of Enamel Powders by Radio Frequency Plasma Treatment and Application to Additive Manufacturing
- Ki-Bong Kim, Dong-Yeol Yang, Yong-Jin Kim, Jungho Choe, Ji-Na Kwak, Woo-Hyung Jung
- J Korean Powder Metall Inst. 2020;27(5):388-393. Published online October 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.5.388

- 1,125 View
- 6 Download
-
Abstract
PDF
The enamel powders used traditionally in Korea are produced by a ball-milling process. Because of their irregular shapes, enamel powders exhibit poor flowability. Therefore, polygonal enamel powders are only used for handmade cloisonné crafts. In order to industrialize or automate the process of cloisonné crafts, it is essential to control the size and shape of the powder. In this study, the flowability of the enamel powders was improved using the spheroidization process, which employs the RF plasma treatment. In addition, a simple grid structure and logo were successfully produced using the additive manufacturing process (powder bed fusion), which utilizes spherical enamel powders. The additive manufacturing technology of spherical enamel powders is expected to be widely used in the field of cloisonné crafting in the future.
- [Korean]
- Investigation on Interfacial Microstructures of Stainless Steel/Inconel Bonded by Directed Energy Deposition of alloy Powders
- Yeong Seong Eom, Kyung Tae Kim, Soo-Ho Jung, Jihun Yu, Dong Yeol Yang, Jungho Choe, Chul Yong Sim, Seung Jun An
- J Korean Powder Metall Inst. 2020;27(3):219-225. Published online June 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.3.219

- 2,031 View
- 4 Download
- 2 Citations
-
Abstract
PDF
The directed energy deposition (DED) process of metal 3D printing technologies has been treated as an effective method for welding, repairing, and even 3-dimensional building of machinery parts. In this study, stainless steel 316L (STS316L) and Inconel 625 (IN625) alloy powders are additively manufactured using the DED process, and the microstructure of the fabricated STS316L/IN625 sample is investigated. In particular, there are no secondary phases in the interface between STS316L and the IN625 alloy. The EDS and Vickers hardness results clearly show compositionally and mechanically transient layers a few tens of micrometers in thickness. Interestingly, several cracks are only observed in the STS 316L rather than in the IN625 alloy near the interface. In addition, small-sized voids 200–400 nm in diameter that look like trapped pores are present in both materials. The cracks present near the interface are formed by tensile stress in STS316L caused by the difference in the CTE (coefficient of thermal expansion) between the two materials during the DED process. These results can provide fundamental information for the fabrication of machinery parts that require joining of two materials, such as valves.
-
Citations
Citations to this article as recorded by- Multi-material processing of metallic components by direct additive manufacturing methods: technologies, scientific insights, and industrial applications
Reza Ghanavati, Mohammad Hossein Mosallanejad, Amir Behjat, Mohammad Taghian, Paolo Fino, Luca Iuliano, Abdollah Saboori
International Journal of Extreme Manufacturing.2026; 8(4): 042004. CrossRef - Microstructures and mechanical properties of 316LSi/IN625 FGMs manufactured by CMT-WAAM
Jiang Aimin, Ahmad Baharuddin Abdullah, Shahir Mohd Yusuf
Advances in Mechanical Engineering.2025;[Epub] CrossRef
- Multi-material processing of metallic components by direct additive manufacturing methods: technologies, scientific insights, and industrial applications
- [Korean]
- Influence of Powder Size on Properties of Selectively Laser-Melted- AlSi10Mg Alloys
- Yeong Seong Eom, Dong Won Kim, Kyung Tae Kim, Sang Sun Yang, Jungho Choe, Injoon Son, Ji Hun Yu
- J Korean Powder Metall Inst. 2020;27(2):103-110. Published online April 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.2.103

- 1,527 View
- 5 Download
- 2 Citations
-
Abstract
PDF
Aluminum (Al) - based powders have attracted attention as key materials for 3D printing because of their excellent specific mechanical strength, formability, and durability. Although many studies on the fabrication of 3Dprinted Al-based alloys have been reported, the influence of the size of raw powder materials on the bulk samples processed by selective laser melting (SLM) has not been fully investigated. In this study, AlSi10Mg powders of 65 μm in average particle size, prepared by a gas atomizing process, are additively manufactured by using an SLM process. AlSi10Mg powders of 45 μm average size are also fabricated into bulk samples in order to compare their properties. The processing parameters of laser power and scan speed are optimized to achieve densified AlSi10Mg alloys. The Vickers hardness value of the bulk sample prepared from 45 μm-sized powders is somewhat higher than that of the 65 μm-sized powder. Such differences in hardness are analyzed because the reduction in melt pool size stems from the rapid melting and solidification of small powders, compared to those of coarse powders, during the SLM process. These results show that the size of the powder should be considered in order to achieve optimization of the SLM process.
