
Search
- Page Path
- HOME > Search
- [Korean]
- Characterization of Compacted and Pressureless Sintered Parts for Molybdenum Oxide Powder according to Hydrogen Reduction Temperature
- Jong Hoon Lee, Kun-Jae Lee
- J Powder Mater. 2024;31(4):336-341. Published online August 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00241
- 1,933 View
- 20 Download
- 1 Citations
-
 Abstract
Abstract
 PDF
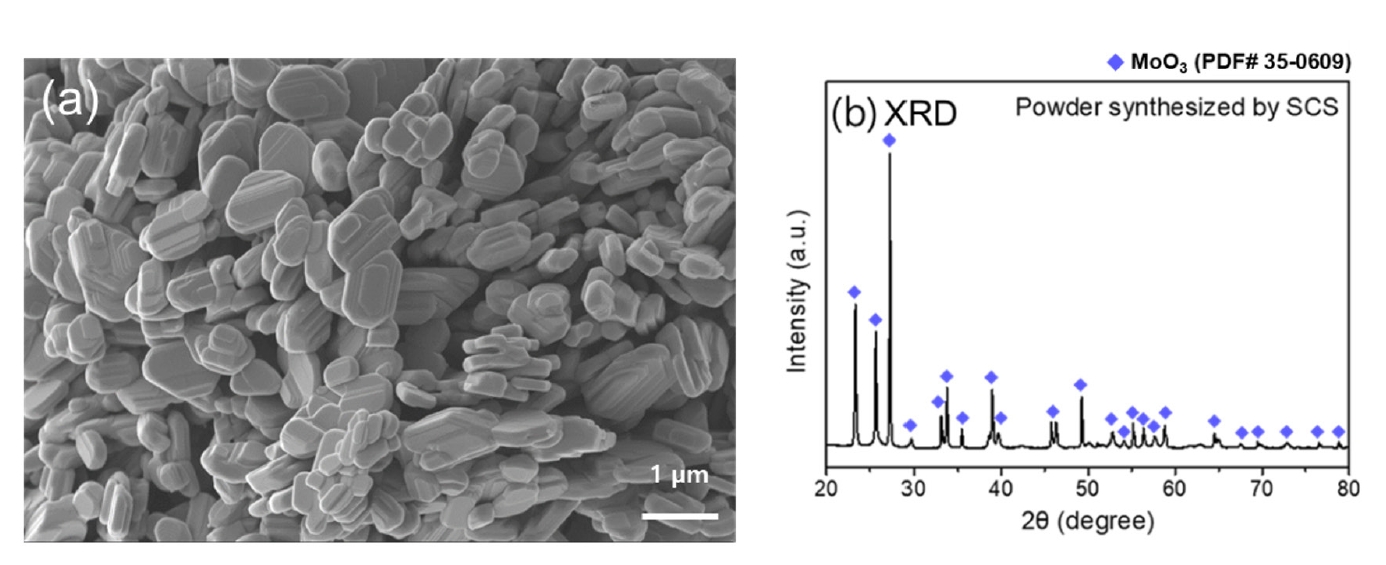
PDF - Molybdenum, valued for its high melting point and exceptional physical and chemical properties, is studied in diverse fields such as electronics, petrochemicals, and aviation. Among molybdenum oxides, molybdenum dioxide stands out for its higher electrical conductivity than other transition metal oxides due to its structural characteristics, exhibiting metallic properties. It is applied as pellets to gas sensors, semiconductors, and secondary batteries for its properties. Thus, research on molybdenum dioxide compaction and pressureless sintering is necessary, yet research on pressureless sintering is currently insufficient. This study synthesized MoO₃ powder via solution combustion synthesis and reduced it using the 3% hydrogen/argon gas mixture to investigate the effect of reduction temperature on the powder. Additionally, the reduced powder was compacted and subjected to pressureless sintering with temperature as a variable. The density and the microstructure of brown parts were analyzed and discussed.
