
Search
- Page Path
- HOME > Search
- [Korean]
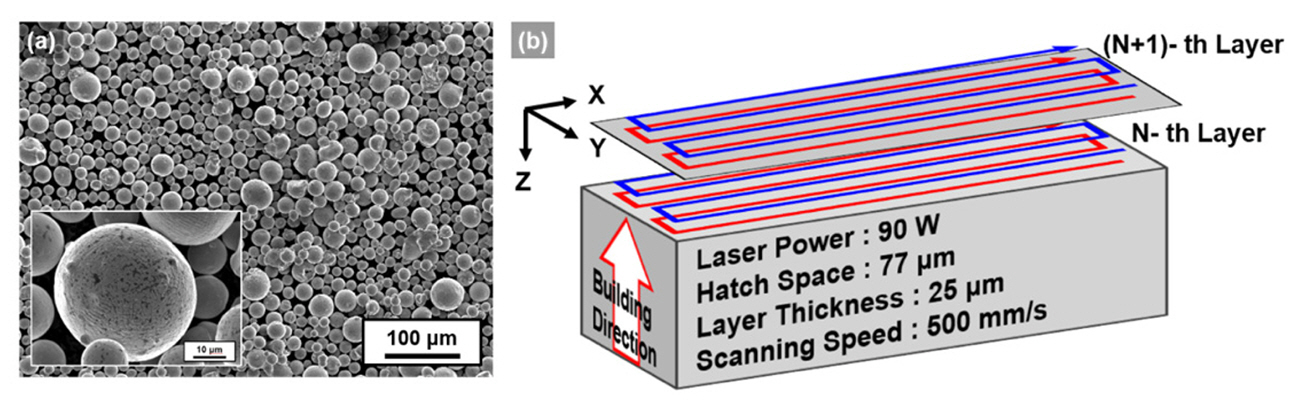
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
- J Powder Mater. 2025;32(3):244-253. Published online June 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00087

- 1,819 View
- 54 Download
- 1 Citations
-
 Abstract
Abstract
 PDF
PDF - Ti-6Al-4V alloy is widely utilized in aerospace and medical sectors due to its high specific strength, corrosion resistance, and biocompatibility. However, its low machinability makes it difficult to manufacture complex-shaped products. Advancements in additive manufacturing have focused on producing high-performance, complex components using the laser powder bed fusion (LPBF) process, which is a specialized technique for customized geometries. The LPBF process exposes materials to extreme thermal conditions and rapid cooling rates, leading to residual stresses within the parts. These stresses are intensified by variations in the thermal history across regions of the component. These variations result in differences in microstructure and mechanical properties, causing distortion. Although support structure design has been researched to minimize residual stress, few studies have conducted quantitative analyses of stress variations due to different support designs. This study investigated changes in the residual stress and mechanical properties of Ti-6Al-4V alloy fabricated using LPBF, focusing on support structure design.
-
Citations
Citations to this article as recorded by
- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
Ji Sang Yoon, Yeon Woo Kim, Gyu Hyun Park, Youk Jin Kim, Sang Heon Lee, Jeong Seok Kim, Sung Ho Yu, Jeong Min Park
Journal of Powder Materials.2026; 33(3): 177. CrossRef
- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
- [English]
- Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
- Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
- J Powder Mater. 2024;31(2):137-145. Published online April 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00038

- 6,566 View
- 158 Download
- 8 Citations
-
Abstract
PDF
- In order to predict the process window of laser powder bed fusion (LPBF) for printing metallic components, the calculation of volumetric energy density (VED) has been widely calculated for controlling process parameters. However, because it is assumed that the process parameters contribute equally to heat input, the VED still has limitation for predicting the process window of LPBF-processed materials. In this study, an explainable machine learning (xML) approach was adopted to predict and understand the contribution of each process parameter to defect evolution in Ti alloys in the LPBF process. Various ML models were trained, and the Shapley additive explanation method was adopted to quantify the importance of each process parameter. This study can offer effective guidelines for fine-tuning process parameters to fabricate high-quality products using LPBF.
