
Search
- Page Path
- HOME > Search
- [English]
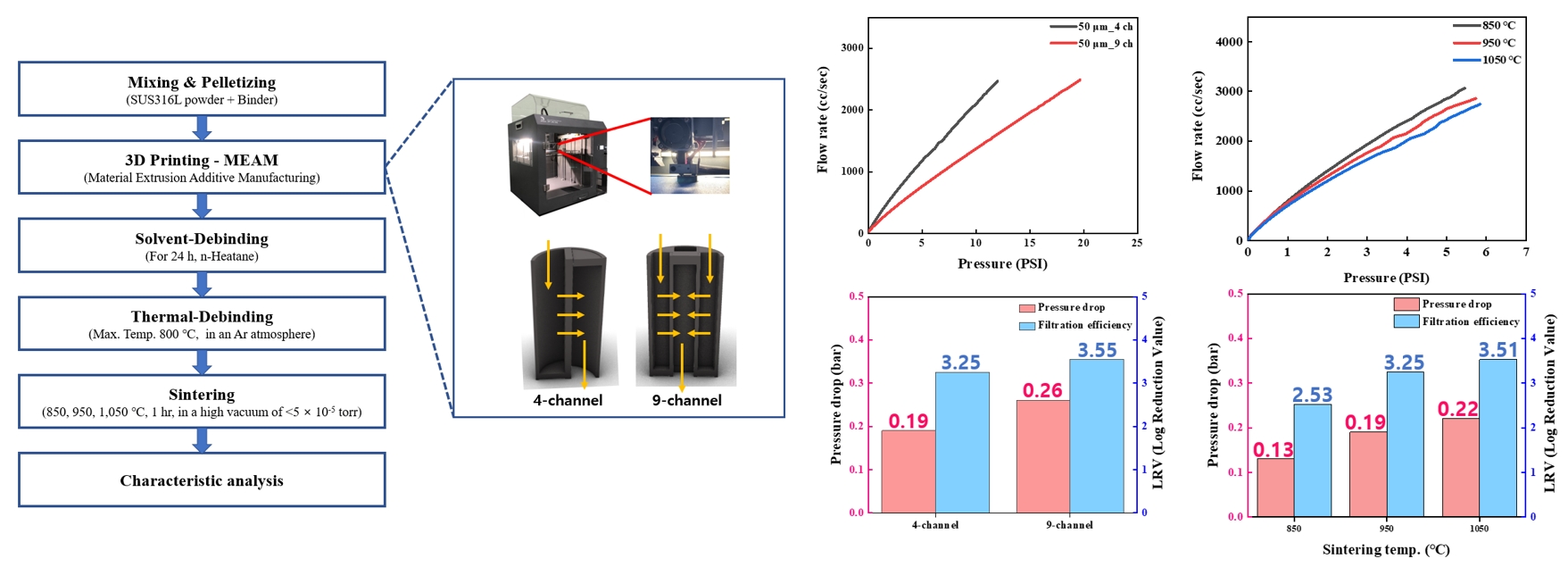
- Fabrication and Pore Characteristics of Metal Powder Filters with a Cross-Sealed Honeycomb Shape Using Material Extrusion Additive Manufacturing
- Minji Kim, Min-Jeong Lee, Su-Jin Yun, Poong-Yeon Kim, Hyeon Ju Kim, Juyong Kim, Jung Woo Lee, Jung-Yeul Yun
- J Powder Mater. 2025;32(4):299-308. Published online August 29, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00234
- 1,244 View
- 27 Download
-
 Abstract
Abstract
 PDF
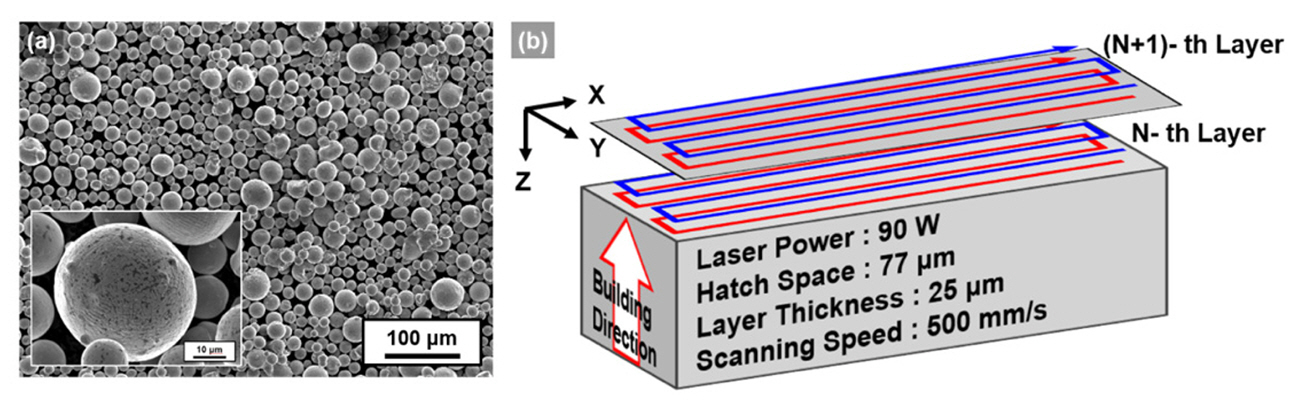
PDF - The development of high-performance metal filters is essential for maintaining ultra-clean environments in semiconductor manufacturing. In this study, cross-sealed honeycomb filters were fabricated using STS316L powder via material extrusion additive manufacturing (MEAM) for semiconductor gas filtration. The effects of filter geometry (4 or 9 channels) and sintering temperature (850°C, 950°C, or 1,050°C) on performance were examined. First, 4-channel and 9-channel filters sintered at the same temperature (950°C) exhibited similar porosities of 50.08% and 50.57%, but the 9-channel filter showed a higher pressure-drop (0.26 bar) and better filtration-efficiency (3.55 LRV) than the 4-channel filter (0.19 bar and 3.25 LRV, respectively). Second, for filters with the same geometry (4-channel) increasing the sintering temperature reduced porosity from 64.52% to 40.33%, while the pressure-drop increased from 0.13 bar to 0.22 bar and filtration-efficiency improved from 2.53 LRV to 3.51 LRV. These findings demonstrate that filter geometry and sintering temperature are key factors governing the trade-off between air permeability, pressure-drop, and filtration efficiency. This work provides insights and data for optimizing MEAM-based high-performance metal powder filter design.
