
Most cited
- Page Path
- HOME > Browse Articles > Most cited
- [Korean]
- Planetary Ball Mill Process in Aspect of Milling Energy
- Huynh Xuan Khoa, Sunwoo Bae, Sangwon Bae, Byeong-woo Kim, Ji Soon Kim
- J Korean Powder Metall Inst. 2014;21(2):155-164. Published online April 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.2.155
- 10,050 View
- 526 Download
- 39 Citations
-
 PDF
PDF -
Citations
Citations to this article as recorded by
- Particle interactions during dry powder mixing and their effect on solvent-free manufactured electrode properties
Zhongjia Gao, Jinzhao Fu, Chinmoy Podder, Xiangtao Gong, Yan Wang, Heng Pan
Journal of Energy Storage.2024; 83: 110605. CrossRef - Towards a More Sustainable Leaching Process for Li-Ion Battery Cathode Material Recycling: Mechanochemical Leaching of LiCoO2 Using Citric Acid
Joshua Vauloup, Cécile Bouilhac, Nicolas Coppey, Patrick Lacroix-Desmazes, Lorenzo Stievano, Laure Monconduit, Moulay Tahar Sougrati
ACS Sustainable Resource Management.2024; 1(9): 2032. CrossRef - Conduction mechanism of a moisture diffusion energy harvesting device prepared with mesopore-rich activated carbon
Sa-Myeong Gim, Sadaf Mearaj, Hyeonoh Hwang, Xuanjun Jin, Joon Weon Choi
Materials Today Communications.2024; 40: 109743. CrossRef - Toksik organik kirleticilerin mekanokimyasal parçalanması
Volkan Pelitli
Balıkesir Üniversitesi Fen Bilimleri Enstitüsü Dergisi.2024; 26(2): 635. CrossRef - Navigating Ball Mill Specifications for Theory‐to‐Practice Reproducibility in Mechanochemistry
Orein F. Jafter, Sol Lee, Jongseong Park, Clément Cabanetos, Dominik Lungerich
Angewandte Chemie International Edition.2024;[Epub] CrossRef - Advancing sustainable practices in Li-ion battery cathode material recycling: mechanochemical optimisation for magnetic cobalt recovery
Joshua Vauloup, Cécile Bouilhac, Nicolas Coppey, Patrick Lacroix-Desmazes, Bernard Fraisse, Lorenzo Stievano, Laure Monconduit, Moulay Tahar Sougrati
RSC Mechanochemistry.2024; 1(4): 393. CrossRef - Ultrafine Sm2Fe17N3 hard magnetic particles synthesized by mechanochemical process
Zhi Yang, Yuanyuan Chen, Haochuan Yang, Xiaofeng Nie, Junhua Xi, Jie Zhang, Weiqiang Liu, Ming Yue
Applied Materials Today.2024; 41: 102453. CrossRef - Navigating Ball Mill Specifications for Theory‐to‐Practice Reproducibility in Mechanochemistry
Orein F. Jafter, Sol Lee, Jongseong Park, Clément Cabanetos, Dominik Lungerich
Angewandte Chemie.2024;[Epub] CrossRef - Optimizing reuse of Vanadis® 8 tool steel powders through multi-objective Lichtenberg algorithm: A powder metallurgy approach
Elioenai Levi Barbedo, João Luiz Junho Pereira, Lucas Antônio de Oliveira, Matheus David Guimarães Barbedo, Matheus Brendon Francisco, Guilherme Ferreira Gomes, Gilbert Silva
Advanced Powder Technology.2024; 35(4): 104416. CrossRef - Solution-Free Growth of CsPbBr3 Perovskite Films Using a Fast and Scalable Close Space Sublimation Method
Jakob Ihrenberger, Frédéric Roux, Ferdinand Lédée, Fabrice Emieux, Christelle Anglade, Thibault Lemercier, Géraldine Lorin, Eric Gros-Daillon, Louis Grenet
Crystal Growth & Design.2024; 24(13): 5542. CrossRef - Powder ball milling: An energy balance approach to particle size reduction
Stefano Martelli, Paolo Emilio Di Nunzio
Journal of Materials Research.2024;[Epub] CrossRef - Recent advances in the application of dolomite in membrane separation and beyond: A review on an abundant and versatile mineral
Muhammed Sahal Siddique, N Awanis Hashim, Mohd Usman Mohd Junaidi, Aubaid Ullah, Rozita Yusoff, Mohamad Fairus Rabuni
Materials Today Sustainability.2024; 28: 100951. CrossRef - Wet mechanochemical surface modification of calcite employing an integration of conventional design and analytical hierarchy process
Metin Uçurum, Akın Özdemir
Powder Technology.2024; 443: 119970. CrossRef - Bi-functional hydrogen tungsten bronze/carbon composite catalysts towards biomass conversion and solar water purification
Akitaka Yabuki, Kunihiko Kato, Yunzi Xin, Yuping Xu, Takashi Shirai
Materialia.2024; 38: 102249. CrossRef - Controlling Particle Size of Recycled Copper Oxide Powder for Copper Thermite Welding Characteristics
Hansung Lee, Minsu Kim, Byungmin Ahn
journal of Korean Powder Metallurgy Institute.2023; 30(4): 332. CrossRef - Influence of Mixing Process on the Performance of Electrodes Made by a Dry Coating Method
Ming Wang, Kubra Uzun, Bradley R. Frieberg, Jiazhi Hu, Anita Li, Xiaosong Huang, Yang-Tse Cheng
Journal of The Electrochemical Society.2023; 170(1): 010541. CrossRef - Influence of ball materials on the surface activation behavior of coal ash particles during a mechanochemical process
Takumi Sangu, Yunzi Xin, Takashi Hitomi, Kunihiko Kato, Takashi Shirai
Ceramics International.2023; 49(21): 34327. CrossRef - Mechanosynthesizing a dual cation orthophosphate using planetary ball mill; Potassium struvite production employing different primary components
Alimohammad Dehghan Manshady, Gholamreza Rakhshandehroo, Nasser Talebbeydokhti
Advanced Powder Technology.2022; 33(10): 103751. CrossRef - Comparison study of physicochemical and biopharmaceutics properties of hydrophobic drugs ground by two dry milling processes
M. Dandignac, S. P. Lacerda, A. Chamayou, L. Galet
Pharmaceutical Development and Technology.2022; 27(7): 816. CrossRef - Effects of two-step high-energy ball milling process and hot isostatic pressing on the mechanical properties of PM magnesium
Jesus María Rios, Alex Humberto Restrepo, Alejandro Alberto Zuleta, Francisco Javier Bolívar, Juan Guillermo Castaño, Esteban Correa, Félix Echeverria
The International Journal of Advanced Manufacturing Technology.2022; 121(1-2): 187. CrossRef - A chemical milling process to produce water-based inkjet printing ink from waste tire carbon blacks
I-Feng Wu, Ying-Chih Liao
Waste Management.2021; 122: 64. CrossRef - Microstructural Design of Ba0.5La0.5Co0.5Fe0.5O3 Perovskite Ceramics
Daria Gierszewska, Iga Szpunar, Francis Oseko, Joanna Pośpiech, Małgorzata Nadolska, Martyna Pieragowska, Karolina Reniecka, Kinga Waniek, Karol Leszczyński, Aleksandra Mielewczyk-Gryń, Maria Gazda, Sebastian Wachowski
Materials.2021; 14(16): 4656. CrossRef - Mechanical high-energy treatment of TiNi powder and phase changes after electrochemical hydrogenation
E.V. Abdulmenova, S.N. Kulkov
International Journal of Hydrogen Energy.2021; 46(1): 823. CrossRef - Rejuvenation of granulated blast furnace slag (GBS) glass by ball milling
N. Romero Sarcos, D. Hart, H. Bornhöft, A. Ehrenberg, J. Deubener
Journal of Non-Crystalline Solids.2021; 556: 120557. CrossRef - Key Factors During the Milling Stage of the Seed‐assisted and Solvent‐free Synthesis of MFI and Catalytic Behavior in the Alkylation of Phenol with Tert‐butyl Alcohol
Julieth Tatiana García‐Sánchez, Iván Darío Mora‐Vergara, Daniel Ricardo Molina‐Velasco, José Antonio Henao‐Martínez, Víctor Gabriel Baldovino‐Medrano
ChemCatChem.2021; 13(16): 3713. CrossRef - Nanocellulose acetate membranes: Preparation and application
Ahmed S. Al-Rawi, Ismail K. Ibrahim Al-Khateeb, Tahseen A. Zaidan
Environmental Nanotechnology, Monitoring & Management.2021; 16: 100529. CrossRef - Mechanochemical tuning of molecular weight distribution of styrene homopolymers as postpolymerization modification in solvent‐free solid‐state
Milton Jimenez‐Francisco, Jose Gonzalo Carrillo, Luis Alfonso Garcia‐Cerda
Journal of Applied Polymer Science.2021;[Epub] CrossRef - From Machining Chips to Raw Material for Powder Metallurgy—A Review
Catarina Duarte Batista, Adriana André Martins das Neves de Pinho Fernandes, Maria Teresa Freire Vieira, Omid Emadinia
Materials.2021; 14(18): 5432. CrossRef - Optimization of Milling Procedures for Synthesizing Nano-CaCO3 from Achatina fulica Shell through Mechanochemical Techniques
O. J. Gbadeyan, S. Adali, G. Bright, B. Sithole, S. Onwubu
Journal of Nanomaterials.2020; 2020: 1. CrossRef - High yield solvent extraction of hydrothermal and ball-milling treated lignin prior to enzymatic hydrolysis for co-valorization of lignin and cellulose in Miscanthus sacchariflorus
Soo-Kyeong Jang, Jae Hoon Lee, Chan-Duck Jung, Ju-Hyun Yu, Joon Weon Choi, In-Gyu Choi, Hoyong Kim
Fuel.2020; 269: 117428. CrossRef - Obtaining of tungsten nanopowders by high energy ball milling
A V Ozolin, E G Sokolov, D A Golius
IOP Conference Series: Materials Science and Engineering.2020; 862(2): 022057. CrossRef - Improvement Parameters of Hydrogen Generation from Water under Stainless-Steel-Mediated Ball Milling Conditions
Miki Itoh, Yoshinari Sawama, Miki Niikawa, Kazuho Ban, Takahiro Kawajiri, Hironao Sajiki
Bulletin of the Chemical Society of Japan.2020; 93(11): 1366. CrossRef - Overcoming the Solubility Barrier of Ibuprofen by the Rational Process Design of a Nanocrystal Formulation
Andreas Ouranidis, Nikos Gkampelis, Elisavet Vardaka, Anna Karagianni, Dimitrios Tsiptsios, Ioannis Nikolakakis, Kyriakos Kachrimanis
Pharmaceutics.2020; 12(10): 969. CrossRef - A novel approach to synthesize nitrogen-doped graphene in aspects of milling energy
Rachit Ranjan, Ravi Shankar Rai, Vivek Bajpai
Diamond and Related Materials.2020; 110: 108116. CrossRef - The influence of the rotation frequency of a planetary ball mill on the limiting value of the specific surface area of the WC and Co nanopowders
Maksim Dvornik, Elena Mikhailenko
Advanced Powder Technology.2020; 31(9): 3937. CrossRef - Kalsiyum oksit varlığında teknik hegzaklorosiklohegzan’nın mekanokimyasal parçalanması
Volkan Pelitli, Uğur Kurt, Oltan Canlı
Gazi Üniversitesi Mühendislik-Mimarlık Fakültesi Dergisi.2018;[Epub] CrossRef - Parametric study on the production of the GAGG:Ce and LSO:Ce multicomponent oxide scintillator materials through use of a planetary ball mill
Kaitlyn A. McDonald, Matthew R. McDonald, Melissa N. Bailey, George K. Schweitzer
Dalton Transactions.2018; 47(37): 13190. CrossRef - Effect of Mechanical Activation on the In Situ Formation of TiB2 Particulates in the Powder Mixture of TiH2 and FeB
X.-K. Huynh, B.-W. Kim, J.S. Kim
Archives of Metallurgy and Materials.2017; 62(2): 1393. CrossRef - Effects of mechanical milling on the carbothermal reduction of oxide of WC/Co hardmetal scrap
Gil-Geun Lee, Gook-Hyun Ha
Metals and Materials International.2016; 22(2): 260. CrossRef
- Particle interactions during dry powder mixing and their effect on solvent-free manufactured electrode properties
- [English]
- Processing Methods for the Preparation of Porous Ceramics
- Rizwan Ahmad, Jang-Hoon Ha, In-Hyuck Song
- J Korean Powder Metall Inst. 2014;21(5):389-398. Published online October 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.5.389
- 5,229 View
- 175 Download
- 23 Citations
-
 Abstract
PDF
Abstract
PDF Macroporous ceramics with tailored pore size and shape could be used for well-established and emerging applications, such as molten metal filtration, biomaterial, catalysis, thermal insulation, hot gas filtration and diesel particulate filters. In these applications, unique properties of porous materials were required which could be achieved through the incorporation of macro-pores into ceramics. In this article, we reviewed the main processing techniques which can be used for the fabrication of macroporous ceramics with tailored microstructure. Partial sintering, replica templates, sacrificial fugutives, and direct foaming techniques was described here and compared in terms of micro-structures and mechanical properties that could be achieved. The main focus was given to the direct foaming technique which was simple and versatile approach that allowed the fabrication of macro-porous ceramics with tailored features and properties.
-
Citations
Citations to this article as recorded by- Physical structure and hydraulic characteristics of porous ceramics for water potential sensors: Influence of material particle size and moulding pressure
Chunhao Fang, Haitao Wang, Xiaoyang Liang, Jiandong Wang, Xin Han, Guobin Wang
Biosystems Engineering.2026; 266: 104451. CrossRef - Contribution of microscale stochastic truss models to investigate the macroscale elasticity constants of porous ceramics
Thierry Canet, Gilles Dusserre, Thierry Cutard
European Journal of Mechanics - A/Solids.2025; 111: 105561. CrossRef - Synthesis and properties of high alumina cement-based porous composites in the ZrO2-CaO-Al2O3 system
Yesica L. Bruni, María F. Hernández, Susana Conconi, Gustavo Suárez
Ceramics International.2025; 51(23): 39794. CrossRef - Morphology and phase analysis of cordierite ceramic foams with Ag nanoparticles
J. Kupková, G. Kratošová, K. Čech Barabaszová, G. Simha Martynková
IOP Conference Series: Materials Science and Engineering.2025; 1337(1): 012004. CrossRef - Organic waste-derived pore formers for macroporous ceramics fabrication: A review on synthesis, durability properties and potential applications
T.T. Dele-Afolabi, M.A. Azmah Hanim, A.A. Oyekanmi, M.N.M. Ansari, Surajudeen Sikiru, O.J. Ojo-Kupoluyi
Materials Today Sustainability.2024; 27: 100824. CrossRef - Chemistry and Physics of Wet Foam Stability for Porous Ceramics: A Review
Kamrun Nahar Fatema, Md Rokon Ud Dowla Biswas, Jung Gyu Park, Ik Jin Kim
Micro.2024; 4(4): 552. CrossRef - Investigating mass transfer coefficients in lean methane combustion reaction through the morphological and geometric analysis of structured open cell foam catalysts
Carmen W. Moncada Quintero, Hernan G. Mazzei, Marion Servel, Frédéric Augier, Yacine Haroun, Jean-François Joly, Stefania Specchia
Chemical Engineering Science.2023; 281: 119138. CrossRef - Composite PLGA–Nanobioceramic Coating on Moxifloxacin-Loaded Akermanite 3D Porous Scaffolds for Bone Tissue Regeneration
Georgia K. Pouroutzidou, Lambrini Papadopoulou, Maria Lazaridou, Konstantinos Tsachouridis, Chrysanthi Papoulia, Dimitra Patsiaoura, Ioannis Tsamesidis, Konstantinos Chrissafis, George Vourlias, Konstantinos M. Paraskevopoulos, Antonios D. Anastasiou, Dim
Pharmaceutics.2023; 15(3): 819. CrossRef - Development of high strength large open porosity alumina ceramics using the sacrificial phase route: The role of the sacrificial phase fineness
Julian Alzukaimi, Rafi Jabrah
Ceramics International.2023; 49(2): 2923. CrossRef - Sustainable nanocomposite porous absorbent and membrane sieves: Definition, classification, history, properties, synthesis, applications, and future prospects
Sameer Ahmad, Weqar Ahmad Siddiqi, Sharif Ahmad
Journal of Environmental Chemical Engineering.2023; 11(2): 109367. CrossRef - Processing and characterization of porous composites based on CaAl4O7/CaZrO3
Yesica L. Bruni, María S. Conconi, María F. Hernández, Gustavo Suárez
Ceramics International.2023; 49(23): 37630. CrossRef - Trace addition of cellulose nanofiber in gel-casting system for structurally controlled porous ceramics towards superior thermal-insulating property
Yunzi Xin, Takashi Shirai
Journal of the Ceramic Society of Japan.2022; 130(5): 355. CrossRef - State-of-the-art review of fabrication, application, and mechanical properties of functionally graded porous nanocomposite materials
Ismail Barbaros, Yongmin Yang, Babak Safaei, Zhicheng Yang, Zhaoye Qin, Mohammed Asmael
Nanotechnology Reviews.2022; 11(1): 321. CrossRef - A review of petroleum emulsification types, formation factors, and demulsification methods
Ahmed Abdulrazzaq Hadi, Ali Abdulkhabeer Ali
Materials Today: Proceedings.2022; 53: 273. CrossRef - SLURRY OPTIMISATION FOR FAST FREEZE-DRYING OF POROUS ALUMINA
Kritkaew Somton
Ceramics - Silikaty.2021; : 368. CrossRef - Recycling food, agricultural, and industrial wastes as pore-forming agents for sustainable porous ceramic production: A review
Siti Zuliana Salleh, Afiqah Awang Kechik, Abdul Hafidz Yusoff, Mustaffa Ali Azhar Taib, Maryana Mohamad Nor, Mardawani Mohamad, Tse Guan Tan, Arlina Ali, Mohamad Najmi Masri, Julie Juliewatty Mohamed, Siti Koriah Zakaria, Jia Geng Boon, Faisal Budiman, Pa
Journal of Cleaner Production.2021; 306: 127264. CrossRef - Novel noble-metal-free ceramic filter with controlled pore structure for environmental cleaning
Yunzi Xin, Sohei Nakagawa, Harumitsu Nishikawa, Takashi Shirai
Ceramics International.2021; 47(8): 11819. CrossRef - Fabrication of porous titania sheet via tape casting: Microstructure and water permeability study
Saber Ghannadi, Hossein Abdizadeh, Alireza Babaei
Ceramics International.2020; 46(7): 8689. CrossRef - Farklı Bağlayıcı ve Sinterleme Katkılarının SiC Seramik Prefom Mikroyapısı Üzerine Etkisi
Ebru Yılmaz, Fatih Çalışkan
Academic Perspective Procedia.2019; 2(3): 1309. CrossRef - The preparation and characterization of porous alumina ceramics using an eco‐friendly pore‐forming agent
Julian Alzukaimi, Rafi Jabrah
International Journal of Applied Ceramic Technology.2019; 16(2): 820. CrossRef - Wet Foam Stability from Colloidal Suspension to Porous Ceramics: A Review
Ik Jin Kim, Jung Gyu Park, Young Han Han, Suk Young Kim, James F. Shackelford
Journal of the Korean Ceramic Society.2019; 56(3): 211. CrossRef - Processing of porous alumina by foaming method-effect of foaming agent, solid loading and binder
Soumya Devavarapu, Paritosh Chaudhuri, Aroh Shrivastava, Santanu Bhattacharyya
Ceramics International.2019; 45(9): 12264. CrossRef - Macroporous flexible polyvinyl alcohol lithium adsorbent foam composite prepared via surfactant blending and cryo-desiccation
Grace M. Nisola, Lawrence A. Limjuco, Eleazer L. Vivas, Chosel P. Lawagon, Myoung Jun Park, Ho Kyong Shon, Neha Mittal, In Wook Nah, Hern Kim, Wook-Jin Chung
Chemical Engineering Journal.2015; 280: 536. CrossRef
- Physical structure and hydraulic characteristics of porous ceramics for water potential sensors: Influence of material particle size and moulding pressure
- [Korean]
- Fabrication and Properties of Alloy Foam Materials using Metal Powders
- James Choi, Ku-Hwan Kim
- J Korean Powder Metall Inst. 2010;17(6):489-493.
- DOI: https://doi.org/10.4150/KPMI.2010.17.6.489
- 1,200 View
- 8 Download
- 15 Citations
-
Abstract
PDF
- Nickel-based and iron-based alloys have been developed and commercialized for a wide range of high performance applications at severely corrosive and high temperature environment. This alloy foam has an outstanding performance which is predestinated for diesel particulate filters, heat exchangers, and catalyst support, noise absorbers, battery, fuel cell, and flame distributers in burners in chemical and automotive industry. Production of alloy foam starts from high-tech coating technology and heat treatment of transient liquid-phase sintering in the high temperature. These technology allow for preparation of a wide variety of foam compositions such as Ni, Cr, Al, Fe on various pore size of pure nickel foam or iron foam in order for tailoring material properties to a specific application.
-
Citations
Citations to this article as recorded by- A novel approach to fabricating SUS 316L steel foam using material extrusion additive manufacturing technology
Noh-Geon Song, So-Yeon Park, Jung-Yeul Yun, Ju-Yong Kim, Kee-Ahn Lee
Journal of Materials Research and Technology.2025; 36: 8219. CrossRef - Fabrication and High-Temperature Compressive Behavior of Unique Multi-Sheet Stacked Block Ni–Cr–Al Metallic Foam
Kyu-Sik Kim, Tae-Hoon Kang, Man-Ho Park, Kee-Ahn Lee
Metals and Materials International.2021; 27(5): 1138. CrossRef - Fabrication and Mechanical Properties of Open‐Cell Austenitic Stainless Steel Foam by Electrostatic Powder Spraying Process
Tae-Hoon Kang, Kyu-Sik Kim, Jung-Yeul Yun, Min-Jeong Lee, Kee-Ahn Lee
Advanced Engineering Materials.2020;[Epub] CrossRef - Structural Characteristics, Microstructure and Mechanical Properties of Fe-Cr-Al Metallic Foam Fabricated by Powder Alloying Process
Kyu-Sik Kim, Byeong-Hoon Kang, Man-Ho Park, Jung-Yeul Yun, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2020; 27(1): 37. CrossRef - Effect of Strain Rate and Loading Direction on the Mechanical Properties of Ni-Cr-Al Superalloy Foam Fabricated by Powder Alloying Method
Kyu-Sik Kim, Jung-Suk Bae, Jae-Sung Oh, Kee-Ahn Lee
Korean Journal of Metals and Materials.2020; 58(6): 375. CrossRef - Asymmetry in the Mechanical Properties of Block Ni-Cr-Al Superalloy Foam Fabricated by the Combination of Powder Alloying and Hot Rolling Processes
Kyu-Sik Kim, Min-Chul Shim, Man-Ho Park, Jung-Yeul Yun, Kee-Ahn Lee
Korean Journal of Metals and Materials.2020; 58(2): 103. CrossRef - A Study on Pore Properties of SUS316L Powder Porous Metal Fabricated by Electrostatic Powder Coating Process
Min-Jeong Lee, Yu-Jeong Yi, Hyeon-Ju Kim, Manho Park, Byoung-Kee Kim, Jung-Yeul Yun
Journal of Korean Powder Metallurgy Institute.2018; 25(5): 415. CrossRef - Microstructure and Tensile Deformation Behavior of Ni-Cr-Al Powder Porous Block Material
Chul-O Kim, Jung-Suk Bae, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2015; 22(2): 93. CrossRef - High temperature oxidation behavior of Ni-Cr-Al based powder porous metal
Jae-Sung Oh, Min-Chul Shim, Man-Ho Park, Kee-Ahn Lee
Metals and Materials International.2014; 20(5): 915. CrossRef - Effect of Cell Size on the High Temperature Oxidation Properties of Fe-Cr-Al Powder Porous Metal Manufactured by Electro-spray Process
Jae-Sung Oh, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(1): 55. CrossRef - Effect of the pore size on the creep deformation behavior of Ni-Fe-Cr-Al porous metal
Kyu-Sik Kim, Jung-Yeol Yun, Baig-Gyu Choi, Kee-Ahn Lee
Metals and Materials International.2014; 20(3): 507. CrossRef - Effect of Pre-Oxidation on the High Temperature Oxidation Behavior of Fe-Cr-Al Powder Porous Metal
Jae Sung Oh, Seon Hui Lim, Sung Hwan Choi, Man Ho Park, Kee Ahn Lee
Advanced Materials Research.2013; 690-693: 294. CrossRef - Effect of Sintering Temperature on the High Temperature Oxidation of Fe-Cr-Al Powder Porous Metal Manufactured by Electrospray Process
Jae-Sung Oh, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2012; 19(6): 435. CrossRef - High Temperature Oxidation Behavior of Ni based Porous Metal
Sung-Hwan Choi, Jung-Yeul Yun, Hye-Mun Lee, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2011; 18(2): 122. CrossRef - Effect of Pore Formers and Sintering Temperatures on Microstructure and Bending Strength of the Porous Zirconia Ceramics
Eun-Jung Lee, In-Hyuck Song, Jang-Hoon Ha, Yoo-Dong Hahn, Yang-Do Kim
Journal of Korean Powder Metallurgy Institute.2011; 18(6): 502. CrossRef
- A novel approach to fabricating SUS 316L steel foam using material extrusion additive manufacturing technology
- [Korean]
- Overview and Future Concerns for Lithium-Ion Batteries Materials
- Hang-Chul Jung, Geon-Hong Kim, Hyun-Seon Hong, Dong-Wan Kim
- J Korean Powder Metall Inst. 2010;17(3):175-189.