-
Citations
Citations to this article as recorded by- Laser Soldering Process Optimization of MEMS Probe of Probe Card for Semiconductor Wafer Test
Myeongin Kim, Won Sik Hong, Mi-Song Kim
Journal of Welding and Joining.2022; 40(3): 271. CrossRef - Investigation on Interfacial Microstructures of Stainless Steel/Inconel Bonded by Directed Energy Deposition of alloy Powders
Yeong Seong Eom, Kyung Tae Kim, Soo-Ho Jung, Jihun Yu, Dong Yeol Yang, Jungho Choe, Chul Yong Sim, Seung Jun An
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 219. CrossRef
- Laser Soldering Process Optimization of MEMS Probe of Probe Card for Semiconductor Wafer Test
- [Korean]
- A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
- Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
- J Korean Powder Metall Inst. 2018;25(2):137-143. Published online April 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.2.137
- 1,423 View
- 6 Download
- 2 Citations
-
Abstract
PDF
In this study, two types of SKD61 tool-steel samples are built by a selective laser melting (SLM) process using the different laser scan speeds. The characteristics of two kinds of SKD61 tool-steel powders used in the SLM process are evaluated. Commercial SKD61 tool-steel power has a flowability of 16.68 sec/50 g and its Hausner ratio is calculated to be 1.25 by apparent and tapped density. Also, the fabricated SKD61 tool steel powder fabricated by a gas atomization process has a flowability of 21.3 sec/50 g and its Hausner ratio is calculated to be 1.18. Therefore, we confirmed that the two powders used in this study have excellent flowability. Samples are fabricated to measure mechanical properties. The highest densities of the SKD61 tool-steel samples, fabricated under the same conditions, are 7.734 g/cm3 (using commercial SKD61 powder) and 7.652 g/cm3 (using fabricated SKD61 powder), measured with Archimedes method. Hardness is measured by Rockwell hardness testing equipment 5 times and the highest hardnesses of the samples are 54.56 HRC (commercial powder) and 52.62 HRC (fabricated powder). Also, the measured tensile strengths are approximately 1,721 MPa (commercial SKD61 powder) and 1,552 MPa (fabricated SKD61 powder), respectively.
