
Search
- Page Path
- HOME > Search
- [English]
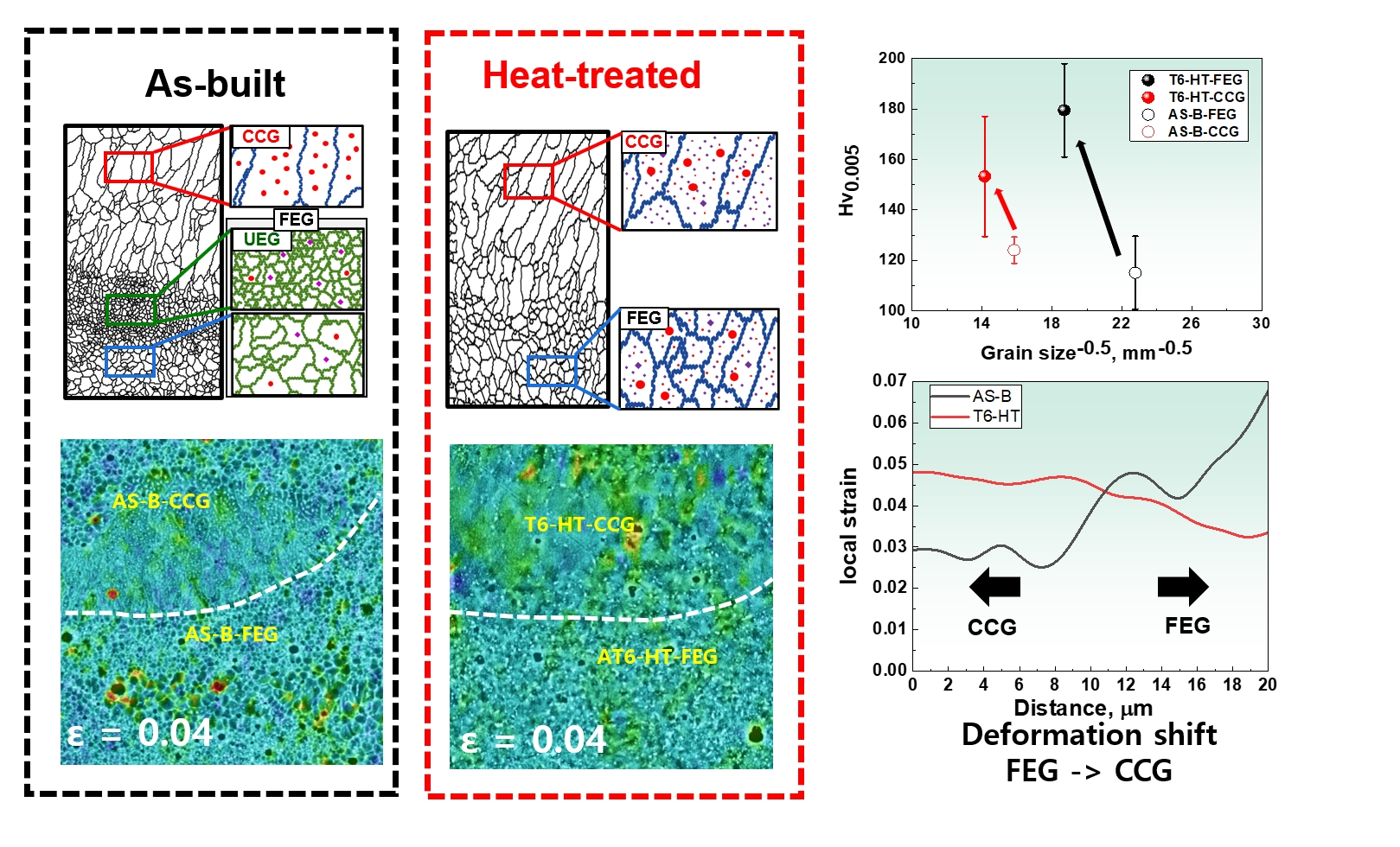
- Heat-Treatment-Induced Deformation Shift in LPBF-Fabricated Heterogeneous Microstructured Al–Zn–Mg–Cu Alloys
- Jungho Choe, Ji Hun Yu, Jina Kwak
- J Powder Mater. 2026;33(3):184-194. Published online June 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00136
- 757 View
- 6 Download
-
 Abstract
Abstract
 PDF
PDF - This study investigated the effect of T6 heat treatment on the tensile properties and deformation behavior of heterogeneous microstructured Al–Zn–Mg–Cu alloys fabricated by laser powder bed fusion. In the as-built state, pronounced microstructural heterogeneity, including non-uniform precipitate distributions and solute segregation concentrated in the coarse columnar grain (CCG) regions, promoted strain localization within the fine equiaxed grain (FEG) regions. This architectural imbalance produced a high ratio of hetero-deformation-induced (HDI) stress to overall flow stress. T6 heat treatment induced solute homogenization and more uniform precipitation across the matrix, together with grain growth that largely eliminated the distinct ultrafine equiaxed grain zones. These changes caused a clear hardness reversal between the FEG and CCG regions, shifting strain localization toward the CCG regions. Consequently, although the absolute magnitude of HDI stress increased with the higher flow stress, its relative contribution decreased because of the homogenized architecture. Despite reduced uniform elongation caused by early necking, overall tensile ductility improved substantially through suppression of premature intergranular cracking in the FEG regions, clarifying the relationship between microstructural evolution and deformation behavior.