- DOI: https://doi.org/10.4150/KPMI.2010.17.3.175
- 1,338 View
- 13 Download
- 15 Citations
-
PDF
-
Citations
Citations to this article as recorded by- Lithium recovery via redox bipolar membrane electrodialysis for the acid-free recycling of spent Lithium Iron Phosphate battery cathodes
Minhui Kim, Hyunjin Kim, Gamin Kim, Daniel Kim, Yeonhwi Kim, Seonghwan Kim, Choonsoo Kim
Environmental Engineering Research.2025; 31(3): 250604. CrossRef - Recovery of Barium, Nickel, and Titanium Powders from Waste MLCC
Haein Shin, Kun-Jae Lee
Journal of Powder Materials.2024; 31(5): 374. CrossRef - Fabrication of Nanowire by Electrospinning Process Using Nickel Oxide Particle Recovered from MLCC
Haein Shin, Jongwon Bae, Minsu Kang, Kun-Jae Lee
journal of Korean Powder Metallurgy Institute.2023; 30(6): 502. CrossRef - Initial Behavior of Additives and Mechanical Properties of Copper Foils on High Current Density
Tae-Gyu Woo, Jong-Jae Park, Il-Song Park
Korean Journal of Metals and Materials.2021; 59(5): 304. CrossRef - Changes in Electrical Properties of Copper-Plated Layer by Organic Additives on High Current Density
Tae-Gyu Woo, Il-Song Park
Korean Journal of Metals and Materials.2020; 58(1): 41. CrossRef - A Study on the Recovery of Li<sub>2</sub>CO<sub>3</sub> from Cathode Active Material NCM(LiNiCoMnO<sub>2</sub>) of Spent Lithium Ion Batteries
Jei-Pil Wang, Jae-Jung Pyo, Se-Ho Ahn, Dong-Hyeon Choi, Byeong-Woo Lee, Dong-Won Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(4): 296. CrossRef - Effect of Gelatin and Chloride Ions on the Mechanical Properties and Microstructural Evolution of Copper Foil
Tae-Gyu Woo, Man-Hyung Lee, Kyeong-Won Seol
Korean Journal of Metals and Materials.2018; 56(7): 518. CrossRef - Main Effects of Plating Parameters on Mechanical and Surface Properties of Electroplated Copper
Tae-Gyu Woo, Il-Song Park, Kyeong-Won Seol
Korean Journal of Metals and Materials.2018; 56(6): 459. CrossRef - Solvent Extraction of Co, Ni and Mn from NCM Sulfate Leaching Solution of Li(NCM)O2 Secondary Battery Scraps
Hyun Seon Hong, Dae Weon Kim, Hee Lack Choi, Sung-Soo Ryu
Archives of Metallurgy and Materials.2017; 62(2): 1011. CrossRef - The effect of additives and current density on mechanical properties of cathode metal for secondary battery
Tae-Gyu Woo, Il-Song Park, Kyeong-Won Seol
Electronic Materials Letters.2013; 9(4): 535. CrossRef - Recovery of Lithium and Leaching Behavior of NCM Powder by Carbon Reductive Treatment from Li(NCM)O2System Secondary Battery Scraps
Dae Weon Kim, Seong Tae Jang
Journal of the Korean Institute of Resources Recycling.2013; 22(4): 62. CrossRef - Recovery of Lithium and Leaching Behavior of NCM Powder by Hydrogen Reductive Treatment from NCM System Li-ion Battery Scraps
Dae Weon Kim, Seong Tae Jang, Kyung Min Baek
Journal of the Korean Institute of Resources Recycling.2013; 22(3): 43. CrossRef - Industrial Supply Chain Trend of Domestic Tungsten
Joon-Woo Song, Sang-Hyun Lee, Hyun-Seon Hong, Hong-Yoon Kang, Soon-Jik Hong
Journal of Korean Powder Metallurgy Institute.2012; 19(1): 79. CrossRef - Research and Development Status of Low-Cost Fe-based Cathode Materials for Lithium Secondary Batteries
Hyun-Seon Hong, Young-Dae Ko, Lee-Seung Kang, Hang-Chul Jung, Geon-Hong Kim
Journal of Korean Powder Metallurgy Institute.2011; 18(2): 196. CrossRef - Preparation of the Nano Cobalt Powder by Wet Chemical Reduction Method
Hyun-Seon Hong, Young-Dae Ko, Lee-Seung Kang, Geon-Hong Kim, Hang-Chul Jung
Journal of Korean Powder Metallurgy Institute.2011; 18(3): 244. CrossRef
- Lithium recovery via redox bipolar membrane electrodialysis for the acid-free recycling of spent Lithium Iron Phosphate battery cathodes
- [Korean]
- Effect of Porosity on Mechanical Anisotropy of 316L Austenitic Stainless Steel Additively Manufactured by Selective Laser Melting
- Jeong Min Park, Jin Myoung Jeon, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
- J Korean Powder Metall Inst. 2018;25(6):475-481. Published online December 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.6.475
- 1,762 View
- 15 Download
- 13 Citations
-
Abstract
PDF
Selective laser melting (SLM), a type of additive manufacturing (AM) technology, leads a global manufacturing trend by enabling the design of geometrically complex products with topology optimization for optimized performance. Using this method, three-dimensional (3D) computer-aided design (CAD) data components can be built up directly in a layer-by-layer fashion using a high-energy laser beam for the selective melting and rapid solidification of thin layers of metallic powders. Although there are considerable expectations that this novel process will overcome many traditional manufacturing process limits, some issues still exist in applying the SLM process to diverse metallic materials, particularly regarding the formation of porosity. This is a major processing-induced phenomenon, and frequently observed in almost all SLM-processed metallic components. In this study, we investigate the mechanical anisotropy of SLM-produced 316L stainless steel based on microstructural factors and highly-oriented porosity. Tensile tests are performed to investigate the microstructure and porosity effects on mechanical anisotropy in terms of both strength and ductility.
-
Citations
Citations to this article as recorded by- Influence of recycling-induced oxide inclusions on microstructure and mechanical properties of directed energy deposited 316L stainless steel
In-Seo Kim, Sourabh Kumar Soni, Sung-Jae Jo, Ye-Eun Lee, Jihye Kwon, Daehyeon Kim, Sang Guk Jeong, Ji-Woon Lee, Jongun Moon, Hyoung Seop Kim, Soon-Jik Hong
Materials Science and Engineering: A.2026; 959: 150046. CrossRef - Effect of temperature and impact loading condition on deformation behavior in 316L austenitic stainless steel manufactured by laser powder bed fusion
Tae Hyeong Kim, Haeum Park, Jun Seok Lee, Jeong Min Park, Jae Wung Bae
Materials Science and Engineering: A.2025; 933: 148286. CrossRef - Selective laser melting additive manufactured H13 tool steel for aluminum extrusion die component construction
Evangelos Giarmas, Vasileios Tsakalos, Emmanuel Tzimtzimis, Nikolaos Kladovasilakis, Ioannis Kostavelis, Dimitrios Tzovaras, Dimitrios Tzetzis
The International Journal of Advanced Manufacturing Technology.2024; 133(9-10): 4385. CrossRef - Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
Evangelos Giarmas, Emmanouil K. Tzimtzimis, Nikolaos Kladovasilakis, Dimitrios Tzovaras, Dimitrios Tzetzis
Materials.2024; 17(15): 3756. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef - Development of multi-defect diagnosis algorithm for the directed energy deposition (DED) process with in situ melt-pool monitoring
Hyewon Shin, Jimin Lee, Seung-Kyum Choi, Sang Won Lee
The International Journal of Advanced Manufacturing Technology.2023; 125(1-2): 357. CrossRef - Corrosion Resistance of Laser Powder Bed Fused AISI 316L Stainless Steel and Effect of Direct Annealing
Kichang Bae, Dongmin Shin, Jonghun Lee, Seohan Kim, Wookjin Lee, Ilguk Jo, Junghoon Lee
Materials.2022; 15(18): 6336. CrossRef - Experimental investigation on the effect of process parameters in additive/subtractive hybrid manufacturing 316L stainless steel
Chengming Tang, Jibin Zhao, Zhiguo Wang, Yuhui Zhao, Tianran Wang
The International Journal of Advanced Manufacturing Technology.2022; 121(3-4): 2461. CrossRef - Interface characteristics and mechanical behavior of additively manufactured multi-material of stainless steel and Inconel
Man Jae Sagong, Eun Seong Kim, Jeong Min Park, Gangaraju Manogna Karthik, Byeong-Joo Lee, Jung-Wook Cho, Chong Soo Lee, Takayoshi Nakano, Hyoung Seop Kim
Materials Science and Engineering: A.2022; 847: 143318. CrossRef - Effect of heat treatment on microstructural heterogeneity and mechanical properties of 1%C-CoCrFeMnNi alloy fabricated by selective laser melting
Jeong Min Park, Eun Seong Kim, Hyeonseok Kwon, Praveen Sathiyamoorthi, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim
Additive Manufacturing.2021; 47: 102283. CrossRef - Manufacturing Aluminum/Multiwalled Carbon Nanotube Composites via Laser Powder Bed Fusion
Eo Ryeong Lee, Se Eun Shin, Naoki Takata, Makoto Kobashi, Masaki Kato
Materials.2020; 13(18): 3927. CrossRef - Effects of microstructure and internal defects on mechanical anisotropy and asymmetry of selective laser-melted 316L austenitic stainless steel
Jin Myoung Jeon, Jeong Min Park, Ji-Hun Yu, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
Materials Science and Engineering: A.2019; 763: 138152. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef
- Influence of recycling-induced oxide inclusions on microstructure and mechanical properties of directed energy deposited 316L stainless steel
- [English]
- Effect of Passivation on the Sintering Behavior of Submicron Nickel Powder Compacts for MLCC Application
- Gi-Young Jo, Kwi-Jong Lee, Suk-Joong L. Kang
- J Korean Powder Metall Inst. 2013;20(6):405-410.
- DOI: https://doi.org/10.4150/KPMI.2013.20.6.405
- 1,412 View
- 38 Download
- 12 Citations
-
Abstract
PDF
- During sintering of Ni-electrode multi-layer ceramic capacitors (MLCCs), the Ni electrode often becomes discontinuous because of its lower sintering temperature relative to that of BaTiO_3. In an attempt to retard the sintering of Ni, we introduced passivation of the Ni powder. To find the optimal passivation conditions, a thermogravimetric analysis (TGA) was conducted in air. After passivation at 250°C for 11 h in air, a nickel oxide shell with a thickness of 4-5 nm was formed on nickel nanoparticles of 180 nm size. As anticipated, densification of the compacts of the passivated Ni/NiO core-shell powder was retarded: the starting temperature of densification increased from sim400°C to sim600°C in a 97N_2-3H_2 (vol %) atmosphere. Grain growth was also retarded during sintering at temperatures of 750 and 1000°C. When the sintering atmosphere was changed from wet 99.93N_2-0.07H_2 to wet 99.98N_2-0.02H_2, the average grain size decreased at the same sintering temperature. The conductivity of the passivated powder sample sintered at 1150°C for 8 h in wet 99.93N_2-0.07H_2 was measured to be 3.9times104S/cm, which is comparable with that, 4.6times104S/cm, of the Ni powder compact without passivation. These results demonstrate that passivation of Ni is a viable means of retarding sintering of a Ni electrode and hence improving its continuity in the fabrication of BaTiO_3-based multi-layer ceramic capacitors.
-
Citations
Citations to this article as recorded by- Tailoring the ultrafine Ni@NiO core-shell structure for advanced film electrode applications
Liubin Shi, Wanjie Xu, Laisen Wang, Dong-Liang Peng, Yuanzhi Chen
Colloids and Surfaces A: Physicochemical and Engineering Aspects.2026; 742: 140462. CrossRef - Construction of Ni@TiO2 core-shell structure to address the thermal shrinkage and oxidative susceptibility of Ni ultrafine particles for conductive film applications
Liubin Shi, Mingwei Ji, Wanjie Xu, Jingming You, Wubing Chen, Dong-Liang Peng, Yuanzhi Chen
Ceramics International.2026; 52(14): 26895. CrossRef - In-situ Stress Analysis of Nickel Nanoparticle Sintering with Metal Additive in Multi-Layer Ceramic Capacitors
Youngran Jung, Wonhyo Joo, Kyung Rul Lee, Cheol Kim, Min-Jung Choi, Young-Chang Joo, So-Yeon Lee
Electronic Materials Letters.2025; 21(3): 464. CrossRef - In-situ preparation of Ni@BaTiO3 nanocapsules for MLCCs by DC arc plasma
Yi-Long Wang, Zhi-Dong Dai, Guang-Long Wei, Xi-Yang Li, Xing-Long Dong, Xing-Hao Qu, Youngguan Jung
Journal of Alloys and Compounds.2025; 1037: 182251. CrossRef - In-situ preparation of Ni@ZrO2 nanocapsules powder by DC arc plasma for internal electrode of MLCC
Xi-Yang Li, Xing-Hao Qu, Dong Liu, Guang-Yun Zhu, Xing-Long Dong, Youngguan Jung
Vacuum.2024; 224: 113130. CrossRef - Effect of Sn addition on the low temperature shrinkage of Ni nanoparticles
Jongwon Lee, Hyung-Ho Kim, Hyunwoong Na, Jeongryeol Kim, Seong-Hyeon Hong
Ceramics International.2024; 50(4): 6793. CrossRef - Synthesis of Ni@MgO core–shell ultrafine particles for the fabrication of thick film electrodes
Liubin Shi, Hao Deng, Yuanzhi Chen, Shilong Xiong, Jindong Li, Dong-Liang Peng
Advanced Powder Technology.2024; 35(10): 104642. CrossRef - Effect of Adding W Nanopowder to Inhibit Sintering of Ni Nanopowder for MLCC
Joonwoon Lee, Guensik Min, Sungmin Lee, Yunggyu Ann, Heung Nam Han
Korean Journal of Metals and Materials.2024; 62(10): 777. CrossRef - Research Trends on the Influence of Oxygen Vacancies in Post BaTiO3 (BT) Ceramics for Next-Generation MLCCs
Intae Seo, Ka-Young Lee, Cheol-Min Oh, Hyoung-Won Kang
Ceramist.2023; 26(2): 172. CrossRef - Coating Ni particles to preserve their conductivity during sintering in oxidizing atmospheres
Damoon Sohrabi Baba Heidary, Clive A. Randall
Chemical Engineering Journal.2016; 304: 1009. CrossRef - Redesigning Multilayer Ceramic Capacitors by Preservation of Electrode Conductivity and Localized Doping
Damoon Sohrabi Baba Heidary, Clive A. Randall
ACS Applied Materials & Interfaces.2016; 8(45): 31449. CrossRef - Study on the behavior of atomic layer deposition coatings on a nickel substrate at high temperature
Damoon Sohrabi Baba Heidary, Clive A Randall
Nanotechnology.2016; 27(24): 245701. CrossRef
- Tailoring the ultrafine Ni@NiO core-shell structure for advanced film electrode applications
- [Korean]
- Effect of Powder Characteristic and Freeze Condition on the Pore Characteristics of Porous W
- Na-Yeon Kwon, Sung-Tag Oh
- J Korean Powder Metall Inst. 2012;19(4):259-263.
- DOI: https://doi.org/10.4150/KPMI.2012.19.4.259
- 1,291 View
- 1 Download
- 12 Citations
-
Abstract
PDF
- Dependence of the freeze-drying process condition on microstructure of porous W and pore formation mechanism were studied. Camphene slurries with WO_3 contents of 10 vol% were prepared by milling at 50°C with a small amount of dispersant. Freezing of a slurry was done in Teflon cylinder attached to a copper bottom plate cooled at -25°C. Pores were generated subsequently by sublimation of the camphene during drying in air for 48 h. The green body was hydrogen-reduced at 800°C for 30 min, and sintered in the furnace at 900°C for 1 h. After heat treatment in hydrogen atmosphere, WO_3 powders were completely converted to metallic W without any reaction phases. The sintered samples showed large pores with the size of about 70µm which were aligned parallel to the camphene growth direction. Also, the internal wall of large pores and near bottom part of specimen had relatively small pores with dendritic structure due to the growth of camphene dendrite depending on the degree of nucleation and powder rearrangement in the slurry.
-
Citations
Citations to this article as recorded by- Fabrication of Porous TiO2 with Aligned Pores Using Tert-Butyl Alcohol Based Freeze Casting
Eui Seon Lee, Sung-Tag Oh
Korean Journal of Metals and Materials.2024; 62(12): 929. CrossRef - Fabrication of Porous W-Ti by Freeze-Drying and Hydrogen Reduction of WO3-TiH2 Powder Mixtures
Hyunji Kang, Sung Hyun Park, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2017; 24(6): 472. CrossRef - Synthesis of Aligned Porous Sn by Freeze-Drying of Tin Chloride/camphene Slurry
수룡 방, 승탁 오
Korean Journal of Materials Research.2015; 25(1): 27~31. CrossRef - Effect of Sublimable Vehicle Compositions in the Camphor-NaphthaleneSystem on the Pore Structure of Porous Cu-Ni
Na-Yeon Kwon, Myung-Jin Suk, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2015; 22(5): 362. CrossRef - Porous Mo–30wt.% W alloys synthesized from camphene/MoO3–WO3 slurry by freeze drying and sintering process
Ki Cheol Jeon, Beom Seok Kim, Young Do Kim, Myung-Jin Suk, Sung-Tag Oh
International Journal of Refractory Metals and Hard Materials.2015; 53: 32. CrossRef - Fabrication of Porous Cu-Ni by Freeze Drying and Hydrogen Reduction of CuO-NiO Powder Mixture
Han Gil Seo, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2014; 21(1): 34. CrossRef - Synthesis of porous Cu–Sn using freeze-drying process of CuO–SnO2/camphene slurries
Sung-Tag Oh, Wonsuk Lee, Si Young Chang, Myung-Jin Suk
Research on Chemical Intermediates.2014; 40(7): 2495. CrossRef - Fabrication of Porous Cu by Freeze-drying Process of Camphene Slurry with CuO-coated Cu Powders
Su-Ryong Bang, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 191. CrossRef - Effect of Solidification Condition of Sublimable Vehicles on the Pore Characteristics in Freeze Drying Process
Myung-Jin Suk, Ji Soon Kim, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2014; 21(5): 366. CrossRef - Freeze Drying for Porous Mo with Sublimable Vehicles of Eutectic System
Gyu-Tae Lee, Han Gil Seo, Myung-Jin Suk, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2013; 20(4): 253. CrossRef - Synthesis of Porous Cu-Sn by Freeze Drying and Hydrogen Reduction Treatment of Metal Oxide Composite Powders
Min-Sung Kim, Ho-Suk Yoo, Sung-Tag Oh, Chang-Yong Hyun
Korean Journal of Materials Research.2013; 23(12): 722. CrossRef - Fabrication of Porous Mo by Freeze-Drying and Hydrogen Reduction of MoO3/Camphene Slurry
Wonsuk Lee, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2012; 19(6): 446. CrossRef
- Fabrication of Porous TiO2 with Aligned Pores Using Tert-Butyl Alcohol Based Freeze Casting
- [Korean]
- Review on Characterization Method and Recent Research Trend about Metal Powder for Powder Bed Fusion (PBF) Process
- Bin Lee, Dae-Kyeom Kim, Young Il Kim, Do Hoon Kim, Yong Son, Kyoung-Tae Park, Taek-Soo Kim
- J Korean Powder Metall Inst. 2020;27(6):509-519. Published online December 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.6.509
- 2,238 View
- 27 Download
- 11 Citations
-
Abstract
PDF
A well-established characterization method is required in powder bed fusion (PBF) metal additive manufacturing, where metal powder is used. The characterization methods from the traditional powder metallurgy process are still being used. However, it is necessary to develop advanced methods of property evaluation with the advances in additive manufacturing technology. In this article, the characterization methods of powders for metal PBF are reviewed, and the recent research trends are introduced. Standardization status and specifications for metal powder for the PBF process which published by the ISO, ASTM, and MPIF are also covered. The establishment of powder characterization methods are expected to contribute to the metal powder industry and the advancement of additive manufacturing technology through the creation of related databases.
-
Citations
Citations to this article as recorded by- Recent advances in manufacture and application of Mg/Mg alloy powder: A comprehensive review
Yu Cao, Xiaohui Dong, Yulong Zhu, Tao Huang, Bin Jiang, Chenghang Zhang
Journal of Materials Science & Technology.2026; 263: 140. CrossRef - The Optimization of L-PBF Process for Economical & High Performance Using SiO2 Nanoparticle-Coated Non-Spherical Ti Powder
Taehu Kang, Ukju Gim, Sehun Kim, Jongik Lee, Sanghee Jeong, Jimin Han, Bin Lee
Journal of Powder Materials.2026; 33(1): 22. CrossRef - Development of Virtual Evaluation Technology for Predicting Metal Powder Flowability Based on DEM
Seonghan Park, Jihyun Sung, Woojong Kim, Jihun Mun, Soondeok Kwon, Jaewook Lee
Journal of the Korean Society of Manufacturing Process Engineers.2026; 25(4): 1. CrossRef -
Enhanced flow properties of SiO
2
nanoparticles coated low-cost hydrogenation-dehydrogenation Ti-6Al-4V powder for powder bed fusion process
Ukju Gim, Sehun Kim, Tae hu Kang, Jongik Lee, Sanghee Jeong, Jimin Han, Bin Lee
Powder Metallurgy.2025; 68(2): 95. CrossRef -
SiO
2
nanoparticle-coated Ti-6Al-4V spherical powder for powder bed fusion additive manufacturing process
Jongik Lee, Taehoo Kang, Ukju Gim, Sehun Kim, Sanghee Jung, Jimin Han, Bin Lee
Powder Metallurgy.2025; 68(4): 333. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Cost-effective Fabrication of Near β-Ti Alloy via L-PBF: Process Optimization of In-situ Alloying Ti-3Fe
Sehun Kim, Ukju Gim, Taehu Kang, Jongik Lee, Sanghee Jeong, Jimin Han, Bin Lee
Journal of Powder Materials.2025; 32(4): 288. CrossRef - A Study on Fabrication of PCD Endmill Holder using PBF Additive Manufacturing Technology
Min-Woo Sa, Ho-Min Son, Kyung-Hwan Park, Sang-Geun Lee, Dae-Ho Shin, Dong-Gyu Kim
Journal of the Korean Society of Manufacturing Process Engineers.2024; 23(6): 124. CrossRef - Rheological Characteristic Analysis Methods and Tests of Metal Powders for PBF Additive Manufacturing
Wan-Sik Woo, Ho-Jin Lee
Journal of the Korean Society of Manufacturing Process Engineers.2023; 22(10): 1. CrossRef - Residual Stress Analysis of Additive Manufactured A356.2 Aluminum Alloys using X-Ray Diffraction Methods
SangCheol Park, InYeong Kim, Young Il Kim, Dae-Kyeom Kim, Soong Ju Oh, Kee-Ahn Lee, Bin Lee
Korean Journal of Metals and Materials.2023; 61(7): 534. CrossRef - Enhancing spreadability of hydrogenation-dehydrogenation titanium powder and novel method to characterize powder spreadability for powder bed fusion additive manufacturing
Young Il Kim, Dae-Kyeom Kim, InYeong Kim, Sang Cheol Park, Dongju Lee, Bin Lee
Materials & Design.2022; 223: 111247. CrossRef
- Recent advances in manufacture and application of Mg/Mg alloy powder: A comprehensive review
- [English]
- A Study on the Recovery of Li2CO3 from Cathode Active Material NCM(LiNiCoMnO2) of Spent Lithium Ion Batteries
- Jei-Pil Wang, Jae-Jung Pyo, Se-Ho Ahn, Dong-Hyeon Choi, Byeong-Woo Lee, Dong-Won Lee
- J Korean Powder Metall Inst. 2018;25(4):296-301. Published online August 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.4.296
- 4,284 View
- 99 Download
- 11 Citations
-
Abstract
PDF
In this study, an experiment is performed to recover the Li in Li2CO3 phase from the cathode active material NMC (LiNiCoMnO2) in waste lithium ion batteries. Firstly, carbonation is performed to convert the LiNiO, LiCoO, and Li2MnO3 phases within the powder to Li2CO3 and NiO, CoO, and MnO. The carbonation for phase separation proceeds at a temperature range of 600°C~800°C in a CO2 gas (300 cc/min) atmosphere. At 600~700°C, Li2CO3 and NiO, CoO, and MnO are not completely separated, while Li and other metallic compounds remain. At 800 °C, we can confirm that LiNiO, LiCoO, and Li2MnO3 phases are separated into Li2CO3 and NiO, CoO, and MnO phases. After completing the phase separation, by using the solubility difference of Li2CO3 and NiO, CoO, and MnO, we set the ratio of solution (distilled water) to powder after carbonation as 30:1. Subsequently, water leaching is carried out. Then, the Li2CO3 within the solution melts and concentrates, while NiO, MnO, and CoO phases remain after filtering. Thus, Li2CO3 can be recovered.
-
Citations
Citations to this article as recorded by- Selective lithium Pre-Leaching from spent NMC black mass via pyrolysis (Carbothermal thermal Treatment) and controlled leaching
Amir Hossein Mohammad Zadeh, Spencer Cunnigham, Devon Gray, Sevan Bedrossian, Baian Almusned, Jeffrey Daniel Henderson, Gisele Azimi
Waste Management.2026; 212: 115339. CrossRef - Hydrogen Reduction of Black Mass Recovered from NCM-based Spent Lithium-ion Batteries
Jae-Ho Hwang, Sang-Yeop Lee, So-Yeong Lee, Ho-Sang Sohn
Resources Recycling.2025; 34(3): 34. CrossRef - Reduction Roasting of Cathode Materials of NCM Based Lithium-ion Batteries Using CH4(g)
Jae-Ho Hwang, Sang-Yeop Lee, Ho-Sang Sohn
Resources Recycling.2025; 34(4): 48. CrossRef - High‐Rate Rechargeable Li/SOCl2 Batteries Enabled by Cobalt Phthalocyanine Cathodic Catalysts
Yingxuan Song, Haibo Ouyang, Zhanwei Xu, Zeyang Zhang, Kang Li, Jianfeng Huang, Zhi Li, Tian Wang, Jun Yang
Small.2025;[Epub] CrossRef - Reduction Roasting of Black Mass Recovered from NCM-based Spent Lithium-ion Batteries Using CH4 Gas
Sang-Yeop Lee, Jae-Ho Hwang, Ho-Sang Sohn
Resources Recycling.2025; 34(5): 93. CrossRef - Metals Recovery from Spent Lithium-ion Batteries Cathode Via Hydrogen Reduction-water Leaching-carbothermic or Hydrogen Reduction Process
Tahereh Rostami, Behnam Khoshandam
Mining, Metallurgy & Exploration.2024; 41(3): 1485. CrossRef - Influence of Flow-Gas Composition on Reaction Products of Thermally Treated NMC Battery Black Mass
Christin Stallmeister, Bernd Friedrich
Metals.2023; 13(5): 923. CrossRef - Holistic Investigation of the Inert Thermal Treatment of Industrially Shredded NMC 622 Lithium-Ion Batteries and Its Influence on Selective Lithium Recovery by Water Leaching
Christin Stallmeister, Bernd Friedrich
Metals.2023; 13(12): 2000. CrossRef - Environmentally Friendly Recovery of Lithium from Lithium–Sulfur Batteries
Lilian Schwich, Bernd Friedrich
Metals.2022; 12(7): 1108. CrossRef - Early-Stage Recovery of Lithium from Tailored Thermal Conditioned Black Mass Part I: Mobilizing Lithium via Supercritical CO2-Carbonation
Lilian Schwich, Tom Schubert, Bernd Friedrich
Metals.2021; 11(2): 177. CrossRef - Exploring a green route for recycling spent lithium-ion batteries: Revealing and solving deep screening problem
Jiadong Yu, Quanyin Tan, Jinhui Li
Journal of Cleaner Production.2020; 255: 120269. CrossRef
- Selective lithium Pre-Leaching from spent NMC black mass via pyrolysis (Carbothermal thermal Treatment) and controlled leaching
- [English]
- Electroexplosive Technology of Nanopowders Production: Current Status and Future Prospects
- Young-Soon Kwon, Jin-Chun Kim, Alexander P. Ilyin, Olga B. Nazarenko, Dmitry V. Tikhonov
- J Korean Powder Metall Inst. 2012;19(1):40-48.
- DOI: https://doi.org/10.4150/KPMI.2012.19.1.040
- 1,198 View
- 0 Download
- 11 Citations
-
Abstract
PDF
- The current situation of the nanopowders production technology based on the process of electrical explosion of wires is described. The advantages and disadvantages of the electroexplosive technology are indicated. The results of studies characterizing the effect of the electrical explosion conditions on the nanopowders properties are presented, including latest results: conditions of nanopowders passivation, conditions of nanopowders production having narrow size distribution, the methods of nanopowders diagnostic and standartization. In addition, the application and area of future research on this technology are proposed.