-
Citations
Citations to this article as recorded by- Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion
Jaemin Wang, Seungyeon Lee, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park, Dierk Raabe
Acta Materialia.2026; 304: 121751. CrossRef - From physics to intelligence: a review of AI-driven modeling strategies in laser direct energy deposition additive manufacturing
Seyedeh Fatemeh Nabavi, Saeid Nahavandi, Hamid Garmestani
Optics & Laser Technology.2026; 199: 114946. CrossRef - Progresses and Challenges in Additive Manufacturing of Bulk Metallic Glasses
Md Mahbubur Rahman, Raju Ahammad, Asif Karim Neon, Mukitur Rhaman, Md Jonaet Ansari, Md Nizam Uddin, Md Mainul Islam, Muhammad Altaf Nazir
Journal of Manufacturing and Materials Processing.2026; 10(4): 121. CrossRef - Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
Ji Sang Yoon, Yeon Woo Kim, Gyu Hyun Park, Youk Jin Kim, Sang Heon Lee, Jeong Seok Kim, Sung Ho Yu, Jeong Min Park
Journal of Powder Materials.2026; 33(3): 177. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Automated segmentation and analysis of microscopy images of laser powder bed fusion melt tracks
Aagam Shah, Reimar Weissbach, David A. Griggs, A. John Hart, Elif Ertekin, Sameh Tawfick
Journal of Manufacturing Processes.2025; 154: 61. CrossRef - Coefficient of Thermal Expansion of AlSi10Mg, 316L Stainless Steel and Ti6Al4V Alloys Made with Laser Powder Bed Fusion
Selami Emanet, Edem Honu, Kekeli Agbewornu, Evelyn Quansah, Congyuan Zeng, Patrick Mensah
Materials.2025; 18(19): 4468. CrossRef - Adaptive slicing for increased productivity of metal laser powder bed fusion
Lars Vanmunster, Louca R. Goossens, Laurent Sergeant, Brecht Van Hooreweder, Bey Vrancken
Additive Manufacturing.2025; 112: 105000. CrossRef
- Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion
- [English]
- Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
- Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
- J Powder Mater. 2024;31(1):8-15. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.8
- 5,769 View
- 147 Download
- 6 Citations
-
Abstract
PDF
The emergence of ferrous-medium entropy alloys (FeMEAs) with excellent tensile properties represents a potential direction for designing alloys based on metastable engineering. In this study, an FeMEA is successfully fabricated using laser powder bed fusion (LPBF), a metal additive manufacturing technology. Tensile tests are conducted on the LPBF-processed FeMEA at room temperature and cryogenic temperatures (77 K). At 77 K, the LPBF-processed FeMEA exhibits high yield strength and excellent ultimate tensile strength through active deformation-induced martensitic transformation. Furthermore, due to the low stability of the face-centered cubic (FCC) phase of the LPBF-processed FeMEA based on nano-scale solute heterogeneity, stress-induced martensitic transformation occurs, accompanied by the appearance of a yield point phenomenon during cryogenic tensile deformation. This study elucidates the origin of the yield point phenomenon and deformation behavior of the FeMEA at 77 K.
-
Citations
Citations to this article as recorded by- Stronger weld than base metal in face-centered cubic alloy through multi-scale heterogeneity
Yoona Lee, Sangwon Park, Dongwon Shin, Marcia Myung Hye Ahn, Wei Xiong, Nokeun Park, Hyoung Seop Kim, Je In Lee, Wookjin Lee, Yoon Suk Choi, Jeong Min Park, Namhyun Kang
Materials Research Letters.2026; 14(4): 386. CrossRef - Tensile behavior at cryogenic temperatures of Al 7075 + 1.8%wt Zr alloy processed by L-PBF
Gabrielle Tiphéne, Nicolas Nothomb, Marie-Noëlle Avettand-Fénoël, Aude Simar
Materials Science and Engineering: A.2026; 966: 150364. CrossRef - Effect of Building Orientation on Tensile Properties of Hastelloy X alloy Manufactured by Laser Powder Bed Fusion
Seong-June Youn, GooWon Noh, Seok Su Sohn, Young-Sang Na, Young-Kyun Kim
Journal of Powder Materials.2025; 32(2): 130. CrossRef - Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
Nguyen Lam Khoa, Nguyen Duy Khanh, Hoang Thi Ngoc Quyen, Nguyen Thi Hoang, Oanh, Le Hong Thang, Nguyen Hoa Khiem, Nguyen Hoang Viet
Journal of Powder Materials.2025; 32(3): 191. CrossRef - Cryogenic tensile behavior of carbon-doped CoCrFeMnNi high-entropy alloys additively manufactured by laser powder bed fusion
Haeum Park, Hyeonseok Kwon, Kyung Tae Kim, Ji-Hun Yu, Jungho Choe, Hyokyung Sung, Hyoung Seop Kim, Jung Gi Kim, Jeong Min Park
Additive Manufacturing.2024; 86: 104223. CrossRef - Recent progress in high-entropy alloys for laser powder bed fusion: Design, processing, microstructure, and performance
Asker Jarlöv, Zhiguang Zhu, Weiming Ji, Shubo Gao, Zhiheng Hu, Priyanka Vivegananthan, Yujia Tian, Devesh Raju Kripalani, Haiyang Fan, Hang Li Seet, Changjun Han, Liming Tan, Feng Liu, Mui Ling Sharon Nai, Kun Zhou
Materials Science and Engineering: R: Reports.2024; 161: 100834. CrossRef
- Stronger weld than base metal in face-centered cubic alloy through multi-scale heterogeneity
- [Korean]
- Effect of Bulk Shape on Mechanical Properties of Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion
- Haeum Park, Yeon Woo Kim, Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Jung Gi Kim, Jeong Min Park
- J Powder Mater. 2023;30(2):140-145. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.140
- 3,141 View
- 36 Download
- 6 Citations
-
Abstract
PDF
Although the Ti–6Al–4V alloy has been used in the aircraft industry owing to its excellent mechanical properties and low density, the low formability of the alloy hinders broadening its applications. Recently, laser-powder bed fusion (L-PBF) has become a novel process for overcoming the limitations of the alloy (i.e., low formability), owing to the high degree of design freedom for the geometry of products having outstanding performance used in hightech applications. In this study, to investigate the effect of bulk shape on the microstructure and mechanical properties of L-PBFed Ti-6Al-4V alloys, two types of samples are fabricated using L-PBF: thick and thin samples. The thick sample exhibits lower strength and higher ductility than the thin sample owing to the larger grain size and lower residual dislocation density of the thick sample because of the heat input during the L-PBF process.
