
Search
- Page Path
- HOME > Search
- [Korean]
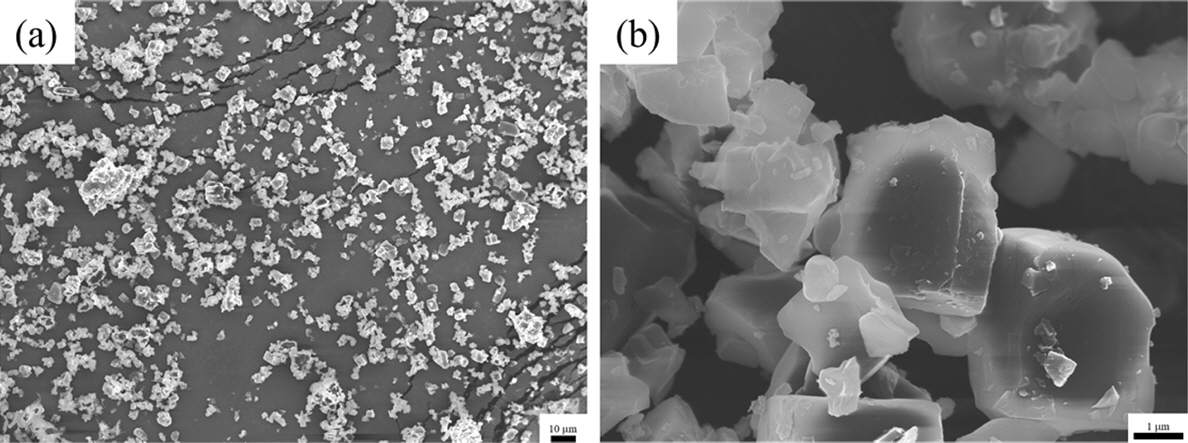
- Effect of Abnormal Grain Growth on Ionic Conductivity in LATP
- Hyungik Choi, Yoonsoo Han
- J Powder Mater. 2024;31(1):23-29. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.23
- 3,959 View
- 75 Download
- 5 Citations
-
 PDF
PDF -
Citations
Citations to this article as recorded by
- NASICON-type LATP solid electrolytes for lithium metal batteries: Fundamentals to AI-driven materials design
Ateeq Ahmed, Eunbin Noh, Jinseo Kim, Junhwan Yu, Chanyoung Lee, Jina Lee, Jimin Oh
Energy Storage Materials.2026; 88: 105138. CrossRef - High-Conductivity Solid-State Electrolytes Through Low-Temperature Hot-Pressing of LCBA/LATP Composites
Wookyung Lee, Jaeseung Choi, Jungkeun Ahn, Hanbyul Lee, Byungwook Kim, Youngsoo Seo, Changbun Yoon
Materials.2026; 19(10): 2033. CrossRef - Liquid Ga-mediated Grain Boundary Engineering for High Ionic Conductivity and Stability in NASICON-type Solid Electrolytes for Li-ion Batteries
Yen-Lin Chen, Wen-Hsuan Lu, Hsiang-Jung Chen, Yen-Shou Huang, Pei-I Wei, Ying-Da Luo, Han-Yi Chen
Electrochimica Acta.2026; : 149587. CrossRef - Temperature-dependent microstructural evolution in a compositionally complex solid electrolyte: The role of a grain boundary transition
Shu-Ting Ko, Chaojie Du, Huiming Guo, Hasti Vahidi, Jenna L. Wardini, Tom Lee, Yi Liu, Jingjing Yang, Francisco Guzman, Timothy J. Rupert, William J. Bowman, Shen J. Dillon, Xiaoqing Pan, Jian Luo
Journal of Advanced Ceramics.2025; 14(3): 9221047. CrossRef - Effect of bimodal particle size distribution on Li1.5Al0.5Ti1.5(PO4)3 solid electrolytes: Microstructures and electrochemical properties
Gi Jeong Kim, Yeon Hee Kim, Seul Ki Choi, Jong Won Bae, Kun-Jae Lee, Minho Yang
Powder Technology.2025; 466: 121407. CrossRef
- NASICON-type LATP solid electrolytes for lithium metal batteries: Fundamentals to AI-driven materials design
- [Korean]
- Grain Shape and Grain Growth Behavior in the (K0.5Na0.5)NbO3-CaZrO3 System
- Chul-Lee Lee, Kyoung-Seok Moon
- J Powder Mater. 2022;29(2):110-117. Published online April 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.2.110
- 676 View
- 5 Download
-
 Abstract
PDF
Abstract
PDF The grain growth behavior in the (1-x)K0.5Na0.5NbO3-
x CaZrO3 (KNNCZ-x) system is studied as a function of the amount of CZ and grain shape. The (1-x)K0.5Na0.5NbO3-x CaZrO3 (KNNCZ-x) powders are synthesized using a conventional solid-state reaction method. A single orthorhombic phase is observed atx = 0 – 0.03. However, rhombohedral and orthorhombic phases are observed atx = 0.05. The grain growth behavior changes from abnormal grain growth to the suppression of grain growth as the amount of CaZrO3 (CZ) increases. With increasing CZ content, grains become more faceted, and the step-free energy increases. Therefore, the critical growth driving force increases. The grain size distribution broadens with increasing sintering time in KNNCZ-0.05. As a result, some large grains with a driving force larger than the critical driving force for growth exhibit abnormal grain growth behavior during sintering. Therefore, CZ changes the grain growth behavior and microstructure of KNN. Grain growth at the faceted interface of the KNNCZ system occurs via two-dimensional nucleation and growth.