-
Citations
Citations to this article as recorded by- Characterization of Naturally Aged Iron Nanopowder Produced by Electrical Explosion of Wires
Olga B. Nazarenko, Alexander I. Sechin, Yuliya A. Amelkovich
Metals and Materials International.2021; 27(5): 962. CrossRef - Development of Effectual Substrates for SERS by Nanostructures-on flexible surfaces
Hammad R. Humud, Fatimah Jumaah Moaen
Journal of Physics: Conference Series.2021; 2114(1): 012084. CrossRef - Influence of Factors Affecting the Parameters of Combustion of Aluminum Nanopowders in the Bulk Layer
Alexander I. Sechin, Olga B. Nazarenko, Yuliya A. Amelkovich, Andrey A. Sechin
Materials Science Forum.2019; 970: 257. CrossRef - Effect of electron beam irradiation on thermal and mechanical properties of aluminum based epoxy composites
P.M. Visakh, O.B. Nazarenko, C. Sarath Chandran, T.V. Melnikova, S.Yu. Nazarenko, J.-C. Kim
Radiation Physics and Chemistry.2017; 136: 17. CrossRef - Investigation of coatings produced by the electrospark machining method of steel 45 with electrodes based on carbides of tungsten and titanium
S. V. Nikolenko, N. A. Syui
Protection of Metals and Physical Chemistry of Surfaces.2017; 53(5): 889. CrossRef - Influence of long-term storage on fire hazard properties of metal nanopowders
O S Kyrmakova, A I Sechin, O B Nazarenko
Journal of Physics: Conference Series.2017; 881: 012027. CrossRef - A Study of the Preparation and Properties of Antioxidative Copper Inks with High Electrical Conductivity
Chia-Yang Tsai, Wei-Chen Chang, Guan-Lin Chen, Cheng-Huan Chung, Jun-Xiang Liang, Wei-Yang Ma, Tsun-Neng Yang
Nanoscale Research Letters.2015;[Epub] CrossRef - Characterization of copper nanopowders after natural aging
Yu A Amelkovich, O B Nazarenko, A I Sechin, P M Visakh
IOP Conference Series: Materials Science and Engineering.2015; 81: 012072. CrossRef - Characterization of aluminum nanopowders after long-term storage
O.B. Nazarenko, Yu.A. Amelkovich, A.I. Sechin
Applied Surface Science.2014; 321: 475. CrossRef - Effect of the Gas Composition at the Electrical Explosion of Wires on the Nanopowders Properties
Olga B. Nazarenko, Alexander P. Ilyin, Dmitry V. Tikhonov
Advanced Materials Research.2013; 872: 142. CrossRef - Prospects of Using Nanopowders as Flame Retardant Additives
Olga B. Nazarenko, Yulia A. Amelkovich, Alexander P. Ilyin, Alexander I. Sechin
Advanced Materials Research.2013; 872: 123. CrossRef
- Characterization of Naturally Aged Iron Nanopowder Produced by Electrical Explosion of Wires
- [English]
- Mechanical Alloying and Milling
- C. Suryanarayana, In-Seop An
- J Korean Powder Metall Inst. 2006;13(5):371-372.
- DOI: https://doi.org/10.4150/KPMI.2006.13.5.371
- 1,447 View
- 30 Download
- 11 Citations
-
PDF
-
Citations
Citations to this article as recorded by- Lemon extract supported green synthesis of bimetallic CuO/Ag nanoporous materials for sensitive detection of vitamin D3
Gowhar A. Naikoo, Fay M. Almashali, Fatima A. S. Habis, Mustri Bano, Jahangir Ahmad Rather, Israr U. Hassan, Rayees Ahmad Sheikh, Palanisamy Kannan, Iman M. Alfagih, Murtaza M. Tambuwala
Scientific Reports.2023;[Epub] CrossRef - Mechanochemical Synthesis of PZT Powders and the Effects of Mechanical Activation on Solid-State Sintering Kinetics
Bijesh Mehta, C. Sasikumar
Transactions of the Indian Institute of Metals.2023; 76(3): 849. CrossRef - Effect of Process Control Agent on Microstructures and High-Temperature Oxidation Behavior of a Nickel-Based ODS Alloy
Zhe Mao, Jing Li, Shi Liu, Liangyin Xiong
Metals.2022; 12(6): 1029. CrossRef - Synthesis of Fe–Al Intermetallic by Mechanical Alloying Process
Vivek Kumar Jain, Manoj Kumar Yadav, Arshad Noor Siddiquee, Zahid Akhtar Khan, Chaitanya Sharma
Journal of The Institution of Engineers (India): Series D.2022; 103(2): 621. CrossRef - Approaches on Ferrofluid Synthesis and Applications: Current Status and Future Perspectives
Oscar Oehlsen, Sussy I. Cervantes-Ramírez, Pabel Cervantes-Avilés, Illya A. Medina-Velo
ACS Omega.2022; 7(4): 3134. CrossRef - Polymorphism of the Co–Te nanophases in mechanochemical synthesis
Marcelo Augusto Malagutti, Vagner Zeizer Carvalho Paes, Julian Geshev, Carlos Eduardo Maduro de Campos
RSC Advances.2022; 12(52): 33488. CrossRef - The effect of milling time on the alumina phase transformation in the AMCs powder metallurgy reinforced by silica-sand-tailings
Sukanto, Wahyono Suprapto, Rudy Soenoko, Yudy Surya Irawan
EUREKA: Physics and Engineering.2022; (1): 103. CrossRef - Increase of the mechanical response of pure aluminum by grain refinement retained with an alternative rapid sintering route
J. M. Mendoza-Duarte, F. C. Robles-Hernandez, E. Rocha-Rangel, Y. Todaka, N. Adachi, I. Estrada-Guel, C. G. Garay-Reyes, M. A. Ruiz Esparza-Rodríguez, R. Martínez-Sánchez
Journal of Materials Research.2021; 36(6): 1328. CrossRef - Effect of the route and sintering time in the microstructure of pure aluminum prepared by high energy ball milling
José Mendoza, C. Carreño-Gallardo, I. Estrada-Guel, C.G. Garay-Reyes, M.A. Ruiz-Esparza-Rodriguez, G. Rodríguez-Cabriales, J.C Guía-Tello, R. Martínez-Sánchez
Microscopy and Microanalysis.2021; 27(S1): 3294. CrossRef - Optimization of friction stir processing parameters for enhanced microhardness of AA5083/Al-Fe in-situ composites via Taguchi technique
Vivek Kumar Jain, Manoj Kumar Yadav, Arshad Noor Siddiquee, Zahid A. Khan
Material Science, Engineering and Applications.2021; 1(2): 55. CrossRef - Carbide Nanoparticle Dispersion Techniques for Metal Powder Metallurgy
Bahrum Prang Rocky, Christopher R. Weinberger, Steven R. Daniewicz, Gregory B. Thompson
Metals.2021; 11(6): 871. CrossRef
- Lemon extract supported green synthesis of bimetallic CuO/Ag nanoporous materials for sensitive detection of vitamin D3
- [English]
- Synthesis and Compaction of Al-based Nanopowders by Pulsed Discharge Method
- Chang-Kyu Rhee, Geun-Hee Lee, Whung-Whoe Kim
- J Korean Powder Metall Inst. 2002;9(6):433-440.
- DOI: https://doi.org/10.4150/KPMI.2002.9.6.433
- 1,206 View
- 2 Download
- 11 Citations
-
Abstract
PDF
- Synthesis and compaction of Al-base nano powders by pulsed discharge method were investigated. The aluminum based powders with 50 to 200 nm of diameter were produced by pulsed wire evaporation method. The powders were covered with very thin oxide layer. The perspective process for the compaction and sintering of nanostructured metal-based materials stable in a wide temperature range can be seen in the densification of nano-sized metal powders with uniformly distributed hard ceramic particles. The promising approach lies in utilization of natural uniform mixtures of metal and ceramic phases, e.g. partially oxidized metal powders as fabricated in our synthesis method. Their particles consist of metal grains coated with oxide films. To construct a metal-matrix material from such powder, it is necessary to destroy the hard oxide coatings of particles during the compaction process. This goal was realized in our experiments with intensive magnetic pulsed compaction of aluminum nanopowders passivated in air.
-
Citations
Citations to this article as recorded by- Thermodynamic modeling and characterizations of Al nanoparticles produced by electrical wire explosion process
L. Santhosh Kumar, S.R. Chakravarthi, R. Sarathi, R. Jayaganthan
Journal of Materials Research.2017; 32(4): 897. CrossRef - Electrochemical properties of Sn/C nanoparticles fabricated by redox treatment and pulsed wire evaporation method
Ju-Seok Song, Gyu-Bong Cho, Jou-Hyeon Ahn, Kwon-Koo Cho
Applied Surface Science.2017; 415: 14. CrossRef - Investigation of Nano-Molybdenum Carbide Particle Produced by Wire-Explosion Process
Ramanujam Sarathi, Ravula Sugunakar Reddy, Rashmi S. Tavarmani, Akira Okamoto, Hisayuki Suematsu, Parasuraman Selvam, Uthandi Kamachi Mudali, Muthusamy Kamaraj
IEEE Transactions on Plasma Science.2015; 43(10): 3470. CrossRef - Synthesis and characterization of hexagonal nano tungsten carbide powder using multi walled carbon nanotubes
S. Aravinth, Binu Sankar, M. Kamaraj, S.R. Chakravarthy, R. Sarathi
International Journal of Refractory Metals and Hard Materials.2012; 33: 53. CrossRef - Synthesis and characterization of copper nanoparticles by using the exploding wire method
Rashmita Das, Basanta Kumar Das, Anurag Shyam
Journal of the Korean Physical Society.2012; 61(5): 710. CrossRef - Generation and characterization of nano-tungsten carbide particles by wire explosion process
B. Debalina, M. Kamaraj, B.S. Murthy, S.R. Chakravarthi, R. Sarathi
Journal of Alloys and Compounds.2010; 496(1-2): 122. CrossRef - Understanding the mechanism of nano-aluminum particle formation by wire explosion process using optical emission technique
Jobin K. Antony, Nilesh J. Vasa, S.R. Chakravarthy, R. Sarathi
Journal of Quantitative Spectroscopy and Radiative Transfer.2010; 111(17-18): 2509. CrossRef - Understanding nanoparticle formation by a wire explosion process through experimental and modelling studies
T K Sindhu, R Sarathi, S R Chakravarthy
Nanotechnology.2008; 19(2): 025703. CrossRef - Generation and characterization of nano aluminium powder obtained through wire explosion process
T. K. Sindhu, R. Sarathi, S. R. Chakravarthy
Bulletin of Materials Science.2007; 30(2): 187. CrossRef - Impact of binary gas on nano-aluminium particle formation through wire explosion process
R. Sarathi, T.K. Sindhu, S.R. Chakravarthy
Materials Letters.2007; 61(8-9): 1823. CrossRef - Generation of nano aluminium powder through wire explosion process and its characterization
R. Sarathi, T.K. Sindhu, S.R. Chakravarthy
Materials Characterization.2007; 58(2): 148. CrossRef
- Thermodynamic modeling and characterizations of Al nanoparticles produced by electrical wire explosion process
- [Korean]
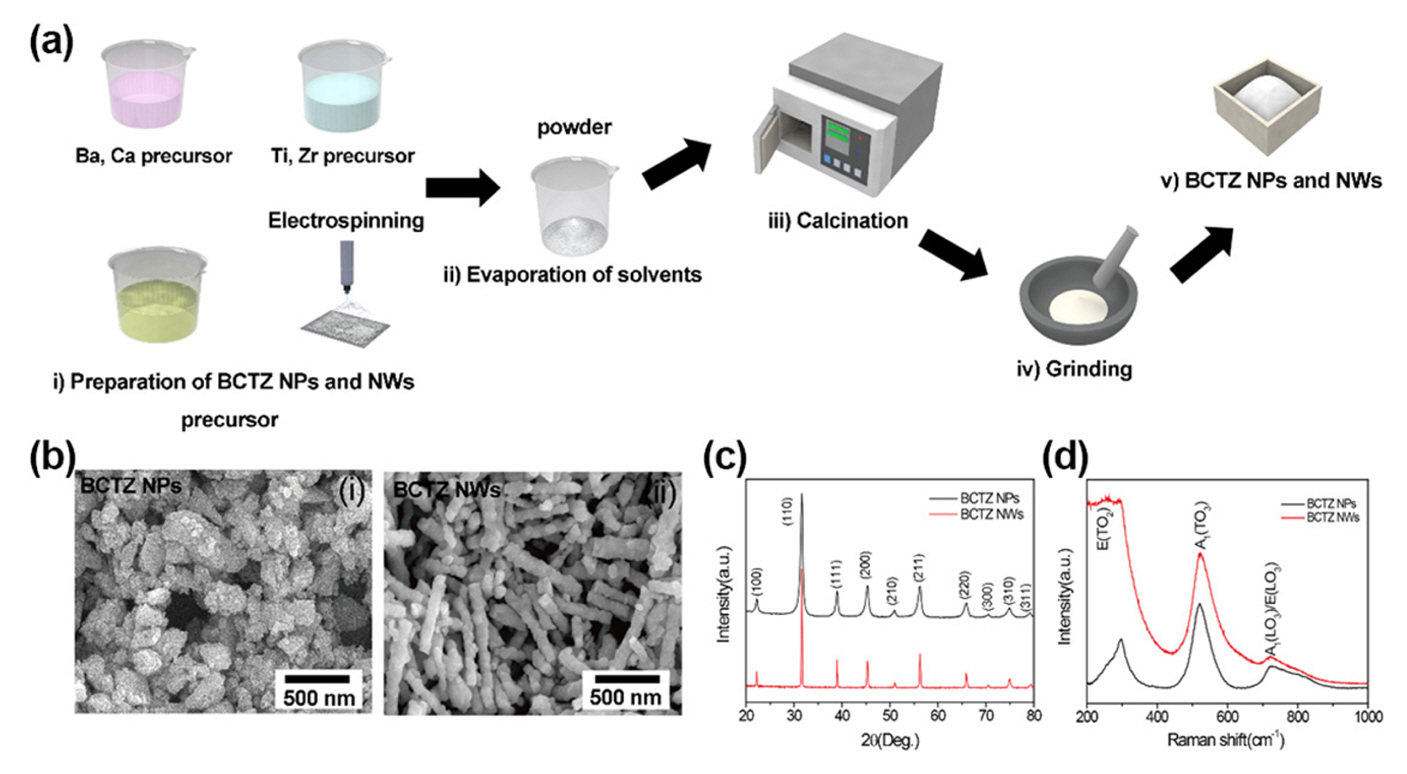
- Development of Composite-film-based Flexible Energy Harvester using Lead-free BCTZ Piezoelectric Nanomaterials
- Gwang Hyeon Kim, Hyeon Jun Park, Bitna Bae, Haksu Jang, Cheol Min Kim, Donghun Lee, Kwi-Il Park
- J Powder Mater. 2024;31(1):16-22. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.16
- 2,568 View
- 38 Download
- 10 Citations
-
Abstract
PDF
- Composite-based piezoelectric devices are extensively studied to develop sustainable power supply and selfpowered devices owing to their excellent mechanical durability and output performance. In this study, we design a leadfree piezoelectric nanocomposite utilizing (Ba0.85Ca0.15)(Ti0.9Zr0.1)O3 (BCTZ) nanomaterials for realizing highly flexible energy harvesters. To improve the output performance of the devices, we incorporate porous BCTZ nanowires (NWs) into the nanoparticle (NP)-based piezoelectric nanocomposite. BCTZ NPs and NWs are synthesized through the solidstate reaction and sol-gel-based electrospinning, respectively; subsequently, they are dispersed inside a polyimide matrix. The output performance of the energy harvesters is measured using an optimized measurement system during repetitive mechanical deformation by varying the composition of the NPs and NWs. A nanocomposite-based energy harvester with 4:1 weight ratio generates the maximum open-circuit voltage and short-circuit current of 0.83 V and 0.28 A, respectively. In this study, self-powered devices are constructed with enhanced output performance by using piezoelectric energy harvesting for application in flexible and wearable devices.
-
Citations
Citations to this article as recorded by- Unidirectional porous PVDF Piezoelectrets fabricated via gradient ice-templating for enhanced energy harvesting performance
HyoMin Jeon, Seo Young Yoon, Nagamalleswara Rao Alluri, Momanyi Amos Okirigiti, HakSu Jang, Changyeon Baek, Tiandong Zhang, Geon-Tae Hwang, Min-Ku Lee, Gyoung-Ja Lee, Kwi-Il Park
Sustainable Materials and Technologies.2026; 47: e01888. CrossRef - In Situ Amidation‐Derived Interfacial Modulation for Homogeneous Ultra‐High Nanoparticle Loading Toward Robust and Flexible Piezoelectric Composites
HakSu Jang, In Beom Heo, Changyeon Baek, Dong Won Jeon, Donghun Lee, Nagamalleswara Rao Alluri, Hyejeong Choi, HyoMin Jeon, SungHoon Kim, Hyunseung Kim, Jihun Choi, Hyun‐Soo Chang, Chang Kyu Jeong, Min‐Ku Lee, Jun Mo Koo, Tiandong Zhang, Geon‐Tae Hwang, S
Advanced Functional Materials.2026;[Epub] CrossRef - Long‐Lasting, Steady and Enhanced Energy Harvesting by Inserting a Conductive Layer into the Piezoelectric Polymer
HakSu Jang, Gwang Hyeon Kim, Dong Won Jeon, Hyeon Jun Park, BitNa Bae, Nagamalleswara Rao Alluri, Cheol Min Kim, Changyeon Baek, Min‐Ku Lee, Sung Beom Cho, Gyoung‐Ja Lee, Kwi‐Il Park
Advanced Functional Materials.2025;[Epub] CrossRef - Flexible hybrid thermoelectric films made of bismuth telluride-PEDOT:PSS composites enabled by freezing-thawing process and simple chemical treatment
Cheol Min Kim, Seoha Kim, Nagamalleswara Rao Alluri, Bitna Bae, Momanyi Amos Okirigiti, Gwang Hyun Kim, Hyeon Jun Park, Haksu Jang, Changyeon Baek, Min-Ku Lee, Gyoung-Ja Lee, Kwi-Il Park
Materials Today Chemistry.2025; 44: 102532. CrossRef - Dual-controlled piezoelectric composite film with enhanced crystallinity and defect-free via solvent vapor treatment
HakSu Jang, Hyeon Jun Park, Gwang Hyeon Kim, Cheol Min Kim, Nagamalleswara Rao Alluri, BitNa Bae, HyoMin Jeon, DongHun Lee, Kwi-Il Park
Nano Energy.2025; 136: 110705. CrossRef - Optimized Process and Mechanical and Electrical Analysis of Polyimide/Pb(Zr,Ti)O3-Based Flexible Piezoelectric Composites
Junki Lee, Sang-il Yoon, Hyunseung Kim, Chang Kyu Jeong
Journal of Powder Materials.2025; 32(1): 16. CrossRef - Flexible Hybrid Energy Harvester based on Thermoelectric Composite Film and Electrospun Piezopolymer Membranes
Hyomin Jeon, Cheol Min Kim, Hyeon Jun Park, Bitna Bae, Hyejeong Choi, HakSu Jang, Kwi-Il Park
Journal of Powder Materials.2025; 32(2): 104. CrossRef - Flexible Thermoelectric Energy Harvester with Stacked Structure of Thermoelectric Composite Films Made of PVDF and Bi2Te3-Based Particles
Da Eun Shin, Nagamalleswara Rao Alluri, Kwi-Il Park
ACS Applied Energy Materials.2024; 7(19): 8288. CrossRef - Enhanced energy harvesting of fibrous composite membranes via plasma-piezopolymer interaction
Hyeon Jun Park, Bitna Bae, HakSu Jang, Dong Yeol Hyeon, Dong Hun Lee, Gwang Hyun Kim, Cheol Min Kim, Nagamalleswara Rao Alluri, Changyeon Baek, Min-Ku Lee, Gyoung-Ja Lee, Kwi-Il Park
Nano Energy.2024; 131: 110299. CrossRef - CoFe2O4-BaTiO3 core-shell-embedded flexible polymer composite as an efficient magnetoelectric energy harvester
Bitna Bae, Nagamalleswara Rao Alluri, Cheol Min Kim, Jungho Ryu, Gwang Hyeon Kim, Hyeon Jun Park, Changyeon Baek, Min-Ku Lee, Gyoung-Ja Lee, Geon-Tae Hwang, Kwi-Il Park
Materials Today Physics.2024; 48: 101567. CrossRef
- Unidirectional porous PVDF Piezoelectrets fabricated via gradient ice-templating for enhanced energy harvesting performance
- [English]
- Fabrication of Fe-TiB2 Composite Powder by High-Energy Milling and Subsequent Reaction Synthesis
- H.X. Khoa, N.Q. Tuan, Y.H. Lee, B.H. Lee, N.H. Viet, J.S. Kim
- J Korean Powder Metall Inst. 2013;20(3):221-227.
- DOI: https://doi.org/10.4150/KPMI.2013.20.3.221
- 1,286 View
- 5 Download
- 10 Citations
-
Abstract
PDF
- TiB_2-reinforced iron matrix composite (Fe-TiB_2) powder was in-situ fabricated from titanium hydride (TiH_2) and iron boride (FeB) powders by the mechanical activation and a subsequent reaction. Phase formation of the composite powder was identified by X-ray diffraction (XRD). The morphology and phase composition were observed and measured by field emission-scanning electron microscopy (FE-SEM) and energy-dispersive X-ray spectroscopy (EDS), respectively. The results showed that TiB_2 particles formed in nanoscale were uniformly distributed in Fe matrix. Fe_2B phase existed due to an incomplete reaction of Ti and FeB. Effect of milling process and synthesis temperature on the formation of composite were discussed.
-
Citations
Citations to this article as recorded by- Low temperature controllable synthesis of transition metal and rare earth borides mediated by molten salt
Xueyin Liu, Quanli Jia, Shaowei Zhang, William E. Lee
International Materials Reviews.2024; 69(2): 107. CrossRef - TiB2-Fe hard alloys obtained using SHS powders of the Ti-B-Fe system
O.K. Lepakova, O.A. Shkoda
International Journal of Refractory Metals and Hard Materials.2024; 125: 106915. CrossRef - In Situ Spark Plasma Sintering, Microstructure and Mechanical Properties of Fe-15Cr-2Mn-1.5Al Matrix Composites Reinforced with TiB2 and CrFeB
Jian Liu, Min Wu, Bin Wang, Wei Xu, Weiping Chen, Fangfang Liu
JOM.2023; 75(3): 886. CrossRef - Glass-Forming Ability and Magnetic Properties of Al82Fe16Ce2 and Al82Fe14Mn2Ce2 Alloys Prepared by Mechanical Alloying
Nguyen Hong Hai, Nguyen Hoang Viet, Nguyen Thi Hoang Oanh
Applied Sciences.2023; 14(1): 152. CrossRef - Powder metallurgy processed TiB2-reinforced steel matrix composites: a review
Silani Sahoo, Bharat Bhushan Jha, Animesh Mandal
Materials Science and Technology.2021; 37(14): 1153. CrossRef - Synthesis of Cu-based TiCx composites via in-situ reaction between CuxTi melt and dissolvable solid carbon
Lei Guo, Yang Yang, Xiaochun Wen, Han Gao, Zhe Wang, Zhancheng Guo
Powder Technology.2020; 362: 375. CrossRef - Microstructure and Electrical Property of Ex-Situ and In-Situ Copper Titanium Carbide Nanocomposites
Nguyen Hoang Viet, Nguyen Thi Hoang Oanh
Metals.2020; 10(6): 735. CrossRef - Mechanical and Wear Behaviour of Hot-Pressed 304 stainless Steel Matrix Composites Containing TiB2 Particles
Silani Sahoo, Bharat B. Jha, Tarasankar Mahata, Jyothi Sharma, Tammana S. R. Ch. Murthy, Animesh Mandal
Transactions of the Indian Institute of Metals.2019; 72(5): 1153. CrossRef - Effect of volume fraction of reinforcement phase on mechanical behavior of ultra-high-temperature composite consisting of iron matrix and TiB2 particulates
Babak Jahani, Mehdi Salimi Jazi, Fardad Azarmi, Andrew Croll
Journal of Composite Materials.2018; 52(5): 609. CrossRef - Impression creep behaviour of TiB2 particles reinforced steel matrix composites
S. Sahoo, B. B. Jha, T.S. Mahata, J. Sharma, T. S. R. Ch. Murthy, A. Mandal
Materials Science and Technology.2018; 34(16): 1965. CrossRef
- Low temperature controllable synthesis of transition metal and rare earth borides mediated by molten salt
- [English]
- Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
- Gargi Roy, Raj Narayan Hajra, Woo Hyeok Kim, Jongwon Lee, Sangwoo Kim, Jeoung Han Kim
- J Powder Mater. 2024;31(1):1-7. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.1
- 7,542 View
- 146 Download
- 9 Citations
-
Abstract
PDF
This study explores the profound impact of varying oxygen content on microstructural and mechanical properties in specimens HO and LO. The higher oxygen concentration in specimen HO is found to significantly influence alpha lath sizes, resulting in a size of 0.5-1 μm, contrasting with the 1-1.5 μm size observed in specimen LO. Pore fraction, governed by oxygen concentration, is high in specimen HO, registering a value of 0.11%, whereas specimen LO exhibits a lower pore fraction (0.02%). Varied pore types in each specimen further underscore the role of oxygen concentration in shaping microstructural morphology. Despite these microstructural variations, the average hardness remains consistent at ~370 HV. This study emphasizes the pivotal role of oxygen content in influencing microstructural features, contributing to a comprehensive understanding of the intricate interplay between elemental composition and material properties.