-
Citations
Citations to this article as recorded by- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
journal of Korean Powder Metallurgy Institute.2024; 31(1): 8. CrossRef - Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
Gargi Roy, Raj Narayan Hajra, Woo Hyeok Kim, Jongwon Lee, Sangwoo Kim, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(1): 1. CrossRef - Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
journal of Korean Powder Metallurgy Institute.2024; 31(2): 137. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef - High-speed manufacturing-driven strength-ductility improvement of H13 tool steel fabricated by selective laser melting
Yeon Woo Kim, Haeum Park, Young Seong Eom, Dong Gill Ahn, Kyung Tae Kim, Ji-hun Yu, Yoon Suk Choi, Jeong Min Park
Powder Metallurgy.2023; 66(5): 582. CrossRef
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- [Korean]
- Effect of Substrate Pre-heating on Microstructure and Magnetic Properties of Nd-Fe-B Permanent Magnet Manufactured by L-PBF
- Yeon Woo Kim, Haeum Park, Tae-Hoon Kim, Kyung Tae Kim, Ji-Hun Yu, Yoon Suk Choi, Jeong Min Park
- J Powder Mater. 2023;30(2):116-122. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.116
- 1,689 View
- 24 Download
- 3 Citations
-
Abstract
PDF
Because magnets fabricated using Nd-Fe-B exhibit excellent magnetic properties, this novel material is used in various high-tech industries. However, because of the brittleness and low formability of Nd-Fe-B magnets, the design freedom of shapes for improving the performance is limited based on conventional tooling and postprocessing. Laserpowder bed fusion (L-PBF), the most famous additive manufacturing (AM) technique, has recently emerged as a novel process for producing geometrically complex shapes of Nd-Fe-B parts owing to its high precision and good spatial resolution. However, because of the repeated thermal shock applied to the materials during L-PBF, it is difficult to fabricate a dense Nd-Fe-B magnet. In this study, a high-density (>96%) Nd-Fe-B magnet is successfully fabricated by minimizing the thermal residual stress caused by substrate heating during L-PBF.
-
Citations
Citations to this article as recorded by- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
Ji Sang Yoon, Yeon Woo Kim, Gyu Hyun Park, Youk Jin Kim, Sang Heon Lee, Jeong Seok Kim, Sung Ho Yu, Jeong Min Park
Journal of Powder Materials.2026; 33(3): 177. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Linkage between process-induced microstructure and magnetic property of Nd-Fe-B permanent magnets additively manufactured by laser powder bed fusion
Yeon Woo Kim, Sujin Lee, Yoona Lee, Jae Bok Seol, Namhyun Kang, Yoon Suk Choi, Ji-Hun Yu, Jung-Goo Lee, Tae-Hoon Kim, Jeong Min Park
Materials & Design.2025; 259: 114929. CrossRef
- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
- [Korean]
- Characterization and Classification of Pores in Metal 3D Printing Materials with X-ray Tomography and Machine Learning
- Eun-Ah Kim, Se-Hun Kwon, Dong-Yeol Yang, Ji-Hun Yu, Kwon-Ill Kim, Hak-Sung Lee
- J Korean Powder Metall Inst. 2021;28(3):208-215. Published online June 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.3.208
- 1,269 View
- 15 Download
-
Abstract
PDF
Metal three-dimensional (3D) printing is an important emerging processing method in powder metallurgy. There are many successful applications of additive manufacturing. However, processing parameters such as laser power and scan speed must be manually optimized despite the development of artificial intelligence. Automatic calibration using information in an additive manufacturing database is desirable. In this study, 15 commercial pure titanium samples are processed under different conditions, and the 3D pore structures are characterized by X-ray tomography. These samples are easily classified into three categories, unmelted, well melted, or overmelted, depending on the laser energy density. Using more than 10,000 projected images for each category, convolutional neural networks are applied, and almost perfect classification of these samples is obtained. This result demonstrates that machine learning methods based on X-ray tomography can be helpful to automatically identify more suitable processing parameters.