- [Korean]
- Development of Aluminum Alloys for Additive Manufacturing Using Machine Learning
- Sungbin An, Juyeon Han, Seoyeon Jeon, Dowon Kim, Jae Bok Seol, Hyunjoo Choi
- J Powder Mater. 2025;32(3):202-211. Published online June 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00150

- 1,169 View
- 59 Download
- 1 Citations
-
Abstract
PDF
- The present study introduces a machine learning approach for designing new aluminum alloys tailored for directed energy deposition additive manufacturing, achieving an optimal balance between hardness and conductivity. Utilizing a comprehensive database of powder compositions, process parameters, and material properties, predictive models—including an artificial neural network and a gradient boosting regression model, were developed. Additionally, a variational autoencoder was employed to model input data distributions and generate novel process data for aluminum-based powders. The similarity between the generated data and the experimental data was evaluated using K-nearest neighbor classification and t-distributed stochastic neighbor embedding, with accuracy and the F1-score as metrics. The results demonstrated a close alignment, with nearly 90% accuracy, in numerical metrics and data distribution patterns. This work highlights the potential of machine learning to extend beyond multi-property prediction, enabling the generation of innovative process data for material design.
-
Citations
Citations to this article as recorded by
- Predictive Control of Magnesium Content in Industrial 5182 Aluminum Alloy Recycling Using SCADA-Guided Gradient Boosting
Mengya Wang, Jiahui Xu, Xiaohu Wang, Farid Wirawan, Mouhamadou Aziz Diop
Journal of Materials Engineering and Performance.2026;[Epub] CrossRef
- Predictive Control of Magnesium Content in Industrial 5182 Aluminum Alloy Recycling Using SCADA-Guided Gradient Boosting
- [Korean]
- Fabrication and Optimization of Al2O3 Microchannels Using DLP-Based 3D Printing
- Jun-Min Cho, Yong-Jun Seo, Yoon-Soo Han
- J Powder Mater. 2025;32(1):59-66. Published online February 28, 2025
- DOI: https://doi.org/10.4150/jpm.2024.00346
- 1,479 View
- 44 Download
-
Abstract
PDF
- This study focused on optimizing the digital light processing (DLP) 3D printing process for high-precision ceramic components using alumina-based slurries. Key challenges, such as cracking during debinding and precision loss due to slurry sedimentation, were addressed by evaluating the exposure time and the nano-to-micro alumina powder ratios. The optimal conditions—exposure time of 15 seconds and a 1:9 mixing ratio—minimized cracking, improved gas flow during debinding, and increased structural precision. Microchannels with diameters above 1.2 mm were successfully fabricated, but channels below 0.8 mm faced challenges due to slurry accumulation and over-curing. These results establish a reliable process for fabricating complex ceramic components with improved precision and structural stability. The findings have significant potential for applications in high-value industries, including aerospace, energy, and healthcare, by providing a foundation for the efficient and accurate production of advanced ceramic structures.
- [Korean]
- Microstructure and Mechanical Properties of Laser Powder Bed Fusion 3D-Printed Cu-10Sn Alloy
- Jonggyu Kim, Junghoon Won, Wookjin Lee
- J Powder Mater. 2024;31(5):422-430. Published online October 31, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00276
- 1,517 View
- 14 Download
-
Abstract
PDF
- This study investigated the optimal process conditions and mechanical properties of Cu-10Sn alloys produced by the powder bed fusion (PBF) method. The optimal PBF conditions were explored by producing samples with various laser scanning speeds and laser power. It was found that under optimized conditions, samples with a density close to the theoretical density could be fabricated using PBF without any serious defects. The microstructure and mechanical properties of samples produced under optimized conditions were investigated and compared with a commercial alloy produced by the conventional method. The hardness, maximum tensile strength, and elongation of the samples were significantly higher than those of the commercially available cast alloy with the same chemical composition. Based on these results, it is expected to be possible to use the PBF technique to manufacture Cu-10Sn products with complex 3D shapes that could not be made using the conventional manufacturing method.
- [Korean]
- Microstructural Effects on the Mechanical Properties of Ti-6Al-4V Fabricated by Direct Energy Deposition
- Juho Kim, Seoyeon Jeon, Hwajin Park, Taeyoel Kim, Hyunjoo Choi
- J Powder Mater. 2024;31(4):302-307. Published online August 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00157
- 2,041 View
- 42 Download
- 2 Citations
-
Abstract
PDF
- This study explored the process-structure-property (PSP) relationships in Ti-6Al-4V alloys fabricated through direct energy deposition (DED) additive manufacturing. A systematic investigation was conducted to clarify how process variables—specifically, manipulating the cooling rate and energy input by adjusting the laser power and scan speed during the DED process—influenced the phase fractions, pore structures, and the resultant mechanical properties of the samples under various processing conditions. Significant links were found between the controlled process parameters and the structural and mechanical characteristics of the produced alloys. The findings of this research provide foundational knowledge that will drive the development of more effective and precise control strategies in additive manufacturing, thereby improving the performance and reliability of produced materials. This, in turn, promises to make significant contributions to both the advancement of additive manufacturing technologies and their applications in critical sectors.