-
Citations
Citations to this article as recorded by
- High-sensitivity optical fiber hydrogen sensing with MoO3/PANI/Pd nanocomposite
Mohammed M. Alkhabet, Saad H. Girei, Ammar H. Farhan, Fatimah F. Hashim, Jaafar A. Jaafar, Husam K. Salih, Manar F. Abbood, Mohd H. Yaacob
Materials Science in Semiconductor Processing.2025; 200: 110021. CrossRef
- High-sensitivity optical fiber hydrogen sensing with MoO3/PANI/Pd nanocomposite
- [Korean]
- Microstructure and Characteristics of Ag-SnO2-Bi2O3 Contact Materials by Powder Compaction
- Jin Kyu Lee
- J Powder Mater. 2022;29(1):41-46. Published online February 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.1.41

- 836 View
- 8 Download
-
Abstract
PDF
In this study, we report the microstructure and characteristics of Ag-SnO2-Bi2O3 contact materials using a controlled milling process with a subsequent compaction process. Using magnetic pulsed compaction (MPC), the milled Ag-SnO2-Bi2O3 powders have been consolidated into bulk samples. The effects of the compaction conditions on the microstructure and characteristics have been investigated in detail. The nanoscale SnO2 phase and microscale Bi2O3 phase are well-distributed homogeneously in the Ag matrix after the consolidation process. The successful consolidation of Ag-SnO2-Bi2O3 contact materials was achieved by an MPC process with subsequent atmospheric sintering, after which the hardness and electrical conductivity of the Ag-SnO2-Bi2O3 contact materials were found to be 62–75 HV and 52–63% IACS, respectively, which is related to the interfacial stability between the Ag matrix, the SnO2 phase, and the Bi2O3 phase.
- [Korean]
- Microstructure and Mechanical Property of Ti-Mn-Cu Alloys with Magnetic Pulsed Compaction
- Ye Jun Yun, Chun Woong Park, Won June Choi, Jongmin Byun
- J Korean Powder Metall Inst. 2021;28(1):20-24. Published online February 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.1.20
- 1,148 View
- 7 Download
-
Abstract
PDF
Ti-based alloys are widely used in biomaterials owing to their excellent biocompatibility. In this study, Ti- Mn-Cu alloys are prepared by high-energy ball milling, magnetic pulsed compaction, and pressureless sintering. The microstructure and microhardness of the Ti-Mn-Cu alloys with variation of the Cu addition and compaction pressure are analyzed. The correlation between the composition, compaction pressure, and density is investigated by measuring the green density and sintered density for samples with different compositions, subjected to various compaction pressures. For all compositions, it is confirmed that the green density increases proportionally as the compaction pressure increases, but the sintered density decreases owing to gas formation from the pyrolysis of TiH2 powders and reduction of oxides on the surface of the starting powders during the sintering process. In addition, an increase in the amount of Cu addition changes the volume fractions of the α-Ti and β-Ti phases, and the microstructure of the alloys with different compositions also changes. It is demonstrated that these changes in the phase volume fraction and microstructure are closely related to the mechanical properties of the Ti-Mn-Cu alloys.
- [Korean]
- A Study on Graphite Powder Compaction Behaviors Using the Discrete Element Method
- Jun Hyeok Jeong, Jinnil Choi
- J Korean Powder Metall Inst. 2021;28(1):1-6. Published online February 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.1.1
- 1,381 View
- 14 Download
- 1 Citations
-
Abstract
PDF
Accurate and effective powder compaction analyses are performed for brittle materials such as graphite, utilized as a solid lubricant, by using the discrete element method (DEM). The reliability of the DEM analysis is confirmed by comparing the results of graphite powder compaction analyses using the DEM particle bonding contact model and particle non-bonding contact model with those from the powder compaction experiment under the same conditions. To improve the characteristics, the parameters influencing the compaction properties of the metal-graphite mixtures are explored. The compressibility increases as the size distribution of the graphite powder increases, where the shape of the graphite particles is uniform. The improved compaction characteristics of the metal-graphite (bonding model) mixtures are further verified by the stress transmission and compressive force distribution between the top and bottom punches. It is confirmed that the application of graphite (bonding model) powders resulted in improved stress transmission and compressive force distribution of 24% and 85%, respectively.