- [Korean]
- Additive Manufacturing for Sensor Integrated Components
- Im Doo Jung, Min Sik Lee, Young Jin Woo, Kyung Tae Kim, Ji-Hun Yu
- J Korean Powder Metall Inst. 2020;27(2):111-118. Published online April 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.2.111

- 1,713 View
- 14 Download
-
Abstract
PDF
The convergence of artificial intelligence with smart factories or smart mechanical systems has been actively studied to maximize the efficiency and safety. Despite the high improvement of artificial neural networks, their application in the manufacturing industry has been difficult due to limitations in obtaining meaningful data from factories or mechanical systems. Accordingly, there have been active studies on manufacturing components with sensor integration allowing them to generate important data from themselves. Additive manufacturing enables the fabrication of a net shaped product with various materials including plastic, metal, or ceramic parts. With the principle of layer-bylayer adhesion of material, there has been active research to utilize this multi-step manufacturing process, such as changing the material at a certain step of adhesion or adding sensor components in the middle of the additive manufacturing process. Particularly for smart parts manufacturing, researchers have attempted to embed sensors or integrated circuit boards within a three-dimensional component during the additive manufacturing process. While most of the sensor embedding additive manufacturing was based on polymer material, there have also been studies on sensor integration within metal or ceramic materials. This study reviews the additive manufacturing technology for sensor integration into plastic, ceramic, and metal materials.
- [Korean]
- Microstructures of Powders and Additively Manufactured Objects of an Alloy Tool Steel for Cold-Work Dies
- Jun-Yun Kang, Jaecheol Yun, Hoyoung Kim, Byunghwan Kim, Jungho Choe, Sangsun Yang, Ji-Hun Yu, Yong-Jin Kim
- J Korean Powder Metall Inst. 2016;24(3):202-209. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.202

- 3,168 View
- 1 Download
- 3 Citations
-
Abstract
PDF
A cold-work tool steel powder is used to fabricate 3-dimensional objects by selective laser melting using a high-pressure gas atomization process. The spherical powder particles form continuous carbide networks among the austenite matrix and its decomposition products. The carbides comprise Nb-rich MC and Mo-rich M2C. In the SLM process, the process parameters such as the laser power (90 W), layer thickness (25 μm), and hatch spacing (80 μm) are kept fixed, while the scan speed is changed from 50 mm/s to 4000 mm/s. At a low scan speed of 50 mm/s, spherical cavities develop due to over melting, while they are substantially reduced on increasing the speed to 2000 mm/s. The carbide network spacing decreases with increasing speed. At an excessively high speed of 4000 mm/s, long and irregularly shaped cavities are developed due to incomplete melting. The influence of the scan pattern is examined, for which 1 × 1 mm2 blocks constituting a processing layer are irradiated in a random sequence. This island-type pattern exhibits the same effect as that of a low scan speed. Post processing of an object using hot isostatic pressing leads to a great reduction in the porosity but causes coarsening of the microstructure.
-
Citations
Citations to this article as recorded by- Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
Evangelos Giarmas, Emmanouil K. Tzimtzimis, Nikolaos Kladovasilakis, Dimitrios Tzovaras, Dimitrios Tzetzis
Materials.2024; 17(15): 3756. CrossRef - Micro-Texture Analyses of a Cold-Work Tool Steel for Additive Manufacturing
Jun-Yun Kang, Jaecheol Yun, Byunghwan Kim, Jungho Choe, Sangsun Yang, Seong-Jun Park, Ji-Hun Yu, Yong-Jin Kim
Materials.2020; 13(3): 788. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef
- Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
- [Korean]
- Mechanical Property Improvement of the H13 Tool Steel Sculptures Built by Metal 3D Printing Process via Optimum Conditions
- Jaecheol Yun, Jungho Choe, Haengna Lee, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Ji-Hun Yu
- J Korean Powder Metall Inst. 2016;24(3):195-201. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.195
- 1,714 View
- 16 Download
- 9 Citations
-
Abstract
PDF
In this study, H13 tool steel sculptures are built by a metal 3D printing process at various laser scan speeds. The properties of commercial H13 tool steel powders are confirmed for the metal 3D printing process used: powder bed fusion (PBF), which is a selective laser melting (SLM) process. Commercial H13 powder has an excellent flowability of 16.68 s/50 g with a Hausner ratio of 1.25 and a density of 7.68 g/cm3. The sculptures are built with dimensions of 10 × 10 × 10 mm3 in size using commercial H13 tool steel powder. The density measured by the Archimedes method is 7.64 g/cm3, similar to the powder density of 7.68 g/cm3. The hardness is measured by Rockwell hardness equipment 5 times to obtain a mean value of 54.28 HRC. The optimum process conditions in order to build the sculptures are a laser power of 90 W, a layer thickness of 25 μm, an overlap of 30%, and a laser scan speed of 200 mm/s.