- [English]
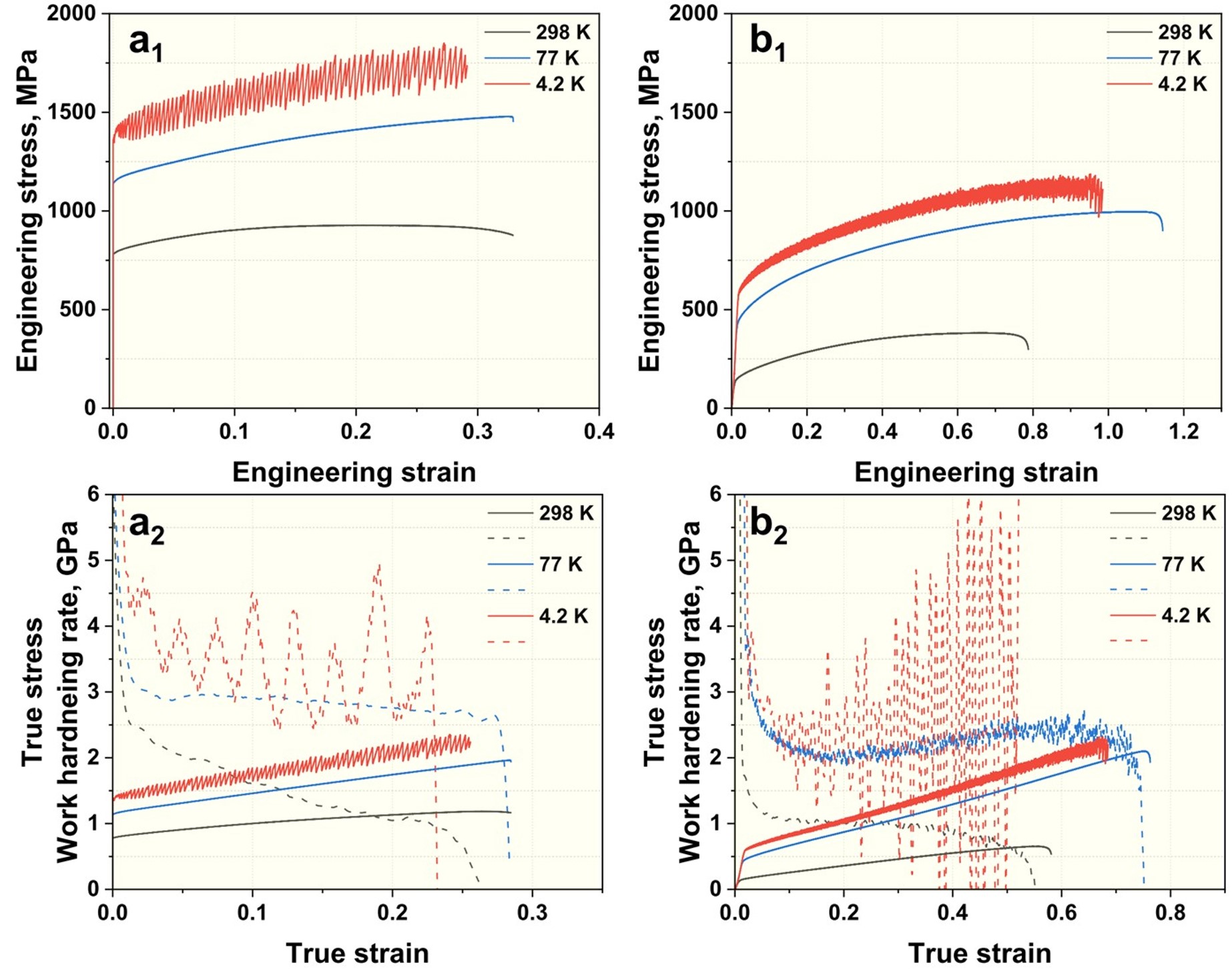
- Ultra-Low Temperature Mechanical Response of Laser Powder Bed Fusion–Processed C-Containing CoCrFeMnNi High-Entropy Alloy
- Jae-Yong Cheon, Seong-June Youn, Young-Sang Na, Young-Kyun Kim
- J Powder Mater. 2026;33(3):195-202. Published online June 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00101
- 790 View
- 8 Download
-
Abstract
PDF
- This study examined the microstructure and tensile behavior, from room temperature to 4.2 K, of a carbon-containing CoCrFeMnNi high-entropy alloy (HEA) fabricated by laser powder bed fusion (LPBF). Microstructural analysis revealed that the LPBF-built HEA comprised a single face-centered cubic (FCC) phase and exhibited epitaxial grain growth along the build direction. Dislocation cell structures and Cr-rich carbides were also observed within the grains. Tensile testing demonstrated a monotonic increase in both yield strength and ultimate tensile strength with decreasing temperature, and the LPBF-fabricated HEA consistently exhibited higher strength than its wrought counterpart across the entire temperature range investigated. Deformation twins were identified in all tested specimens, with the twin fraction increasing markedly at 4.2 K. These findings suggest that the excellent mechanical performance of the LPBF-fabricated carbon-containing CoCrFeMnNi HEA under ultra-low-temperature conditions is attributable to the combined effects of process-inherent microstructural features and pronounced deformation twinning.
- [English]
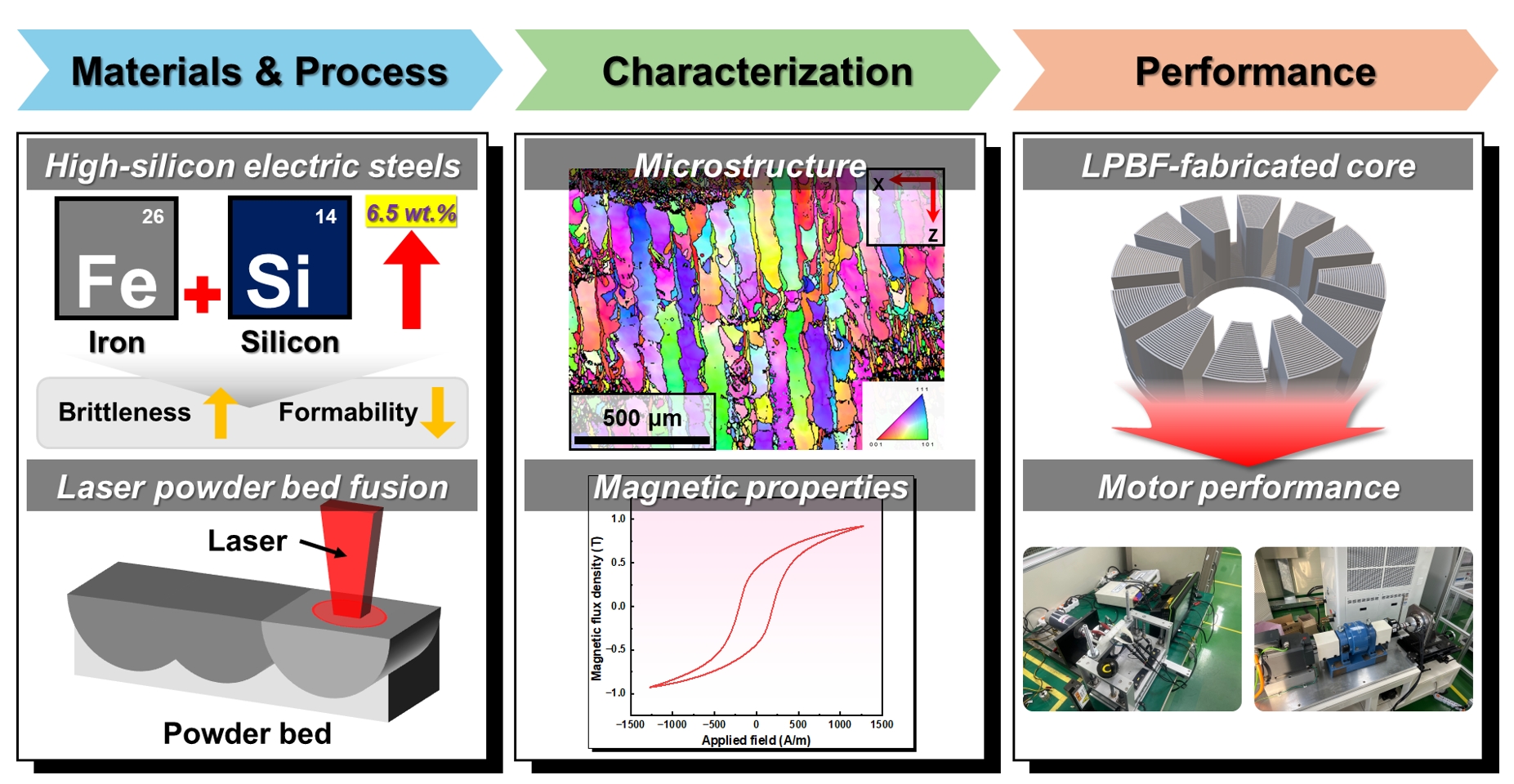
- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
- Ji Sang Yoon, Yeon Woo Kim, Gyu Hyun Park, Youk Jin Kim, Sang Heon Lee, Jeong Seok Kim, Sung Ho Yu, Jeong Min Park
- J Powder Mater. 2026;33(3):177-183. Published online June 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00094
- 835 View
- 12 Download
-
Abstract
PDF
- High-silicon electrical steels containing 6.5 wt.% Si (Fe-6.5Si) are promising materials for high-efficiency electric motors because of their high electrical resistivity and low core loss. However, the intrinsic brittleness of high-silicon steels limits their formability using conventional fabrication methods, such as cold rolling, pressure forming, and sintering, making it difficult to fabricate three-dimensional (3D) soft magnetic cores for axial-flux permanent magnet (AFPM) motors. Additive manufacturing has recently attracted attention as an effective approach for producing complex magnetic components. In particular, laser powder bed fusion (LPBF) enables the fabrication of geometrically complex structures through localized melting and rapid solidification of metal powders. During LPBF, rapid thermal cycling can generate unique microstructures that influence the magnetic properties of fabricated materials. In this study, Fe-6.5Si samples were fabricated using LPBF, and their microstructure and magnetic properties were investigated. In addition, a complex-shaped 3D core was successfully fabricated by LPBF, and the performance of an AFPM motor equipped with the LPBF-fabricated core was evaluated. The results show that the LPBF-fabricated core can provide superior performance-to-weight efficiency for lightweight motor applications.