- [Korean]
- Evolution on Microstructures and Tensile Properties of 10Cr-1Mo ODS Steel with Different Lengths of Mechanical Alloying Process Times
- Sanghoon Noh, Tae Kyu Kim
- J Korean Powder Metall Inst. 2021;28(5):375-380. Published online October 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.5.375
- 1,492 View
- 8 Download
-
Abstract
PDF
In this study, we investigate the effect of the duration of mechanical alloying on the microstructures and mechanical properties of ODS ferritic/martensitic steel. The Fe(bal.)-10Cr-1Mo pre-alloyed powder and Y2O3 powder are mechanically alloyed for the different mechanical alloying duration (0 to 40 h) and then constantly fabricated using a uniaxial hot pressing process. Upon increasing the mechanical alloying time, the average powder diameter and crystallite size increased dramatically. In the initial stages within 5 h of mechanical alloying, inhomogeneous grain morphology is observed along with coarsened carbide and oxide distributions; thus, precipitate phases are temporarily observed between the two powders because of insufficient collision energy to get fragmented. After 40 h of the MA process, however, fine martensitic grains and uniformly distributed oxide particles are observed. This led to a favorable tensile strength and elongation at room temperature and 650°C.
- [Korean]
- Measurement Method of Prior Austenite Grain Size of Nb-added Fe-based Alloys
- Kwang Kyu Ko, Hyo Ju Bae, Sin Woo Jung, Hyo Kyung Sung, Jung Gi Kim, Jae Bok Seol
- J Korean Powder Metall Inst. 2021;28(4):317-324. Published online August 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.4.317

- 1,547 View
- 13 Download
- 1 Citations
-
Abstract
PDF
High-strength low-alloy (HSLA) steels show excellent toughness when trace amounts of transition elements are added. In steels, prior austenite grain size (PAGS), which is often determined by the number of added elements, is a critical factor in determining the mechanical properties of the material. In this study, we used two etching methods to measure and compare the PAGS of specimens with bainitic HSLA steels having different Nb contents These two methods were nital etching and picric acid etching. Both methods confirmed that the sample with high Nb content exhibited smaller PAGS than its low Nb counterpart because of Nb’s ability to hinder austenite recrystallization at high temperatures. Although both etching approaches are beneficial to PAGS estimation, the picric acid etching method has the advantage of enabling observation of the interface containing Nb precipitate. By contrast, the nital etching method has the advantage of a very short etching time (5 s) in determining the PAGS, with the picric acid etching method being considerably longer (5 h).