-
Citations
Citations to this article as recorded by- Tailoring Laser Powder Bed Fusion and Post‐Processing Parameters for JIS SKD61 Tool Steels: Surface Roughness, Microstructure, and Mechanical Properties
Masrurotin Masrurotin, Andi Ard Maidhah, Maziar Ramezani, Wojciech Macek, Cho‐Pei Jiang
steel research international.2026;[Epub] CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef
- Tailoring Laser Powder Bed Fusion and Post‐Processing Parameters for JIS SKD61 Tool Steels: Surface Roughness, Microstructure, and Mechanical Properties
- [Korean]
- Microstructures of Powders and Additively Manufactured Objects of an Alloy Tool Steel for Cold-Work Dies
- Jun-Yun Kang, Jaecheol Yun, Hoyoung Kim, Byunghwan Kim, Jungho Choe, Sangsun Yang, Ji-Hun Yu, Yong-Jin Kim
- J Korean Powder Metall Inst. 2016;24(3):202-209. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.202

- 3,129 View
- 1 Download
- 3 Citations
-
Abstract
PDF
A cold-work tool steel powder is used to fabricate 3-dimensional objects by selective laser melting using a high-pressure gas atomization process. The spherical powder particles form continuous carbide networks among the austenite matrix and its decomposition products. The carbides comprise Nb-rich MC and Mo-rich M2C. In the SLM process, the process parameters such as the laser power (90 W), layer thickness (25 μm), and hatch spacing (80 μm) are kept fixed, while the scan speed is changed from 50 mm/s to 4000 mm/s. At a low scan speed of 50 mm/s, spherical cavities develop due to over melting, while they are substantially reduced on increasing the speed to 2000 mm/s. The carbide network spacing decreases with increasing speed. At an excessively high speed of 4000 mm/s, long and irregularly shaped cavities are developed due to incomplete melting. The influence of the scan pattern is examined, for which 1 × 1 mm2 blocks constituting a processing layer are irradiated in a random sequence. This island-type pattern exhibits the same effect as that of a low scan speed. Post processing of an object using hot isostatic pressing leads to a great reduction in the porosity but causes coarsening of the microstructure.
-
Citations
Citations to this article as recorded by- Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
Evangelos Giarmas, Emmanouil K. Tzimtzimis, Nikolaos Kladovasilakis, Dimitrios Tzovaras, Dimitrios Tzetzis
Materials.2024; 17(15): 3756. CrossRef - Micro-Texture Analyses of a Cold-Work Tool Steel for Additive Manufacturing
Jun-Yun Kang, Jaecheol Yun, Byunghwan Kim, Jungho Choe, Sangsun Yang, Seong-Jun Park, Ji-Hun Yu, Yong-Jin Kim
Materials.2020; 13(3): 788. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef
- Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
- [Korean]
- Mechanical Property Improvement of the H13 Tool Steel Sculptures Built by Metal 3D Printing Process via Optimum Conditions
- Jaecheol Yun, Jungho Choe, Haengna Lee, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Ji-Hun Yu
- J Korean Powder Metall Inst. 2016;24(3):195-201. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.195
- 1,679 View
- 16 Download
- 9 Citations
-
Abstract
PDF
In this study, H13 tool steel sculptures are built by a metal 3D printing process at various laser scan speeds. The properties of commercial H13 tool steel powders are confirmed for the metal 3D printing process used: powder bed fusion (PBF), which is a selective laser melting (SLM) process. Commercial H13 powder has an excellent flowability of 16.68 s/50 g with a Hausner ratio of 1.25 and a density of 7.68 g/cm3. The sculptures are built with dimensions of 10 × 10 × 10 mm3 in size using commercial H13 tool steel powder. The density measured by the Archimedes method is 7.64 g/cm3, similar to the powder density of 7.68 g/cm3. The hardness is measured by Rockwell hardness equipment 5 times to obtain a mean value of 54.28 HRC. The optimum process conditions in order to build the sculptures are a laser power of 90 W, a layer thickness of 25 μm, an overlap of 30%, and a laser scan speed of 200 mm/s.