- [English]
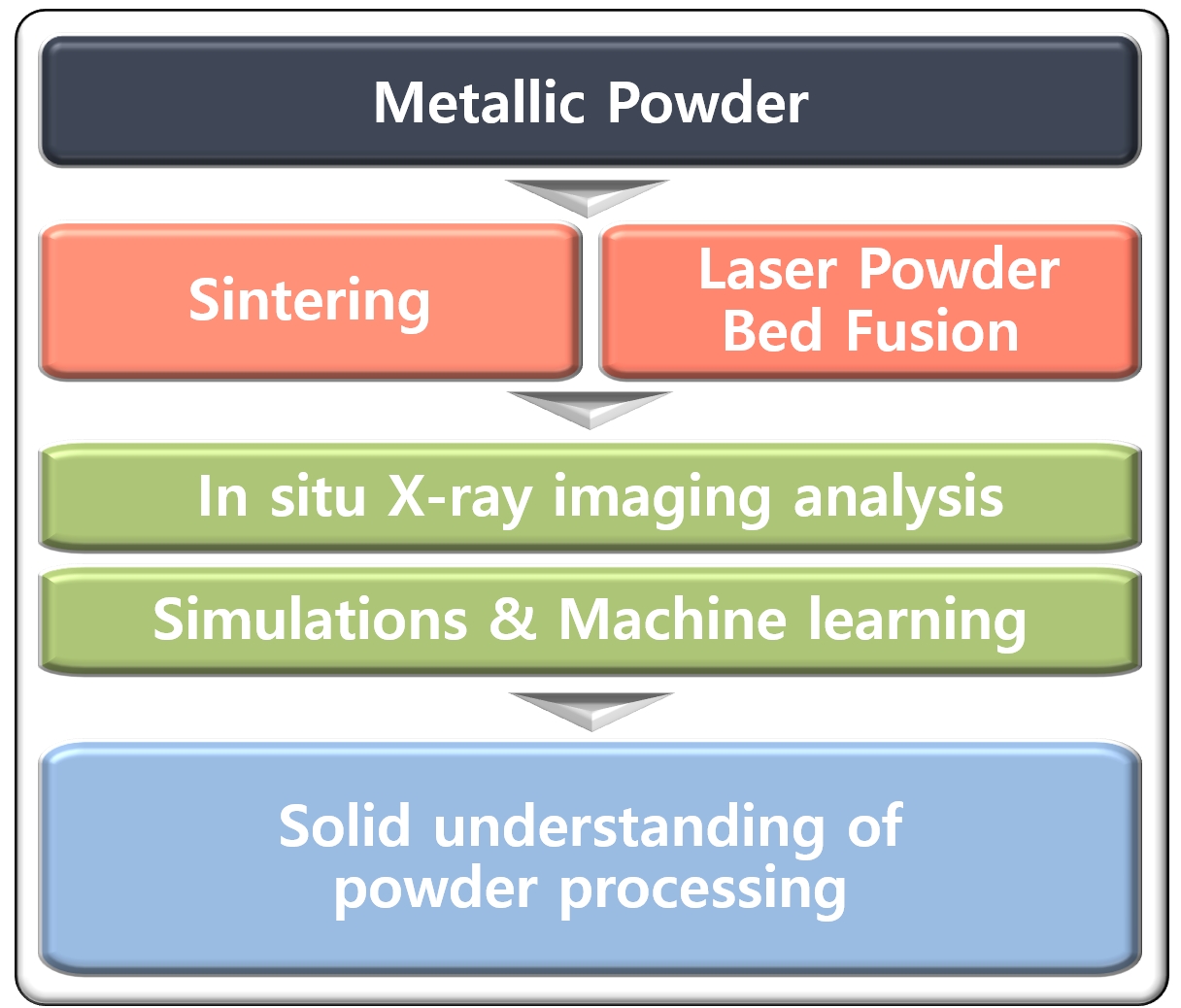
- X-Ray Imaging of Solid-State Sintering and Laser Powder Bed Fusion: A Review of Process Monitoring and Defect Evolution
- Wonjun Cho, Woobin Cho, Seongheon Park, Donghwan Son, Insung Han
- J Powder Mater. 2026;33(2):145-158. Published online April 30, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00479
- 1,136 View
- 11 Download
-
Abstract
PDF
- X-ray imaging has become essential for understanding powder-based metal processing. In solid-state sintering, synchrotron tomography reveals particle rearrangement, neck growth, and pore evolution, clarifying how packing heterogeneity and particle-size distribution govern densification. In laser powder bed fusion, high-speed radiography captures microsecond-scale melt-pool behavior, including keyhole dynamics, vapor-jet entrainment, spatter formation, and bubble-mediated porosity, thereby enabling mechanistic links between processing conditions and defect generation. Nonetheless, current X-ray methods face trade-offs between spatial and temporal resolution and often remain qualitative. Integrating operando imaging with physics-based simulations and machine-learning models offers a path toward quantitative prediction and real-time control. This review summarizes recent progress and highlights key challenges and opportunities for advancing operando characterization of powder-based metal processes.