-
Citations
Citations to this article as recorded by- Austempering vs. Q&P: Comparative effects on microstructure and mechanical properties of complex-alloyed TRIP-assisted steel
V.G. Efremenko, Yu.G. Chabak, I. Petryshynets, I. Sili, T.M. Kovbasiuk, A.V. Efremenko, M.N. Brykov, M. Dabalá, M. Franceschi, H. Halfa, A.G. Lekatou
Materials Today Communications.2025; 47: 113179. CrossRef
- Austempering vs. Q&P: Comparative effects on microstructure and mechanical properties of complex-alloyed TRIP-assisted steel
- [Korean]
- Sintering Behavior of M-type Sr-Hexaferrite by MnCO3 Addition
- MinSeok Jeong, Changjae You, Jung Young Cho, Kyoung-Seok Moon
- J Korean Powder Metall Inst. 2020;27(2):126-131. Published online April 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.2.126
- 841 View
- 1 Download
-
Abstract
PDF
The grain growth behavior of M-type Sr hexaferrite (SrM) grains is investigated with the addition of MnCO3. First, the SrM powder is synthesized by a conventional solid-state reaction. The powder compacts of SrM are sintered at 1250°C for 2 h with various amounts of MnCO3 (0, 0.5, 1.0, and 4.0 mol%). There is no secondary solid phase in any of the sintered samples. Relative density increases when MnCO3 is added to the SrM. Obvious abnormal grain growth does not appear in any of the SrM samples with MnCO3. The average grain size increases when 0.5 mol% MnCO3 is added to the SrM. However, as the amount of MnCO3 increase to over 0.5 mol%, the average grain size decreases. These observations allow us to conclude that the growth of SrM grains is governed by the two-dimensional nucleation grain growth mechanism, and the critical driving force for the growth of a grain decreases as the amount of MnCO3 increases.
- [Korean]
- Effect of Na2CO3 Addition on Grain Growth Behavior and Solid-state Single Crystal Growth in the Na0.5Bi0.5TiO3-BaTiO3 System
- Kyoung-Seok Moon
- J Korean Powder Metall Inst. 2018;25(2):104-108. Published online April 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.2.104
- 1,163 View
- 2 Download
- 2 Citations
-
Abstract
PDF
Grain-growth behavior in the 95Na1/2Bi1/2TiO3-5BaTiO3 (mole fraction, NBT-5BT) system has been investigated with the addition of Na2CO3. When Na2CO3 is added to NBT-5BT, the growth rate is higher than desired and grains are already impinging each other during the initial stage of sintering. The grain size decreases as the sintering temperature increases. With the addition of Na2CO3, a liquid phase infiltrates the interfaces between grains during sintering. The interface structure can be changed to be more faceted and the interface migration rate can increase due to fast material transport through the liquid phase. As the sintering temperature increases, the impingement of abnormal grains increases because the number of abnormal grains increases. Therefore, the average grain size of abnormal grains can be decreased as the temperature increases. The phenomenon can provide evidence that grain coarsening in NBT-5BT with addition of Na2CO3 is governed by the growth of facet planes, which would occur via mixed control.