-
Citations
Citations to this article as recorded by- Additive manufacturing of Ti-6Al-4V based oxide dispersion strengthened alloy using in-situ oxide-dispersed powders and bound metal deposition
Woo Hyeok Kim, Raj Narayan Hajra, Hyung-Ki Park, Jung-Yeul Yun, Jeoung Han Kim
Journal of Alloys and Compounds.2026; 1050: 185574. CrossRef - Mechanical response and microstructural evolution of a composite joint fabricated by green laser dissimilar welding of VCoNi medium entropy alloy and 17-4PH stainless steel
Hadiseh Esmaeilpoor, Mahdi Aghaahmadi, Hyun Jong Yoo, Chan Woong Park, Tae Jin Jang, Seok Su Sohn, Jeoung Han Kim
Journal of Materials Science & Technology.2025; 213: 223. CrossRef - High-integrity diffusion bonding of laser powder bed fused, forged, and rolled Ti–6Al–4V alloys
Seoyeon Jeon, Hyunjong Ha, Dong Jun Lee, Hyeonil Park, Yong Nam Kwon, Hyunjoo Choi, Hyokyung Sung
Journal of Materials Research and Technology.2025; 35: 2108. CrossRef - Removal of Organic and Inorganic Contaminants from Titanium Turning Scrap via Alkali and Acid Two-Step Cleaning
Seong Min An, Raj Narayan Hajra, Chan Hee Park, Jin-Ho Yoon, Jinsung Rho, Chang-Min Yoon, Jeoung Han Kim
MATERIALS TRANSACTIONS.2025; 66(7): 855. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Obtaining functionally-graded metal-matrix materials Ti‒6Al‒4V + WC in the process of 3D printing by the method of additive plasma-arc deposition
V. Korzhyk, A. Grynyuk, O. Babych, O. Berdnikova, Ye. Illiashenko, O. Bushma
The Paton Welding Journal.2025; 2025(8): 29. CrossRef - Obtaining functionally-graded metal-matrix materials ti‒6al‒4v + wc by the method of additive plasma-arc deposition
V.M. Korzhyk, A.A. Grynyuk, O.A. Babych, O.M. Berdnikova, Ye.V. Illiashenko, O.I. Bushma
Avtomatičeskaâ svarka (Kiev).2025; 2025(5): 48. CrossRef - Comparative Review of the Microstructural and Mechanical Properties of Ti-6Al-4V Fabricated via Wrought and Powder Metallurgy Processes
Raj Narayan Hajra, Gargi Roy, An Seong Min, Hyunseok Lee, Jeoung Han Kim
Journal of Powder Materials.2024; 31(5): 365. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef
- Additive manufacturing of Ti-6Al-4V based oxide dispersion strengthened alloy using in-situ oxide-dispersed powders and bound metal deposition
- [Korean]
- Mechanical Property Improvement of the H13 Tool Steel Sculptures Built by Metal 3D Printing Process via Optimum Conditions
- Jaecheol Yun, Jungho Choe, Haengna Lee, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Ji-Hun Yu
- J Korean Powder Metall Inst. 2016;24(3):195-201. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.195
- 1,618 View
- 16 Download
- 9 Citations
-
Abstract
PDF
In this study, H13 tool steel sculptures are built by a metal 3D printing process at various laser scan speeds. The properties of commercial H13 tool steel powders are confirmed for the metal 3D printing process used: powder bed fusion (PBF), which is a selective laser melting (SLM) process. Commercial H13 powder has an excellent flowability of 16.68 s/50 g with a Hausner ratio of 1.25 and a density of 7.68 g/cm3. The sculptures are built with dimensions of 10 × 10 × 10 mm3 in size using commercial H13 tool steel powder. The density measured by the Archimedes method is 7.64 g/cm3, similar to the powder density of 7.68 g/cm3. The hardness is measured by Rockwell hardness equipment 5 times to obtain a mean value of 54.28 HRC. The optimum process conditions in order to build the sculptures are a laser power of 90 W, a layer thickness of 25 μm, an overlap of 30%, and a laser scan speed of 200 mm/s.
-
Citations
Citations to this article as recorded by- Enhancement of resistance to cracking under thermal cycling of EDM-treated H13 steel by shot peening with optimized intensity
Pengpeng Zuo, Zhiyang Dou, Huikai Yang, Haoyan Hou, Yafeng Zheng
Engineering Failure Analysis.2026; 187: 110622. CrossRef - A Study on Fabrication of PCD Boring Tool Body based on Metal 3D Printing Technology
Ho Min Son, Dong Gyu Kim, Min-Woo Sa
Journal of the Korean Society for Precision Engineering.2026; 43(2): 189. CrossRef - Spheroidization of Enamel Powders by Radio Frequency Plasma Treatment and Application to Additive Manufacturing
Ki-Bong Kim, Dong-Yeol Yang, Yong-Jin Kim, Jungho Choe, Ji-Na Kwak, Woo-Hyung Jung
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 388. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef - Nano-mechanical Behavior of H13 Tool Steel Fabricated by a Selective Laser Melting Method
Van Luong Nguyen, Eun-ah Kim, Jaecheol Yun, Jungho Choe, Dong-yeol Yang, Hak-sung Lee, Chang-woo Lee, Ji-Hun Yu
Metallurgical and Materials Transactions A.2019; 50(2): 523. CrossRef - Correlation between Microstructure and Mechanical Properties of the Additive Manufactured H13 Tool Steel
Woojin An, Junhyeok Park, Jungsub Lee, Jungho Choe, Im Doo Jung, Ji-Hun Yu, Sangshik Kim, Hyokyung Sung
Korean Journal of Materials Research.2018; 28(11): 663. CrossRef - Evaluation of Strain-Rate Sensitivity of Selective Laser Melted H13 Tool Steel Using Nanoindentation Tests
Van Luong Nguyen, Eun-ah Kim, Seok-Rok Lee, Jaecheol Yun, Jungho Choe, Dong-yeol Yang, Hak-sung Lee, Chang-woo Lee, Ji-Hun Yu
Metals.2018; 8(8): 589. CrossRef - Comparison of Nano-Mechanical Behavior between Selective Laser Melted SKD61 and H13 Tool Steels
Jaecheol Yun, Van Luong Nguyen, Jungho Choe, Dong-Yeol Yang, Hak-Sung Lee, Sangsun Yang, Ji-Hun Yu
Metals.2018; 8(12): 1032. CrossRef - A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 137. CrossRef
- Enhancement of resistance to cracking under thermal cycling of EDM-treated H13 steel by shot peening with optimized intensity
- [English]
- Synthesis of Nickel and Copper Nanopowders by Plasma Arc Evaporation
- Young-Sang Cho, Jong Woo Moon, Kook Chae Chung, Jung-Goo Lee
- J Korean Powder Metall Inst. 2013;20(6):411-424.
- DOI: https://doi.org/10.4150/KPMI.2013.20.6.411
- 1,333 View
- 16 Download
- 9 Citations
-
Abstract
PDF
- In this study, the synthesis of nickel nanoparticles and copper nanospheres for the potential applications of MLCC electrode materials has been studied by plasma arc evaporation method. The change in the broad distribution of the size of nickel and copper nanopowders is successfully controlled by manifesting proper mixture of gas ambiance for plasma generation in the size range of 20 to 200 nm in diameter. The factors affecting the mean diameter of the nanopowder was studied by changing the composition of reactive gases, indicating that nitrogen enhances the formation of larger particles compared to hydrogen gas. The morphologies and particle sizes of the metal nanoparticles were observed by SEM, and ultrathin oxide layers on the powder surface generated during passivation step have been confirmed using TEM. The metallic FCC structure of the nanoparticles was confirmed using powder X-ray diffraction method.
-
Citations
Citations to this article as recorded by- Thermal plasma enhanced processes: a versatile platform for advanced powder synthesis and functionalization
Liuyang 柳杨 BAI 白, Hongbing 红兵 WANG 王, Meiping 美萍 LIU 刘, Yunting 芸亭 LIANG 梁, Zongxian 宗献 YANG 杨, Yuge 玉阁 OUYANG 欧阳, Yunxiao 昀宵 YANG 杨, Fangli 方利 YUAN 袁
Plasma Science and Technology.2026; 28(4): 043001. CrossRef - Research progress on the preparation methods and fundamental principles of ultrafine Mo powder
Lu Wang, Hong-Qi Li, Xiao Liu, Yu-Long Cao
International Journal of Refractory Metals and Hard Materials.2025; 132: 107281. CrossRef - Arc Discharge Synthesis of Chitosan‐Mediated Copper Nanoparticles for Heterogeneous Catalysis in 4‐Nitrophenol Degradation
Noor Azfarena Ahmad, Mohammad Taghi Hajibeigy, Mohsen Nabi Poor, Aras Kartouzian, Hassan Moeini, Kamyar Shameli
Particle & Particle Systems Characterization.2024;[Epub] CrossRef - Tribological properties and tribomechanism of nickel nanoparticles in-situ synthesized in rapeseed oil
Wenya Xu, Guangbin Yang, Shengmao Zhang, Jun Xu, Yujuan Zhang, Tianhua Sun, Ningning Song, Laigui Yu, Pingyu Zhang
Friction.2024; 12(3): 474. CrossRef - Oxidative Steam Reforming of Methanol over Cu-Based Catalysts
Matteo Tommasi, Davide Ceriotti, Alice Gramegna, Simge Naz Degerli, Gianguido Ramis, Ilenia Rossetti
Catalysts.2024; 14(11): 759. CrossRef - Functional metal powders: Design, properties, applications, and prospects
Xin Wang, Haitao Yang, Xiaohua Yu, Chaoquan Hu, Jiacheng Hu, Rongxing Li, Yingzhi Zhang
Materials Science and Engineering: B.2022; 280: 115708. CrossRef - Facile synthesis of Cu and CuO nanoparticles from copper scrap using plasma arc discharge method and evaluation of antibacterial activity
S. B. Tharchanaa, K. Priyanka, K. Preethi, G. Shanmugavelayutham
Materials Technology.2021; 36(2): 97. CrossRef - Fabrication of Hollow or Macroporous Silica Particles by Spray Drying of Colloidal Dispersion
Young-Sang Cho
Journal of Dispersion Science and Technology.2016; 37(1): 23. CrossRef - Fabrication Of Colloidal Clusters Decorated With Dye Molecules For Potential Application As Photonic Molecules
Y.-S. Cho
Archives of Metallurgy and Materials.2015; 60(2): 1221. CrossRef
- Thermal plasma enhanced processes: a versatile platform for advanced powder synthesis and functionalization
- [English]
- Rapid Heating Concepts in Sintering
- Randall M. German
- J Korean Powder Metall Inst. 2013;20(2):85-99.
- DOI: https://doi.org/10.4150/KPMI.2013.20.2.085
- 1,395 View
- 18 Download
- 9 Citations
-
Abstract
PDF
- Powder metallurgy applied rapid heating to sintering starting year 1900. Since 1970 the study has intensified. Now rapid sintering concepts embrace a spectrum of options ranging from dunk cycles to microwave, induction, exothermic, electric field, and spark approaches. Most of the efforts are targeting reduced microstructure coarsening during sintering, although reduced material decomposition is another common goal. The efforts are impressive for simple shapes and success metrics such a small grain size after densification. Several barriers need to be removed prior to application in powder metallurgy commercial sintering. Rapid heating research needs to focus on significant property gains, accurate product dimensions, and lower costs. So far each property gain obtained with rapid heating is matched by traditional sintering and composition changes. Several examples are cited to show the goals for the next round of innovations.
-
Citations
Citations to this article as recorded by- Enhanced microwave absorption in joule‐heating‐synthesized (Fe1/3Mn1/3Cr1/3)2AlB2 via dielectric–magnetic coupling
Yuhang Bai, Zelong Yao, Yang Yang, Jinrui Li, Jia Liu, Peipei Wang, Huiling Du, Xing Zhao
Journal of the American Ceramic Society.2026;[Epub] CrossRef - Effect of Pressure and Temperature on the Microstructure and Vickers Microhardness of the CoCrFeMnNiAl1.5 Alloy During Conventional Sintering and High-Frequency Induction Sintering
Leonardo Baylón García, José Manuel Mendoza Duarte, Ivanovich Estrada Guel, Audel Santos Beltrán, Hansel Manuel Medrano Prieto, Gustavo Rodríguez Cabriales, Enrique Rocha Rangel, José Luis Hernández Rivera, Roberto Martínez Sánchez, Alfredo Martínez Garcí
Coatings.2026; 16(3): 275. CrossRef - Joule heating-driven ultrafast synthesis of (Fe
1−
x
Mn
x
)
2AlB
2 and its electromagnetic wave absorption properties
Yuhang Bai, Zelong Yao, Yang Yang, Jinrui Li, Jia Liu, Peipei Wang, Huiling Du, Xing Zhao, Laifei Cheng
Journal of Advanced Ceramics.2025; 14(4): 9221057. CrossRef - Preliminary Investigation of Preparing High Burn-Up Structure in Nuclear Fuel by Flash Sintering Using CeO2 as a Surrogate
Tongye Li, Jing Yang, Chong Yu, Yihan Liang, Yang Li, Xinfang Zhang
Acta Metallurgica Sinica (English Letters).2021; 34(12): 1758. CrossRef - Pressure‐assisted flash sintering of ZnO ceramics
Yihan Liang, Siqi Xiang, Tongye Li, Chong Yu, Ke Leng, Xinfang Zhang
Journal of the American Ceramic Society.2021; 104(12): 6131. CrossRef - Development of Novel Composite Powder Friction Modifier for Improving Wheel-rail Adhesion in High-speed Train
Min Chul Oh, Byungmin Ahn
Journal of Korean Powder Metallurgy Institute.2018; 25(6): 501. CrossRef - Microwave Sintering of Ti6Al4V: Optimization of Processing Parameters for Maximal Tensile Strength and Minimal Pore Size
Dilpreet Singh, Abhishek Rana, Pawan Sharma, Pulak Mohan Pandey, Dinesh Kalyanasundaram
Metals.2018; 8(12): 1086. CrossRef - Spark Plasma Sintering of Titanium Spherical Particles
Mohammad Abedi, Dmitry O. Moskovskikh, Alexander S. Rogachev, Alexander S. Mukasyan
Metallurgical and Materials Transactions B.2016; 47(5): 2725. CrossRef - Effect of the SiC Size on the Thermal and Mechanical Properties of Reaction-bonded Silicon Carbide Ceramics
Chang-Sup Kwon, Yoon-Suk Oh, Sung-Min Lee, Yoonsoo Han, Hyun-Ick Shin, Youngseok Kim, Seongwon Kim
Journal of Korean Powder Metallurgy Institute.2014; 21(6): 467. CrossRef
- Enhanced microwave absorption in joule‐heating‐synthesized (Fe1/3Mn1/3Cr1/3)2AlB2 via dielectric–magnetic coupling
- [Korean]
- Effect of Heat Treatment Environment on the Properties of Cold Sprayed Cu-15 at.%Ga Coating Material for Sputtering Target
- Byung-Chul Choi, Dong-Yong Park, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2011;18(6):552-561.
- DOI: https://doi.org/10.4150/KPMI.2011.18.6.552
- 1,112 View
- 1 Download
- 9 Citations
-
Abstract
PDF
- This study attempted to manufacture a Cu-15 at.%Ga coating layer via the cold spray process and investigated the effect of heat treatment environment on the properties of cold sprayed coating material. Three kinds of heat treatment environments, 5%H_2+argon, pure argon, and vacuum were used in this study. Annealing treatments were conducted at 200sim800°C/1 hr. With the cold sprayed coating layer, pure alpha-Cu and small amounts of Ga_2O_3 were detected in the XRD, EDS, EPMA analyses. Porosity significantly decreased and hardness also decreased with increasing annealing temperature. The inhomogeneous dendritic microstructure of cold sprayed coating material changed to the homogeneous and dense one (microstructural evolution) with annealing heat treatment. Oxides near the interface of particles could be reduced by heat treatment especially in vacuum and argon environments. Vacuum environment during heat treatment was suggested to be most effective one to improve the densification and purification properties of cold sprayed Cu-15 at.%Ga coating material.
-
Citations
Citations to this article as recorded by- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
Gi-Su Ham, Dong-Yeol Wi, Jun-Mo Yang, Kee-Ahn Lee
Journal of Thermal Spray Technology.2019; 28(8): 1974. CrossRef - Effect of Hot Isostatic Pressing on the Microstructure and Propertiesof Kinetic Sprayed Nb Coating Material
Ji-Hye Lee, Sangsun Yang, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 15. CrossRef - Fabrication and Microstructure/Properties of Bulk-typeTantalum Material by a Kinetic Spray Process
Ji-Hye Lee, Ji-Won Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 8. CrossRef - Effect of Heat Treatment Environment on the Microstructure and Properties of Kinetic Sprayed Tantalum Coating Layer
Ji-Hye Lee, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2015; 22(1): 32. CrossRef - The Effect of Annealing Heat Treatment on the Microstructure and Macroscopic Properties of Kinetic-Sprayed Ta Coating Layer
Myeong Ju Lee, Jae Sung Oh, Hyung Jun Kim, Ik Hyun Oh, Kee Ahn Lee
Advanced Materials Research.2014; 893: 64. CrossRef - Manufacturing of Cu Repair Coating Material Using the Kinetic Spray Process and Changes in the Microstructures and Properties by Heat Treatment
Min-Gwang Jeon, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(5): 349. CrossRef - Manufacturing and Properties of CGI-based Composite Coating Layer Utilizing a Warm Spray Process and Cu-Ga and Cu-In Mixed Powders
Min-Gwang Jeon, Myeong-Ju Lee, Hyeong-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 229. CrossRef - Effect of Heat Treatment Environment on the Densification of Cold Sprayed Ti Coating Layer
Ji-Sang Yu, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2012; 19(2): 110. CrossRef - Sintering and Rolling Behavior of Cu-50In-13Ga Ternary Alloy Powder for Sputtering Target
Dae-Won Kim, Yong-Ho Kim, Jung-Han Kim, Dae-Guen Kim, Jong-Hyeon Lee, Kwang-Bo Choi, Hyeon-Taek Son
Journal of Korean Powder Metallurgy Institute.2012; 19(4): 264. CrossRef
- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
- [Korean]
- Production and Properties of Ag Metallic Nanoparticle Fluid by Electrical Explosion of Wire in Liquid
- E.J. Park, L.H. Bac, J.S. Kim, Y.S. Kwon, J.C. Kim, H.S. Choi, Y.H. Chung
- J Korean Powder Metall Inst. 2009;16(3):217-222.
- DOI: https://doi.org/10.4150/KPMI.2009.16.3.217
- 1,309 View
- 0 Download
- 9 Citations
-
Abstract
PDF
- This paper presents a novel single-step method to prepare the Ag nanometallic particle dispersed fluid (nanofluid) by electrical explosion of wire in liquid, deionized water (DI water). X-ray diffraction (XRD), field emission scanning electron microscope (FE-SEM) and transmission electron microscope (TEM) were used to investigate the characteristics of the Ag nanofluids. Zeta potential was also used to measure the dispersion properties of the as-prepared Ag nanofluid. Pure Ag phase was detected in the nanofluids using water. FE-SEM analysis shows that the size of the particles formed in DI water was about 88 nm and Zeta potential value was about -43.68 without any physical and chemical treatments. Thermal conductivity of the as-prepared Ag particle dispersed nanofluid shows much higher value than that of pure DI water.
-
Citations
Citations to this article as recorded by- Synthesis and Characterization of Cu Nanoparticles by Wire Explosion Technique for Antibacterial Applications
Bilal K. Al-Rawi, Safaa Mustafa Hameed, Sundus Alzuhairi
BioNanoScience.2025;[Epub] CrossRef - Synthesis and Characterizations of Physical and Antibacterial Properties of the Ag Nanoparticles by Exploding of Wire Technique
Abdulkareem M. Hussain, Bilal K. Al-Rawi
International Journal of Nanoscience.2024;[Epub] CrossRef - Enhancing adsorption efficiency for environmentally-friendly removal of As(V) and Pb(II) using a biochar-iron oxide composite
Soo Hyeon Kim, Ji-In Park, Seungsoo Lee, Ha-Rim An, Hyeran Kim, Byoungchul Son, Jiwon Seo, ChangYeon Kim, Yesul Jeong, Kyuseok Choi, Seulki Jeong, Hyun Uk Lee
Applied Surface Science.2024; 667: 160348. CrossRef - The Impact of Particle Size and Surface Treatment of Zirconia Suspension for Photocuring Additive Manufacturing
Mee-Jin Jun, Jin-Ho Kang, Kumaresan Sakthiabirami, Seyed Aliakbar Hosseini Toopghara, Ye-Seul Kim, Kwi-Dug Yun, Sang-Won Park
Materials.2023; 16(4): 1670. CrossRef - Analysis of Physicochemical Properties of Red Ginseng Powder Based on Particle Size
Hee Jeong Choi, Sang Yoon Lee, Jung Gyu Lee, Dong Hyeon Park, Jing Jing Bai, Byung-Joo Lee, Yoon-Sun Kim, Youngjae Cho, Mi-Jung Choi
Food Engineering Progress.2017; 21(3): 225. CrossRef - Preparation and Characteristics of Fluorinated Carbon Nanotube Applied Capacitive Desalination Electrode with Low Energy Consumption
Hyun-woo Yoo, Ji-hyun Kang, Nam-soo Park, Tae-il Kim, Min-Il Kim, Young-Seak Lee
Applied Chemistry for Engineering.2016; 27(4): 386. CrossRef - Critical heat flux characteristics of nanofluids based on exfoliated graphite nanoplatelets (xGnPs)
Eun Ju Park, Sung Dae Park, In Cheol Bang, Young-Bin Park, Hyung Wook Park
Materials Letters.2012; 81: 193. CrossRef - Platinum nanoparticles reduce ovariectomy-induced bone loss by decreasing osteoclastogenesis
Woon-Ki Kim, Jin-Chun Kim, Hyun-Jung Park, Ok-Joo Sul, Mi-Hyun Lee, Ji-Soon Kim, Hye-Seon Choi
Experimental & Molecular Medicine.2012; 44(7): 432. CrossRef - Optimal synthesis and characterization of Ag nanofluids by electrical explosion of wires in liquids
Eun Ju Park, Seung Won Lee, In Cheol Bang, Hyung Wook Park
Nanoscale Research Letters.2011;[Epub] CrossRef
- Synthesis and Characterization of Cu Nanoparticles by Wire Explosion Technique for Antibacterial Applications
- [English]
- A Review of Inorganic Solid Electrolytes for All-Solid-State Lithium Batteries: Challenges and Progress
- Seul Ki Choi, Jaehun Han, Gi Jeong Kim, Yeon Hee Kim, Jaewon Choi, MinHo Yang
- J Powder Mater. 2024;31(4):293-301. Published online August 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00206
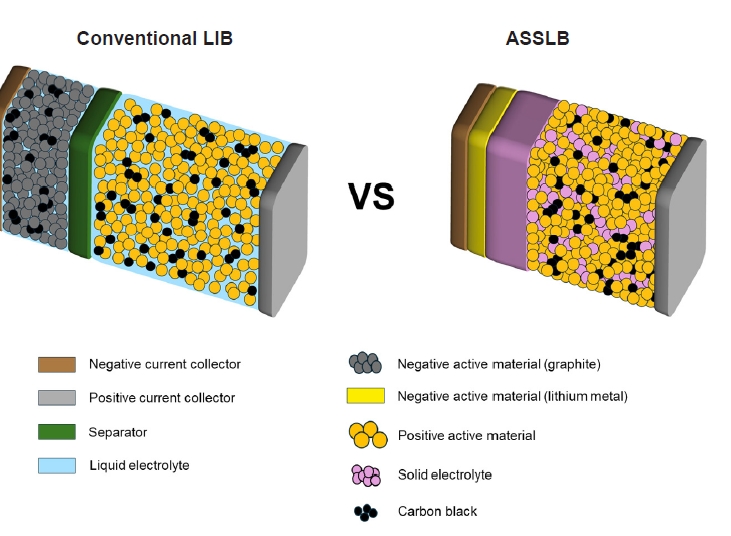
- 14,224 View
- 376 Download
- 8 Citations
-
Abstract
PDF
- All-solid-state lithium batteries (ASSLBs) are receiving attention as a prospective next-generation secondary battery technology that can reduce the risk of commercial lithium-ion batteries by replacing flammable organic liquid electrolytes with non-flammable solid electrolytes. The practical application of ASSLBs requires developing robust solid electrolytes that possess ionic conductivity at room temperature on a par with that of organic liquids. These solid electrolytes must also be thermally and chemically stable, as well as compatible with electrode materials. Inorganic solid electrolytes, including oxide and sulfide-based compounds, are being studied as promising future candidates for ASSLBs due to their higher ionic conductivity and thermal stability than polymer electrolytes. Here, we present the challenges currently facing the development of oxide and sulfide-based solid electrolytes, as well as the research efforts underway aiming to resolve these challenges.
-
Citations
Citations to this article as recorded by- Data-driven prediction of ionic conductivity in solid-state electrolytes with machine learning and large language models
Haewon Kim, Taekgi Lee, Seongeun Hong, Kyeong-Ho Kim, Yongchul G. Chung
The Journal of Chemical Physics.2026;[Epub] CrossRef - Emerging Inorganic Solid-State Electrolytes Membrane Technologies for Innovative Lithium Separation
Dongju Seo, Shik Rou Kong, Yeelin Jung, Jiwoo Lee, Ah-Hyung Alissa Park, Aaron J. Moment, Youngjune Park
ACS ES&T Engineering.2026; 6(5): 1444. CrossRef - Mechanistic Insights into Li+ Transport Enabled by Isolated Sulfur Species in Li3PS4 Glasses
Jakub Pawelko, Xavier Rocquefelte, Auguste Tetenoire, David Le Coq, Laurent Calvez, Eric Furet
ACS Materials Letters.2026;[Epub] CrossRef - Influence of Ta5+ on structure and performance of Li0.32Fe0.01La0.56Ti0.94Sb0.06O3 solid electrolyte
Zizheng Zhang, Binxuan Jiang, Yueming Li, Kai Li, Zhenhua Chen, Emmanuel Kwame Yadzo
Journal of Power Sources.2026; 682: 240383. CrossRef - W/Se/Sn ternary Co-doping in Na2.8+zW0.2SnzSb0.8-zS3.2Se0.8 sulfide electrolytes: Toward simultaneously enhanced ionic conductivity and electrochemical stability for clean-energy-driven sustainable sodium-ion batteries
Mingchao Huo, Tao Huan, Yifan Gu, Yufeng Wu, Qing Jiao
Solid State Ionics.2026; 442: 117234. CrossRef - A facile synthesis of bulk LiPON in solution for solid-state electrolytes
Osma J. Gomez, Adam Antar, Alex T. Hall, Leopoldo Tapia-Aracayo, Joshua Seo, Nam Kim, Zihan Sun, Ryan Lim, Fu Chen, Yue Li, John Cumings, Gary Rubloff, Sang Bok Lee, David Stewart, Yang Wang
Journal of Materials Chemistry A.2025; 13(34): 28368. CrossRef - Uniform lithium deposition using Cu teepee structures for anode-free lithium metal batteries
Seo Yun Jung, Jaehun Han, Seul Ki Choi, Se Youn Cho, Jong Ho Won, Jaewon Choi, Minho Yang
Chemical Engineering Journal.2025; 522: 167302. CrossRef - Garnet-type LLZO electrolytes for solid-state lithium batteries: Interfaces, conductivity, in-situ processing, and industrial prospects
Kaleab Habtamu Ayalew, Nithyadharseni Palaniyandy, Mkhulu K. Mathe, Phumlani F. Msomi
Chemical Engineering Journal.2025; 524: 168098. CrossRef
- Data-driven prediction of ionic conductivity in solid-state electrolytes with machine learning and large language models
- [Korean]
- Technology Trend of the additive Manufacturing (AM)
- Ji-Won Oh, Hyunwoong Na, Hanshin Choi
- J Korean Powder Metall Inst. 2017;24(6):494-507. Published online December 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.6.494
- 2,454 View
- 13 Download
- 8 Citations
-
Abstract
PDF
A three-dimensional physical part can be fabricated from a three-dimensional digital model in a layer-wise manner via additive manufacturing (AM) technology, which is different from the conventional subtractive manufacturing technology. Numerous studies have been conducted to take advantage of the AM opportunities to penetrate bespoke custom product markets, functional engineering part markets, volatile low-volume markets, and spare part markets. Nevertheless, materials issues, machines issues, product issues, and qualification/certification issues still prevent the AM technology from being extensively adopted in industries. The present study briefly reviews the standard classification, technological structures, industrial applications, technological advances, and qualification/certification activities of the AM technology. The economics, productivity, quality, and reliability of the AM technology should be further improved to pass through the technology adoption lifecycle of innovation technology. The AM technology is continuously evolving through the introduction of PM materials, hybridization of AM and conventional manufacturing technologies, adoption of process diagnostics and control systems, and enhanced standardization of the whole lifecycle qualification and certification methodology.