- [English]
- The Optimization of L-PBF Process for Economical & High Performance Using SiO2 Nanoparticle-Coated Non-Spherical Ti Powder
- Taehu Kang, Ukju Gim, Sehun Kim, Jongik Lee, Sanghee Jeong, Jimin Han, Bin Lee
- J Powder Mater. 2026;33(1):22-36. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00024
- 1,984 View
- 31 Download
-
Abstract
PDF
- In laser powder bed fusion (L-PBF), a metal powder–based additive manufacturing process, pure titanium powders rely on expensive gas-atomized spherical powders, which poses a significant limitation of material cost. In contrast, non-spherical titanium powders are more cost-effective but their application in L-PBF is restricted their use due to poor flow property and high oxygen content. In this study, a powder mixing strategy with spherical titanium and hydrophobic SiO2 nanoparticle is proposed to improve the flowability and process stability of non-spherical Ti powders. After evaluating flow properties at various mixing ratios, a spherical-to-non-spherical Ti ratio of 4:6 was selected, with SiO2 nanoparticles added during mixing. The uniform distribution of oxide nanoparticles on the powder surfaces was confirmed by SEM and EDS. A maximum relative density of 99.7% was shown by specimens made with L-PBF under various processing parameters. The specimens obtained a tensile strength of 762.6 ± 3.8 MPa and an elongation of 22.1 ± 0.7% at a volumetric energy density of 71.4 J/mm³. This study demonstrates the application of low-cost non-spherical Ti powders in L-PBF is feasible and presents an effective way to simultaneously increase process stability and economic efficiency in titanium additive manufacturing.
- [English]
- Cost-effective Fabrication of Near β-Ti Alloy via L-PBF: Process Optimization of In-situ Alloying Ti-3Fe
- Sehun Kim, Ukju Gim, Taehu Kang, Jongik Lee, Sanghee Jeong, Jimin Han, Bin Lee
- J Powder Mater. 2025;32(4):288-298. Published online August 29, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00213

- 2,044 View
- 31 Download
- 2 Citations
-
Abstract
PDF
- This study presents a cost-effective approach to fabricating near β-Ti alloys via in-situ alloying during laser powder bed fusion (L-PBF). A blend of non-spherical pure Ti, 3 wt.% Fe, and 0.1 wt.% SiO2 nanoparticles was used to induce β-phase stabilization and improve flowability. Twenty-five process conditions were evaluated across a volumetric energy density range of 31.75-214.30 J/mm3, achieving a maximum relative density of 99.21% at 89.29 J/mm3. X-ray diffraction analysis revealed that the β-Ti phase was partially retained at room temperature, accompanied by lattice contraction in the α’-Ti structure, indicating successful Fe incorporation. Elemental mapping confirmed that the Fe distribution was homogeneous, without significant segregation. Compared to pure Ti, the Ti-3Fe sample exhibited a 49.2% increase in Vickers hardness and notable improvements in yield and ultimate tensile strengths. These results demonstrate the feasibility of in-situ alloying with low-cost elemental powders to produce high-performance near β-Ti alloys using L-PBF.
-
Citations
Citations to this article as recorded by
- The Optimization of L-PBF Process for Economical & High Performance Using SiO2 Nanoparticle-Coated Non-Spherical Ti Powder
Taehu Kang, Ukju Gim, Sehun Kim, Jongik Lee, Sanghee Jeong, Jimin Han, Bin Lee
Journal of Powder Materials.2026; 33(1): 22. CrossRef - In-situ Alloying of Ti-40Nb via L-PBF Using Non-spherical Powders: Microstructure, Mechanical Properties and In vitro Cytotoxicity
Sehun Kim, Byeongseon An, Jaesung Kwon, Aruem Han, Sekwon Oh, Yewon Han, Taehu Kang, Jongik Lee, Sanghee Jeong, Jimin Han, Yujin Rhee, Bin Lee
Journal of Alloys and Compounds.2026; : 189935. CrossRef
- The Optimization of L-PBF Process for Economical & High Performance Using SiO2 Nanoparticle-Coated Non-Spherical Ti Powder
- [English]
- Laser Processing of an Al0.1CoCrFeNi High Entropy Alloy + Cu Composite Powders via Laser Powder Bed Fusion
- Kwangtae Son, Ji-Woon Lee, Soon-Jik Hong, Somayeh Pasebani
- J Powder Mater. 2025;32(4):277-287. Published online August 29, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00101

- 2,216 View
- 39 Download
- 1 Citations
-
Abstract
PDF
- This study examined process–structure relationships in laser powder bed fusion of Al₀.₁CoCrFeNi + Cu composites, focusing on densification, elemental distribution, and solidification cracking. Mechanically mixed Al₀.₁CoCrFeNi and Cu powders were processed across a range of laser powers (100–250 W) and scan speeds (200–800 mm/s). Increased volumetric energy density (VED) improved densification, with a plateau near 200 J/mm³ yielding ~96% relative density; however, this value was still below application-grade thresholds. At low VED, insufficient thermal input and short melt pool residence times promoted Cu segregation, while higher VED facilitated improved elemental mixing. Elemental mapping showed partial co-segregation of Ni with Cu at low energies. Solidification cracks were observed across all processing conditions. In high VED regimes, cracking exhibited a minimal correlation with segregation behavior and was primarily attributed to steep thermal gradients, solidification shrinkage, and residual stress accumulation. In contrast, at low VED, pronounced Cu segregation appeared to exacerbate cracking through localized thermal and mechanical mismatch.
-
Citations
Citations to this article as recorded by- In-situ process monitoring and control of laser directed energy deposition using thermal imaging and computer vision
Saegis Abbott, Kassandra Hernandez, Ryan Bertelsen, Omid Hatami Farzaneh, Adam Bischoff, Doug Dingus, Dong Lin, Jesse Rodriguez, Devin J. Roach
Journal of Materials Research and Technology.2026; 42: 10851. CrossRef
- In-situ process monitoring and control of laser directed energy deposition using thermal imaging and computer vision
- [Korean]
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
- J Powder Mater. 2025;32(3):244-253. Published online June 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00087

- 1,819 View
- 54 Download
- 1 Citations
-
Abstract
PDF
- Ti-6Al-4V alloy is widely utilized in aerospace and medical sectors due to its high specific strength, corrosion resistance, and biocompatibility. However, its low machinability makes it difficult to manufacture complex-shaped products. Advancements in additive manufacturing have focused on producing high-performance, complex components using the laser powder bed fusion (LPBF) process, which is a specialized technique for customized geometries. The LPBF process exposes materials to extreme thermal conditions and rapid cooling rates, leading to residual stresses within the parts. These stresses are intensified by variations in the thermal history across regions of the component. These variations result in differences in microstructure and mechanical properties, causing distortion. Although support structure design has been researched to minimize residual stress, few studies have conducted quantitative analyses of stress variations due to different support designs. This study investigated changes in the residual stress and mechanical properties of Ti-6Al-4V alloy fabricated using LPBF, focusing on support structure design.