-
Citations
Citations to this article as recorded by- Enhancement of resistance to cracking under thermal cycling of EDM-treated H13 steel by shot peening with optimized intensity
Pengpeng Zuo, Zhiyang Dou, Huikai Yang, Haoyan Hou, Yafeng Zheng
Engineering Failure Analysis.2026; 187: 110622. CrossRef - A Study on Fabrication of PCD Boring Tool Body based on Metal 3D Printing Technology
Ho Min Son, Dong Gyu Kim, Min-Woo Sa
Journal of the Korean Society for Precision Engineering.2026; 43(2): 189. CrossRef - Spheroidization of Enamel Powders by Radio Frequency Plasma Treatment and Application to Additive Manufacturing
Ki-Bong Kim, Dong-Yeol Yang, Yong-Jin Kim, Jungho Choe, Ji-Na Kwak, Woo-Hyung Jung
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 388. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef - Nano-mechanical Behavior of H13 Tool Steel Fabricated by a Selective Laser Melting Method
Van Luong Nguyen, Eun-ah Kim, Jaecheol Yun, Jungho Choe, Dong-yeol Yang, Hak-sung Lee, Chang-woo Lee, Ji-Hun Yu
Metallurgical and Materials Transactions A.2019; 50(2): 523. CrossRef - Correlation between Microstructure and Mechanical Properties of the Additive Manufactured H13 Tool Steel
Woojin An, Junhyeok Park, Jungsub Lee, Jungho Choe, Im Doo Jung, Ji-Hun Yu, Sangshik Kim, Hyokyung Sung
Korean Journal of Materials Research.2018; 28(11): 663. CrossRef - Evaluation of Strain-Rate Sensitivity of Selective Laser Melted H13 Tool Steel Using Nanoindentation Tests
Van Luong Nguyen, Eun-ah Kim, Seok-Rok Lee, Jaecheol Yun, Jungho Choe, Dong-yeol Yang, Hak-sung Lee, Chang-woo Lee, Ji-Hun Yu
Metals.2018; 8(8): 589. CrossRef - Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels
Jaecheol Yun, Van Luong Nguyen, Jungho Choe, Dong-Yeol Yang, Hak-Sung Lee, Sangsun Yang, Ji-Hun Yu
Metals.2018; 8(12): 1032. CrossRef - A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 137. CrossRef
- Enhancement of resistance to cracking under thermal cycling of EDM-treated H13 steel by shot peening with optimized intensity
- [Korean]
- The Influence of a Single Melt Pool Morphology on Densification Behavior of Three-Dimensional Structure Fabricated by Additive Manufacturing
- Jungho Choe, Jaecheol Yun, Dong-Yeol Yang, Sangsun Yang, Ji-Hun Yu, Chang-Woo Lee, Yong-Jin Kim
- J Korean Powder Metall Inst. 2016;24(3):187-194. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.187
- 1,408 View
- 4 Download
- 5 Citations
-
Abstract
PDF
Selective laser melting (SLM) can produce a layer of a metal powder and then fabricate a three-dimensional structure by a layer-by-layer method. Each layer consists of several lines of molten metal. Laser parameters and thermal properties of the materials affect the geometric characteristics of the melt pool such as its height, depth, and width. The geometrical characteristics of the melt pool are determined herein by optical microscopy and three-dimensional bulk structures are fabricated to investigate the relationship between them. Powders of the commercially available Fe-based tool steel AISI H13 and Ni-based superalloy Inconel 738LC are used to investigate the effect of material properties. Only the scan speed is controlled to change the laser parameters. The laser power and hatch space are maintained throughout the study. Laser of a higher energy density is seen to melt a wider and deeper range of powder and substrate; however, it does not correspond with the most highly densified three-dimensional structure. H13 shows the highest density at a laser scan speed of 200 mm/s whereas Inconel 738LC shows the highest density at 600 mm/s.