-
Citations
Citations to this article as recorded by- Analysis of Al2O3 Single-Bead Deposition Behavior and Microstructure on a Ti-6Al-4V Substrate Using the Laser-Directed Energy Deposition (DED-LB) Process
Tae-Hyeon Kim, Jin-Soo Lee, Sang-In Kim, Su-Han Bae, Changjong Kim, Se-Yun Kim
Materials.2026; 19(11): 2369. CrossRef - Convolutional LSTM based melt-pool prediction from images of laser tool path strategy in laser powder bed fusion for additive manufacturing
Joung Min Park, Minho Choi, Jumyung Um
The International Journal of Advanced Manufacturing Technology.2024; 130(3-4): 1871. CrossRef - Color evaluation by thickness of interim restorative resin produced by digital light processing 3D printer
Wol Kang, Won-Gi Kim
Journal of Korean Acedemy of Dental Technology.2021; 43(3): 77. CrossRef - Optimization of Metal Powder Particle Size Distribution for Powder Bed Fusion Process via Simulation
Hwaseon Lee, Dae-Kyeom Kim, Young Il Kim, Jieun Nam, Yong Son, Taek-Soo Kim, Bin Lee
Journal of Korean Powder Metallurgy Institute.2020; 27(1): 44. CrossRef - Technology Trend of Additive Manufacturing Standardization
Hanshin Choi, Jinsu Park
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 420. CrossRef - Multi-step Metals Additive Manufacturing Technologies
Ji-Won Oh, Jinsu Park, Hanshin Choi
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 256. CrossRef - Anisotropy in Green Body Bending Strength due to Additive Direction in the Binder-Jetting Additive Manufacturing Process
Ji-Won Oh, Sahn Nahm, Byoungmoon Kim, Hanshin Choi
Korean Journal of Metals and Materials.2019; 57(4): 227. CrossRef - Effect of Porosity on Mechanical Anisotropy of 316L Austenitic Stainless Steel Additively Manufactured by Selective Laser Melting
Jeong Min Park, Jin Myoung Jeon, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
Journal of Korean Powder Metallurgy Institute.2018; 25(6): 475. CrossRef
- Analysis of Al2O3 Single-Bead Deposition Behavior and Microstructure on a Ti-6Al-4V Substrate Using the Laser-Directed Energy Deposition (DED-LB) Process
- [Korean]
- Synthesis of Nickel Nanoparticle-adsorbed Aluminum Powders for Energetic Applications
- Dong Won Kim, Gu Hyun Kwon, Kyung Tae Kim
- J Korean Powder Metall Inst. 2016;24(3):242-247. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.242

- 1,593 View
- 10 Download
- 8 Citations
-
Abstract
PDF
In this study, the electroless nickel plating method has been investigated for the coating of Ni nanoparticles onto fine Al powder as promising energetic materials. The adsorption of nickel nanoparticles onto the surface of Al powders has been studied by varying various process parameters, namely, the amounts of reducing agent, complexing agent, and pH-controller. The size of nickel nanoparticles synthesized in the process has been optimized to approximately 200 nm and they have been adsorbed on the Al powder. TGA results clearly show that the temperature at which oxidation of Al mainly occurs is lowered as the amount of Ni nanoparticles on the Al surface increases. Furthermore, the Ni-plated Al powders prepared for all conditions show improved exothermic reaction due to the selfpropagating high-temperature synthesis (SHS) between Ni and Al. Therefore, Al powders fully coated by Ni nanoparticles show the highest exothermic reactivity: this demonstrates the efficiency of Ni coating in improving the energetic properties of Al powders.
-
Citations
Citations to this article as recorded by- Synthesis and oxidation behavior of Al@Ni-Fe core-shell energetic composite powders
Khawar Yaqoob, Asifa Kusar, Amena Mohsin, Onur Ertuğrul, Ahmet Çağrı Kılınç, Fahad Ali, Rub Nawaz Shahid, Naeem ul Haq Tariq, Hassan Wahab, Hasan Bin Awais
Energetic Materials Frontiers.2026; 7(2): 210. CrossRef - Study Progress in Improving the Energy Release Rate of Al Powders
永鹏 陈
Material Sciences.2024; 14(08): 1178. CrossRef - Study on the Combustion Characteristics of Ethanol Nanofuel
Kwanyoung Noh, Hyemin Kim, Siwook Nam, Soonho Song
Aerospace.2023; 10(10): 878. CrossRef - The Self-Reduction during the Thermal Decomposition of an Ammonium Molybdate
Kyoungkeun Yoo, Won Beom Koo, Hanggoo Kim, Sang-hun Lee
Minerals.2023; 13(2): 133. CrossRef - Increased exothermic reactivity of polytetrafluoroethylene-coated aluminum powders: Impact of powder size reduction
Soo-ho Jung, Kyung Tae Kim, Jinhee Bae, Yoon Jeong Choi, Jae Min Kim, Jeong-Yun Sun
Materials Letters.2023; 351: 135009. CrossRef - High energy Al@Ni preparation of core-shell particles by adjusting nickel layer thickness
Yongpeng Chen, Jianguo Zhang, Jiawei Zhu, Ning Xiang, Huichao Zhang, Zunning Zhou
Vacuum.2022; 205: 111344. CrossRef - Electroless deposition of Ni nanoparticles on micron-sized boron carbide particles: Physicochemical and oxidation properties
Prashant Ravasaheb Deshmukh, Hyung Soo Hyun, Youngku Sohn, Weon Gyu Shin
Korean Journal of Chemical Engineering.2020; 37(3): 546. CrossRef - Synthesis and exothermic reactions of ultra-fine snowman-shaped particles with directly bonded Ni/Al interfaces
Gu Hyun Kwon, Kyung Tae Kim, Dong Won Kim, Jungho Choe, Jung Yeul Yun, Jong-Man Kim
Applied Surface Science.2019; 476: 481. CrossRef
- Synthesis and oxidation behavior of Al@Ni-Fe core-shell energetic composite powders
- [English]
- Development of Powder Injection Molding Process for Fabrication of Glass Component
- Dongguo Lin, Junghyun Lee, Seong Jin Park
- J Korean Powder Metall Inst. 2016;23(1):26-32. Published online February 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.1.26

- 3,140 View
- 25 Download
- 8 Citations
-
Abstract
PDF
Powder injection molding (PIM), which combines the advantages of powder metallurgy and plastic injection molding technologies, has become one of the most efficient methods for the net-shape production of both metal and ceramic components. In this work, plasma display panel glass bodies are prepared by the PIM process. After sintering, the hot isostatic pressing (HIP) process is adopted for improving the density and mechanical properties of the PIMed glass bodies. The mechanical and thermal behaviors of the prepared specimens are analyzed through bending tests and dilatometric analysis, respectively. After HIPing, the flexural strength of the prepared glass body reaches up to 92.17 MPa, which is 1.273 and 2.178 times that of the fused glass body and PIMed bodies, respectively. Moreover, a thermal expansion coefficient of 7.816 × 10−6/°C is obtained, which coincides with that of the raw glass powder (7.5-8.0 × 10−6/°C), indicating that the glass body is fully densified after the HIP process.
-
Citations
Citations to this article as recorded by- Fabrication and characteristics of Li2TiO3 pebbles manufactured by using powder injection molding (PIM) process
Young Ah Park, Yi-Hyun Park, Mu-Young Ahn, Young Soo Yoon
Journal of Nuclear Materials.2024; 597: 155140. CrossRef - Combined simulation of micro and nanoparticles in RF inductively coupled plasma torches with the variations of metallic species and feeding nozzle location
Cheongbin Cheon, Ho Jun Kim, Hae June Lee
Japanese Journal of Applied Physics.2023; 62(SA): SA1014. CrossRef - High-throughput injection molding of transparent fused silica glass
Markus Mader, Oliver Schlatter, Barbara Heck, Andreas Warmbold, Alex Dorn, Hans Zappe, Patrick Risch, Dorothea Helmer, Frederik Kotz, Bastian E. Rapp
Science.2021; 372(6538): 182. CrossRef - Controlling the sintering response in the development of multilayered components produced via powder injection molding route—a review
O. J. Ojo-kupoluyi, S. M. Tahir, T. T. Dele-Afolabi, M. S. Anuar
The International Journal of Advanced Manufacturing Technology.2020; 107(9-10): 3755. CrossRef - Fabrication of pressureless sintered Si3N4 ceramic balls by powder injection molding
Chang Woo Gal, Gi Woung Song, Woon Hyung Baek, Hyung Kyu Kim, Dae Keun Lee, Ki Wook Lim, Seong Jin Park
Ceramics International.2019; 45(5): 6418. CrossRef - Thermal decomposition behavior and modeling of PMN-PZT ceramic feedstock with varying binder compositions
Jae Man Park, Jun Sae Han, Chang Woo Gal, Joo Won Oh, Dongguo Lin, Jaebum Noh, Kunal H Kate, Sundar V Atre, Youngmoo Kim, Seong Jin Park
Materials Research Express.2019; 6(6): 065316. CrossRef - Powder Injection Molding Process in Industrial Fields
Joo Won OH, Chang Woo GAL, Daseul SHIN, Jae Man PARK, Woo Seok YANG, Seong Jin PARK
Journal of the Japan Society of Powder and Powder Metallurgy.2018; 65(9): 539. CrossRef - Optimization of Process Condition for Fe Nano Powder Injection Molding
Joo Won Oh, Won Sik Lee, Seong Jin Park
Journal of Korean Powder Metallurgy Institute.2017; 24(3): 223. CrossRef
- Fabrication and characteristics of Li2TiO3 pebbles manufactured by using powder injection molding (PIM) process
- [English]
- Exploring Thermoelectric Transport Properties and Band Parameters of n-Type Bi2-xSbxTe3 Compounds Using the Single Parabolic Band Model
- Linh Ba Vu, Soo-ho Jung, Jinhee Bae, Jong Min Park, Kyung Tae Kim, Injoon Son, Seungki Jo
- J Powder Mater. 2024;31(2):119-125. Published online April 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00045
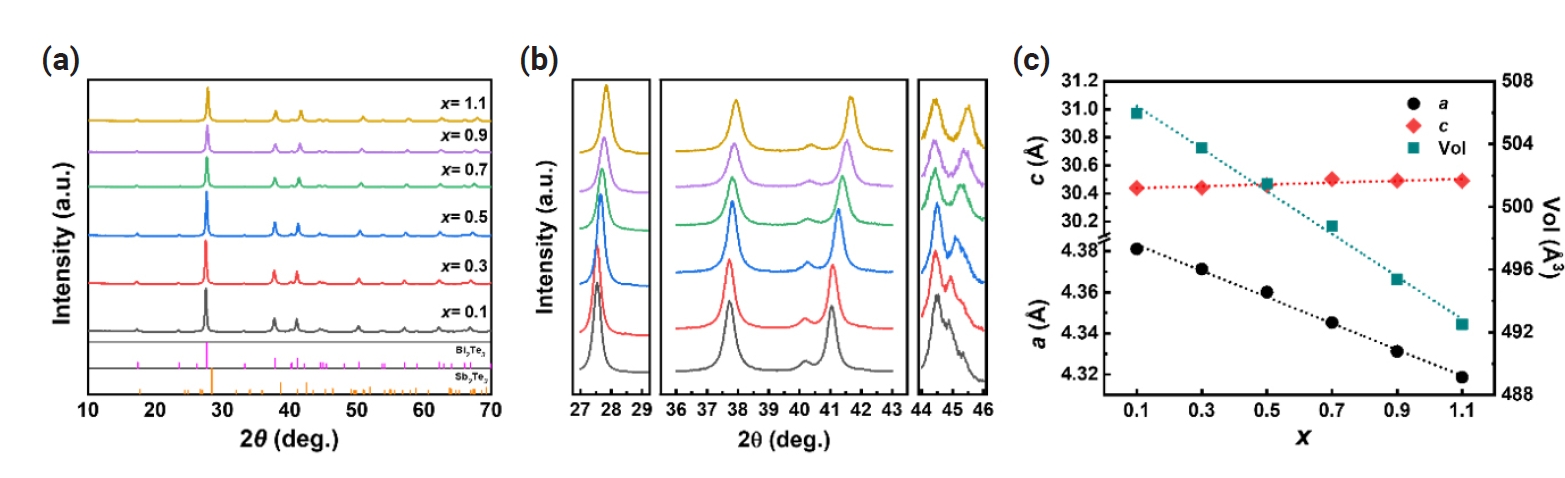
- 4,264 View
- 96 Download
- 7 Citations
-
Abstract
PDF
- The n-type Bi2-xSbxTe3 compounds have been of great interest due to its potential to achieve a high thermoelectric performance, comparable to that of p-type Bi2-xSbxTe3. However, a comprehensive understanding on the thermoelectric properties remains lacking. Here, we investigate the thermoelectric transport properties and band characteristics of n-type Bi2-xSbxTe3 (x = 0.1 – 1.1) based on experimental and theoretical considerations. We find that the higher power factor at lower Sb content results from the optimized balance between the density of state effective mass and nondegenerate mobility. Additionally, a higher carrier concentration at lower x suppresses bipolar conduction, thereby reducing thermal conductivity at elevated temperatures. Consequently, the highest zT of ~ 0.5 is observed at 450 K for x = 0.1 and, according to the single parabolic band model, it could be further improved by ~70 % through carrier concentration tuning.
-
Citations
Citations to this article as recorded by- Role of Samarium as a composite in modifying the microstructure and thermoelectric properties of Bi1.5Sb0.5Te3 alloy
G. Poojitha, Pratheeksha N. Poojary, U. Deepika Shanubhogue, P. Poornesh, Ashok Rao, Y. K. Kuo, Dhanya Sunil, Bikash Sharma
Journal of Materials Science: Materials in Electronics.2026;[Epub] CrossRef - Review of “Integrated Computer-Aided Process Engineering Session in the 17th International Symposium on Novel and Nano Materials (ISNNM, 14–18 November 2022)”
Yeon-Joo Lee, Pil-Ryung Cha, Hyoung-Seop Kim, Hyun-Joo Choi
MATERIALS TRANSACTIONS.2025; 66(1): 144. CrossRef - Enhanced energy harvesting performance of bendable thermoelectric generator enabled by trapezoidal-shaped legs
Momanyi Amos Okirigiti, Cheol Min Kim, Hyejeong Choi, Nagamalleswara Rao Alluri, Changyeon Baek, Min-Ku Lee, Gyoung-Ja Lee, Kwi-Il Park
Journal of Power Sources.2025; 631: 236254. CrossRef - Flexible hybrid thermoelectric films made of bismuth telluride-PEDOT:PSS composites enabled by freezing-thawing process and simple chemical treatment
Cheol Min Kim, Seoha Kim, Nagamalleswara Rao Alluri, Bitna Bae, Momanyi Amos Okirigiti, Gwang Hyun Kim, Hyeon Jun Park, Haksu Jang, Changyeon Baek, Min-Ku Lee, Gyoung-Ja Lee, Kwi-Il Park
Materials Today Chemistry.2025; 44: 102532. CrossRef - Enhanced Electrical Properties of 3D Printed Bi2Te3-Based Thermoelectric Materials via Hot Isostatic Pressing
Seungki Jo
Ceramist.2025; 28(1): 126. CrossRef - Hot isostatic pressing-driven fine-tuning of electrical properties in p- and n-type (Bi,Sb)2Te3 thermoelectric materials
Seungki Jo, Jeong Min Park, Linh Ba Vu, Haeum Park, Soo Ho Jung, Jinhee Bae, Jong Min Park, Jungho Choe, Kyung Tae Kim
Ceramics International.2025; 51(26): 51107. CrossRef - Compensation of increased carrier concentration and thermal conductivity in enhancing thermoelectric efficiency in Sn-doped Sb-In-Te alloys
Yunjae Kim, Seungwoo Ha, Gyujin Chang, Gwan Hyeong Lee, Jaewoo Park, Chanwoo Ju, Se Yun Kim, TaeWan Kim, Sang-il Kim
Journal of the Korean Ceramic Society.2025;[Epub] CrossRef
- Role of Samarium as a composite in modifying the microstructure and thermoelectric properties of Bi1.5Sb0.5Te3 alloy
- [English]
- Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
- Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
- J Powder Mater. 2024;31(2):137-145. Published online April 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00038

- 6,304 View
- 154 Download
- 7 Citations
-
Abstract
PDF
- In order to predict the process window of laser powder bed fusion (LPBF) for printing metallic components, the calculation of volumetric energy density (VED) has been widely calculated for controlling process parameters. However, because it is assumed that the process parameters contribute equally to heat input, the VED still has limitation for predicting the process window of LPBF-processed materials. In this study, an explainable machine learning (xML) approach was adopted to predict and understand the contribution of each process parameter to defect evolution in Ti alloys in the LPBF process. Various ML models were trained, and the Shapley additive explanation method was adopted to quantify the importance of each process parameter. This study can offer effective guidelines for fine-tuning process parameters to fabricate high-quality products using LPBF.
-
Citations
Citations to this article as recorded by- Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion
Jaemin Wang, Seungyeon Lee, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park, Dierk Raabe
Acta Materialia.2026; 304: 121751. CrossRef - From physics to intelligence: a review of AI-driven modeling strategies in laser direct energy deposition additive manufacturing
Seyedeh Fatemeh Nabavi, Saeid Nahavandi, Hamid Garmestani
Optics & Laser Technology.2026; 199: 114946. CrossRef - Progresses and Challenges in Additive Manufacturing of Bulk Metallic Glasses
Md Mahbubur Rahman, Raju Ahammad, Asif Karim Neon, Mukitur Rhaman, Md Jonaet Ansari, Md Nizam Uddin, Md Mainul Islam, Muhammad Altaf Nazir
Journal of Manufacturing and Materials Processing.2026; 10(4): 121. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Automated segmentation and analysis of microscopy images of laser powder bed fusion melt tracks
Aagam Shah, Reimar Weissbach, David A. Griggs, A. John Hart, Elif Ertekin, Sameh Tawfick
Journal of Manufacturing Processes.2025; 154: 61. CrossRef - Coefficient of Thermal Expansion of AlSi10Mg, 316L Stainless Steel and Ti6Al4V Alloys Made with Laser Powder Bed Fusion
Selami Emanet, Edem Honu, Kekeli Agbewornu, Evelyn Quansah, Congyuan Zeng, Patrick Mensah
Materials.2025; 18(19): 4468. CrossRef - Adaptive slicing for increased productivity of metal laser powder bed fusion
Lars Vanmunster, Louca R. Goossens, Laurent Sergeant, Brecht Van Hooreweder, Bey Vrancken
Additive Manufacturing.2025; 112: 105000. CrossRef
- Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion
- [English]
- Research Trends in Electromagnetic Shielding using MXene-based Composite Materials
- Siyeon Kim, Jongmin Byun
- J Powder Mater. 2024;31(1):57-76. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.57
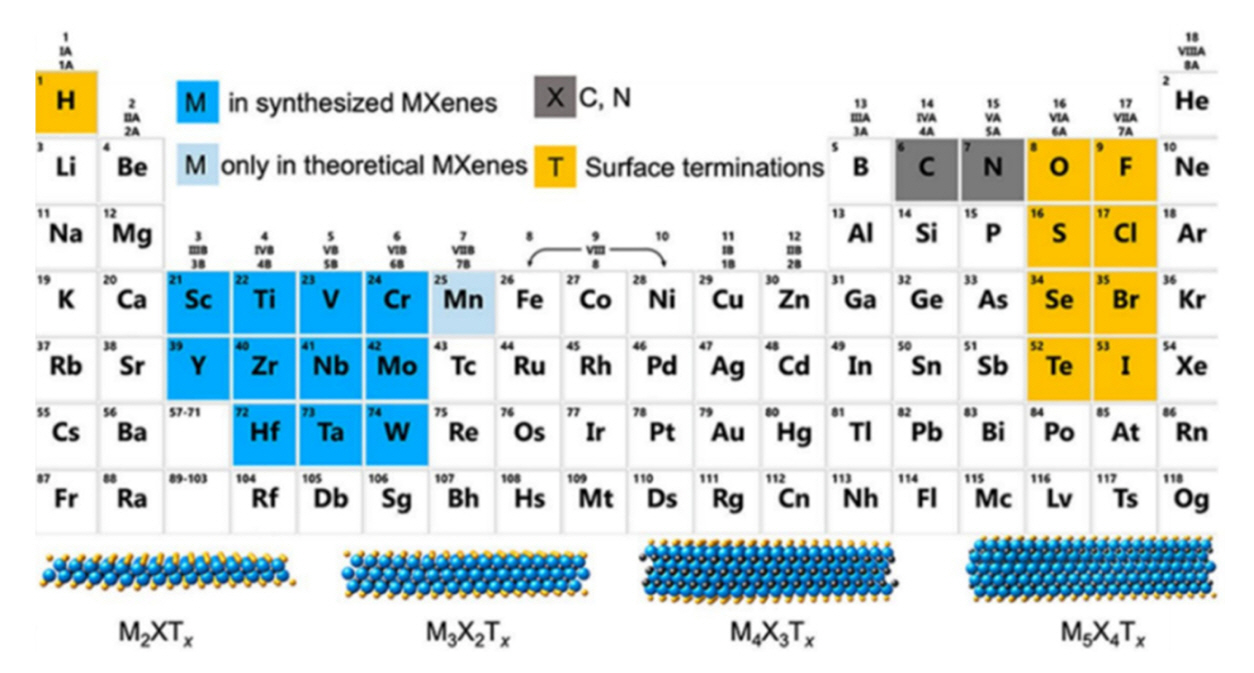
- 10,322 View
- 183 Download
- 7 Citations
-
Abstract
PDF
Recent advancements in electronic devices and wireless communication technologies, particularly the rise of 5G, have raised concerns about the escalating electromagnetic pollution and its potential adverse impacts on human health and electronics. As a result, the demand for effective electromagnetic interference (EMI) shielding materials has grown significantly. Traditional materials face limitations in providing optimal solutions owing to inadequacy and low performance due to small thickness. MXene-based composite materials have emerged as promising candidates in this context owing to their exceptional electrical properties, high conductivity, and superior EMI shielding efficiency across a broad frequency range. This review examines the recent developments and advantages of MXene-based composite materials in EMI shielding applications, emphasizing their potential to address the challenges posed by electromagnetic pollution and to foster advancements in modern electronics systems and vital technologies.
-
Citations
Citations to this article as recorded by- Recent Advances in EMI-Shielding Aerogels: Mechanisms, Materials, and Scalable Fabrication Methods
Sonali Thangavel, Thirumalaisamy Suryaprabha, Danhui Ren, Jun Young Cheong, Sooman Lim, Byungil Hwang
Journal of Natural Fibers.2026;[Epub] CrossRef - Emerging role of MXene-based nanofluids in energy conversion and thermal management: Future perspectives
Kumaran Kadirgama
Chemical Engineering Research and Design.2026; 230: 1149. CrossRef - Carbon/Inorganic Hybrid Multifunctional Composites: Interface Engineering, Coupled Functions and Application-Ready Design
Stefano Bellucci
Inorganics.2026; 14(6): 160. CrossRef - Designing dual phase hexaferrite (SrFe12O19) – Perovskite (La0.5Nd0.5FeO3) composites for enhanced electromagnetic wave absorption and band gap modulation
Pramod D. Mhase, Varsha C. Pujari, Santosh S. Jadhav, Abdullah G. Al-Sehemi, Sarah Alsobaie, Sunil M. Patange
Composites Communications.2025; 54: 102284. CrossRef - Microstructure tailoring of Nb-based MAX phase by low temperature synthesis with layer-structured Nb2C powder and molten salt method
Chaehyun Lim, Wonjune Choi, Jongmin Byun
Materials Characterization.2025; 225: 115106. CrossRef - Fabrication of MOF@MXene composites via surface modification of MXene under acidic conditions
Ji-Haeng Jeong, Woong-Ryeol Yu
Functional Composites and Structures.2025; 7(2): 025006. CrossRef - V2CTx MXene@ZIF-8 composite as an efficient adsorbent for Pb(II) removal from aqueous solution
Sarina Khojasteh Fard, Golshan Mazloom, Manoochehr Sobhani, Mohsen Tamtaji
Journal of Environmental Chemical Engineering.2025; 13(6): 120099. CrossRef
- Recent Advances in EMI-Shielding Aerogels: Mechanisms, Materials, and Scalable Fabrication Methods
- [Korean]
- Microstructure and Mechanical Properties of CoCrFeMnNi-type High-entropy Alloy Fabricated by Selective Laser Melting: A Review
- Jeong Min Park
- J Powder Mater. 2022;29(2):132-151. Published online April 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.2.132
- 3,153 View
- 43 Download
- 7 Citations
-
Abstract
PDF
The CoCrFeMnNi high-entropy alloy (HEA), which is the most widely known HEA with a single facecentered cubic structure, has attracted significant academic attention over the past decade owing to its outstanding multifunctional performance. Recent studies have suggested that CoCrFeMnNi-type HEAs exhibit excellent printability for selective laser melting (SLM) under a wide range of process conditions. Moreover, it has been suggested that SLM can not only provide great topological freedom of design but also exhibit excellent mechanical properties by overcoming the strength–ductility trade-off via producing a hierarchical heterogeneous microstructure. In this regard, the SLM-processed CoCrFeMnNi HEA has been extensively studied to comprehensively understand the mechanisms of microstructural evolution and resulting changes in mechanical properties. In this review, recent studies on CoCrFeMnNi-type HEAs produced using SLM are discussed with respect to process-induced microstructural evolution and the relationship between hierarchical heterogeneous microstructure and mechanical properties.