-
Citations
Citations to this article as recorded by- Microstructural and tribological performance of Ti6Al4V alloy modified by laser surface texturing
Bryan Ivan Quintanar-Abarca, Dulce Viridiana Melo-Máximo, Lizbeth Melo-Máximo, Esmeralda Uribe-Lam, Erika García-López
Journal of Materials Science.2026; 61(2): 1309. CrossRef - Development of Aluminum Alloys for Additive Manufacturing Using Machine Learning
Sungbin An, Juyeon Han, Seoyeon Jeon, Dowon Kim, Jae Bok Seol, Hyunjoo Choi
Journal of Powder Materials.2025; 32(3): 202. CrossRef
- Microstructural and tribological performance of Ti6Al4V alloy modified by laser surface texturing
- [English]
- Trends in Materials Modeling and Computation for Metal Additive Manufacturing
- Seoyeon Jeon, Hyunjoo Choi
- J Powder Mater. 2024;31(3):213-219. Published online June 27, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00150

- 3,304 View
- 78 Download
- 2 Citations
-
Abstract
PDF
- Additive Manufacturing (AM) is a process that fabricates products by manufacturing materials according to a three-dimensional model. It has recently gained attention due to its environmental advantages, including reduced energy consumption and high material utilization rates. However, controlling defects such as melting issues and residual stress, which can occur during metal additive manufacturing, poses a challenge. The trial-and-error verification of these defects is both time-consuming and costly. Consequently, efforts have been made to develop phenomenological models that understand the influence of process variables on defects, and mechanical/electrical/thermal properties of geometrically complex products. This paper introduces modeling techniques that can simulate the powder additive manufacturing process. The focus is on representative metal additive manufacturing processes such as Powder Bed Fusion (PBF), Direct Energy Deposition (DED), and Binder Jetting (BJ) method. To calculate thermal-stress history and the resulting deformations, modeling techniques based on Finite Element Method (FEM) are generally utilized. For simulating the movements and packing behavior of powders during powder classification, modeling techniques based on Discrete Element Method (DEM) are employed. Additionally, to simulate sintering and microstructural changes, techniques such as Monte Carlo (MC), Molecular Dynamics (MD), and Phase Field Modeling (PFM) are predominantly used.
-
Citations
Citations to this article as recorded by- Review of “Integrated Computer-Aided Process Engineering Session in the 17th International Symposium on Novel and Nano Materials (ISNNM, 14–18 November 2022)”
Yeon-Joo Lee, Pil-Ryung Cha, Hyoung-Seop Kim, Hyun-Joo Choi
MATERIALS TRANSACTIONS.2025; 66(1): 144. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef
- Review of “Integrated Computer-Aided Process Engineering Session in the 17th International Symposium on Novel and Nano Materials (ISNNM, 14–18 November 2022)”
- [English]
- Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
- Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
- J Powder Mater. 2024;31(2):137-145. Published online April 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00038

- 6,212 View
- 154 Download
- 7 Citations
-
Abstract
PDF
- In order to predict the process window of laser powder bed fusion (LPBF) for printing metallic components, the calculation of volumetric energy density (VED) has been widely calculated for controlling process parameters. However, because it is assumed that the process parameters contribute equally to heat input, the VED still has limitation for predicting the process window of LPBF-processed materials. In this study, an explainable machine learning (xML) approach was adopted to predict and understand the contribution of each process parameter to defect evolution in Ti alloys in the LPBF process. Various ML models were trained, and the Shapley additive explanation method was adopted to quantify the importance of each process parameter. This study can offer effective guidelines for fine-tuning process parameters to fabricate high-quality products using LPBF.
-
Citations
Citations to this article as recorded by- Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion
Jaemin Wang, Seungyeon Lee, Yeon Woo Kim, Kyung Tae Kim, Jeong Min Park, Dierk Raabe
Acta Materialia.2026; 304: 121751. CrossRef - From physics to intelligence: a review of AI-driven modeling strategies in laser direct energy deposition additive manufacturing
Seyedeh Fatemeh Nabavi, Saeid Nahavandi, Hamid Garmestani
Optics & Laser Technology.2026; 199: 114946. CrossRef - Progresses and Challenges in Additive Manufacturing of Bulk Metallic Glasses
Md Mahbubur Rahman, Raju Ahammad, Asif Karim Neon, Mukitur Rhaman, Md Jonaet Ansari, Md Nizam Uddin, Md Mainul Islam, Muhammad Altaf Nazir
Journal of Manufacturing and Materials Processing.2026; 10(4): 121. CrossRef - Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Automated segmentation and analysis of microscopy images of laser powder bed fusion melt tracks
Aagam Shah, Reimar Weissbach, David A. Griggs, A. John Hart, Elif Ertekin, Sameh Tawfick
Journal of Manufacturing Processes.2025; 154: 61. CrossRef - Coefficient of Thermal Expansion of AlSi10Mg, 316L Stainless Steel and Ti6Al4V Alloys Made with Laser Powder Bed Fusion
Selami Emanet, Edem Honu, Kekeli Agbewornu, Evelyn Quansah, Congyuan Zeng, Patrick Mensah
Materials.2025; 18(19): 4468. CrossRef - Adaptive slicing for increased productivity of metal laser powder bed fusion
Lars Vanmunster, Louca R. Goossens, Laurent Sergeant, Brecht Van Hooreweder, Bey Vrancken
Additive Manufacturing.2025; 112: 105000. CrossRef
- Data-Driven analysis relates mechanical properties to pore morphology in laser powder bed fusion
- [English]
- Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
- Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
- J Powder Mater. 2024;31(1):8-15. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.8
- 5,423 View
- 146 Download
- 6 Citations
-
Abstract
PDF
The emergence of ferrous-medium entropy alloys (FeMEAs) with excellent tensile properties represents a potential direction for designing alloys based on metastable engineering. In this study, an FeMEA is successfully fabricated using laser powder bed fusion (LPBF), a metal additive manufacturing technology. Tensile tests are conducted on the LPBF-processed FeMEA at room temperature and cryogenic temperatures (77 K). At 77 K, the LPBF-processed FeMEA exhibits high yield strength and excellent ultimate tensile strength through active deformation-induced martensitic transformation. Furthermore, due to the low stability of the face-centered cubic (FCC) phase of the LPBF-processed FeMEA based on nano-scale solute heterogeneity, stress-induced martensitic transformation occurs, accompanied by the appearance of a yield point phenomenon during cryogenic tensile deformation. This study elucidates the origin of the yield point phenomenon and deformation behavior of the FeMEA at 77 K.