-
Citations
Citations to this article as recorded by- Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef - Correlation between Microstructure and Mechanical Properties of the Additive Manufactured H13 Tool Steel
Woojin An, Junhyeok Park, Jungsub Lee, Jungho Choe, Im Doo Jung, Ji-Hun Yu, Sangshik Kim, Hyokyung Sung
Korean Journal of Materials Research.2018; 28(11): 663. CrossRef - Effect of Porosity on Mechanical Anisotropy of 316L Austenitic Stainless Steel Additively Manufactured by Selective Laser Melting
Jeong Min Park, Jin Myoung Jeon, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
Journal of Korean Powder Metallurgy Institute.2018; 25(6): 475. CrossRef - Evaluation of the Accuracy of Dental Prostheses manufactured by Metal 3D Printer
Junho Hwang, Yun-Ho Kim, Hyun-Deok Kim, Kyu-Bok Lee
Journal of Welding and Joining.2018; 36(5): 70. CrossRef - A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 137. CrossRef
- Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
- [Korean]
- Trend in Research and Development Related to Lean Heavy Rare-earth Permanent Magnets for Next-generation Motors
- Jung-Goo Lee, Youn-Kyoung Baek, Ji-Hun Yu, Chul-Jin Choi
- J Korean Powder Metall Inst. 2012;19(2):151-159.
- DOI: https://doi.org/10.4150/KPMI.2012.19.2.151
- 1,054 View
- 1 Download
- 3 Citations
-
PDF
-
Citations
Citations to this article as recorded by- Study on the Demagnetization and Classification of NdFeB Magnets According to Different Heat Treatment Temperatures
Byeong Jun Kim, Ik Keun Park, Young Sung Kim
Journal of the Korean Society of Manufacturing Technology Engineers.2021; 30(2): 119. CrossRef - Low Cost Design Study of Brushless DC Motor for Electric Water Pump Application
Tae-Uk Jung
Journal of Electrical Engineering and Technology.2014; 9(3): 942. CrossRef - Optimized Design of Rotor Considering Cost-Reduction of Small BLDC Motor for the Water Pump
Hoe-Cheon Kim, Tae-Uk Jung
The Transactions of The Korean Institute of Electrical Engineers.2013; 62(4): 495. CrossRef
- Study on the Demagnetization and Classification of NdFeB Magnets According to Different Heat Treatment Temperatures
- [Korean]
- Synthesis of Zr-Ti Alloy Powder by Magnesium Reduction
- Dong-Won Lee, Geun-Tae Park, Tae-Soo Lim, Hye-Moon Lee, Ji-Hun Yu
- J Korean Powder Metall Inst. 2011;18(4):359-364.
- DOI: https://doi.org/10.4150/KPMI.2011.18.4.359
- 1,343 View
- 0 Download
- 2 Citations
-
Abstract
PDF
- Zr-Ti alloy powders were successfully synthesized by magnesium thermal reduction of metal chlorides. The evaporated and mixed gasses of ZrCl_4+TiCl_4 were injected to liquid magnesium and the chloride components were reduced by magnesium leading to the formation of MgCl_2. The released Zr and Ti atoms were then condensed to particle forms inside the mixture of liquid magnesium and magnesium chloride, which could be dissolved fully in post process by 1~5% HCl solution at room temperature. By the fraction-control of individually injected ZrCl_4 and TiCl_4 gasses, the final compositions of produced alloy powders were changed in the ranges of Zr-0 wt.%~20 wt.%Ti and their purity and particle size were about 99.4% and the level of several micrometers, respectively.
-
Citations
Citations to this article as recorded by- Synthesis of Vanadium Powder by Magnesiothermic Reduction
Dong Won Lee, Hak Sung Lee, Jung Yeul Yun, Young Ho Kim, Jei Pil Wang
Advanced Materials Research.2014; 1025-1026: 509. CrossRef - Extraction of Vanadium Powder by Metallothermic Reduction
Dong-Won Lee, Sang-Hyun Heo, Jong-Taek Yeom, Jei-Pil Wang
Journal of Korean Powder Metallurgy Institute.2013; 20(1): 43. CrossRef
- Synthesis of Vanadium Powder by Magnesiothermic Reduction
- [Korean]
- A study on Magnetic Properties of BaFe12O19 Fabricated by Ultrasonic Spray-pyrolysis Process Using Self-Assembly Method
- Moon-Hee Choi, Ji-Hun Yu, Dong-Hwan Kim, Kook-Chae Chung, Yang-Do Kim
- J Korean Powder Metall Inst. 2010;17(4):263-269.
- DOI: https://doi.org/10.4150/KPMI.2010.17.4.263
- 1,230 View
- 2 Download
- 1 Citations
-
Abstract
PDF
- Hexagonal barium ferrite (BaFe_12O_19) nano-particles have been successfully fabricated by spraypylorysis process. BaFe_12O_19 precursor solutions were synthesized by self-assembly method. Diethyleneamine (DEA) surfactant was used to fabricate the micelle structure of Ba-DEA complex under various DEA concentrations. BaFe_12O_19 powders were synthesized with addition of Fe ions to Ba-DEA complex and then fabricated BaFe_12O_19 powders by spray-pyrolysis process at the temperature range of 800sim1000°C. The molar ratio of Ba/DEA and heat-treatment temperatures significantly affected the magnetic properties and morphology of BaFe_12O_19 powders. BaFe_12O_19 powders synthesized with Ba/DEA molar ratio of 1 and heat-treated at 900°C showed the coercive forces (iHc) of 4.2 kOe with average crystal size of about 100 nm.