-
Citations
Citations to this article as recorded by- Growth of single crystals in the (Na1/2Bi1/2)TiO3–(Sr1–xCax)TiO3 system by solid state crystal growth
Phan Gia Le, Huyen Tran Tran, Jong-Sook Lee, John G. Fisher, Hwang-Pill Kim, Wook Jo, Won-Jin Moon
Journal of Advanced Ceramics.2021; 10(5): 973. CrossRef - Sintering Behavior of M-type Sr-Hexaferrite by MnCO3 Addition
MinSeok Jeong, Changjae You, Jung Young Cho, Kyoung-Seok Moon
Journal of Korean Powder Metallurgy Institute.2020; 27(2): 126. CrossRef
- Growth of single crystals in the (Na1/2Bi1/2)TiO3–(Sr1–xCax)TiO3 system by solid state crystal growth
- [English]
- Microstructural Characterization of Gas Atomized Copper-Iron Alloys with Composition and Powder Size
- Sardar Farhat Abbas, Taek-Soo Kim
- J Korean Powder Metall Inst. 2018;25(1):19-24. Published online February 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2017.25.1.19

- 1,051 View
- 3 Download
-
Abstract
PDF
Cu-Fe alloys (CFAs) are much anticipated for use in electrical contacts, magnetic recorders, and sensors. The low cost of Fe has inspired the investigation of these alloys as possible replacements for high-cost Cu-Nb and Cu-Ag alloys. Here, alloys of Cu and Fe having compositions of Cu100-xFex (x = 10, 30, and 50 wt.%) are prepared by gas atomization and characterized microstructurally and structurally based on composition and powder size with scanning electron microscopy (SEM) and X-ray diffraction (XRD). Grain sizes and Fe-rich particle sizes are measured and relationships among composition, powder size, and grain size are established. Same-sized powders of different compositions yield different microstructures, as do differently sized powders of equal composition. No atomic-level alloying is observed in the CFAs under the experimental conditions.
- [English]
- Optimization of Spark Plasma Sintering Temperature Conditions for Enhancement of Thermoelectric Performance in Gas-Atomized Bi0.5Sb1.5Te3 Compound
- Kwang-yong Jeong, Chul Hee Lee, Peyala Dharmaiah, Soon-Jik Hong
- J Korean Powder Metall Inst. 2017;24(2):108-114. Published online April 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.2.108
- 1,968 View
- 9 Download
- 3 Citations
-
Abstract
PDF
We fabricate fine (<20 μm) powders of Bi0.5Sb1.5Te3 alloys using a large-scale production method and subsequently consolidate them at temperatures of 573, 623, and 673 K using a spark plasma sintering process. The microstructure, mechanical properties, and thermoelectric properties are investigated for each sintering temperature. The microstructural features of both the powders and bulks are characterized by scanning electron microscopy, and the crystal structures are analyzed by X-ray diffraction analysis. The grain size increases with increasing sintering temperature from 573 to 673 K. In addition, the mechanical properties increase significantly with decreasing sintering temperature owing to an increase in grain boundaries. The results indicate that the electrical conductivity and Seebeck coefficient (217 μV/K) of the sample sintered at 673 K increase simultaneously owing to decreased carrier concentration and increased mobility. As a result, a high
ZT value of 0.92 at 300 K is achieved. According to the results, a sintering temperature of 673 K is preferable for consolidation of fine (<20 μm) powders.-
Citations
Citations to this article as recorded by- Complex microstructure induced high thermoelectric performances of p-type Bi–Sb–Te alloys
Eun-Ha Go, Babu Madavali, Min-Woo Shin, Sung Ho Song, Soon-Jik Hong
Materials Chemistry and Physics.2023; 307: 128156. CrossRef - Role of sintering temperature on electronic and mechanical properties of thermoelectric material: A theoretical and experimental study of TiCoSb half-Heusler alloy
Ajay Kumar Verma, Kishor Kumar Johari, Kriti Tyagi, Durgesh Kumar Sharma, Pawan Kumar, Sudhir Kumar, Sivaiah Bathula, S.R. Dhakate, Bhasker Gahtori
Materials Chemistry and Physics.2022; 281: 125854. CrossRef - Enhanced thermoelectric properties of Li and Mg co−substituted Bi2Sr2Co2O fabricated by combined conventional sintering and spark plasma sintering
K. Park, H.Y. Hong, S.Y. Gwon
Inorganic Chemistry Communications.2022; 145: 110005. CrossRef