-
Citations
Citations to this article as recorded by- Stronger weld than base metal in face-centered cubic alloy through multi-scale heterogeneity
Yoona Lee, Sangwon Park, Dongwon Shin, Marcia Myung Hye Ahn, Wei Xiong, Nokeun Park, Hyoung Seop Kim, Je In Lee, Wookjin Lee, Yoon Suk Choi, Jeong Min Park, Namhyun Kang
Materials Research Letters.2026; 14(4): 386. CrossRef - Tensile behavior at cryogenic temperatures of Al 7075 + 1.8%wt Zr alloy processed by L-PBF
Gabrielle Tiphéne, Nicolas Nothomb, Marie-Noëlle Avettand-Fénoël, Aude Simar
Materials Science and Engineering: A.2026; 966: 150364. CrossRef - Effect of Building Orientation on Tensile Properties of Hastelloy X alloy Manufactured by Laser Powder Bed Fusion
Seong-June Youn, GooWon Noh, Seok Su Sohn, Young-Sang Na, Young-Kyun Kim
Journal of Powder Materials.2025; 32(2): 130. CrossRef - Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
Nguyen Lam Khoa, Nguyen Duy Khanh, Hoang Thi Ngoc Quyen, Nguyen Thi Hoang, Oanh, Le Hong Thang, Nguyen Hoa Khiem, Nguyen Hoang Viet
Journal of Powder Materials.2025; 32(3): 191. CrossRef - Cryogenic tensile behavior of carbon-doped CoCrFeMnNi high-entropy alloys additively manufactured by laser powder bed fusion
Haeum Park, Hyeonseok Kwon, Kyung Tae Kim, Ji-Hun Yu, Jungho Choe, Hyokyung Sung, Hyoung Seop Kim, Jung Gi Kim, Jeong Min Park
Additive Manufacturing.2024; 86: 104223. CrossRef - Recent progress in high-entropy alloys for laser powder bed fusion: Design, processing, microstructure, and performance
Asker Jarlöv, Zhiguang Zhu, Weiming Ji, Shubo Gao, Zhiheng Hu, Priyanka Vivegananthan, Yujia Tian, Devesh Raju Kripalani, Haiyang Fan, Hang Li Seet, Changjun Han, Liming Tan, Feng Liu, Mui Ling Sharon Nai, Kun Zhou
Materials Science and Engineering: R: Reports.2024; 161: 100834. CrossRef
- Stronger weld than base metal in face-centered cubic alloy through multi-scale heterogeneity
- [Korean]
- Combinatorial Experiment for Al-6061 and Al-12Si alloy Based on Directed Energy Deposition (DED) Process
- Seoyeon Jeon, Suwon Park, Yongwook Song, Jiwon Park, Hyunyoung Park, Boram Lee, Hyunjoo Choi
- J Powder Mater. 2023;30(6):463-469. Published online December 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.6.463
- 2,431 View
- 54 Download
- 4 Citations
-
Abstract
PDF
Aluminum alloys, known for their high strength-to-weight ratios and impressive electrical and thermal conductivities, are extensively used in numerous engineering sectors, such as aerospace, automotive, and construction. Recently, significant efforts have been made to develop novel aluminum alloys specifically tailored for additive manufacturing. These new alloys aim to provide an optimal balance between mechanical properties and thermal/ electrical conductivities. In this study, nine combinatorial samples with various alloy compositions were fabricated using direct energy deposition (DED) additive manufacturing by adjusting the feeding speeds of Al6061 alloy and Al-12Si alloy powders. The effects of the alloying elements on the microstructure, electrical conductivity, and hardness were investigated. Generally, as the Si and Cu contents decreased, electrical conductivity increased and hardness decreased, exhibiting trade-off characteristics. However, electrical conductivity and hardness showed an optimal combination when the Si content was adjusted to below 4.5 wt%, which can sufficiently suppress the grain boundary segregation of the α- Si precipitates, and the Cu content was controlled to induce the formation of Al2Cu precipitates.