-
Citations
Citations to this article as recorded by- Enhancement of resistance to cracking under thermal cycling of EDM-treated H13 steel by shot peening with optimized intensity
Pengpeng Zuo, Zhiyang Dou, Huikai Yang, Haoyan Hou, Yafeng Zheng
Engineering Failure Analysis.2026; 187: 110622. CrossRef - A Study on Fabrication of PCD Boring Tool Body based on Metal 3D Printing Technology
Ho Min Son, Dong Gyu Kim, Min-Woo Sa
Journal of the Korean Society for Precision Engineering.2026; 43(2): 189. CrossRef - Spheroidization of Enamel Powders by Radio Frequency Plasma Treatment and Application to Additive Manufacturing
Ki-Bong Kim, Dong-Yeol Yang, Yong-Jin Kim, Jungho Choe, Ji-Na Kwak, Woo-Hyung Jung
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 388. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef - Nano-mechanical Behavior of H13 Tool Steel Fabricated by a Selective Laser Melting Method
Van Luong Nguyen, Eun-ah Kim, Jaecheol Yun, Jungho Choe, Dong-yeol Yang, Hak-sung Lee, Chang-woo Lee, Ji-Hun Yu
Metallurgical and Materials Transactions A.2019; 50(2): 523. CrossRef - Correlation between Microstructure and Mechanical Properties of the Additive Manufactured H13 Tool Steel
Woojin An, Junhyeok Park, Jungsub Lee, Jungho Choe, Im Doo Jung, Ji-Hun Yu, Sangshik Kim, Hyokyung Sung
Korean Journal of Materials Research.2018; 28(11): 663. CrossRef - Evaluation of Strain-Rate Sensitivity of Selective Laser Melted H13 Tool Steel Using Nanoindentation Tests
Van Luong Nguyen, Eun-ah Kim, Seok-Rok Lee, Jaecheol Yun, Jungho Choe, Dong-yeol Yang, Hak-sung Lee, Chang-woo Lee, Ji-Hun Yu
Metals.2018; 8(8): 589. CrossRef - Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels
Jaecheol Yun, Van Luong Nguyen, Jungho Choe, Dong-Yeol Yang, Hak-Sung Lee, Sangsun Yang, Ji-Hun Yu
Metals.2018; 8(12): 1032. CrossRef - A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 137. CrossRef
- Enhancement of resistance to cracking under thermal cycling of EDM-treated H13 steel by shot peening with optimized intensity
- [Korean]
- The Influence of a Single Melt Pool Morphology on Densification Behavior of Three-Dimensional Structure Fabricated by Additive Manufacturing
- Jungho Choe, Jaecheol Yun, Dong-Yeol Yang, Sangsun Yang, Ji-Hun Yu, Chang-Woo Lee, Yong-Jin Kim
- J Korean Powder Metall Inst. 2016;24(3):187-194. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.187
- 1,361 View
- 3 Download
- 5 Citations
-
Abstract
PDF
Selective laser melting (SLM) can produce a layer of a metal powder and then fabricate a three-dimensional structure by a layer-by-layer method. Each layer consists of several lines of molten metal. Laser parameters and thermal properties of the materials affect the geometric characteristics of the melt pool such as its height, depth, and width. The geometrical characteristics of the melt pool are determined herein by optical microscopy and three-dimensional bulk structures are fabricated to investigate the relationship between them. Powders of the commercially available Fe-based tool steel AISI H13 and Ni-based superalloy Inconel 738LC are used to investigate the effect of material properties. Only the scan speed is controlled to change the laser parameters. The laser power and hatch space are maintained throughout the study. Laser of a higher energy density is seen to melt a wider and deeper range of powder and substrate; however, it does not correspond with the most highly densified three-dimensional structure. H13 shows the highest density at a laser scan speed of 200 mm/s whereas Inconel 738LC shows the highest density at 600 mm/s.
-
Citations
Citations to this article as recorded by- Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef - Correlation between Microstructure and Mechanical Properties of the Additive Manufactured H13 Tool Steel
Woojin An, Junhyeok Park, Jungsub Lee, Jungho Choe, Im Doo Jung, Ji-Hun Yu, Sangshik Kim, Hyokyung Sung
Korean Journal of Materials Research.2018; 28(11): 663. CrossRef - Effect of Porosity on Mechanical Anisotropy of 316L Austenitic Stainless Steel Additively Manufactured by Selective Laser Melting
Jeong Min Park, Jin Myoung Jeon, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
Journal of Korean Powder Metallurgy Institute.2018; 25(6): 475. CrossRef - Evaluation of the Accuracy of Dental Prostheses manufactured by Metal 3D Printer
Junho Hwang, Yun-Ho Kim, Hyun-Deok Kim, Kyu-Bok Lee
Journal of Welding and Joining.2018; 36(5): 70. CrossRef - A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 137. CrossRef
- Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
 First
First Prev
Prev

TOP