- Complex microstructure induced high thermoelectric performances of p-type Bi–Sb–Te alloys
- [Korean]
- Microstructure and Magnetic Properties of Nd-Fe-B Sintered Magnet with the Variation of Particle Size
- Dongwon Shin, Dong-Hwan Kim, Young-Cheol Park, Jeong-Gon Kim
- J Korean Powder Metall Inst. 2016;23(6):447-452. Published online December 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.6.447
- 974 View
- 8 Download
-
Abstract
PDF
Neodymium-iron-boron (Nd-Fe-B) sintered magnets have excellent magnetic properties such as the remanence, coercive force, and the maximum energy product compared to other hard magnetic materials. The coercive force of Nd-Fe-B sintered magnets is improved by the addition of heavy rare earth elements such as dysprosium and terbium instead of neodymium. Then, the magnetocrystalline anisotropy of Nd-Fe-B sintered magnets increases. However, additional elements have increased the production cost of Nd-Fe-B sintered magnets. Hence, a study on the control of the microstructure of Nd-Fe-B magnets is being conducted. As the coercive force of magnets improves, the grain size of the Nd2Fe14B grain is close to 300 nm because they are nucleation-type magnets. In this study, fine particles of Nd-Fe-B are prepared with various grinding energies in the pulverization process used for preparing sintered magnets, and the microstructure and magnetic properties of the magnets are investigated.
- [Korean]
- Synthesis of DyF3 paste and Magnetic Properties of GBDPed Nd-Fe-B Magnets
- Kwang-Won Jeon, Hee-Ryoung Cha, Jung-Goo Lee
- J Korean Powder Metall Inst. 2016;23(6):437-441. Published online December 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.6.437
- 856 View
- 7 Download
-
Abstract
PDF
Recently, the grain boundary diffusion process (GBDP), involving heavy rare-earth elements such as Dy and Tb, has been widely used to enhance the coercivity of Nd-Fe-B permanent magnets. For example, a Dy compound is coated onto the surface of Nd-Fe-B sintered magnets, and then the magnets are heat treated. Subsequently, Dy diffuses into the grain boundaries of Nd-Fe-B magnets, forming Dy-Fe-B or Nd-Dy-Fe-B. The dip-coating process is also used widely instead of the GBDP. However, it is quite hard to control the thickness uniformity using dip coating. In this study, first, a DyF3 paste is fabricated using DyF3 powder. Subsequently, the fabricated DyF3 paste is homogeneously coated onto the surface of a Nd-Fe-B sintered magnet. The magnet is then subjected to GBDP to enhance its coercivity. The weight ratio of binder and DyF3 powder is controlled, and we find that the coercivity enhances with decreasing binder content. In addition, the maximum coercivity is obtained with the paste containing 70 wt% of DyF3 powder.
- [Korean]
- Effect of Cu/Al powder mixing on Dy diffusion in Nd-Fe-B sintered magnets treated with a grain boundary diffusion process
- Min Woo Lee, Tae Suk Jang
- J Korean Powder Metall Inst. 2016;23(6):432-436. Published online December 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.6.432
- 1,144 View
- 7 Download
- 1 Citations
-
Abstract
PDF
We investigate the microstructural and magnetic property changes of DyH2, Cu + DyH2, and Al + DyH2 diffusion-treated NdFeB sintered magnets with the post annealing (PA) temperature. The coercivity of all the diffusiontreated magnets increases with increasing heat treatment temperature except at 910°C, where it decreases slightly. Moreover, at 880°C, the coercivity increases by 3.8 kOe in Cu and 4.7 kOe in Al-mixed DyH2-coated magnets, whereas this increase is relatively low (3.0 kOe) in the magnet coated with only DyH2. Both Cu and Al have an almost similar effect on the coercivity improvement, particularly over the heat treatment temperature range of 790-880°C. The diffusivity and diffusion depth of Dy increases in those magnets that are treated with Cu or Al-mixed DyH2, mainly because of the comparatively easy diffusion path provided by Cu and Al owing to their solubility in the Nd-rich grain boundary phase. The formation of a highly anisotropic (Nd, Dy)2Fe14B phase layer, which acts as the shell in the core-shell-type structure so as to prevent the reverse domain movement, is the cause of enhanced coercivity of diffusion-treated Nd-Fe-B magnets.