-
Citations
Citations to this article as recorded by- Development of Aluminum Alloys for Additive Manufacturing Using Machine Learning
Sungbin An, Juyeon Han, Seoyeon Jeon, Dowon Kim, Jae Bok Seol, Hyunjoo Choi
Journal of Powder Materials.2025; 32(3): 202. CrossRef - Trends in Materials Modeling and Computation for Metal Additive Manufacturing
Seoyeon Jeon, Hyunjoo Choi
journal of Korean Powder Metallurgy Institute.2024; 31(3): 213. CrossRef - The Challenges and Advances in Recycling/Re-Using Powder for Metal 3D Printing: A Comprehensive Review
Alex Lanzutti, Elia Marin
Metals.2024; 14(8): 886. CrossRef - Microstructural Effects on the Mechanical Properties of Ti-6Al-4V Fabricated by Direct Energy Deposition
Juho Kim, Seoyeon Jeon, Hwajin Park, Taeyoel Kim, Hyunjoo Choi
Journal of Powder Materials.2024; 31(4): 302. CrossRef
- Development of Aluminum Alloys for Additive Manufacturing Using Machine Learning
- [Korean]
- Microstructures and Mechanical Properties of Al-B4C Composites Fabricated by DED Process
- Yu-Jeong An, Ju-Yeon Han, Hyunjoo Choi, Se-Eun Shin
- J Powder Mater. 2023;30(3):262-267. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.262

- 1,346 View
- 10 Download
- 1 Citations
-
Abstract
PDF
Boron carbide (B4C) is highly significant in the production of lightweight protective materials when added to aluminum owing to its exceptional mechanical properties. In this study, a method for fabricating Al-B4C composites using high-energy ball milling and directed energy deposition (DED) is presented. Al-4 wt.% B4C composites were fabricated under 21 different laser conditions to analyze the microstructure and mechanical properties at different values of laser power and scan speeds. The composites fabricated at a laser power of 600 W and the same scan speed exhibited the highest hardness and generated the fewest pores. In contrast, the composites fabricated at a laser power of 1000 W exhibited the lowest hardness and generated a significant number of large pores. This can be explained by the influence of the microstructure on the energy density at different values of laser power.
-
Citations
Citations to this article as recorded by- Development of Aluminum Alloys for Additive Manufacturing Using Machine Learning
Sungbin An, Juyeon Han, Seoyeon Jeon, Dowon Kim, Jae Bok Seol, Hyunjoo Choi
Journal of Powder Materials.2025; 32(3): 202. CrossRef
- Development of Aluminum Alloys for Additive Manufacturing Using Machine Learning
- [Korean]
- Exploration of Aluminum Alloy using Multi-feeder 3D Additive Manufacturing-based Combinatorial Experiment
- Suwon Park, Yongwook Song, Jiyoon Yeo, Songyun Han, Hyunjoo Choi
- J Powder Mater. 2023;30(3):255-261. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.255
- 1,859 View
- 10 Download
- 3 Citations
-
Abstract
PDF
Aluminum alloys are widely utilized in diverse industries, such as automobiles, aerospace, and architecture, owing to their high specific strength and resistance to oxidation. However, to meet the increasing demands of the industry, it is necessary to design new aluminum alloys with excellent properties. Thus, a new method is required to efficiently test additively manufactured aluminum alloys with various compositions within a short period during the alloy design process. In this study, a combinatory approach using a direct energy deposition system for metal 3D printing process with a dual feeder was employed. Two types of aluminum alloy powders, namely Al6061 and Al-12Cu, were utilized for the combinatory test conducted through 3D printing. Twelve types of Al-Si-Cu-Mg alloys were manufactured during this combinatory test, and the relationship between their microstructures and properties was investigated.
-
Citations
Citations to this article as recorded by- Trends in Materials Modeling and Computation for Metal Additive Manufacturing
Seoyeon Jeon, Hyunjoo Choi
journal of Korean Powder Metallurgy Institute.2024; 31(3): 213. CrossRef - Microstructural Effects on the Mechanical Properties of Ti-6Al-4V Fabricated by Direct Energy Deposition
Juho Kim, Seoyeon Jeon, Hwajin Park, Taeyoel Kim, Hyunjoo Choi
Journal of Powder Materials.2024; 31(4): 302. CrossRef - Combinatorial Experiment for Al-6061 and Al-12Si alloy Based on Directed Energy Deposition (DED) Process
Seoyeon Jeon, Suwon Park, Yongwook Song, Jiwon Park, Hyunyoung Park, Boram Lee, Hyunjoo Choi
journal of Korean Powder Metallurgy Institute.2023; 30(6): 463. CrossRef
- Trends in Materials Modeling and Computation for Metal Additive Manufacturing
- [Korean]
- Analysis of the Effects of Process Variables and Alloy Composition on the Relative density and Mechanical Properties of 3D Printed Aluminum Alloys
- Suwon Park, Jiyoon Yeo, Songyun Han, Hyunjoo Choi
- J Powder Mater. 2023;30(3):223-232. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.223
- 3,562 View
- 23 Download
- 1 Citations
-
Abstract
PDF
Metal additive manufacturing (AM) has transformed conventional manufacturing processes by offering unprecedented opportunities for design innovation, reduced lead times, and cost-effective production. Aluminum alloy, a material used in metal 3D printing, is a representative lightweight structural material known for its high specific strength and corrosion resistance. Consequently, there is an increasing demand for 3D printed aluminum alloy components across industries, including aerospace, transportation, and consumer goods. To meet this demand, research on alloys and process conditions that satisfy the specific requirement of each industry is necessary. However, 3D printing processes exhibit different behaviors of alloy elements owing to rapid thermal dynamics, making it challenging to predict the microstructure and properties. In this study, we gathered published data on the relationship between alloy composition, processing conditions, and properties. Furthermore, we conducted a sensitivity analysis on the effects of the process variables on the density and hardness of aluminum alloys used in additive manufacturing.