-
Citations
Citations to this article as recorded by- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
Ji Sang Yoon, Yeon Woo Kim, Gyu Hyun Park, Youk Jin Kim, Sang Heon Lee, Jeong Seok Kim, Sung Ho Yu, Jeong Min Park
Journal of Powder Materials.2026; 33(3): 177. CrossRef
- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
- [Korean]
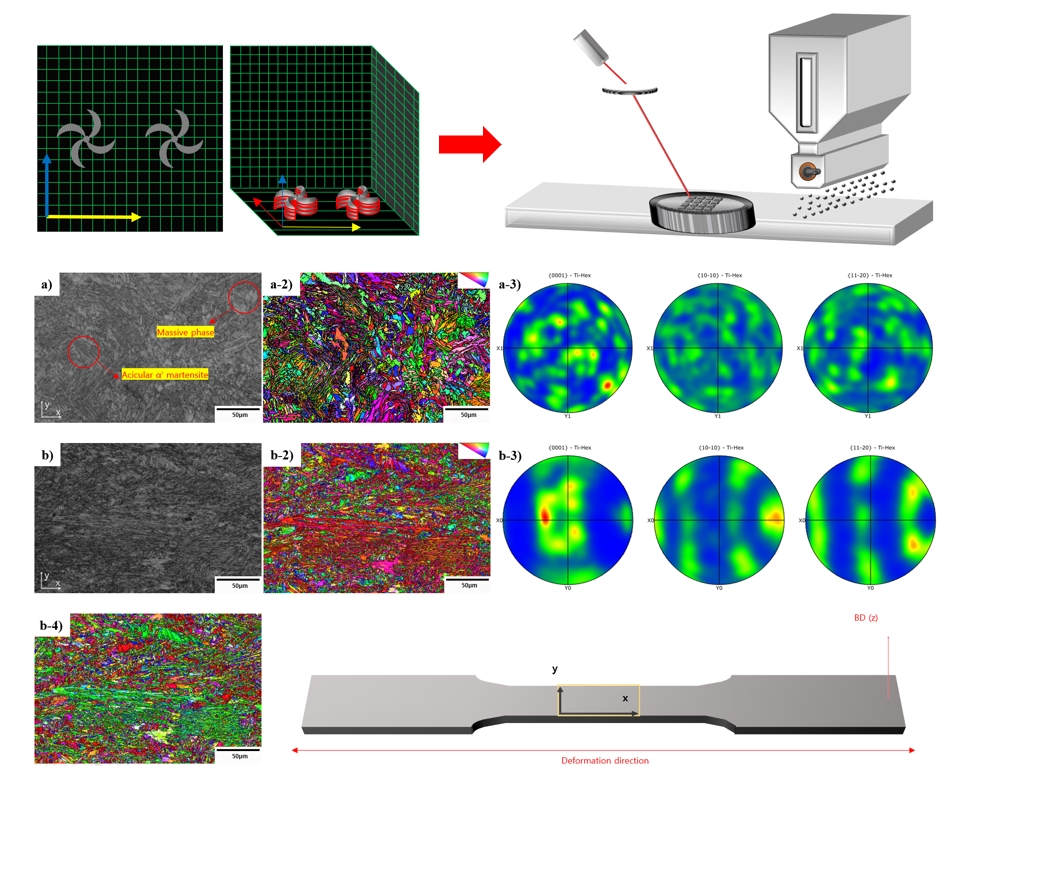
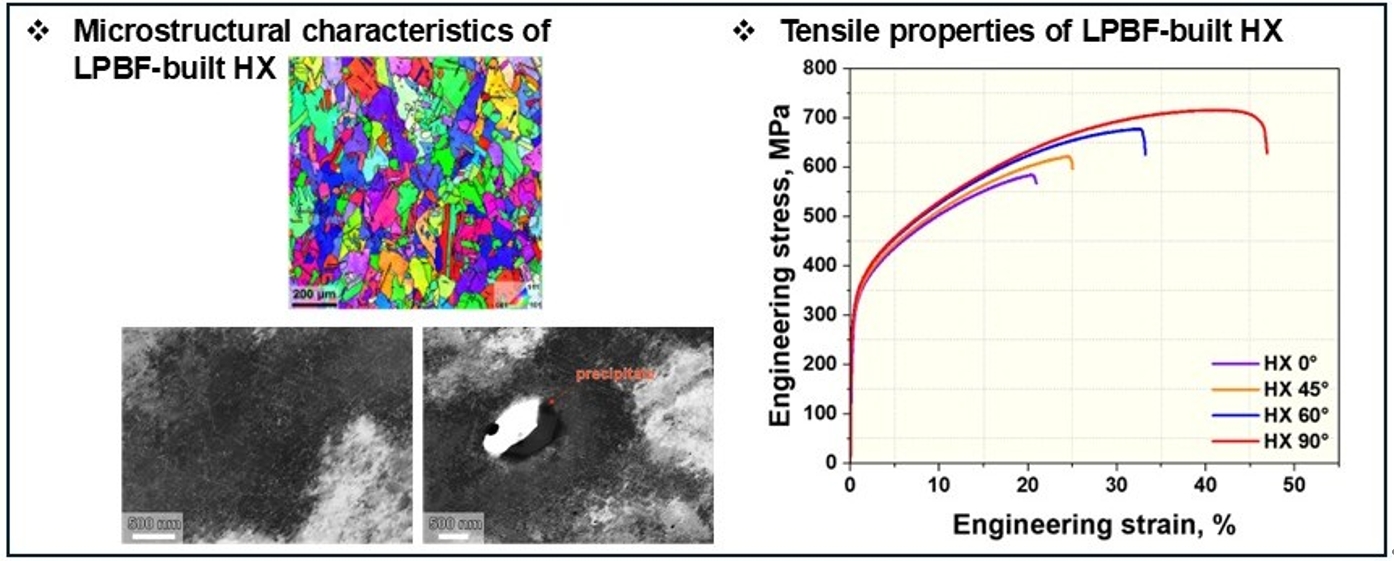
- Effect of Building Orientation on Tensile Properties of Hastelloy X alloy Manufactured by Laser Powder Bed Fusion
- Seong-June Youn, GooWon Noh, Seok Su Sohn, Young-Sang Na, Young-Kyun Kim
- J Powder Mater. 2025;32(2):131-137. Published online April 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00080
- 1,959 View
- 36 Download
- 1 Citations
-
Abstract
PDF
- In this study, the effect of build orientation on the mechanical properties of Hastelloy X fabricated by laser powder bed fusion (LPBF) process was investigated. Initial microstructural analysis revealed an equiaxed grain structure with random crystallographic orientation and annealing twins. Intragranular precipitates identified as Cr-rich M23C6 and Mo-rich M6C carbides were observed, along with a dense dislocation network and localized dislocation accumulation around the carbides. Mechanical testing showed negligible variation in yield strength with respect to build orientation; however, both ultimate tensile strength and elongation exhibited a clear increasing trend with higher build angles. Notably, the specimen built at 90° exhibited approximately 22% higher tensile strength and more than twice the elongation compared to the 0° specimen.