-
Citations
Citations to this article as recorded by- Effects of solid graphite lubricants for powder compaction
Jun Hyeok Jeong, Jinnil Choi
Powder Metallurgy.2021; 64(3): 241. CrossRef
- Effects of solid graphite lubricants for powder compaction
- [Korean]
- Study on the Compaction Properties of Fe-Si-Al-Graphite Powder Mixtures
- Jun Hyeok Jeong, Jinnil Choi
- J Korean Powder Metall Inst. 2020;27(4):300-304. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.300
- 809 View
- 4 Download
-
Abstract
PDF
In this paper, a durability study is presented to enhance the mechanical properties of an Fe-Si-Al powderbased magnetic core, through the addition of graphite. The compressive properties of Fe-Si-Al-graphite powder mixtures are explored using discrete element method (DEM), and a powder compaction experiment is performed under identical conditions to verify the reliability of the DEM analysis. Important parameters for powder compaction of Fe-Si-Algraphite powder mixtures are identified. The compressibility of the powders is observed to increase as the amount of graphite mixture increases and as the size of the graphite powders decreases. In addition, the compaction properties of the Fe-Si-Al-graphite powder mixtures are further explored by analyzing the transmissibility of stress between the top and bottom punches as well as the distribution of the compressive force. The application of graphite powders is confirmed to result in improved stress transmission and compressive force distribution, by 24% and 51%, respectively.
- [English]
- Parameter Investigation for Powder Compaction using Discrete-Finite Element Analysis
- Jinnil Choi
- J Korean Powder Metall Inst. 2015;22(5):337-343. Published online October 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.5.337
- 1,403 View
- 8 Download
-
Abstract
PDF
Powder compaction is a continually and rapidly evolving technology where it is a highly developed method of manufacturing reliable components. To understand existing mechanisms for compaction, parameter investigation is required. Experimental investigations on powder compaction process, followed by numerical modeling of compaction are presented in this paper. The experimental work explores compression characteristics of soft and hard ductile powder materials. In order to account for deformation, fracture and movement of the particles, a discrete-finite element analysis model is defined to reflect the experimental data and to enable investigations on mechanisms present at the particle level. Effects of important simulation factors and process parameters, such as particle count, time step, particle discretization, and particle size on the powder compaction procedure have been explored.
- [Korean]
- Effect of Core-Shell Structure on Compaction Behavior of Harmonic Powder
- Soo-Hyun Joo, Hyo Wook Park, Soo Young Kang, Eon Sik Lee, Hee-Soo Kang, Hyong Seop Kim
- J Korean Powder Metall Inst. 2015;22(2):105-110. Published online April 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.2.105
- 870 View
- 3 Download
-
Abstract
PDF
In this study, effect of core-shell structure on compaction behavior of harmonic powder is investigated. Harmonic powders are made by electroless plating method on Fe powders. Softer Cu shell encloses harder Fe core, and the average size of Fe core and thickness of Cu shell are 34.3 μm and 3.2 μm, respectively. The powder compaction procedure is processed with pressure of 600 MPa in a cylindrical die. Due to the low strength of Cu shell regions, the harmonic powders show better densification behavior compared with pure Fe powders. Finite element method (FEM) is performed to understand the roll of core-shell structure. Based on stress and strain distributions of FEM results, it is concluded that the early stage of powder compaction of harmonic powders mainly occurs at the shell region. FEM results also well predict porosity of compacted materials.
- [Korean]
- Effects of Particle Size and Binder Phase Addition on Formability of Li-Si Alloy Powder for Thermal Battery Anode
- Sung-Soo Ryu, Hui-Sik Kim, Seongwon Kim, Hyung-Tae Kim, Hae-Won Cheong, Sung-Min Lee
- J Korean Powder Metall Inst. 2014;21(5):331-337. Published online October 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.5.331
- 1,067 View
- 15 Download
-
Abstract
PDF
The effects of particle size of Li-Si alloy and LiCl-KCl addition as a binder phase for raw material of anode were investigated on the formability of the thermal battery anode. The formability was evaluated with respect to filling density, tap density, compaction density, spring-back and compressive strength. With increasing particle size of Li-Si alloy powder, densities increased while spring-back and compressive strength decreased. Since the small spring-back is beneficial to avoiding breakage of pressed compacts, larger particles might be more suitable for anode forming. The increasing amount of LiCl-KCl binder phase contributed to reducing spring-back, improving the formability of anode powder too. The control of particle size also seems to be helpful to get double pressed pellets, which consisted of two layer of anode and electrolyte.