-
Citations
Citations to this article as recorded by- Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
Nguyen Lam Khoa, Nguyen Duy Khanh, Hoang Thi Ngoc Quyen, Nguyen Thi Hoang, Oanh, Le Hong Thang, Nguyen Hoa Khiem, Nguyen Hoang Viet
Journal of Powder Materials.2025; 32(3): 191. CrossRef - Investigation of effects of process parameters on microstructure and fracture toughness of SLM CoCrFeMnNi
Joseph Agyapong, Diego Mateos, Aleksander Czekanski, Solomon Boakye-Yiadom
Journal of Alloys and Compounds.2024; 987: 173998. CrossRef - Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
journal of Korean Powder Metallurgy Institute.2024; 31(1): 8. CrossRef - Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
journal of Korean Powder Metallurgy Institute.2024; 31(2): 137. CrossRef - Cryogenic tensile behavior of carbon-doped CoCrFeMnNi high-entropy alloys additively manufactured by laser powder bed fusion
Haeum Park, Hyeonseok Kwon, Kyung Tae Kim, Ji-Hun Yu, Jungho Choe, Hyokyung Sung, Hyoung Seop Kim, Jung Gi Kim, Jeong Min Park
Additive Manufacturing.2024; 86: 104223. CrossRef - Microstructural evolution and high strain rate deformation response of SLM-printed CoCrFeMnNi after annealing and deep-cryogenic treatment
Joseph Agyapong, Aleksander Czekanski, Solomon Boakye Yiadom
Materials Characterization.2024; 218: 114506. CrossRef - High-speed manufacturing-driven strength-ductility improvement of H13 tool steel fabricated by selective laser melting
Yeon Woo Kim, Haeum Park, Young Seong Eom, Dong Gill Ahn, Kyung Tae Kim, Ji-hun Yu, Yoon Suk Choi, Jeong Min Park
Powder Metallurgy.2023; 66(5): 582. CrossRef
- Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
- [Korean]
- Mechanical Properties of Bulk Graphite using Artificial Graphite Scrap as a Function of Particle Size
- Sang Hye Lee, Sang Min Lee, Won Pyo Jang, Jae Seung Roh
- J Korean Powder Metall Inst. 2021;28(1):13-19. Published online February 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.1.13
- 2,412 View
- 22 Download
- 7 Citations
-
Abstract
PDF
Bulk graphite is manufactured using graphite scrap as the filler and phenolic resin as the binder. Graphite scrap, which is the by-product of processing the final graphite product, is pulverized and sieved by particle size. The relationship between the density and porosity is analyzed by measuring the mechanical properties of bulk graphite. The filler materials are sieved into mean particle sizes of 10.62, 23.38, 54.09, 84.29, and 126.64 μm. The bulk graphite density using the filler powder with a particle size of 54.09 μm is 1.38 g/cm3, which is the highest value in this study. The compressive strength tends to increase as the bulk graphite density increases. The highest compressive strength of 43.14 MPa is achieved with the 54.09 μm powder. The highest flexural strength of 23.08 MPa is achieved using the 10.62 μm powder, having the smallest average particle size. The compressive strength is affected by the density of bulk graphite, and the flexural strength is affected by the filler particle size of bulk graphite.
-
Citations
Citations to this article as recorded by- Effect of Microstructural Change under Pressure during Isostatic Pressing on Mechanical and Electrical Properties of Isotropic Carbon Blocks
Tae-Sub Byun, Sang-Hye Lee, Suk-Hwan Kim, Jae-Seung Roh
Materials.2024; 17(2): 387. CrossRef - Feasibility assessment of manufacturing carbonized blocks from rice husk charcoal
Young-Min Hwang, Jae-Seung Roh, Gibeop Nam
Biomass Conversion and Biorefinery.2024; 14(20): 26409. CrossRef - Improving the packing and mechanical properties of graphite blocks by controlling filler particle-size distribution
Hye in Hwang, Ji Hong Kim, Ji Sun Im
Advanced Composite Materials.2024; 33(5): 762. CrossRef - Effect of Impregnation and Graphitization on EDM Performance of Graphite Blocks Using Recycled Graphite Scrap
Sang-Hye Lee, Dong-Pyo Jeon, Hyun-Yong Lee, Dong-Gu Lee, Jae-Seung Roh
Processes.2023; 11(12): 3368. CrossRef - Ultrafine Graphite Scrap and Carbon Blocks Prepared by High-Solid-Loading Bead Milling and Conventional Ball Milling: A Comparative Assessment
Chonradee Amnatsin, Waroot Kanlayakan, Siraprapa Lhosupasirirat, Nattarut Verojpipath, Boonsueb Pragobjinda, Tanakorn Osotchan, Chakrit Sirisinha, Toemsak Srikhirin
ACS Omega.2023; 8(50): 47919. CrossRef - The Effect of the Heating Rate during Carbonization on the Porosity, Strength, and Electrical Resistivity of Graphite Blocks Using Phenolic Resin as a Binder
Sang-Hye Lee, Jae-Hyun Kim, Woo-Seok Kim, Jae-Seung Roh
Materials.2022; 15(9): 3259. CrossRef - Rheological Behaviour of Hard-Metal Carbide Powder Suspensions at High Shear Rates
B. Hausnerová, P. Sáha, J. Kubát, T. Kitano, J. Becker
Journal of Polymer Engineering.2000;[Epub] CrossRef
- Effect of Microstructural Change under Pressure during Isostatic Pressing on Mechanical and Electrical Properties of Isotropic Carbon Blocks
- [English]
- Influence of milling atmosphere on thermoelectric properties of p-type Bi-Sb-Te based alloys by mechanical alloying
- Suk-min Yoon, Cheenepalli Nagarjuna, Dong-won Shin, Chul-hee Lee, Babu Madavali, Soon-jik Hong, Kap-ho Lee
- J Korean Powder Metall Inst. 2017;24(5):357-363. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.357
- 1,700 View
- 4 Download
- 7 Citations
-
Abstract
PDF
In this study, Bi-Sb-Te thermoelectric materials are produced by mechanical alloying (MA) and spark plasma sintering (SPS). To examine the influence of the milling atmosphere on the microstructure and thermo-electric (TE) properties, a p-type Bi-Sb-Te composite powder is mechanically alloyed in the presence of argon and air atmospheres. The oxygen content increases to 55% when the powder is milled in the air atmosphere, compared with argon. All grains are similar in size and uniformly, distributed in both atmospheric sintered samples. The Seebeck coefficient is higher, while the electrical conductivity is lower in the MA (Air) sample due to a low carrier concentration compared to the MA (Ar) sintered sample. The maximum figure of merit (ZT) is 0.91 and 0.82 at 350 K for the MA (Ar) and MA (Air) sintered samples, respectively. The slight enhancement in the ZT value is due to the decrease in the oxygen content during the MA (Ar) process. Moreover, the combination of mechanical alloying and SPS process shows a higher hardness and density values for the sintered samples.
-
Citations
Citations to this article as recorded by- Grain Size‐Dependent Thermoelectric Performances of Al2O3 Addition into BiSbTe Alloy During Heat Treatment Fabricated by Mechanical Alloying
Ji‐Won Ha, Vasudevan Rathinam, Eun‐Ha Go, Soon‐Jik Hong
Advanced Engineering Materials.2025;[Epub] CrossRef - Revealing the improved thermoelectric performances of (BiSb)2Te3 alloy through rapid solidification of cold-water assisted water atomization approach
Eun-Ha Go, Rathinam Vasudevan, Ji-Won Ha, Sung-Jae Jo, GeonWoo Baek, Soon-Jik Hong
Journal of Alloys and Compounds.2025; 1010: 177548. CrossRef - Microstructural and Thermoelectric Properties of Heat-treated Al2O3 Doped BiSbTe Alloy
Jiwon Ha, Vasudevan Rathinam, Eunha Go, Soonjik Hong
Journal of the Japan Society of Powder and Powder Metallurgy.2025; 72(Supplement): S983. CrossRef - Advancement of thermoelectric performances through the dispersion of expanded graphene on p-type BiSbTe alloys
Eun-Ha Go, Rathinam Vasudevan, Babu Madavali, Peyala Dharmaiah, Min-Woo Shin, Sung Ho Song, Soon-Jik Hong
Powder Metallurgy.2023; 66(5): 722. CrossRef - Influence of milling atmosphere on the structure and magnetic properties of mechanically alloyed Fe40Co30Ni30
Alex Abraham Paul, Anuj Rathi, Ganesh Varma Thotakura, Tanjore V. Jayaraman
Materials Chemistry and Physics.2021; 258: 123897. CrossRef - Enhancement of mechanical properties and thermoelectric performance of spark plasma sintered P-type Bismuth Telluride by powder surface oxide reduction
Ahmed A. Abdelnabi, Vickram Lakhian, Joseph R. McDermid, Yu-Chih Tseng, James S. Cotton
Journal of Alloys and Compounds.2021; 858: 157657. CrossRef - Solid solution evolution during mechanical alloying in Cu-Nb-Al compounds
Kaouther Zaara, Mahmoud Chemingui, Virgil Optasanu, Mohamed Khitouni
International Journal of Minerals, Metallurgy, and Materials.2019; 26(9): 1129. CrossRef
- Grain Size‐Dependent Thermoelectric Performances of Al2O3 Addition into BiSbTe Alloy During Heat Treatment Fabricated by Mechanical Alloying
- [Korean]
- Study on Microstructures and Hardness of STS316L Fabricated by Selective Laser Melting
- Gi Hun Shin, Joon Phil Choi, Kyung Tae Kim, Byoung Kee Kim, Ji Hun Yu
- J Korean Powder Metall Inst. 2016;24(3):210-215. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.210

- 1,330 View
- 2 Download
- 7 Citations
-
Abstract
PDF
In this study, STS316L powders prepared by gas atomization are used to manufacture bulk structures with dimensions of 10 × 10 × 10 mm3 using selective laser melting (SLM). The microstructures and hardness of the fabricated 316L stainless steel has been investigated with the laser beam overlap varied from 10% to 70%. The microstructures of the fabricated STS316L samples show a decrease in the balling and satellite of powders introducing defect in the bulk samples and the porosity caused by the gap between the molten metal pools disappearing as the overlap ratio increases, whereas a low overlap ratio results in significant balling and a large amount of isolated powders due to the increased gap between the melt pools. Furthermore, the highest value in Vickers hardness is obtained for the sample fabricated by 30% overlapped laser beams. These results show that the overlap ratio of laser beams in the SLM process should be considered as an important process parameter.
-
Citations
Citations to this article as recorded by- Fabrication and mechanical properties of Al–Si-based alloys by selective laser melting process
Yeong Seong Eom, Kyung Tae Kim, Dong Won Kim, Soo ho Jung, Jung Woo Nam, Dong Yeol Yang, Jungho Choe, Ji Hun Yu, Injoon Son
Powder Metallurgy.2021; 64(3): 198. CrossRef - Effect of laser remelting on the surface characteristics of 316L stainless steel fabricated via directed energy deposition
Seung Yeong Cho, Gwang Yong Shin, Do Sik Shim
Journal of Materials Research and Technology.2021; 15: 5814. CrossRef - Investigation on Interfacial Microstructures of Stainless Steel/Inconel Bonded by Directed Energy Deposition of alloy Powders
Yeong Seong Eom, Kyung Tae Kim, Soo-Ho Jung, Jihun Yu, Dong Yeol Yang, Jungho Choe, Chul Yong Sim, Seung Jun An
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 219. CrossRef - Influence of Powder Size on Properties of Selectively Laser-Melted- AlSi10Mg Alloys
Yeong Seong Eom, Dong Won Kim, Kyung Tae Kim, Sang Sun Yang, Jungho Choe, Injoon Son, Ji Hun Yu
Journal of Korean Powder Metallurgy Institute.2020; 27(2): 103. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef - Microstructures and Characterization of Al-Si-Mg Alloy Processed by Selective Laser Melting with Post-Heat-treatment
Gi Seung Lee, Yeong Seong Eom, Kyung Tae Kim, Byoung Kee Kim, Ji Hun Yu
Journal of Korean Powder Metallurgy Institute.2019; 26(2): 138. CrossRef - Correlation between Microstructure and Mechanical Properties of the Additive Manufactured H13 Tool Steel
Woojin An, Junhyeok Park, Jungsub Lee, Jungho Choe, Im Doo Jung, Ji-Hun Yu, Sangshik Kim, Hyokyung Sung
Korean Journal of Materials Research.2018; 28(11): 663. CrossRef
- Fabrication and mechanical properties of Al–Si-based alloys by selective laser melting process
- [Korean]
- Research Trend of Electrode Materials for Lithium Rechargeable Batteries
- Jae-won Lee, Woo-Byoung Kim
- J Korean Powder Metall Inst. 2014;21(6):473-479. Published online December 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.6.473
- 5,011 View
- 82 Download
- 7 Citations
-
PDF
-
Citations
Citations to this article as recorded by- A neuro-fuzzy system to evaluate the remaining useful life of the lithium-ion battery using the impedance spectrum in the overall range of SOCs
Min-Seong Kim, Abdul Shakoor Akram, Woojin Choi
Journal of Power Electronics.2025; 25(1): 103. CrossRef - Highly Stable and Rechargeable Lithium‐Ion Battery Using a Designed Organic PTVE‐Impregnated Porous Graphitic Carbon Composite
Ji-Won Son, Jae Seob Lee, Hyun Ho Choi, Fanglin Wu, Hong-Il Kim, Tae Ju Kang, Hyun Woo Kim, Shan Fang, Ying Liu, Jung Sang Cho, Amar Patil
International Journal of Energy Research.2025;[Epub] CrossRef - Hydrogen Reduction Behavior of NCM-based Lithium-ion Battery Cathode Materials
So-Yeong Lee, So-Yeon Lee, Dae-Hyeon Lee, Ho-Sang Sohn
journal of Korean Powder Metallurgy Institute.2024; 31(2): 163. CrossRef - Effect of Calcination Temperature on Ionic Conductivity of All-solid State Battery Electrolytes
Yu Taek Hong, Ji Min Im, Ki Sang Baek, Chan Gyu Kim, Seung Wook Baek, Jung Hyun Kim
New & Renewable Energy.2024; 20(2): 71. CrossRef - FeCO3/rGO Composites Prepared by CO2 Capture and Carbonate Conversion: Anode Material in Lithium-Ion Batteries with Enhanced Performance
Sanglim Lee, Gahwi Gu, Daeung Park, Hwiyun Im, Yongjae Lee, Junseok Moon, Weonho Shin, Hiesang Sohn
Membrane Journal.2024; 34(5): 253. CrossRef - Research Trend in Rock Salt Structured High Entropy Cathode
Minjeong Kim, Jahun Koo, Minjeong Kang, Juah Song, Chunjoong Kim
Ceramist.2022; 25(1): 90. CrossRef - Recovery of Co and Ni from Strong Acidic Solution by Cyanex 301
Yeon-Chul Cho, Ki-Hun Kim, Jae-Woo Ahn
Resources Recycling.2021; 30(6): 28. CrossRef
- A neuro-fuzzy system to evaluate the remaining useful life of the lithium-ion battery using the impedance spectrum in the overall range of SOCs
- [Korean]
- The Effect of Binder Content for the Pore Properties of Fe Foam Fabricated by Slurry Coating Process
- Jin Ho Choi, Sangsun Yang, Yang-Do Kim, Jung-Yeul Yun
- J Korean Powder Metall Inst. 2013;20(6):439-444.
- DOI: https://doi.org/10.4150/KPMI.2013.20.6.439
- 1,302 View
- 3 Download
- 7 Citations
-
Abstract
PDF
- Fe foam with above 90% porosity and 2 millimeter pore size was successfully fabricated by a slurry coating process. In this study, the binder contents were controlled to produce the Fe foam with different pore size, strut thickness and porosity. Firstly, the slurry was prepared by uniform mixing with Fe powders, distilled water and polyvinyl alcohol(PVA) as initial materials. After slurry coating on the polyurethane(PU) foam the sample was dried at 80°C. The PVA and PU foams were then removed by heating at 700°C for 3 hours. The debinded samples were subsequently sintered at 1250°C with holding time of 3 hours under hydrogen atmosphere. The three dimensional geometries of the obtained Fe foams with open cell structure were investigated using X-ray micro CT(computed tomography) as well as the pore morphology, size and phase.
-
Citations
Citations to this article as recorded by- Utilization of Iron Foam as Structured Catalyst for Fischer–Tropsch Synthesis
Yira Victoria Hurtado, Ghazal Azadi, Eduardo Lins de Barros Neto, Jean-Michel Lavoie
Fuels.2025; 6(3): 60. CrossRef - Interfacial Bonding and Abrasive Wear Behavior of Iron Matrix Composite Reinforced by Ceramic Particles
Yefei Li, Cong Li, Shuli Tang, Qiaoling Zheng, Juan Wang, Zhibo Zhang, Zhicheng Wang
Materials.2019; 12(22): 3646. CrossRef - A Fatigue Fracture Study on TDCB Aluminum Foam Specimen of Type Mode III Bonded with Adhesive
J.H. Lee, J.U. Cho
Archives of Metallurgy and Materials.2017; 62(2): 1359. CrossRef - Torsion Property of the Structure Bonded Aluminum Foam Due to Impact
G.W. Hwang, J.U. Cho
Archives of Metallurgy and Materials.2017; 62(2): 1353. CrossRef - Experimental Study On Fracture Property Of Double Cantilever Beam Specimen With Aluminum Foam
Y.C. Kim, H.K. Choi, J.U. Cho
Archives of Metallurgy and Materials.2015; 60(2): 1151. CrossRef - Experimental Study On Fracture Property Of Tapered Double Cantilever Beam Specimen With Aluminum Foam
Y.C. Kim, S.S. Kim, J.U. Cho
Archives of Metallurgy and Materials.2015; 60(2): 1459. CrossRef - The Effect of Fe and Fe2O3Powder Mixing Ratios on the Pore Properties of Fe Foam Fabricated by a Slurry Coating Process
Jin Ho Choi, Eun-Mi Jeong, Dahee Park, Sangsun Yang, Yoo-Dong Hahn, Jung-Yeul Yun
Journal of Korean Powder Metallurgy Institute.2014; 21(4): 266. CrossRef
- Utilization of Iron Foam as Structured Catalyst for Fischer–Tropsch Synthesis
- [Korean]
- Present Status and Future Prospect of Quantum Dot Technology
- H.S. Hong, K.S. Park, C.G. Lee, B.S. Kim, L.S. Kang, Y.H. Jin
- J Korean Powder Metall Inst. 2012;19(6):451-457.
- DOI: https://doi.org/10.4150/KPMI.2012.19.6.451
- 1,280 View
- 13 Download
- 7 Citations
-
Abstract
PDF
- Nowadays, research and development on quantum dot have been intensively and comprehensively pursued worldwide in proportion to concurrent breakthrough in the field of nanotechnology. At present, quantum dot technology forms the main interdisciplinary basis of energy, biological and photoelectric devices. More specifically, quantum dot semiconductor is quite noteworthy for its sub-micro size and possibility of photonic frequency modulation capability by controlling its size, which has not been possible with conventionally fabricated bulk or thin film devices. This could lead to realization of novel high performance devices. To further understand related background knowledge of semiconductor quantum dot at somewhat extensive level, a review paper is presently drafted to introduce basics of (semiconductor) quantum dot, its properties, applications, and present and future market trend and prospect.
-
Citations
Citations to this article as recorded by- Charge carrier analysis via impedance spectroscopy and the achievement of high performance in CdSe/ZnS:di-[4-(N,N-di-p-tolyl-amino)-phenyl]cyclohexane hybrid quantum dot light-emitting diodes
Dongjin Kim, Ohun Kwon, Mijin Kim, Honyeon Lee
Organic Electronics.2022; 108: 106593. CrossRef - Facile synthesis and characterization of zinc selenide nanoparticles in aqueous solution at room temperature
Hyun Seon Hong, Mi-So Kim, Eun Kyung Byun, You Lim Lee
Journal of Crystal Growth.2020; 535: 125523. CrossRef - Study on UV Opto-Electric Properties of ZnS:Mn/ZnS Core-Shell QD
Yun-Ji Lee, Ji-Min Cha, Chang-Bun Yoon, Seong-Eui Lee
Journal of the Korean Ceramic Society.2018; 55(1): 55. CrossRef - Surface Treatment Method for Long-term Stability of CdSe/ZnS Quantum Dots
Hyun-Su Park, Da-Woon Jeong, Bum-Sung Kim, So-Yeong Joo, Chan-Gi Lee, Woo-Byoung Kim
Journal of Korean Powder Metallurgy Institute.2017; 24(1): 1. CrossRef - Growth mechanism of InP and InP/ZnS synthesis using colloidal synthesis
Han wook Seo, Da-woon Jeong, Bin Lee, Seoung kyun Hyun, Bum Sung Kim
Journal of Korean Powder Metallurgy Institute.2017; 24(1): 6. CrossRef - Exact piezoelectric solution for misfitted inclusion in finite spherical matrix: Applications to quantum dot core/shell crystals
S.Y. Seo, S.S. Yoo, D. Mishra, S.-H. Park, Y.E. Pak
International Journal of Solids and Structures.2016; 94-95: 158. CrossRef - The Status of Research of Quantum dot Using 4P Analysis -Focusing on the application and convergence field of quantum technology
Na-Young Heo, Young-Joo Ko
Journal of the Korea Convergence Society.2015; 6(2): 49. CrossRef
- Charge carrier analysis via impedance spectroscopy and the achievement of high performance in CdSe/ZnS:di-[4-(N,N-di-p-tolyl-amino)-phenyl]cyclohexane hybrid quantum dot light-emitting diodes
- [Korean]
- High Temperature Oxidation Behavior of Ni based Porous Metal
- Sung-Hwan Choi, Jung-Yeul Yun, Hye-Mun Lee, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2011;18(2):122-128.
- DOI: https://doi.org/10.4150/KPMI.2011.18.2.122
- 1,169 View
- 3 Download
- 7 Citations
-
Abstract
PDF
- This study investigated the high temperature oxidation behavior of Ni-22.4%Fe-22%Cr-6%Al (wt.%) porous metal. Two types of open porous metals with different pore sizes of 30 PPI and 40 PPI (pore per inch) were used. A 24-hour TGA test was conducted at three different temperatures of 900°C, 1000°C and 1100°C. The results of the BET analysis revealed that the specific surface area increased as the pore size decreased from 30 PPI to 40 PPI. The oxidation resistance of porous metal decreased with decreasing pore size. As the temperature increased, the oxidation weight gain of the porous metal also increased. Porous metals mainly created oxides such as Al_2O_3, Cr_2O_3, NiAl_2O_4, and NiCr_2O_4. In the 40 PPI porous metal with small pore size and larger specific surface area, the depletion of stabilizing elements such as Al and Cr occurred more quickly during oxidation compared to the 30 PPI porous metal. Ni-Fe-Cr-Al porous metal's high-temperature oxidation micro-mechanism was also discussed.
-
Citations
Citations to this article as recorded by- Effect of Strut Thickness on Room and High Temperature Compressive Properties of Block-Type Ni-Cr-Al Powder Porous Metals
B.-H. Kang, M.-H. Park, K.-A. Lee
Archives of Metallurgy and Materials.2017; 62(2): 1329. CrossRef - Fabrication of metallic alloy powder (Ni3Fe) from Fe–77Ni scrap
Inseok Seo, Shun-Myung Shin, Sang-An Ha, Jei-Pil Wang
Journal of Alloys and Compounds.2016; 670: 356. CrossRef - Preparation of oxide powder by continuous oxidation process from recycled Fe-77Ni alloy scrap
J Y Yun, D H Park, G J Jung, J P Wang
IOP Conference Series: Materials Science and Engineering.2015; 103: 012026. CrossRef - Reduction of High Nickel-Based Oxide Particles Using Hydrogen Gas
Sung Ho Joo, Shun Myung Shin, Dong Ju Shin, Jei Pil Wang
Applied Mechanics and Materials.2015; 778: 148. CrossRef - Fabrication of oxide powder from Fe–46Ni alloy scrap
J.-Y. Yun, D.-W. Lee, S.-M. Shin, J.-P. Wang
Materials Research Innovations.2015; 19(sup5): S5-415. CrossRef - Evaluation of Creep Reliability of Powder Metallurgy and Cast-type Ni-based Superalloy by Using Ultrasonic Wave
Chan-Yang Choi, Jin-Hun Song, Se-Ung Oh, Chung-Seok Kim, Sook-In Kwun, Sung-Tag Oh, Chang-Yong Hyun, Jai-Won Byeon
Journal of Korean Powder Metallurgy Institute.2012; 19(3): 215. CrossRef - Effect of Sintering Temperature on the High Temperature Oxidation of Fe-Cr-Al Powder Porous Metal Manufactured by Electrospray Process
Jae-Sung Oh, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2012; 19(6): 435. CrossRef
- Effect of Strut Thickness on Room and High Temperature Compressive Properties of Block-Type Ni-Cr-Al Powder Porous Metals
- [Korean]
- Hydrogenation Behavior of Sponge Titanium
- Ji-Hwan Park, Dong-Won Lee, Jong-Ryoul Kim
- J Korean Powder Metall Inst. 2010;17(5):385-389.
- DOI: https://doi.org/10.4150/KPMI.2010.17.5.385
- 1,201 View
- 4 Download
- 7 Citations
-
Abstract
PDF
- Titanium powders have been usually produced by de-hydrogenating treatment in vacuum with titanium hydride (TiH_2) powders prepared by milling of hydrogenated sponge titanium, TiH_x. The higher stoichiometry of x in TiH_x, whose maximum value is 2, is achieved, crushing behavior is easier. TiH_x powder can be, therefore, easy to manufactured leading to obtain higher recovery factor of it. In addition, contamination of the powder can also minimized by the decrease of milling time. In this study, the hydrogenation behavior of sponge titanium was studied to find the maximum stoichiometry. The maximum stoichiometry in hydride formation of sponge titanium could be obtained at 750°C for 2 hrs leading to the formation of TiH_sim1.99 and the treating temperatures lower or higher than 750°C caused the poor stoichiometries by the low hydrogen diffusivity and un-stability of TiH_x, respectively. Such experimental behavior was compared with thermodynamically calculated one. The hydrogenated TiH_1.99 sponge was fully ball-milled under -325 Mesh and the purity of pure titanium powders obtained by de-hydrogenation was about 99.6%.
-
Citations
Citations to this article as recorded by- Effect of Ball Milling Conditions on the Microstructure and Dehydrogenation Behavior of TiH2 Powder
Ji Young Kim, Eui Seon Lee, Ji Won Choi, Youngmin Kim, Sung-Tag Oh
journal of Korean Powder Metallurgy Institute.2024; 31(2): 132. CrossRef - Study on Manufacture of High Purity TiCl4 and Synthesis of High Purity Ti Powders
Jieun Lee, Jin-Ho Yoon, Chan Gi Lee
Journal of Korean Powder Metallurgy Institute.2019; 26(4): 282. CrossRef - Effect of Heat Treatment Temperature and Atmosphere on the Microstructure of TiH2-WO3 Powder Mixtures
Han-Eol Lee, Yeon Su Kim, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2017; 24(1): 41. CrossRef - Titanizing on the surface of iron metal foam
Su-In Lee, Jung-Yeul Yun, Tae-Soo Lim, Byoung-Kee Kim, Young-Min Kong, Jei-Pil Wang, Dong-Won Lee
Thermochimica Acta.2014; 581: 87. CrossRef - Study on synthesis of Zr–Ti alloy powder using molten magnesium
D.-W. Lee, Y.-K. Baek, W.-J. Lee, J.-P. Wang
Materials Research Innovations.2013; 17(sup2): s113. CrossRef - Direct synthesis of zirconium powder by magnesium reduction
Dong-Won Lee, Jung-Yeul Yun, Sung-Won Yoon, Jei-Pil Wang
Metals and Materials International.2013; 19(3): 527. CrossRef - Synthesis of Zr-Ti Alloy Powder by Magnesium Reduction
Dong-Won Lee, Geun-Tae Park, Tae-Soo Lim, Hye-Moon Lee, Ji-Hun Yu
Journal of Korean Powder Metallurgy Institute.2011; 18(4): 359. CrossRef
- Effect of Ball Milling Conditions on the Microstructure and Dehydrogenation Behavior of TiH2 Powder
- [Korean]
- Effect of Sintering Temperature on Microstructure and Mechanical Properties for the Spark Plasma Sintered Titanium from CP-Ti Powders
- Kyeong-Sik Cho, In-Beom Song, Min-Hyeok Jang, Ji-Hye Yoon, Myung-Hoon Oh, Jae-Keun Hong, Nho-Kwang Park
- J Korean Powder Metall Inst. 2010;17(5):365-372.