-
Citations
Citations to this article as recorded by- Effect of Heat Treatment on Microstructure and Mechanical Properties of Al–Zn–Mg–Cu–Si Sintered Alloys with and Without High-energy Ball Milling
Junho Lee, Seonghyun Park, Sang-Hwa Lee, Seung Bae Son, Seok-Jae Lee, Jae-Gil Jung
journal of Korean Powder Metallurgy Institute.2023; 30(6): 470. CrossRef
- Effect of Heat Treatment on Microstructure and Mechanical Properties of Al–Zn–Mg–Cu–Si Sintered Alloys with and Without High-energy Ball Milling
- [Korean]
- Prediction of Crack Density in additive manufactured AA7075 Alloy Reinforced with ZrH2 inoculant via Response Surface Method
- Jeong Ah Lee, Jungho Choe, Hyoung Seop Kim
- J Powder Mater. 2023;30(3):203-209. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.203

- 2,442 View
- 14 Download
- 1 Citations
-
Abstract
PDF
Aluminum alloy-based additive manufacturing (AM) has emerged as a popular manufacturing process for the fabrication of complex parts in the automotive and aerospace industries. The addition of an inoculant to aluminum alloy powder has been demonstrated to effectively reduce cracking by promoting the formation of equiaxed grains. However, the optimization of the AM process parameters remains challenging owing to their variability. In this study, the response surface methodology (RSM) was used to predict the crack density of AM-processed Al alloy samples. RSM was performed by setting the process parameters and equiaxed grain ratio, which influence crack propagation, as independent variables and designating crack density as a response variable. The RSM-based quadratic polynomial models for crack-density prediction were found to be highly accurate. The relationship among the process parameters, crack density, and equiaxed grain fraction was also investigated using RSM. The findings of this study highlight the efficacy of RSM as a reliable approach for optimizing the properties of AM-processed parts with limited experimental data. These results can contribute to the development of robust AM processing strategies for the fabrication of highquality Al alloy components for various applications.
-
Citations
Citations to this article as recorded by- Synergistic strengthening of crack-free Al–Zn–Mg–Cu alloys with hierarchical microstructures achieved via laser powder bed fusion
Jungho Choe, Kyung Tae Kim, Jeong Min Park, Hyomoon Joo, Sang Guk Jeong, Eun Seong Kim, Soung Yeoul Ahn, Gang Hee Gu, Hyoung Seop Kim
Materials Research Letters.2024; 12(8): 598. CrossRef
- Synergistic strengthening of crack-free Al–Zn–Mg–Cu alloys with hierarchical microstructures achieved via laser powder bed fusion
- [Korean]
- Effect of Substrate Pre-heating on Microstructure and Magnetic Properties of Nd-Fe-B Permanent Magnet Manufactured by L-PBF
- Yeon Woo Kim, Haeum Park, Tae-Hoon Kim, Kyung Tae Kim, Ji-Hun Yu, Yoon Suk Choi, Jeong Min Park
- J Powder Mater. 2023;30(2):116-122. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.116
- 1,527 View
- 23 Download
- 2 Citations
-
Abstract
PDF
Because magnets fabricated using Nd-Fe-B exhibit excellent magnetic properties, this novel material is used in various high-tech industries. However, because of the brittleness and low formability of Nd-Fe-B magnets, the design freedom of shapes for improving the performance is limited based on conventional tooling and postprocessing. Laserpowder bed fusion (L-PBF), the most famous additive manufacturing (AM) technique, has recently emerged as a novel process for producing geometrically complex shapes of Nd-Fe-B parts owing to its high precision and good spatial resolution. However, because of the repeated thermal shock applied to the materials during L-PBF, it is difficult to fabricate a dense Nd-Fe-B magnet. In this study, a high-density (>96%) Nd-Fe-B magnet is successfully fabricated by minimizing the thermal residual stress caused by substrate heating during L-PBF.
-
Citations
Citations to this article as recorded by- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Linkage between process-induced microstructure and magnetic property of Nd-Fe-B permanent magnets additively manufactured by laser powder bed fusion
Yeon Woo Kim, Sujin Lee, Yoona Lee, Jae Bok Seol, Namhyun Kang, Yoon Suk Choi, Ji-Hun Yu, Jung-Goo Lee, Tae-Hoon Kim, Jeong Min Park
Materials & Design.2025; 259: 114929. CrossRef
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- [Korean]
- Study for the Process Parameter Control to Achieve High Build Rate of Laser Powder Bed Fused IN718 Super Alloy Using Optimal VED
- Sang Uk Kim, Kyu-Sik Kim, Yongho Sohn, Kee-Ahn Lee
- J Powder Mater. 2022;29(5):390-398. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.390
- 1,234 View
- 14 Download
-
Abstract
PDF
Recently, considerable attention has been given to nickel-based superalloys used in additive manufacturing. However, additive manufacturing is limited by a slow build rate in obtaining optimal densities. In this study, optimal volumetric energy density (VED) was calculated using optimal process parameters of IN718 provided by additive manufacturing of laser powder-bed fusion. The laser power and scan speed were controlled using the same ratio to maintain the optimal VED and achieve a fast build rate. Cube samples were manufactured using seven process parameters, including an optimal process parameter. Analysis was conducted based on changes in density and melt-pool morphology. At a low laser power and scan speed, the energy applied to the powder bed was proportional to
and not . At a high laser power and scan speed, a curved track was formed due to Plateau-Rayleigh instability. However, a wide melt-pool shape and continuous track were formed, which did not significantly affect the density. We were able to verify the validity of the VED formula and succeeded in achieving a 75% higher build rate than that of the optimal parameter, with a slight decrease in density and hardness.
- [Korean]
- Improving Flow Property of AlSi10Mg Powder for Additive Manufacturing via Surface Treatment using Methyltrichlorosilane
- Sang Cheol Park, In Yeong Kim, Young Il Kim, Dae-Kyeom Kim, Kee-Ahn Lee, Soong Ju Oh, Bin Lee
- J Powder Mater. 2022;29(5):363-369. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.363
- 1,172 View
- 5 Download
- 1 Citations
-
Abstract
PDF
AlSi10Mg alloys are being actively studied through additive manufacturing for application in the automobile and aerospace industries because of their excellent mechanical properties. To obtain a consistently high quality product through additive manufacturing, studying the flowability and spreadability of the metal powder is necessary. AlSi10Mg powder easily forms an oxide film on the powder surface and has hydrophilic properties, making it vulnerable to moisture. Therefore, in this study, AlSi10Mg powder was hydrophobically modified through silane surface treatment to improve the flowability and spreadability by reducing the effects of moisture. The improved flowability according to the number of silane surface treatments was confirmed using a Carney flowmeter. In addition, to confirm the effects of improved spreadability, the powder prior to surface treatment and that subjected to surface treatment four times were measured and compared using s self-designed recoating tester. The results of this study confirmed the improved flowability and spreadability based on the modified metal powder from hydrophilic to hydrophobic for obtaining a highquality additive manufacturing product.