-
Citations
Citations to this article as recorded by- Ultra-Low Temperature Mechanical Response of Laser Powder Bed Fusion–Processed C-Containing CoCrFeMnNi High-Entropy Alloy
Jae-Yong Cheon, Seong-June Youn, Young-Sang Na, Young-Kyun Kim
Journal of Powder Materials.2026; 33(3): 195. CrossRef
- Ultra-Low Temperature Mechanical Response of Laser Powder Bed Fusion–Processed C-Containing CoCrFeMnNi High-Entropy Alloy
- [English]
- Ultra-Low-Temperature (4.2 K) Tensile Properties and Deformation Mechanism of Stainless Steel 304L Manufactured by Laser Powder Bed Fusion
- Seung-Min Jeon, Young-Sang Na, Young-Kyun Kim
- J Powder Mater. 2025;32(2):95-103. Published online April 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00066

- 3,084 View
- 70 Download
- 7 Citations
-
Abstract
PDF
- This study investigated the ultra-low-temperature (4.2 K) tensile properties and deformation mechanisms of stainless steel 304L manufactured via laser powder bed fusion (LPBF). The tensile properties of LPBF 304L were compared to those of conventional 304L to assess its suitability for cryogenic applications. The results revealed that LPBF 304L exhibited a significantly higher yield strength but lower ultimate tensile strength and elongation than conventional 304L at 4.2 K. The temperature dependence of the yield strength also favored LPBF 304L. Microstructural analysis demonstrated that LPBF 304L features a high density of dislocation cells and nano-inclusions, contributing to its greater strength. Furthermore, strain-induced martensitic transformation was observed as a key deformation mechanism at cryogenic temperatures, where austenite transformed into both hexagonal-closed packed (HCP) and body-centered cubic (BCC) martensite. Notably, BCC martensite nucleation occurred within a single HCP band. These findings provide critical insights into the mechanical behavior of LPBF 304L at cryogenic temperatures and its potential for applications in extreme environments.
-
Citations
Citations to this article as recorded by- A strong and ductile nano/micro titanium carbide reinforced metastable austenitic steel at 4.2 K
Young-Kyun Kim, Sang Hun Shim, Young-Sang Na
Journal of Materials Science & Technology.2027; 278: 286. CrossRef - Extremely low-temperature tensile behavior of 316L stainless steel additively manufactured by laser powder bed fusion
Haeum Park, Heechan Jung, Min Young Sung, Young-Kyun Kim, Jaimyun Jung, Yoona Lee, Namhyun Kang, Kyung Tae Kim, Young-Sang Na, Seok Su Sohn, Jeong Min Park
Materials Science and Engineering: A.2026; 950: 149460. CrossRef - Twinning- and transformation-induced high cryogenic strength and ductility of the CoCrFeNi high-entropy alloy: Experiment and MD simulation
Yuze Wu, Zhide Li, Charlie Kong, M.W. Fu, Hailiang Yu
International Journal of Plasticity.2026; 196: 104553. CrossRef - Microstructure, cryogenic tensile and fracture behavior of laser welded Co17.5Cr12.5Fe55Ni10Mo5 complex concentrated alloy
Jae Hyuk Lee, Jeongmin Lee, Hidemi Kato, Seungkyun Yim, Dongkyoung Lee, Gian Song, Jeong Hun Lee, Dong Jun Lee, Young-Kyun Kim, Young-Sang Na, Hyoung Seop Kim, Jongun Moon, Soo-Hyun Joo
Materials Science and Engineering: A.2026; 960: 150106. CrossRef - Origin of little post-uniform elongation of 304L/310S austenitic stainless steels at extremely low temperatures
Seon-Keun Oh, Young-Kyun Kim, Young-Sang Na
Materials Science and Engineering: A.2026; 961: 150161. CrossRef - Ultra-Low Temperature Mechanical Response of Laser Powder Bed Fusion–Processed C-Containing CoCrFeMnNi High-Entropy Alloy
Jae-Yong Cheon, Seong-June Youn, Young-Sang Na, Young-Kyun Kim
Journal of Powder Materials.2026; 33(3): 195. CrossRef - Understanding the unique appearance behavior of shear bands during tensile deformation of α-brass at 4.2 K
Seon-Keun Oh, Sang-Hun Shim, Young-Kyun Kim, Young-Sang Na
Materials Science and Engineering: A.2025; 945: 148989. CrossRef
- A strong and ductile nano/micro titanium carbide reinforced metastable austenitic steel at 4.2 K
- [English]
- Stretch-Flangeability of Laser Powder Bed Fusion-Processed 316L Stainless Steel
- Rae Eon Kim, Yeon Taek Choi, Sang Guk Jeong, Do Won Lee, Hyoung Seop Kim
- J Powder Mater. 2025;32(2):87-94. Published online April 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00017

- 3,243 View
- 29 Download
-
Abstract
PDF
 Supplementary Material
Supplementary Material - Metal additive manufacturing (AM) facilitates the production of complex geometries with enhanced functionality. Among various AM techniques, laser powder bed fusion (LPBF) is distinguished by its precision and exceptional mechanical properties achieved via laser fusion deposition. Recent advancements in AM have focused on combining LPBF with post-processing methods such as cold rolling, high-pressure torsion, and forming processes. Therefore, understanding the forming behavior of LPBF-processed materials is essential for industrial adoption. This study investigates the stretch-flangeability of LPBF-fabricated 316L stainless steel, emphasizing its anisotropic microstructure and mechanical properties. Hole expansion tests were employed to assess stretch-flangeability in comparison to wrought 316L stainless steel. The results demonstrate that LPBF-processed samples exhibit significant anisotropic behavior, demonstrating the influence of microstructural evolution on formability. These findings contribute valuable insights into optimizing LPBF materials for industrial forming applications.
- [Korean]
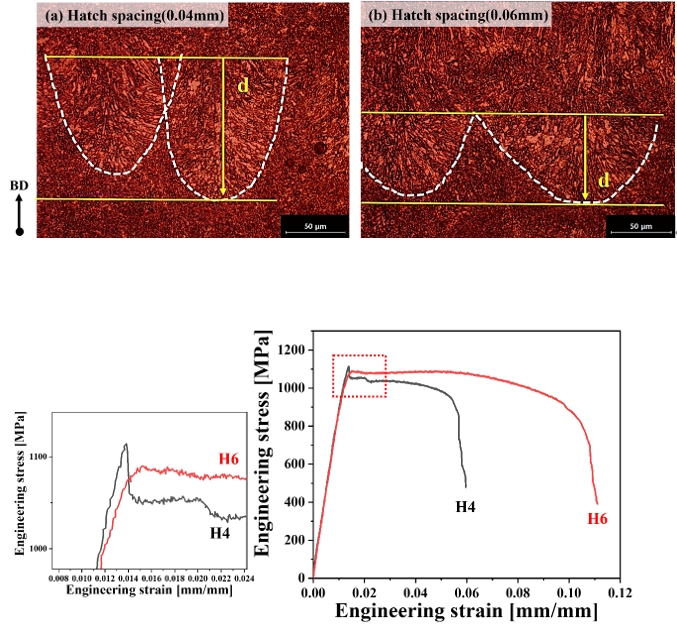
- Effect of Hatch Spacing on the Microstructure and Mechanical Properties of SA508 Gr.3 Steel Fabricated by Laser Powder Bed Fusion
- Yuanjiu Huang, Ho Jin Ryu, Kee-Ahn Lee
- J Powder Mater. 2025;32(1):50-58. Published online February 28, 2025
- DOI: https://doi.org/10.4150/jpm.2024.00479
- 1,827 View
- 29 Download
- 1 Citations
-
Abstract
PDF
- This study investigated the effect of the hatch spacing parameter on the microstructure and mechanical properties of SA508 Gr.3 steel manufactured by laser powder bed fusion (L-PBF) for a nuclear pressure vessel. Materials were prepared with varying hatch spacing (0.04 mm [H4] and 0.06 mm [H6]). The H4 exhibited finer and more uniformly distributed grains, while the H6 showed less porosity and a lower defect fraction. The yield strength of the H4 material was higher than that of the H6 material, but there was a smaller difference between the materials in tensile strength. The measured elongation was 5.65% for the H4 material and 10.41% for the H6 material, showing a significantly higher value for H6. An explanation for this is that although the H4 material had a microstructure of small and uniform grains, it contained larger and more numerous pore defects than the H6 material, facilitating stress concentration and the initiation of microcracks.