-
Citations
Citations to this article as recorded by- Synthesize of Nd2Fe14B Powders from 1-D Nd2Fe14B Wires using Electrospinning Process
Nu Si A Eom, Su Noh, Muhammad Aneeq Haq, Bum Sung Kim
Journal of Korean Powder Metallurgy Institute.2019; 26(6): 477. CrossRef
- Synthesize of Nd2Fe14B Powders from 1-D Nd2Fe14B Wires using Electrospinning Process
- [Korean]
- The Present Issues of Rare Earth Magnetic Powder for Bonded Magnets
- Dong-Hwan Kim, Ji-Hun Yu
- J Korean Powder Metall Inst. 2010;17(2):81-87.
- DOI: https://doi.org/10.4150/KPMI.2010.17.2.081
- 1,068 View
- 0 Download
- 1 Citations
- [Korean]
- A Study on Magnetic Properties of BaFe12O_19 Fabricated by Self-assembly Method
- Moon-Hee Choi, Ji-Hun Yu, Dong-Hwan Kim, Hye-Mum Lee, Su-Min Kim, Yang-Do Kim
- J Korean Powder Metall Inst. 2009;16(6):410-415.
- DOI: https://doi.org/10.4150/KPMI.2009.16.6.410
- 1,033 View
- 0 Download
- 1 Citations
-
Abstract
PDF
- Hexagonal barium ferrite (BaFe_12O_19) nano-particles have been successfully synthesised using selfassembly method. Diethyleneamine (DEA) surfactant was used to fabricate the micelle structure of Ba-DEA complex under various DEA concentrations. BaFe_12O_19 powders were synthesized with addition Fe ions to Ba-DEA complex and then heat treated at temperature range of 800-1000°C. The molar ratio of Ba/DEA and heat-treatment temperature significantly affected the magnetic properties and morphology of BaFe_12O_19 powders. BaFe_12O_19 powders synthesized with Ba/DEA molar ratio of 1 and heat-treated at 1000°C for 1 hour showed the coercive forces (iHc) of 4.84 kOe with average crystal size of about 200 nm.
-
Citations
Citations to this article as recorded by- A study on Magnetic Properties of BaFe12O19Fabricated by Ultrasonic Spray-pyrolysis Process Using Self-Assembly Method
Moon-Hee Choi, Ji-Hun Yu, Dong-Hwan Kim, Kook-Chae Chung, Yang-Do Kim
Journal of Korean Powder Metallurgy Institute.2010; 17(4): 263. CrossRef
- A study on Magnetic Properties of BaFe12O19Fabricated by Ultrasonic Spray-pyrolysis Process Using Self-Assembly Method
- [Korean]
- Characteristics of L10 Ordered Fe50Pt50 Nanoparticles Synthesized by Chemical Vapor Condensation Process
- Gyeong-Mo Lee, Ji-Hun Yu, Dong-Won Lee, Byung-Kee Kim, Hyeok-Don Kim, Tae-Suk Jang
- J Korean Powder Metall Inst. 2007;14(5):281-286.
- DOI: https://doi.org/10.4150/KPMI.2007.14.5.281
- 791 View
- 1 Download
-
Abstract
PDF
- Ordered L1_0 to FePt nanoparticles are strong candidates for high density magnetic data storage media because the L1_0 phase FePt has a very high magnetocrystalline anisotropy (K_usim6.6-10times107erg/cm3), high coercivity and chemical stability. In this study, the ordered L1_0 FePt nanoparticles were successfully fabricated by chemical vapor condensation process without a post-annealing process which causes severe particle growth and agglomeration. The Fe_50Pt_50 nanopowder was obtained when the mixing ratio of Fe(acac) and Pt(arac) was 2.5 : 1. And the synthesized FePt nanoparticles were very fine and spherical shape with a narrow size distribution. The average particle size of the powder tended to increase from 5 nm to 10 nm with increasing reaction temperature from 800°C to 1000°C. Characterisitcs of FePt nanopowder were investigated in terms of process parameters and microstructures.
- [Korean]
- Thermoelectric Property of Ball Milled Bi-Te-Sb Powder
- Ji-Hun Yu, Seung-Chul Bae, Gook-Hyun Ha, Byoung-Kee Kim, Gil-Gun Lee
- J Korean Powder Metall Inst. 2005;12(6):387-392.