-
Citations
Citations to this article as recorded by- Residual Stress Analysis of Additive Manufactured A356.2 Aluminum Alloys using X-Ray Diffraction Methods
SangCheol Park, InYeong Kim, Young Il Kim, Dae-Kyeom Kim, Soong Ju Oh, Kee-Ahn Lee, Bin Lee
Korean Journal of Metals and Materials.2023; 61(7): 534. CrossRef
- Residual Stress Analysis of Additive Manufactured A356.2 Aluminum Alloys using X-Ray Diffraction Methods
- [Korean]
- Effect of Laser Beam Diameter on the Microstructure and Hardness of 17-4 PH Stainless Steel Additively Manufactured by Direct Energy Deposition
- Woo Hyeok Kim, UiJun Go, Jeoung Han Kim
- J Powder Mater. 2022;29(4):314-319. Published online August 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.4.314
- 1,284 View
- 9 Download
- 3 Citations
-
Abstract
PDF
The effect of the laser beam diameter on the microstructure and hardness of 17-4 PH stainless steel manufactured via the directed energy deposition process is investigated. The pore size and area fraction are much lower using a laser beam diameter of 1.0 mm compared with those observed using a laser beam diameter of 1.8 mm. Additionally, using a relatively larger beam diameter results in pores in the form of incomplete melting. Martensite and retained austenite are observed under both conditions. A smaller width of the weld track and overlapping area are observed in the sample fabricated with a 1.0 mm beam diameter. This difference appears to be mainly caused by the energy density based on the variation in the beam diameter. The sample prepared with a beam diameter of 1.0 mm had a higher hardness near the substrate than that prepared with a 1.8 mm beam diameter, which may be influenced by the degree of melt mixing between the 17-4 PH metal powder and carbon steel substrate.
-
Citations
Citations to this article as recorded by- Mechanical response and microstructural evolution of a composite joint fabricated by green laser dissimilar welding of VCoNi medium entropy alloy and 17-4PH stainless steel
Hadiseh Esmaeilpoor, Mahdi Aghaahmadi, Hyun Jong Yoo, Chan Woong Park, Tae Jin Jang, Seok Su Sohn, Jeoung Han Kim
Journal of Materials Science & Technology.2025; 213: 223. CrossRef - Laser additive manufacturing of ceramic reinforced titanium matrix composites: A review of microstructure, properties, auxiliary processes, and simulations
Yuzhou Zeng, Jiandong Wang, Xuanrui Liu, Yu Xue, Lang Tang, Yunxiang Tong, Fengchun Jiang
Composites Part A: Applied Science and Manufacturing.2024; 177: 107941. CrossRef - Study on the Elemental Diffusion Distance of a Pure Nickel Layer Additively Manufactured on 316H Stainless Steel
UiJun Ko, Won Chan Lee, Gi Seung Shin, Ji-Hyun Yoon, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(3): 220. CrossRef
- Mechanical response and microstructural evolution of a composite joint fabricated by green laser dissimilar welding of VCoNi medium entropy alloy and 17-4PH stainless steel
- [Korean]
- 3D-printing-based Combinatorial Experiment for Al-Si-Cu-Mg Alloys
- Yongwook Song, Jungjoon Kim, Suwon Park, Hyunjoo Choi
- J Powder Mater. 2022;29(3):233-239. Published online June 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.3.233
- 845 View
- 1 Download
-
Abstract
PDF
Aluminum alloys are extensively employed in several industries, such as automobile, aerospace, and architecture, owing to their high specific strength and electrical and thermal conductivities. However, to meet the rising industrial demands, aluminum alloys must be designed with both excellent mechanical and thermal properties. Computer-aided alloy design is emerging as a technique for developing novel alloys to overcome these trade-off properties. Thus, the development of a new experimental method for designing alloys with high-throughput confirmation is gaining focus. A new approach that rapidly manufactures aluminum alloys with different compositions is required in the alloy design process. This study proposes a combined approach to rapidly investigate the relationship between the microstructure and properties of aluminum alloys using a direct energy deposition system with a dual-nozzle metal 3D printing process. Two types of aluminum alloy powders (Al-4.99Si-1.05Cu-0.47Mg and Al-7Mg) are employed for the 3D printing-based combined method. Nine types of Al-Si-Cu-Mg alloys are manufactured using the combined method, and the relationship between their microstructures and properties is examined.
- [Korean]
- Microstructure and Mechanical Properties of CoCrFeMnNi-type High-entropy Alloy Fabricated by Selective Laser Melting: A Review
- Jeong Min Park
- J Powder Mater. 2022;29(2):132-151. Published online April 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.2.132
- 3,112 View
- 43 Download
- 7 Citations
-
Abstract
PDF
The CoCrFeMnNi high-entropy alloy (HEA), which is the most widely known HEA with a single facecentered cubic structure, has attracted significant academic attention over the past decade owing to its outstanding multifunctional performance. Recent studies have suggested that CoCrFeMnNi-type HEAs exhibit excellent printability for selective laser melting (SLM) under a wide range of process conditions. Moreover, it has been suggested that SLM can not only provide great topological freedom of design but also exhibit excellent mechanical properties by overcoming the strength–ductility trade-off via producing a hierarchical heterogeneous microstructure. In this regard, the SLM-processed CoCrFeMnNi HEA has been extensively studied to comprehensively understand the mechanisms of microstructural evolution and resulting changes in mechanical properties. In this review, recent studies on CoCrFeMnNi-type HEAs produced using SLM are discussed with respect to process-induced microstructural evolution and the relationship between hierarchical heterogeneous microstructure and mechanical properties.