- DOI: https://doi.org/10.4150/KPMI.2010.17.5.365
- 1,324 View
- 8 Download
- 7 Citations
-
Abstract
PDF
- The evolution of sinterability, microstructure and mechanical properties for the spark plasma sintered(SPS) Ti from commercial pure titanium(CP-Ti) was studied. The densification of titanium with 200 mesh and 400 mesh pass powder was achieved by SPS at 750sim1100°C under 10 MPa pressure and the flowing H_2+Ar mixed gas atmosphere. The microstructure of Ti sintered up to 800°C consisted of equiaxed grains. In contrast, the growth of large elongated grains was shown in sintered bodies at 900°C with the 400 mesh pass powder and the lamella grains microstructure had been developed by increasing sintering temperature. The Vickers hardness of 240~270 HV and biaxial strength of 320~340 MPa were found for the specimen prepared at 950°C.
-
Citations
Citations to this article as recorded by- Sintering pressure effect on the performances of near-zero thermal expansion xLFCS/Cu metal matrix composites
Chang Zhou, Hong Zhong, Hao Lu, Xuelu Pang, Congfa Zhang, Haowu Wang, Qiang Cong, Yuzhu Song, Naike Shi, Jiong Zhao, Xiangxu Meng, Jun Chen
Ceramics International.2023; 49(17): 27958. CrossRef - Spark plasma sintered Al-0.5 wt% MWCNT nanocomposite: Effect of sintering pressure on the densification behavior and multi-scale mechanical properties
Lavish K. Singh, Alok Bhadauria, Akash Oraon, Tapas Laha
Diamond and Related Materials.2019; 91: 144. CrossRef - Manufacturing and Properties of CGI-based Composite Coating Layer Utilizing a Warm Spray Process and Cu-Ga and Cu-In Mixed Powders
Min-Gwang Jeon, Myeong-Ju Lee, Hyeong-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 229. CrossRef - Effect of particle size distribution on microstructure and mechanical properties of spark-plasma-sintered titanium from CP-Ti powders
Je Ha Shon, In-Beom Song, Kyeong-Sik Cho, Yong-il Park, Jae-Keun Hong, Nho-Kwang Park, Myung-Hoon Oh
International Journal of Precision Engineering and Manufacturing.2014; 15(4): 643. CrossRef - Effects of various sintering methods on microstructure and mechanical properties of CP-Ti powder consolidations
Je-ha SHON, Jong-moon PARK, Kyeong-sik CHO, Jae-keun HONG, Nho-kwang PARK, Myung-hoon OH
Transactions of Nonferrous Metals Society of China.2014; 24: s59. CrossRef - Sintering and Rolling Behavior of Cu-50In-13Ga Ternary Alloy Powder for Sputtering Target
Dae-Won Kim, Yong-Ho Kim, Jung-Han Kim, Dae-Guen Kim, Jong-Hyeon Lee, Kwang-Bo Choi, Hyeon-Taek Son
Journal of Korean Powder Metallurgy Institute.2012; 19(4): 264. CrossRef - Effect of Heat Treatment Environment on the Properties of Cold Sprayed Cu-15 at.%Ga Coating Material for Sputtering Target
Byung-Chul Choi, Dong-Yong Park, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2011; 18(6): 552. CrossRef
- Sintering pressure effect on the performances of near-zero thermal expansion xLFCS/Cu metal matrix composites
- [English]
- Ultra-Low-Temperature (4.2 K) Tensile Properties and Deformation Mechanism of Stainless Steel 304L Manufactured by Laser Powder Bed Fusion
- Seung-Min Jeon, Young-Sang Na, Young-Kyun Kim
- J Powder Mater. 2025;32(2):95-103. Published online April 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00066

- 2,855 View
- 67 Download
- 6 Citations
-
Abstract
PDF
- This study investigated the ultra-low-temperature (4.2 K) tensile properties and deformation mechanisms of stainless steel 304L manufactured via laser powder bed fusion (LPBF). The tensile properties of LPBF 304L were compared to those of conventional 304L to assess its suitability for cryogenic applications. The results revealed that LPBF 304L exhibited a significantly higher yield strength but lower ultimate tensile strength and elongation than conventional 304L at 4.2 K. The temperature dependence of the yield strength also favored LPBF 304L. Microstructural analysis demonstrated that LPBF 304L features a high density of dislocation cells and nano-inclusions, contributing to its greater strength. Furthermore, strain-induced martensitic transformation was observed as a key deformation mechanism at cryogenic temperatures, where austenite transformed into both hexagonal-closed packed (HCP) and body-centered cubic (BCC) martensite. Notably, BCC martensite nucleation occurred within a single HCP band. These findings provide critical insights into the mechanical behavior of LPBF 304L at cryogenic temperatures and its potential for applications in extreme environments.
-
Citations
Citations to this article as recorded by- A strong and ductile nano/micro titanium carbide reinforced metastable austenitic steel at 4.2 K
Young-Kyun Kim, Sang Hun Shim, Young-Sang Na
Journal of Materials Science & Technology.2027; 278: 286. CrossRef - Extremely low-temperature tensile behavior of 316L stainless steel additively manufactured by laser powder bed fusion
Haeum Park, Heechan Jung, Min Young Sung, Young-Kyun Kim, Jaimyun Jung, Yoona Lee, Namhyun Kang, Kyung Tae Kim, Young-Sang Na, Seok Su Sohn, Jeong Min Park
Materials Science and Engineering: A.2026; 950: 149460. CrossRef - Twinning- and transformation-induced high cryogenic strength and ductility of the CoCrFeNi high-entropy alloy: Experiment and MD simulation
Yuze Wu, Zhide Li, Charlie Kong, M.W. Fu, Hailiang Yu
International Journal of Plasticity.2026; 196: 104553. CrossRef - Microstructure, cryogenic tensile and fracture behavior of laser welded Co17.5Cr12.5Fe55Ni10Mo5 complex concentrated alloy
Jae Hyuk Lee, Jeongmin Lee, Hidemi Kato, Seungkyun Yim, Dongkyoung Lee, Gian Song, Jeong Hun Lee, Dong Jun Lee, Young-Kyun Kim, Young-Sang Na, Hyoung Seop Kim, Jongun Moon, Soo-Hyun Joo
Materials Science and Engineering: A.2026; 960: 150106. CrossRef - Origin of little post-uniform elongation of 304L/310S austenitic stainless steels at extremely low temperatures
Seon-Keun Oh, Young-Kyun Kim, Young-Sang Na
Materials Science and Engineering: A.2026; 961: 150161. CrossRef - Understanding the unique appearance behavior of shear bands during tensile deformation of α-brass at 4.2 K
Seon-Keun Oh, Sang-Hun Shim, Young-Kyun Kim, Young-Sang Na
Materials Science and Engineering: A.2025; 945: 148989. CrossRef
- A strong and ductile nano/micro titanium carbide reinforced metastable austenitic steel at 4.2 K
- [English]
- A Review of Recent Developments in CoCrFeMnNi High-Entropy Alloys Processed by Powder Metallurgy
- Cheenepalli Nagarjuna, Sheetal Kumar Dewangan, Hansung Lee, Eunhyo Song, K. Raja Rao, Byungmin Ahn
- J Powder Mater. 2025;32(2):145-164. Published online April 30, 2025
- DOI: https://doi.org/10.4150/jpm.2024.00430
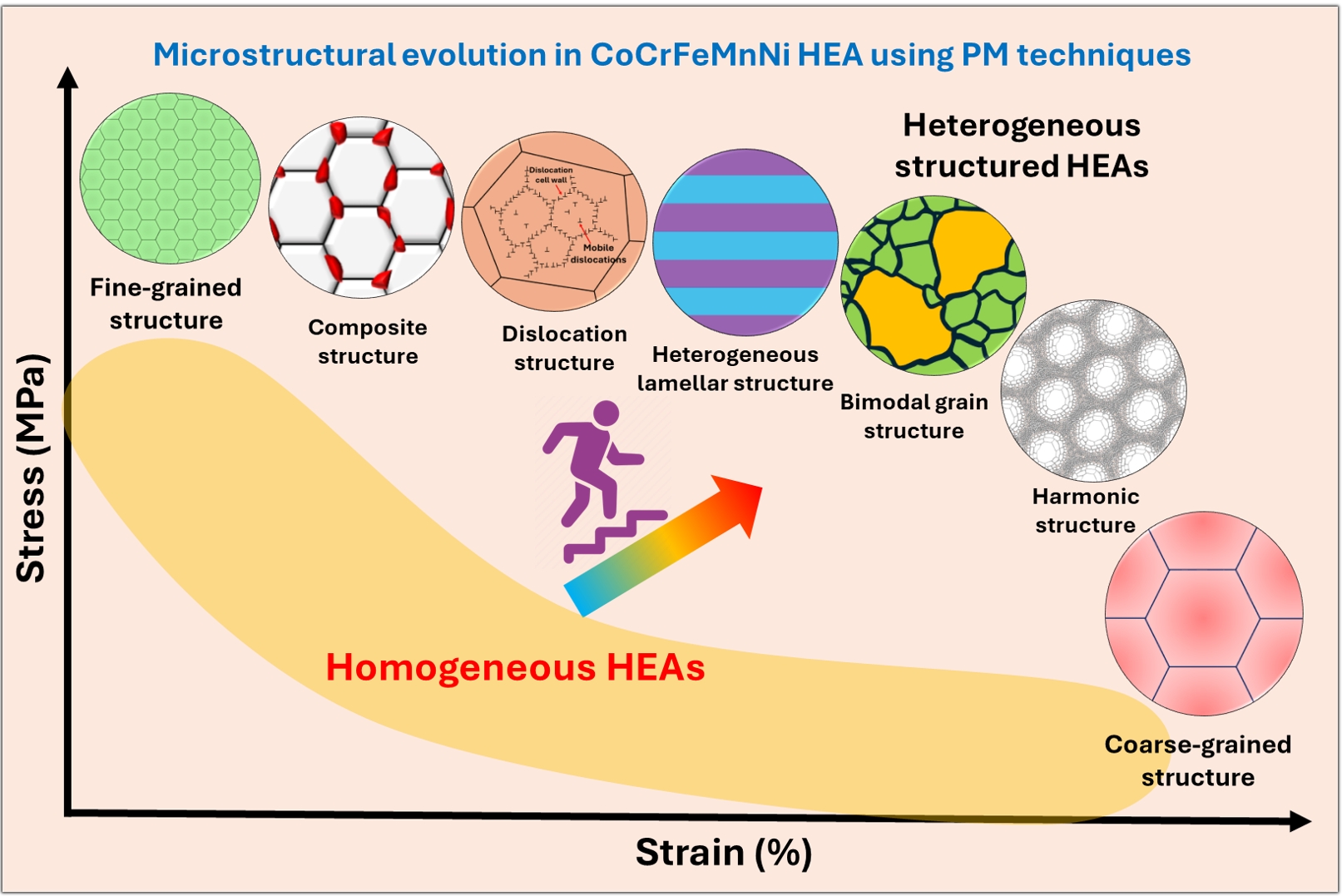
- 6,438 View
- 157 Download
- 6 Citations
-
Abstract
PDF
- In recent years, high-entropy alloys (HEAs) have attracted considerable attention in materials engineering due to their unique phase stability and mechanical properties compared to conventional alloys. Since the inception of HEAs, CoCrFeMnNi alloys have been widely investigated due to their outstanding strength and fracture toughness at cryogenic temperatures. However, their lower yield strength at room temperature limits their structural applications. The mechanical properties of HEAs are greatly influenced by their processing methods and microstructural features. Unlike traditional melting techniques, powder metallurgy (PM) provides a unique opportunity to produce HEAs with nanocrystalline structures and uniform compositions. The current review explores recent advances in optimizing the microstructural characteristics in CoCrFeMnNi HEAs by using PM techniques to improve mechanical performance. The most promising strategies include grain refinement, dispersion strengthening, and the development of heterogeneous microstructures (e.g., harmonic, bimodal, and multi-metal lamellar structures). Thermomechanical treatments along with additive manufacturing techniques are also summarized. Additionally, the review addresses current challenges and suggests future research directions for designing advanced HEAs through PM techniques.
-
Citations
Citations to this article as recorded by- Effect of annealing temperature on thermal expansion and cryogenic mechanical properties of low-thermal-expansion Co22.2Cr6.2Fe48.8Ni17.8Cu5.0 medium-entropy alloy
Wooyoung Lee, Munsu Choi, Sungwook Kim, Dae-Kyeom Kim, Myungsuk Song, Taek-Soo Kim, Jungwan Lee, Hyoung Seop Kim, Hyunjoo Choi, Soo-Hyun Joo
Materials Science and Engineering: A.2026; 954: 149811. CrossRef - Structural and mechanical characteristics of high-entropy CoCrFeMnNi alloys manufactured by vacuum induction melting
V. K. Drobyshev, I. A. Panchenko, S. V. Konovalov, E. M. Zapolskaya
Russian Physics Journal.2026;[Epub] CrossRef - Sustainable powder metallurgy route to Densify oxide-derived CoCrFeNi high-entropy alloy
Taehyeob Im, Minjong Kim, Gertrude Mugwe Mongella, Nelson Bayi, Caroline Sunyong Lee
Materials Today Sustainability.2026; 34: 101330. CrossRef - Ultrasonic Nanocrystal Surface Modification of 3D Interconnected Heterostructured Complex Concentrated Alloys Produced by Liquid Metal Dealloying: Microstructural Evolution and Wear Behavior
Jumi Choi, Yeji Kim, Munsu Choi, Jae Hyuk Lee, Dong Jun Lee, Auezhan Amanov, Soo-Hyun Joo, Hyoung Seop Kim
Journal of Powder Materials.2026; 33(2): 91. CrossRef - Fabrication, application, and phase formation rules in high-entropy alloys
Milad Sakkaki, Vahid Pouyafar, Ramin Meshkabadi, Mehdi Shahedi Asl
Journal of Materials Science.2026; 61(27): 19161. CrossRef - Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
Nguyen Lam Khoa, Nguyen Duy Khanh, Hoang Thi Ngoc Quyen, Nguyen Thi Hoang, Oanh, Le Hong Thang, Nguyen Hoa Khiem, Nguyen Hoang Viet
Journal of Powder Materials.2025; 32(3): 191. CrossRef
- Effect of annealing temperature on thermal expansion and cryogenic mechanical properties of low-thermal-expansion Co22.2Cr6.2Fe48.8Ni17.8Cu5.0 medium-entropy alloy
- [English]
- Recent Advances in Thermoelectric Materials and Devices: Improving Power Generation Performance
- Momanyi Amos Okirigiti, Cheol Min Kim, Hyejeong Choi, Nagamalleswara Rao Alluri, Kwi-Il Park
- J Powder Mater. 2025;32(1):1-15. Published online February 28, 2025
- DOI: https://doi.org/10.4150/jpm.2024.00395
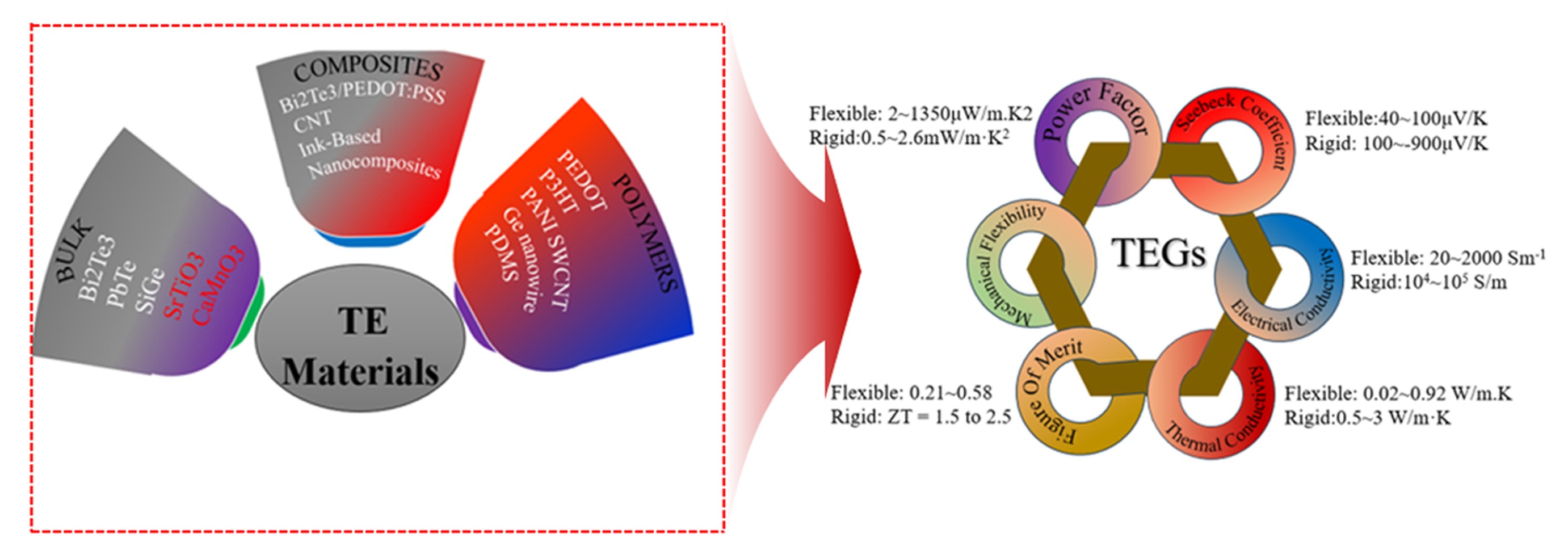
- 11,306 View
- 259 Download
- 6 Citations
-
Abstract
PDF
- Thermoelectric materials have been the focus of extensive research interest in recent years due to their potential in clean power generation from waste heat. Their conversion efficiency is primarily reflected by the dimensionless figure of merit, with higher values indicating better performance. There is a pressing need to discover materials that increase output power and improve performance, from the material level to device fabrication. This review provides a comprehensive analysis of recent advancements, such as Bi2Te3-based nanostructures that reduce thermal conductivity while maintaining electrical conductivity, GeTe-based high entropy alloys that utilize multiple elements for improved thermoelectric properties, porous metal-organic frameworks offering tunable structures, and organic/hybrid films that present low-cost, flexible solutions. Innovations in thermoelectric generator designs, such as asymmetrical geometries, segmented modules, and flexible devices, have further contributed to increased efficiency and output power. Together, these developments are paving the way for more effective thermoelectric technologies in sustainable energy generation.
-
Citations
Citations to this article as recorded by- State-of-the-art research in conducting polymer thermoelectric composites: Design strategies, doping innovations, and emerging technologies
Vilakshana Acharya, Shivani Verma, Seema Gupta, Gaurav Pandey, Aanchal Sethi, Pooja Rawat
Journal of Applied Physics.2026;[Epub] CrossRef - Mathematical and simulation modeling of photovoltaic systems utilizing thermoelectric modules for effective thermal management
Muhammad Sohaib Tahir, Xue Dong, Muhammad Mansoor Khan
Results in Engineering.2025; 27: 106344. CrossRef - Summary of Publications in the Special Issue: Advances in Corrosion Resistant Coatings
Yong X. Gan
Coatings.2025; 15(11): 1350. CrossRef - Standard Reference Thermoelectric Modules Based on Metallic Combinations and Geometric Design
EunA Koo, Hanhwi Jang, SuDong Park, Sang Hyun Park, Sae-byul Kang
Applied Sciences.2025; 15(18): 10273. CrossRef - Research Trends in Magneto-Mechano-Electric (MME) Energy Harvesting Devices
So Ie Jeong, Geon-Tae Hwang
Journal of Powder Materials.2025; 32(6): 529. CrossRef - Transient In-Situ Identification of Thermal Parameters in Commercial Thermoelectric Modules using Transfer-Function Models
Gurum Ahmad Pauzi, Irfan Alfiansyah, Agus Riyanto, Donni Kis Apriyanto, Yanti Yulianti, Warsito Warsito
Jurnal Ilmiah Pendidikan Fisika Al-Biruni.2025; 14(2): 187. CrossRef
- State-of-the-art research in conducting polymer thermoelectric composites: Design strategies, doping innovations, and emerging technologies
- [English]
- Advances in Powder Metallurgy for High-Entropy Alloys
- Sheetal Kumar Dewangan, Cheenepalli Nagarjuna, Hansung Lee, K. Raja Rao, Man Mohan, Reliance Jain, Byungmin Ahn
- J Powder Mater. 2024;31(6):480-492. Published online December 31, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00297
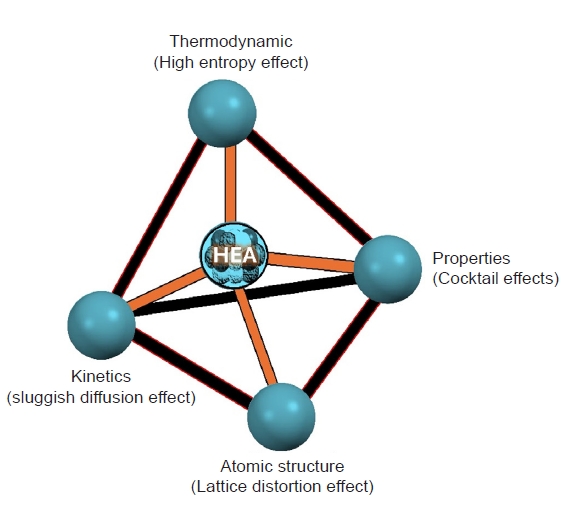
- 7,874 View
- 194 Download
- 6 Citations
-
Abstract
PDF
- High-entropy alloys (HEAs) represent a revolutionary class of materials characterized by their multi-principal element compositions and exceptional mechanical properties. Powder metallurgy, a versatile and cost-effective manufacturing process, offers significant advantages for the development of HEAs, including precise control over their composition, microstructure, and mechanical properties. This review explores innovative approaches integrating powder metallurgy techniques in the synthesis and optimization of HEAs. Key advances in powder production, sintering methods, and additive manufacturing are examined, highlighting their roles in improving the performance, advancement, and applicability of HEAs. The review also discusses the mechanical properties, potential industrial applications, and future trends in the field, providing a comprehensive overview of the current state and future prospects of HEA development using powder metallurgy.
-
Citations
Citations to this article as recorded by- Effect of Pressure and Temperature on the Microstructure and Vickers Microhardness of the CoCrFeMnNiAl1.5 Alloy During Conventional Sintering and High-Frequency Induction Sintering
Leonardo Baylón García, José Manuel Mendoza Duarte, Ivanovich Estrada Guel, Audel Santos Beltrán, Hansel Manuel Medrano Prieto, Gustavo Rodríguez Cabriales, Enrique Rocha Rangel, José Luis Hernández Rivera, Roberto Martínez Sánchez, Alfredo Martínez Garcí
Coatings.2026; 16(3): 275. CrossRef - Sustainable powder metallurgy route to Densify oxide-derived CoCrFeNi high-entropy alloy
Taehyeob Im, Minjong Kim, Gertrude Mugwe Mongella, Nelson Bayi, Caroline Sunyong Lee
Materials Today Sustainability.2026; 34: 101330. CrossRef - Review on the impact of processing routes and external factors on phase formation and tribological properties of CoCrFeMnNi HEAs
Rituraj Chandrakar, Om Prakash, Anil Kumar, Ankur Jaiswal, Manish Kumar
Emergent Materials.2026;[Epub] CrossRef - Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
Eunhyo Song, Hansung Lee, Byungmin Ahn
Journal of Powder Materials.2025; 32(3): 254. CrossRef - Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
Nguyen Lam Khoa, Nguyen Duy Khanh, Hoang Thi Ngoc Quyen, Nguyen Thi Hoang, Oanh, Le Hong Thang, Nguyen Hoa Khiem, Nguyen Hoang Viet
Journal of Powder Materials.2025; 32(3): 191. CrossRef - Latest Advancements and Mechanistic Insights into High-Entropy Alloys: Design, Properties and Applications
Anthoula Poulia, Alexander E. Karantzalis
Materials.2025; 18(24): 5616. CrossRef
- Effect of Pressure and Temperature on the Microstructure and Vickers Microhardness of the CoCrFeMnNiAl1.5 Alloy During Conventional Sintering and High-Frequency Induction Sintering
- [English]
- Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
- Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
- J Powder Mater. 2024;31(1):8-15. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.8
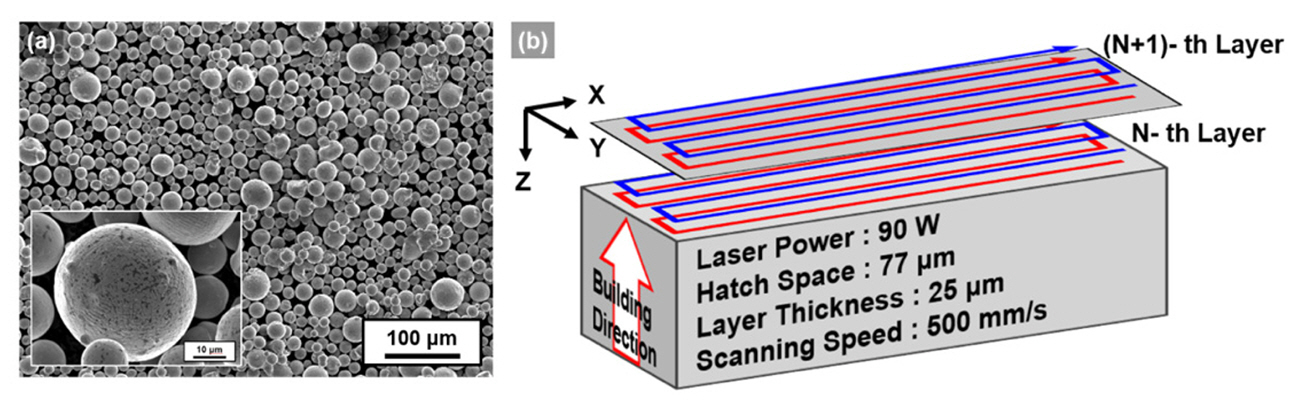
- 5,543 View
- 146 Download
- 6 Citations
-
Abstract
PDF
The emergence of ferrous-medium entropy alloys (FeMEAs) with excellent tensile properties represents a potential direction for designing alloys based on metastable engineering. In this study, an FeMEA is successfully fabricated using laser powder bed fusion (LPBF), a metal additive manufacturing technology. Tensile tests are conducted on the LPBF-processed FeMEA at room temperature and cryogenic temperatures (77 K). At 77 K, the LPBF-processed FeMEA exhibits high yield strength and excellent ultimate tensile strength through active deformation-induced martensitic transformation. Furthermore, due to the low stability of the face-centered cubic (FCC) phase of the LPBF-processed FeMEA based on nano-scale solute heterogeneity, stress-induced martensitic transformation occurs, accompanied by the appearance of a yield point phenomenon during cryogenic tensile deformation. This study elucidates the origin of the yield point phenomenon and deformation behavior of the FeMEA at 77 K.