-
Citations
Citations to this article as recorded by- Synthesize of Nd2Fe14B Powders from 1-D Nd2Fe14B Wires using Electrospinning Process
Nu Si A Eom, Su Noh, Muhammad Aneeq Haq, Bum Sung Kim
Journal of Korean Powder Metallurgy Institute.2019; 26(6): 477. CrossRef
- Synthesize of Nd2Fe14B Powders from 1-D Nd2Fe14B Wires using Electrospinning Process
- [English]
- Fabrication of Core-Shell Structured Ni-Based Alloy Nanopowder by Electrical Wire Explosion Method
- A-Young Lee, Gwang-Yeob Lee, Hye-Ryeong Oh, Hyeon-Ah Kim, Song-Yi Kim, Min-Ha Lee
- J Korean Powder Metall Inst. 2016;23(6):409-413. Published online December 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.6.409
- 1,410 View
- 2 Download
-
Abstract
PDF
Electrical wire explosion in liquid media is a promising method for producing metallic nanopowders. It is possible to obtain high-purity metallic nanoparticles and uniform-sized nanopowder with excellent dispersion stability using this electrical wire explosion method. In this study, Ni-Fe alloy nanopowders with core-shell structures are fabricated via the electrical explosion of Ni-Fe alloy wires 0.1 mm in diameter and 20 mm in length in de-ionized water. The size and shape of the powders are investigated by field-emission scanning electron microscopy, transmission electron microscopy, and laser particle size analysis. Phase analysis and grain size determination are conducted by X-ray diffraction. The result indicate that a core-shell structured Ni-Fe nanopowder is synthesized with an average particle size of approximately 28 nm, and nanosized Ni core particles are encapsulated by an Fe nanolayer.
- [Korean]
- Effect of Hot Isostatic Pressing on the Microstructure and Properties of Kinetic Sprayed Nb Coating Material
- Ji-Hye Lee, Sangsun Yang, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2016;23(1):15-20. Published online February 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.1.15
- 838 View
- 7 Download
- 1 Citations
-
Abstract
PDF
Niobium is one of the most important and rarest metals, and is used in the electronic and energy industries. However, it’s extremely high melting point and oxygen affinity limits the manufacture of Nb coating materials. Here, a Nb coating material is manufactured using a kinetic spray process followed by hot isotactic pressing to improve its properties. OM (optical microscope), XRD (X-ray diffraction), SEM (scanning electron microscopy), and Vickers hardness and EPMA (electron probe micro analyzer) tests are employed to investigate the macroscopic properties of the manufactured Nb materials. The powder used to manufacture the material has angular-shaped particles with an average particle size of 23.8 μm. The porosity and hardness of the manufactured Nb material are 0.18% and 221 Hv, respectively. Additional HIP is applied to the manufactured Nb material for 4 h under an Ar atmosphere after which the porosity decreases to 0.08% and the hardness increases to 253 Hv. Phase analysis after the HIP shows the presence of only pure Nb. The study also discusses the possibility of using the manufactured Nb material as a sputtering target.
-
Citations
Citations to this article as recorded by- Microstructure evolution and superior high temperature strength of cold spray additive manufactured Nb
Young-Kyun Kim, Soobin Kim, Kee-Ahn Lee
International Journal of Refractory Metals and Hard Materials.2026; 138: 107747. CrossRef
- Microstructure evolution and superior high temperature strength of cold spray additive manufactured Nb
 First
First Prev
Prev

TOP