-
Citations
Citations to this article as recorded by- Extremely low temperature mechanical behavior of in-situ oxide containing 304L stainless steel fabricated by laser powder bed fusion
Kwangtae Son, Seung-Min Jeon, Brian K. Paul, Young-Sang Na, Kijoon Lee, Young-Kyun Kim
Journal of Materials Science & Technology.2025; 234: 319. CrossRef
- Extremely low temperature mechanical behavior of in-situ oxide containing 304L stainless steel fabricated by laser powder bed fusion
- [Korean]
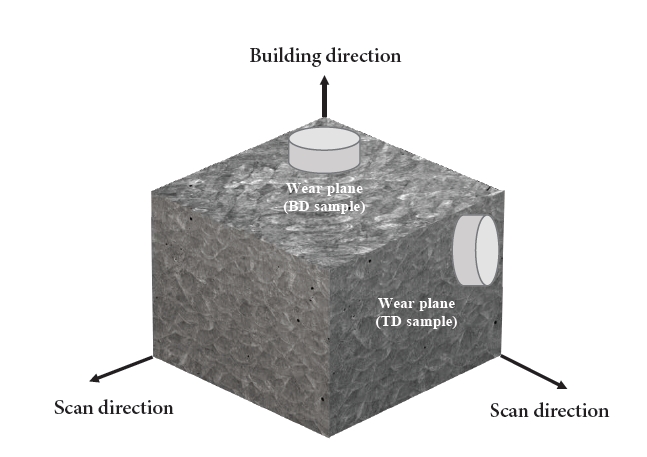
- Effect of Anisotropy on the Wear Behavior of Age-Treated Maraging Steel Manufactured by LPBF
- Seung On Lim, Se-Eun Shin
- J Powder Mater. 2024;31(4):308-317. Published online August 5, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00171
- 3,099 View
- 47 Download
- 2 Citations
-
Abstract
PDF
- Maraging steel has excellent mechanical properties resulting from the formation of precipitates within the matrix through aging treatment. Maraging steel fabricated by the laser powder bed fusion (LPBF) process is suitable for applications including precise components and optimized design. The anisotropic characteristic, which depends on the stacking direction, affects the mechanical properties. This study aimed to analyze the influence of anisotropy on the wear behavior of maraging steel after aging treatment. The features of additive manufacturing tended to disappear after heat treatment. However, some residual cellular and dendrite structures were observed. In the wear tests, a high wear rate was observed on the building direction plane for all counter materials. This is believed to be because the oxides formed on the wear track positively affected the wear characteristics; meanwhile, the bead shape in the stacking direction surface was vulnerable to wear, leading to significant wear.
-
Citations
Citations to this article as recorded by- Unveiling age-hardening mechanisms: first-principles carbide insights and enhanced thermomechanical fatigue in niobium-bearing austenitic stainless steels
Godwin Kwame Ahiale, Jin Woong Park, Raj Narayan Hajra, Yong-Jun Oh, Won Doo Choi, Tae-Wook Na, Gi Yong Kim, Hyun-Ju Choi, Jeoung Han Kim
Materials Science and Engineering: A.2026; 949: 149397. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef
- Unveiling age-hardening mechanisms: first-principles carbide insights and enhanced thermomechanical fatigue in niobium-bearing austenitic stainless steels
- [Korean]
- Application of Explainable Artificial Intelligence for Predicting Hardness of AlSi10Mg Alloy Manufactured by Laser Powder Bed Fusion
- Junhyub Jeon, Namhyuk Seo, Min-Su Kim, Seung Bae Son, Jae-Gil Jung, Seok-Jae Lee
- J Powder Mater. 2023;30(3):210-216. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.210
- 1,835 View
- 27 Download
-
Abstract
PDF
In this study, machine learning models are proposed to predict the Vickers hardness of AlSi10Mg alloys fabricated by laser powder bed fusion (LPBF). A total of 113 utilizable datasets were collected from the literature. The hyperparameters of the machine-learning models were adjusted to select an accurate predictive model. The random forest regression (RFR) model showed the best performance compared to support vector regression, artificial neural networks, and k-nearest neighbors. The variable importance and prediction mechanisms of the RFR were discussed by Shapley additive explanation (SHAP). Aging time had the greatest influence on the Vickers hardness, followed by solution time, solution temperature, layer thickness, scan speed, power, aging temperature, average particle size, and hatching distance. Detailed prediction mechanisms for RFR are analyzed using SHAP dependence plots.
- [Korean]
- A Study on the Optimal Design of Ti-6Al-4V Lattice Structure Manufactured by Laser Powder Bed Fusion Process
- Ji-Yoon Kim, Jeongmin Woo, Yongho Sohn, Jeong Ho Kim, Kee-Ahn Lee
- J Powder Mater. 2023;30(2):146-155. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.146
- 1,950 View
- 27 Download
- 4 Citations
-
Abstract
PDF
The Ti-6Al-4V lattice structure is widely used in the aerospace industry owing to its high specific strength, specific stiffness, and energy absorption. The quality, performance, and surface roughness of the additively manufactured parts are significantly dependent on various process parameters. Therefore, it is important to study process parameter optimization for relative density and surface roughness control. Here, the part density and surface roughness are examined according to the hatching space, laser power, and scan rotation during laser-powder bed fusion (LPBF), and the optimal process parameters for LPBF are investigated. It has high density and low surface roughness in the specific process parameter ranges of hatching space (0.06–0.12 mm), laser power (225–325 W), and scan rotation (15°). In addition, to investigate the compressive behavior of the lattice structure, a finite element analysis is performed based on the homogenization method. Finite element analysis using the homogenization method indicates that the number of elements decreases from 437,710 to 27 and the analysis time decreases from 3,360 to 9 s. In addition, to verify the reliability of this method, stress–strain data from the compression test and analysis are compared.