- DOI: https://doi.org/10.4150/KPMI.2005.12.6.387
- 839 View
- 1 Download
-
Abstract
PDF
- The p-type semiconductor Bi_2Te_3-Sb_2Te_3 thermoelectric materials were fabricated by melting, milling and sintering process and their thermoelectric properties were characterized. The compound materials were ball-milled with milling time and the powders were sintered by spark plasma sintering process. The ball milled powders had equiaxial shape and approedmately 1~3µm in size. The figure of meritz of sintered thermoelectric materials decreased with milling time because of lowered electrical resistivity. The thermoelectric properties of Bi_2Te_3-Sb_2Te_3 materials have been discussed in terms of electrical property with ball mill process.
- [Korean]
- A Study on Oxidation-Resistance of Iron Nanoparticles Synthesized by Chemical Vapor Condensation Process
- Dong-Won Lee, Ji-Hun Yu, Jeoung-Hyun Bae, Tae-Suk Jang, Byoung-Kee Kim
- J Korean Powder Metall Inst. 2005;12(3):225-230.
- DOI: https://doi.org/10.4150/KPMI.2005.12.3.225
- 901 View
- 0 Download
-
Abstract
PDF
- In order to prevent the oxide formation on the surface of nano-size iron particles and thereby to improve the oxidation resistance, iron nanoparticles synthesized by a chemical vapor condensation method were directly soaked in hexadecanethiol solution to coat them with a polymer layer. Oxygen content in the polymer-coated iron nanoparticles was significantly lower than that in air-passivated particles possessing iron-core/oxide-shell structure. Accordingly, oxidation resistance of the polymer-coated particles at an elevated temperature below 130°C in air was 10~40 times higher than that of the air- passivated particles.
- [Korean]
- Microstructure and Sintering Behavior of Injection Molded Fe Sintered Body Using Rapid Thermal Heating Process
- Ki-Hyun Kim, Jae-Kil Han, Ji-Hun Yu, Chul-Jin Choi, Byong-Taek Lee
- J Korean Powder Metall Inst. 2004;11(6):528-534.
- DOI: https://doi.org/10.4150/KPMI.2004.11.6.528
- 771 View
- 1 Download
-
Abstract
PDF
- Using the nano Fe powders having 50 nm in diameter, Fe compact bodies were fabricated by injec-tion molding process. The relationship between microstructure and material properties depending on the volume ratio of powder/binder and sintering temperature were characterized by SEM, TEM techniques. In the compact body with the volume percentage ratio of 45(Fe powder) : 55(binder), which was sintered at 700°C, the relative density was about 97%, and the values of volume shrinkage and hardness were about 66.3% and 242.0 Hv, respec-tively. Using the composition of 50(Fe powder) : 50(binder) and sintered at 700°C, the values of relative density, volume shrinkage and hardness of Fe sintered bodies were 73.3%,;47.6% and 152.8 Hv, respectively. They showed brittle fracture mode due to the porous and fine microstructure.
- [Korean]
- Preparation of FeAl nanopowders by Plasma Arc Discharge Process
- Woo-Young Park, Cheol-Su Youn, Ji-Hun Yu, Young-Woo Oh, Chul-Jin Choi
- J Korean Powder Metall Inst. 2004;11(6):522-527.
- DOI: https://doi.org/10.4150/KPMI.2004.11.6.522
- 742 View
- 0 Download
-
Abstract
PDF
- Nano sized FeAl intermetallic particles were successfully synthesized by plasma arc discharge pro-cess. The synthesized powders shouted core-shell structures with the particle size of 10-20 nm. The core was metallic FeAl and shell was composed of amorphous AI_2O_3;and;a;little;amount;of;metallic;Fe_3O_4. Because of the difference of Fe and Al vapor pressure during synthesis, the Al contents in the nanoparticles depended on the Al contents of master alloy.
- [Korean]
- Characterization of Fe Nanocapsules synthesized by Plasma Arc Discharge Process
- Woo-Young Park, Cheol-Su Youn, Ji-Hun Yu, Young-Woo Oh, Chul-Jin Choi
- J Korean Powder Metall Inst. 2004;11(6):510-514.
- DOI: https://doi.org/10.4150/KPMI.2004.11.6.510
- 736 View
- 1 Download
-
Abstract
PDF
- Iron-carbon nanocapsules were synthesized by plasma arc discharge (PAD) process under various atmosphere of methane, argon and hydrogen gas. Characterization and surface properties were investigated by means of HRTEM, XRD, XPS and Mossbauer spectroscopy. Fe nanocapsules synthesized were composed of three phases (alpha-Fe,;Y-Fe;and;Fe_3C) with core/shell structures. The surface of nanocapsules was covered by the shell of graphite phase in the thickness of 4~5nm.
 First
First Prev
Prev

TOP