-
Citations
Citations to this article as recorded by- Stronger weld than base metal in face-centered cubic alloy through multi-scale heterogeneity
Yoona Lee, Sangwon Park, Dongwon Shin, Marcia Myung Hye Ahn, Wei Xiong, Nokeun Park, Hyoung Seop Kim, Je In Lee, Wookjin Lee, Yoon Suk Choi, Jeong Min Park, Namhyun Kang
Materials Research Letters.2026; 14(4): 386. CrossRef - Tensile behavior at cryogenic temperatures of Al 7075 + 1.8%wt Zr alloy processed by L-PBF
Gabrielle Tiphéne, Nicolas Nothomb, Marie-Noëlle Avettand-Fénoël, Aude Simar
Materials Science and Engineering: A.2026; 966: 150364. CrossRef - Effect of Building Orientation on Tensile Properties of Hastelloy X alloy Manufactured by Laser Powder Bed Fusion
Seong-June Youn, GooWon Noh, Seok Su Sohn, Young-Sang Na, Young-Kyun Kim
Journal of Powder Materials.2025; 32(2): 130. CrossRef - Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
Nguyen Lam Khoa, Nguyen Duy Khanh, Hoang Thi Ngoc Quyen, Nguyen Thi Hoang, Oanh, Le Hong Thang, Nguyen Hoa Khiem, Nguyen Hoang Viet
Journal of Powder Materials.2025; 32(3): 191. CrossRef - Cryogenic tensile behavior of carbon-doped CoCrFeMnNi high-entropy alloys additively manufactured by laser powder bed fusion
Haeum Park, Hyeonseok Kwon, Kyung Tae Kim, Ji-Hun Yu, Jungho Choe, Hyokyung Sung, Hyoung Seop Kim, Jung Gi Kim, Jeong Min Park
Additive Manufacturing.2024; 86: 104223. CrossRef - Recent progress in high-entropy alloys for laser powder bed fusion: Design, processing, microstructure, and performance
Asker Jarlöv, Zhiguang Zhu, Weiming Ji, Shubo Gao, Zhiheng Hu, Priyanka Vivegananthan, Yujia Tian, Devesh Raju Kripalani, Haiyang Fan, Hang Li Seet, Changjun Han, Liming Tan, Feng Liu, Mui Ling Sharon Nai, Kun Zhou
Materials Science and Engineering: R: Reports.2024; 161: 100834. CrossRef
- Stronger weld than base metal in face-centered cubic alloy through multi-scale heterogeneity
- [Korean]
- Effect of Bulk Shape on Mechanical Properties of Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion
- Haeum Park, Yeon Woo Kim, Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Jung Gi Kim, Jeong Min Park
- J Powder Mater. 2023;30(2):140-145. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.140
- 3,015 View
- 36 Download
- 6 Citations
-
Abstract
PDF
Although the Ti–6Al–4V alloy has been used in the aircraft industry owing to its excellent mechanical properties and low density, the low formability of the alloy hinders broadening its applications. Recently, laser-powder bed fusion (L-PBF) has become a novel process for overcoming the limitations of the alloy (i.e., low formability), owing to the high degree of design freedom for the geometry of products having outstanding performance used in hightech applications. In this study, to investigate the effect of bulk shape on the microstructure and mechanical properties of L-PBFed Ti-6Al-4V alloys, two types of samples are fabricated using L-PBF: thick and thin samples. The thick sample exhibits lower strength and higher ductility than the thin sample owing to the larger grain size and lower residual dislocation density of the thick sample because of the heat input during the L-PBF process.
-
Citations
Citations to this article as recorded by- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
journal of Korean Powder Metallurgy Institute.2024; 31(1): 8. CrossRef - Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
Gargi Roy, Raj Narayan Hajra, Woo Hyeok Kim, Jongwon Lee, Sangwoo Kim, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(1): 1. CrossRef - Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
journal of Korean Powder Metallurgy Institute.2024; 31(2): 137. CrossRef - A Parametric Study on the L-PBF Process of an AlSi10Mg Alloy for High-Speed Productivity of Automotive Prototype Parts
Yeonha Chang, Hyomoon Joo, Wanghyun Yong, Yeongcheol Jo, Seongjin Kim, Hanjae Kim, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park
Journal of Powder Materials.2024; 31(5): 390. CrossRef - High-speed manufacturing-driven strength-ductility improvement of H13 tool steel fabricated by selective laser melting
Yeon Woo Kim, Haeum Park, Young Seong Eom, Dong Gill Ahn, Kyung Tae Kim, Ji-hun Yu, Yoon Suk Choi, Jeong Min Park
Powder Metallurgy.2023; 66(5): 582. CrossRef
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- [English]
- Effect of Oxidation Behavior of (Nd,Dy)-Fe-B Magnet on Heavy Rare Earth Extraction Process
- Sangmin Park, Sun-Woo Nam, Sang-Hoon Lee, Myung-Suk Song, Taek-Soo Kim
- J Korean Powder Metall Inst. 2021;28(2):91-96. Published online April 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.2.91

- 2,348 View
- 23 Download
- 6 Citations
-
Abstract
PDF
Rare earth magnets with excellent magnetic properties are indispensable in the electric device, wind turbine, and e-mobility industries. The demand for the development of eco-friendly recycling techniques has increased to realize sustainable green technology, and the supply of rare earth resources, which are critical for the production of permanent magnets, are limited. Liquid metal extraction (LME), which is a type of pyrometallurgical recycling, is known to selectively extract the metal forms of rare earth elements. Although several studies have been carried out on the formation of intermetallic compounds and oxides, the effect of oxide formation on the extraction efficiency in the LME process remains unknown. In this study, microstructural and phase analyses are conducted to confirm the oxidation behavior of magnets pulverized by a jaw crusher. The LME process is performed with pulverized scrap, and extraction percentages are calculated to confirm the effect of the oxide phases on the extraction of Dy during the reaction. During the LME p rocess, Nd i s completely e xtracted a fter 6 h, w hile D y remains as D y2Fe17 and Dy-oxide. Because the decomposition rate of Dy2Fe17 is faster than the reduction rate of Dy-oxide, the importance of controlling Dy-oxide on Dy extraction is confirmed.
-
Citations
Citations to this article as recorded by- Manipulation of reactivity based on metallic adsorption in magnesium alloy scraps for rare-earth recycling by liquid metal extraction
Sangmin Park, Yoonhyung Keum, Jaeyun Jeong, Seunghun Cha, Ju-Young Cho, Hyunchul Kim, Jiseong Lee, Taek-Soo Kim, Dae-Kyeom Kim, Myungsuk Song
Journal of Alloys and Compounds.2025; 1022: 178711. CrossRef - A Review of the Current Progress in High-Temperature Recycling Strategies for Recovery of Rare-Earth Elements from Magnet Waste
Ali Zakeri, Leili Tafaghodi
Journal of Sustainable Metallurgy.2025; 11(1): 88. CrossRef - Selective growth of Nb–Fe–B intermetallic compounds for the direct separation of rare earths based on manipulating liquation
Sangmin Park, Jaeyun Jeong, Seunghun Cha, Yoonhyung Keum, Ju-Young Cho, Hyungbeen Park, Taek-Soo Kim, Dae-Kyeom Kim, Myungsuk Song
Materials Today Sustainability.2024; 28: 101042. CrossRef - Separation and recovery Nd and Dy from Mg-REEs alloy by vacuum distillation
Sangmin Park, Dae-Kyeom Kim, Jaeyun Jeong, Jae Hong Shin, Yujin Kang, Rongyu Liu, Taek-Soo Kim, Myungsuk Song
Journal of Alloys and Compounds.2023; 967: 171775. CrossRef - The Supported Boro-Additive Effect for the Selective Recovery of Dy Elements from Rare-Earth-Elements-Based Magnets
Sangmin Park, Dae-Kyeom Kim, Javid Hussain, Myungsuk Song, Taek-Soo Kim
Materials.2022; 15(9): 3032. CrossRef - Influence of Dysprosium Compounds on the Extraction Behavior of Dy from Nd-Dy-Fe-B Magnet Using Liquid Magnesium
Sun-Woo Nam, Sang-Min Park, Mohammad Zarar Rasheed, Myung-Suk Song, Do-Hyang Kim, Taek-Soo Kim
Metals.2021; 11(9): 1345. CrossRef
- Manipulation of reactivity based on metallic adsorption in magnesium alloy scraps for rare-earth recycling by liquid metal extraction
- [Korean]
- Recent Progress in Flexible Energy Harvesting Devices based on Piezoelectric Nanomaterials
- Kwi-Il Park
- J Korean Powder Metall Inst. 2018;25(3):263-272. Published online June 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.3.263
- 1,800 View
- 7 Download
- 6 Citations
-
Abstract
PDF
Recent developments in the field of energy harvesting technology that convert ambient energy resources into electricity enable the use of self-powered energy systems in wearable and portable electronic devices without the need for additional external power sources. In particular, piezoelectric-effect-based flexible energy harvesters have drawn much attention because they can guarantee power generation from ubiquitous mechanical and vibrational movements. In response to demand for sustainable, permanent, and remote use of real-life personal electronics, many research groups have investigated flexible piezoelectric energy harvesters (f-PEHs) that employ nanoscaled piezoelectric materials such as nanowires, nanoparticles, nanofibers, and nanotubes. In those attempts, they have proven the feasibility of energy harvesting from tiny periodic mechanical deformations and energy utilization of f-PEH in commercial electronic devices. This review paper provides a brief overview of f-PEH devices based on piezoelectric nanomaterials and summarizes the development history, output performance, and applications.
-
Citations
Citations to this article as recorded by- A Self-Powered Cationic Microfiber-Based Triboelectric Air Filter for High-Speed Particulate Matter Removal and Smart Monitoring
Tae-hyung Kim, Jin-Kyeom Kim
Journal of Powder Materials.2025; 32(6): 481. CrossRef - Development and Characterization of Hafnium-Doped BaTiO3 Nanoparticle-Based Flexible Piezoelectric Devices
HakSu Jang, Hyeon Jun Park, Gwang Hyeon Kim, Gyoung-Ja Lee, Jae-Hoon Ji, Donghun Lee, Young Hwa Jung, Min-Ku Lee, Changyeon Baek, Kwi-Il Park
JOURNAL OF SENSOR SCIENCE AND TECHNOLOGY.2024; 33(1): 34. CrossRef - Enhanced Piezoelectric Performance of Composite Fibers Based on Lead-Free BCTZ Ceramics and P(VDF-TrFE) Piezopolymer for Self-Powered Wearable Sensors
Sung Cheol Park, Chaeyoung Nam, Changyeon Baek, Min-Ku Lee, Gyoung-Ja Lee, Kwi-Il Park
ACS Sustainable Chemistry & Engineering.2022; 10(43): 14370. CrossRef - A Comparison Study of Output Performance of Organic-Inorganic Piezoelectric Nanocomposite Made of Piezoelectric/Non-piezoelectric Polymers and BaTiO3 Nanoparticles
Dong Yeol Hyeon, Kwi-Il Park
Journal of Korean Powder Metallurgy Institute.2019; 26(2): 119. CrossRef - Piezoelectric Flexible Energy Harvester Based on BaTiO3 Thin Film Enabled by Exfoliating the Mica Substrate
Dong Yeol Hyeon, Kwi-Il Park
Energy Technology.2019;[Epub] CrossRef - Piezoelectric Energy Harvesting from Two-Dimensional Boron Nitride Nanoflakes
Gyoung-Ja Lee, Min-Ku Lee, Jin-Ju Park, Dong Yeol Hyeon, Chang Kyu Jeong, Kwi-Il Park
ACS Applied Materials & Interfaces.2019; 11(41): 37920. CrossRef
- A Self-Powered Cationic Microfiber-Based Triboelectric Air Filter for High-Speed Particulate Matter Removal and Smart Monitoring
- [Korean]
- Effect of Milling Time and Addition of PCA on Austenite Stability of Fe-7%Mn Alloy
- Seung-Jin Oh, In-Jin Shon, Seok-Jae Lee
- J Korean Powder Metall Inst. 2018;25(2):126-131. Published online April 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.2.126
- 1,059 View
- 9 Download
- 6 Citations
-
Abstract
PDF
In the present study, we investigate the effects of milling time and the addition of a process control agent (PCA) on the austenite stability of a nanocrystalline Fe-7%Mn alloy by XRD analysis and micrograph observation. Nanocrystalline Fe-7%Mn alloys samples are successfully fabricated by spark plasma sintering. The crystallite size of ball-milled powder and the volume fraction of austenite in the sintered sample are calculated using XRD analysis. Changes in the shape and structure of alloyed powder according to milling conditions are observed through FE-SEM. It is found that the crystallite size is reduced with increasing milling time and amount of PCA addition due to the variation in the balance between the cold-welding and fracturing processes. As a result, the austenite stability increased, resulting in an exceptionally high volume fraction of austenite retained at room temperature.
-
Citations
Citations to this article as recorded by- Influence of Ta Addition on Austenite Stability and Strain-Induced Martensite Transformation in Sintered Fe-7Mn Alloy
Seunghyeok Choi, Sungjin Kim, Junho Lee, Seok-Jae Lee
Journal of Powder Materials.2026; 33(2): 119. CrossRef - Effects of mechanical milling on microstructure and mechanical properties of CrMnFeCoNi high-entropy alloy fabricated via spark plasma sintering
Seonghyun Park, Sang-Hwa Lee, Eunjoo Shin, Seok-Jae Lee, Jae-Gil Jung
Journal of Materials Research and Technology.2025; 39: 4854. CrossRef - Effect of Cooling Rate on Microstructure and Hardness during Solution Treatment and Aging Process of Ti-6Al-4V Alloy for Aerospace Components
Seongji Seo, Hojoon Choi, Geeyoung Lee, Kee-Ahn Lee, Jeongho Han, Minsu Jung
Journal of Materials Engineering and Performance.2021; 30(5): 3406. CrossRef - Development of Fe-Mn-based Hybrid Materials Containing Nano-scale Oxides by a Powder Metallurgical Route
Jonggyu Jeon, Jungjoon Kim, Hyunjoo Choi
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 203. CrossRef - Austenite Stability of Sintered Fe-based Alloy
Seunggyu Choi, Namhyuk Seo, Junhyub Jun, Seung Bae Son, Seok-Jae Lee
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 414. CrossRef - Austenite Stability of Nanocrystalline FeMnNiC Alloy
Seung-Jin Oh, Junhyub Jeon, In-Jin Shon, Seok-Jae Lee
Journal of Korean Powder Metallurgy Institute.2019; 26(5): 389. CrossRef
- Influence of Ta Addition on Austenite Stability and Strain-Induced Martensite Transformation in Sintered Fe-7Mn Alloy
- [Korean]
- Effect of Diamond Particle Size on the Thermal Shock Property of High Pressure High Temperature Sintered Polycrystalline Diamond Compact
- Ji-Won Kim, Min-Seok Baek, Hee-Sub Park, Jin-Hyeon Cho, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2016;23(5):364-371. Published online October 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.5.364

- 1,532 View
- 14 Download
- 6 Citations
-
Abstract
PDF
This study investigates the thermal shock property of a polycrystalline diamond compact (PDC) produced by a high-pressure, high-temperature (HPHT) sintering process. Three kinds of PDCs are manufactured by the HPHT sintering process using different particle sizes of the initial diamond powders: 8-16 μm (D50 = 4.3 μm), 10-20 μm (D50 = 6.92 μm), and 12-22 μm (D50 = 8.94 μm). The microstructure observation results for the manufactured PDCs reveal that elemental Co and W are present along the interface of the diamond particles. The fractions of Co and WC in the PDC increase as the initial particle size decreases. The manufactured PDCs are subjected to thermal shock tests at two temperatures of 780°C and 830°C. The results reveal that the PDC with a smaller particle size of diamond easily produces microscale thermal cracks. This is mainly because of the abundant presence of Co and WC phases along the diamond interface and the easy formation of Co-based (CoO, Co3O4) and W-based (WO2) oxides in the PDC using smaller diamond particles. The microstructural factors for controlling the thermal shock property of PDC material are also discussed.
-
Citations
Citations to this article as recorded by- From abrasion to spallation: Stress-dependent transition of wear mechanisms in polycrystalline diamond governed by grain architecture
Di Xu, Lifen Deng, Xiwei Cui, Shuai Hou, Jialin Li, Xiaoling Li, Nan Jiang
Diamond and Related Materials.2026; 163: 113417. CrossRef - Effects of initial diamond particle size on the comprehensive mechanical properties of PDC
Xueqi Wang, Jianbo Tu, Baochang Liu
Ceramics International.2025; 51(8): 10433. CrossRef - High-impact-resistant polycrystalline diamond compact cutters with double working layers
Xueqi Wang, Jianbo Tu, Baochang Liu
Diamond and Related Materials.2025; 152: 111906. CrossRef - The Influence of the Binder Phase on the Properties of High-Pressure Sintered Diamond Polycrystals or Composites for Cutting Tool Applications
Lucyna Jaworska
Materials.2025; 18(3): 634. CrossRef - HPHT sintering and performance investigation of PDC with different interfacial geometry substrates for trimodal diamond particle size
Jianbo Tu, Xueqi Wang, Haibo Zhang, Baochang Liu
Ceramics International.2024; 50(11): 19074. CrossRef - HPHT sintering and performance investigation of PDC with high stacking density by dual particle size diamond formulations
Jianbo Tu, Xueqi Wang, Baochang Liu
International Journal of Refractory Metals and Hard Materials.2024; 124: 106802. CrossRef
- From abrasion to spallation: Stress-dependent transition of wear mechanisms in polycrystalline diamond governed by grain architecture
- [Korean]
- Investigation on the Thermoelectric Properties of Bismuth Telluride Matrix Composites by Addition of Graphene Oxide Powders
- Kyung Tae Kim, Taesik Min, Dong Won Kim
- J Korean Powder Metall Inst. 2016;23(4):263-269. Published online August 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.4.263
- 1,118 View
- 1 Download
- 6 Citations
-
Abstract
PDF
Graphene oxide (GO) powder processed by Hummer's method is mixed with p-type Bi2Te3 based thermoelectric materials by a high-energy ball milling process. The synthesized GO-dispersed p-type Bi2Te3 composite powder has a composition of Bi0.5Sb1.5Te3 (BSbT), and the powder is consolidated into composites with different contents of GO powder by using the spark plasma sintering (SPS) process. It is found that the addition of GO powder significantly decreases the thermal conductivity of the pure BSbT material through active phonon scattering at the newly formed interfaces. In addition, the electrical properties of the GO/BSbT composites are degraded by the addition of GO powder except in the case of the 0.1 wt% GO/BSbT composite. It is found that defects on the surface of GO powder hinder the electrical transport properties. As a result, the maximum thermoelectric performance (ZT value of 0.91) is achieved from the 0.1% GO/BSbT composite at 398 K. These results indicate that introducing GO powder into thermoelectric materials is a promising method to achieve enhanced thermoelectric performance due to the reduction in thermal conductivity.
-
Citations
Citations to this article as recorded by- Nanocomposite Strategy toward Enhanced Thermoelectric Performance in Bismuth Telluride
Hua‐Lu Zhuang, Jincheng Yu, Jing‐Feng Li
Small Science.2025;[Epub] CrossRef - Exploring Thermoelectric Transport Properties and Band Parameters of n-Type Bi2-xSbxTe3 Compounds Using the Single Parabolic Band Model
Linh Ba Vu, Soo-ho Jung, Jinhee Bae, Jong Min Park, Kyung Tae Kim, Injoon Son, Seungki Jo
journal of Korean Powder Metallurgy Institute.2024; 31(2): 119. CrossRef - Enhancing Electrical Properties of N-type Bismuth Telluride Alloys through Graphene Oxide Incorporation in Extrusion 3D Printing
Jinhee Bae, Seungki Jo, Kyung Tae Kim
journal of Korean Powder Metallurgy Institute.2023; 30(4): 318. CrossRef - Advancement of thermoelectric performances through the dispersion of expanded graphene on p-type BiSbTe alloys
Eun-Ha Go, Rathinam Vasudevan, Babu Madavali, Peyala Dharmaiah, Min-Woo Shin, Sung Ho Song, Soon-Jik Hong
Powder Metallurgy.2023; 66(5): 722. CrossRef - The role of edge-oxidized graphene to improve the thermopower of p-type bismuth telluride-based thick films
Young Min Cho, Kyung Tae Kim, Gi Seung Lee, Soo Hyung Kim
Applied Surface Science.2019; 476: 533. CrossRef - The Preparation and Growth Mechanism of the Recovered Bi2Te3 Particles with Respect to Surfactants
Hyeongsub So, Eunpil Song, Yong-Ho Choa, Kun-Jae Lee
Journal of Korean Powder Metallurgy Institute.2017; 24(2): 141. CrossRef
- Nanocomposite Strategy toward Enhanced Thermoelectric Performance in Bismuth Telluride
- [English]
- Research Trend of Additive Manufacturing Technology
- Hanshin Choi, Jong Min Byun, Wonsik Lee, Su-Ryong Bang, Young Do Kim
- J Korean Powder Metall Inst. 2016;23(2):149-169. Published online April 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.2.149

- 3,683 View
- 11 Download
- 6 Citations
-
Abstract
PDF
Additive manufacturing (AM) is defined as the manufacture of three-dimensional tangible products by additively consolidating two-dimensional patterns layer by layer. In this review, we introduce four fundamental conceptual pillars that support AM technology: the bottom-up manufacturing factor, computer-aided manufacturing factor, distributed manufacturing factor, and eliminated manufacturing factor. All the conceptual factors work together; however, business strategy and technology optimization will vary according to the main factor that we emphasize. In parallel to the manufacturing paradigm shift toward mass personalization, manufacturing industrial ecology evolves to achieve competitiveness in economics of scope. AM technology is indeed a potent candidate manufacturing technology for satisfying volatile and customized markets. From the viewpoint of the innovation technology adoption cycle, various pros and cons of AM technology themselves prove that it is an innovative technology, in particular a disruptive innovation in manufacturing technology, as powder technology was when ingot metallurgy was dominant. Chasms related to the AM technology adoption cycle and efforts to cross the chasms are considered.
-
Citations
Citations to this article as recorded by- Enabling overhang fabrication in directed energy deposition using removable supports: Thermal behavior and down-skin surface formation
Bit-na Yun, Ki-Yong Lee, Kwang-Yong Shin, Do-Sik Shim
Journal of Materials Research and Technology.2026; 42: 8270. CrossRef - Extremely low temperature mechanical behavior of in-situ oxide containing 304L stainless steel fabricated by laser powder bed fusion
Kwangtae Son, Seung-Min Jeon, Brian K. Paul, Young-Sang Na, Kijoon Lee, Young-Kyun Kim
Journal of Materials Science & Technology.2025;[Epub] CrossRef - SiC-Si composite part fabrication via SiC powder binder jetting additive manufacturing and molten-Si infiltration
Ji-Won Oh, Jinsu Park, Sahn Nahm, Hanshin Choi
International Journal of Refractory Metals and Hard Materials.2021; 101: 105686. CrossRef - Recent Trends and Application Status of the Metal Matrix Composites (MMCs)
Hyo-Seop Kim
Journal of Korean Powder Metallurgy Institute.2020; 27(2): 164. CrossRef - Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review
B. Barroqueiro, A. Andrade-Campos, R. A. F. Valente, V. Neto
Journal of Manufacturing and Materials Processing.2019; 3(3): 52. CrossRef - Technology Trend of the additive Manufacturing (AM)
Ji-Won Oh, Hyunwoong Na, Hanshin Choi
Journal of Korean Powder Metallurgy Institute.2017; 24(6): 494. CrossRef
- Enabling overhang fabrication in directed energy deposition using removable supports: Thermal behavior and down-skin surface formation
- [Korean]
- Characteristics of Ni1/3Co1/3Mn1/3(OH)2 Powders Prepared by Co-Precipitation in Air and Nitrogen Atmospheres
- Woonghee Choi, Se-Ryen Park, Chan Hyoung Kang
- J Korean Powder Metall Inst. 2016;23(2):136-142. Published online April 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.2.136
- 3,958 View
- 71 Download
- 6 Citations
-
Abstract
PDF
As precursors of cathode materials for lithium ion batteries, Ni1/3Co1/3Mn1/3(OH)2 powders are prepared in a continuously stirred tank reactor via a co-precipitation reaction between aqueous metal sulfates and NaOH in the presence of NH4OH in air or nitrogen ambient. Calcination of the precursors with Li2CO3 for 8 h at 1,000°C in air produces dense spherical cathode materials. The precursors and final powders are characterized by X-ray diffraction (XRD), scanning electron microscopy, particle size analysis, tap density measurement, and thermal gravimetric analysis. The precursor powders obtained in air or nitrogen ambient show XRD patterns identified as Ni1/3Co1/3Mn1/3(OH)2. Regardless of the atmosphere, the final powders exhibit the XRD patterns of LiNi1/3Co1/3Mn1/3O2 (NCM). The precursor powders obtained in air have larger particle size and lower tap density than those obtained in nitrogen ambient. NCM powders show similar tendencies in terms of particle size and tap density. Electrochemical characterization is performed after fabricating a coin cell using NCM as the cathode and Li metal as the anode. The NCM powders from the precursors obtained in air and those from the precursors obtained in nitrogen have similar initial charge/discharge capacities and cycle life. In conclusion, the powders co-precipitated in air can be utilized as precursor materials, replacing those synthesized in the presence of nitrogen injection, which is the usual industrial practice.
-
Citations
Citations to this article as recorded by- Thermodynamic modeling and parameters optimization for Ni0.8Co0.1Mn 0.1(OH)2 synthesis via transitional metal coprecipitation
Zanlang Tang, Chen Liu, Xincun Tang, Haonan Liu, Biao Qin
Materials Science and Engineering: B.2026; 326: 119205. CrossRef - Stabilization of High Nickel Cathode Materials with Core-Shell Structure via Co-precipitation Method
Minjeong Kim, Soonhyun Hong, Heongkwon Jeon, Jahun Koo, Heesang Lee, Gyuseok Choi, Chunjoong Kim
Korean Journal of Materials Research.2022; 32(4): 216. CrossRef - Spherical agglomeration of nickel-manganese-cobalt hydroxide in turbulent Batchelor vortex flow
Xiaotong Sun, Jinsoo Kim, Woo-Sik Kim
Chemical Engineering Journal.2021; 421: 129924. CrossRef - Design strategies for development of nickel-rich ternary lithium-ion battery
Kyu Hwan Choi, Xuyan Liu, Xiaohong Ding, Qiang Li
Ionics.2020; 26(3): 1063. CrossRef - Effect of Single and Dual Doping of Rare Earth Metal Ce and Nd Elements on Electrochemical Properties of LiNi0.83 Co0.11Mn0.06O2 Cathode Lithium-ion Battery Material
Yoo-Young Kim, Jong-Keun Ha, Kwon-Koo Cho
Journal of Korean Powder Metallurgy Institute.2019; 26(1): 49. CrossRef - Effects of Precursor Co-Precipitation Temperature on the Properties of LiNi1/3Co1/3Mn1/3O2 Powders
Woonghee Choi, Chan Hyoung Kang
Journal of Korean Powder Metallurgy Institute.2016; 23(4): 287. CrossRef
- Thermodynamic modeling and parameters optimization for Ni0.8Co0.1Mn 0.1(OH)2 synthesis via transitional metal coprecipitation
 First
First Prev
Prev

TOP