-
Citations
Citations to this article as recorded by- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Enhanced Microstructure and Wear Resistance of Ti–6Al–4V Alloy with Vanadium Carbide Coating via Directed Energy Deposition
Ui Jun Ko, Ju Hyeong Jung, Jung Hyun Kang, Kyunsuk Choi, Jeoung Han Kim
Materials.2024; 17(3): 733. CrossRef - Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
Gargi Roy, Raj Narayan Hajra, Woo Hyeok Kim, Jongwon Lee, Sangwoo Kim, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(1): 1. CrossRef - Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
journal of Korean Powder Metallurgy Institute.2024; 31(2): 137. CrossRef
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- [Korean]
- Effect of Bulk Shape on Mechanical Properties of Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion
- Haeum Park, Yeon Woo Kim, Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Jung Gi Kim, Jeong Min Park
- J Powder Mater. 2023;30(2):140-145. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.140
- 3,139 View
- 36 Download
- 6 Citations
-
Abstract
PDF
Although the Ti–6Al–4V alloy has been used in the aircraft industry owing to its excellent mechanical properties and low density, the low formability of the alloy hinders broadening its applications. Recently, laser-powder bed fusion (L-PBF) has become a novel process for overcoming the limitations of the alloy (i.e., low formability), owing to the high degree of design freedom for the geometry of products having outstanding performance used in hightech applications. In this study, to investigate the effect of bulk shape on the microstructure and mechanical properties of L-PBFed Ti-6Al-4V alloys, two types of samples are fabricated using L-PBF: thick and thin samples. The thick sample exhibits lower strength and higher ductility than the thin sample owing to the larger grain size and lower residual dislocation density of the thick sample because of the heat input during the L-PBF process.
-
Citations
Citations to this article as recorded by- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
journal of Korean Powder Metallurgy Institute.2024; 31(1): 8. CrossRef - Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
Gargi Roy, Raj Narayan Hajra, Woo Hyeok Kim, Jongwon Lee, Sangwoo Kim, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(1): 1. CrossRef - Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
journal of Korean Powder Metallurgy Institute.2024; 31(2): 137. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef - High-speed manufacturing-driven strength-ductility improvement of H13 tool steel fabricated by selective laser melting
Yeon Woo Kim, Haeum Park, Young Seong Eom, Dong Gill Ahn, Kyung Tae Kim, Ji-hun Yu, Yoon Suk Choi, Jeong Min Park
Powder Metallurgy.2023; 66(5): 582. CrossRef
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- [Korean]
- Study for the Process Parameter Control to Achieve High Build Rate of Laser Powder Bed Fused IN718 Super Alloy Using Optimal VED
- Sang Uk Kim, Kyu-Sik Kim, Yongho Sohn, Kee-Ahn Lee
- J Powder Mater. 2022;29(5):390-398. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.390
- 1,330 View
- 14 Download
-
Abstract
PDF
Recently, considerable attention has been given to nickel-based superalloys used in additive manufacturing. However, additive manufacturing is limited by a slow build rate in obtaining optimal densities. In this study, optimal volumetric energy density (VED) was calculated using optimal process parameters of IN718 provided by additive manufacturing of laser powder-bed fusion. The laser power and scan speed were controlled using the same ratio to maintain the optimal VED and achieve a fast build rate. Cube samples were manufactured using seven process parameters, including an optimal process parameter. Analysis was conducted based on changes in density and melt-pool morphology. At a low laser power and scan speed, the energy applied to the powder bed was proportional to
and not . At a high laser power and scan speed, a curved track was formed due to Plateau-Rayleigh instability. However, a wide melt-pool shape and continuous track were formed, which did not significantly affect the density. We were able to verify the validity of the VED formula and succeeded in achieving a 75% higher build rate than that of the optimal parameter, with a slight decrease in density and hardness.
- [Korean]
- Effect of Particle Sphericity on the Rheological Properties of Ti-6Al-4V Powders for Laser Powder Bed Fusion Process
- T. Y. Kim, M. H. Kang, J. H. Kim, J.K. Hong, J.H. Yu, J.I. Lee
- J Powder Mater. 2022;29(2):99-109. Published online April 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.2.99
- 2,448 View
- 46 Download
- 4 Citations
-
Abstract
PDF
Powder flowability is critical in additive manufacturing processes, especially for laser powder bed fusion. Many powder features, such as powder size distribution, particle shape, surface roughness, and chemical composition, simultaneously affect the flow properties of a powder; however, the individual effect of each factor on powder flowability has not been comprehensively evaluated. In this study, the impact of particle shape (sphericity) on the rheological properties of Ti-6Al-4V powder is quantified using an FT4 powder rheometer. Dynamic image analysis is conducted on plasma-atomized (PA) and gas-atomized (GA) powders to evaluate their particle sphericity. PA and GA powders exhibit negligible differences in compressibility and permeability tests, but GA powder shows more cohesive behavior, especially in a dynamic state, because lower particle sphericity facilitates interaction between particles during the powder flow. These results provide guidelines for the manufacturing of advanced metal powders with excellent powder flowability for laser powder bed fusion.
-
Citations
Citations to this article as recorded by- A fully computational approach for the prediction of melt pool generation of the directed energy deposition process
Mingyu Chung, Kang-Hyun Lee, Jaeeun Park, Yoon Sun Lee, Gun Jin Yun
Journal of Mechanical Science and Technology.2025; 39(11): 6847. CrossRef - Enhanced Microstructure and Wear Resistance of Ti–6Al–4V Alloy with Vanadium Carbide Coating via Directed Energy Deposition
Ui Jun Ko, Ju Hyeong Jung, Jung Hyun Kang, Kyunsuk Choi, Jeoung Han Kim
Materials.2024; 17(3): 733. CrossRef - Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
Gargi Roy, Raj Narayan Hajra, Woo Hyeok Kim, Jongwon Lee, Sangwoo Kim, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(1): 1. CrossRef - Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
journal of Korean Powder Metallurgy Institute.2024; 31(1): 8. CrossRef
- A fully computational approach for the prediction of melt pool generation of the directed energy deposition process
- [Korean]
- Parametric Study of Selective Laser Melting Using Ti-6Al-4V Powder Bed for Concurrent Control of Volumetric Density and Surface Roughness
- Jeongmin Woo, Ji-Yoon Kim, Yongho Sohn, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(5):410-416. Published online October 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.5.410
- 1,650 View
- 9 Download
-
Abstract
PDF
Ti-6Al-4V alloy has a wide range of applications, ranging from turbine blades that require smooth surfaces for aerodynamic purposes to biomedical implants, where a certain surface roughness promotes biomedical compatibility. Therefore, it would be advantageous if the high volumetric density is maintained while controlling the surface roughness during the LPBF of Ti-6Al-4V. In this study, the volumetric energy density is varied by independently changing the laser power and scan speed to document the changes in the relative sample density and surface roughness. The results where the energy density is similar but the process parameters are different are compared. For comparable energy density but higher laser power and scan speed, the relative density remained similar at approximately 99%. However, the surface roughness varies, and the maximum increase rate is approximately 172%. To investigate the cause of the increased surface roughness, a nonlinear finite element heat transfer analysis is performed to compare the maximum temperature, cooling rate, and lifetime of the melt pool with different process parameters.
 First
First Prev
Prev

TOP