- [Korean]
- Manufacturing and Evaluation of the Properties of Hybrid Bulk Material by Shock-compaction of Nanocrystalline Cu-Ni Mixed Powder
- Wooyeol Kim, Dong-Hyun Ahn, Lee Ju Park, Hyoung Seop Kim
- J Korean Powder Metall Inst. 2014;21(3):196-201. Published online June 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.3.196
- 1,044 View
- 0 Download
-
Abstract
PDF
In this study, nanocrystalline Cu-Ni bulk materials with various compositions were cold compacted by a shock compaction method using a single-stage gas gun system. Since the oxide layers on powder surface disturbs bonding between powder particles during the shock compaction process, each nanopowder was hydrogen-reduced to remove the oxide layers. X-ray peak analysis shows that hydrogen reduction successfully removed the oxide layers from the nano powders. For the shock compaction process, mixed powder samples with various compositions were prepared using a roller mixer. After the shock compaction process, the density of specimens increased up to 95% of the relative density. Longitudinal cross-sections of the shock compacted specimen demonstrates that a boundary between two powders are clearly distinguished and agglomerated powder particles remained in the compacted bulk. Internal crack tended to decrease with an increase in volumetric ratio of nano Cu powders in compacted bulk, showing that nano Cu powders has a higher coherency than nano Ni powders. On the other hand, hardness results are dominated by volume fraction of the nano Ni powder. The crystalline size of the shock compacted bulk materials was greatly reduced from the initial powder crystalline size since the shock wave severely deformed the powders.
- [Korean]
- Planar Shock Wave Compaction of Oxidized Copper Nano Powders using High Speed Collision and Its Mechanical Properties
- Dong-Hyun Ahn, Wooyeol Kim, Lee Ju Park, Hyoung Seop Kim
- J Korean Powder Metall Inst. 2014;21(1):39-43. Published online February 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.1.39
- 1,205 View
- 1 Download
- 2 Citations
-
Abstract
PDF
Bulk nanostructured copper was fabricated by a shock compaction method using the planar shock wave generated by a single gas gun system. Nano sized powders, average diameter of 100 nm, were compacted into the capsule and target die, which were designed to eliminate the effect of undesired shock wave, and then impacted with an aluminum alloy target at 400 m/s. Microstructure and mechanical properties of the shock compact specimen were analyzed using an optical microscope (OM), scanning electron microscope (SEM), and micro indentation. Hardness results showed low values (approximately 45~80 Hv) similar or slightly higher than those of conventional coarse grained commercial purity copper. This result indicates the poor quality of bonding between particles. Images from OM and SEM also confirmed that no strong bonding was achieved between them due to the insufficient energy and surface oxygen layer of the powders.
-
Citations
Citations to this article as recorded by- Compressibility of hierarchic-architectured agglomerates of hydrogen-reduced copper nanopowders
Dong-Hyun Ahn, Wooyeol Kim, Eun Yoo Yoon, Hyoung Seop Kim
Journal of Materials Science.2016; 51(1): 82. CrossRef - Analysis of the Change in Microstructures of Nano Copper Powders During the Hydrogen Reduction using X-ray Diffraction Patterns and Transmission Electron Microscope, and the Mechanical Property of Compacted Powders
Dong-Hyun Ahn, Dong Jun Lee, Wooyeol Kim, Lee Ju Park, Hyoung Seop Kim
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 207. CrossRef
- Compressibility of hierarchic-architectured agglomerates of hydrogen-reduced copper nanopowders
 First
First Prev
Prev

TOP