-
Citations
Citations to this article as recorded by- Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
Nguyen Lam Khoa, Nguyen Duy Khanh, Hoang Thi Ngoc Quyen, Nguyen Thi Hoang, Oanh, Le Hong Thang, Nguyen Hoa Khiem, Nguyen Hoang Viet
Journal of Powder Materials.2025; 32(3): 191. CrossRef - Investigation of effects of process parameters on microstructure and fracture toughness of SLM CoCrFeMnNi
Joseph Agyapong, Diego Mateos, Aleksander Czekanski, Solomon Boakye-Yiadom
Journal of Alloys and Compounds.2024; 987: 173998. CrossRef - Cryogenic Tensile Behavior of Ferrous Medium-entropy Alloy Additively Manufactured by Laser Powder Bed Fusion
Seungyeon Lee, Kyung Tae Kim, Ji-Hun Yu, Hyoung Seop Kim, Jae Wung Bae, Jeong Min Park
journal of Korean Powder Metallurgy Institute.2024; 31(1): 8. CrossRef - Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
journal of Korean Powder Metallurgy Institute.2024; 31(2): 137. CrossRef - Cryogenic tensile behavior of carbon-doped CoCrFeMnNi high-entropy alloys additively manufactured by laser powder bed fusion
Haeum Park, Hyeonseok Kwon, Kyung Tae Kim, Ji-Hun Yu, Jungho Choe, Hyokyung Sung, Hyoung Seop Kim, Jung Gi Kim, Jeong Min Park
Additive Manufacturing.2024; 86: 104223. CrossRef - Microstructural evolution and high strain rate deformation response of SLM-printed CoCrFeMnNi after annealing and deep-cryogenic treatment
Joseph Agyapong, Aleksander Czekanski, Solomon Boakye Yiadom
Materials Characterization.2024; 218: 114506. CrossRef - High-speed manufacturing-driven strength-ductility improvement of H13 tool steel fabricated by selective laser melting
Yeon Woo Kim, Haeum Park, Young Seong Eom, Dong Gill Ahn, Kyung Tae Kim, Ji-hun Yu, Yoon Suk Choi, Jeong Min Park
Powder Metallurgy.2023; 66(5): 582. CrossRef
- Thermodynamic and Electronic Descriptor-Driven Machine Learning for Phase Prediction in High-Entropy Alloys: Experimental Validation
- [Korean]
- A Study on Powder Size Dependence of Additive Manufactured AlCrFeNi HEA on Its Microstructure and Mechanical Properties
- Jong Woo Choi, Hae Jin Park, Gyeol Chan Kang, Min Seob Jung, Ki Tae Oh, Sung Hwan Hong, Hyun Gil Kim, Ki Buem Kim
- J Powder Mater. 2022;29(1):22-27. Published online February 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.1.22
- 1,025 View
- 6 Download
- 1 Citations
-
Abstract
PDF
Conventionally, metal materials are produced by subtractive manufacturing followed by melting. However, there has been an increasing interest in additive manufacturing, especially metal 3D printing technology, which is relatively inexpensive because of the absence of complicated processing steps. In this study, we focus on the effect of varying powder size on the synthesis quality, and suggest optimum process conditions for the preparation of AlCrFeNi high-entropy alloy powder. The SEM image of the as-fabricated specimens show countless, fine, as-synthesized powders. Furthermore, we have examined the phase and microstructure before and after 3D printing, and found that there are no noticeable changes in the phase or microstructure. However, it was determined that the larger the powder size, the better the Vickers hardness of the material. This study sheds light on the optimization of process conditions in the metal 3D printing field.
-
Citations
Citations to this article as recorded by- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
Eunhyo Song, Hansung Lee, Byungmin Ahn
Journal of Powder Materials.2025; 32(3): 254. CrossRef
- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
- [Korean]
- Microstructural Analysis of STS316L Samples Manufactured by Powder Bed Fusion and Post-heat Treatments
- S. Y. Song, D. W. Lee, D. V. Cong, J. W. Kim, S. M. Lee, S. H. Joo, J. C. Kim
- J Powder Mater. 2022;29(1):14-21. Published online February 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.1.14
- 1,395 View
- 15 Download
- 3 Citations
-
Abstract
PDF
In the powder bed fusion (PBF) process, a 3D shape is formed by the continuous stacking of very fine powder layers using computer-aided design (CAD) modeling data, following which laser irradiation can be used to fuse the layers forming the desired product. In this method, the main process parameters for manufacturing the desired 3D products are laser power, laser speed, powder form, powder size, laminated thickness, and laser diameter. Stainless steel (STS) 316L exhibits excellent strength at high temperatures, and is also corrosion resistant. Due to this, it is widely used in various additive manufacturing processes, and in the production of corrosion-resistant components with complicated shapes. In this study, rectangular specimens have been manufactured using STS 316L powder via the PBF process. Further, the effect of heat treatment at 800 °C on the microstructure and hardness has been investigated.
-
Citations
Citations to this article as recorded by- Effect of Phase Composition on Microstructure and Mechanical Properties of Biomedical Ti-15Nb-5Sn Alloy Prepared by Material Extrusion Additive Manufacturing
Jin-hwan Lim, Gyeong-ho Kang, Shuanglei Li, Tae-hyun Nam
Journal of Materials Engineering and Performance.2026; 35(11): 10979. CrossRef - Effect of thermal debinding conditions on microstructure and mechanical properties of a biomedical Ti-15Nb-5Sn alloy prepared by material extrusion additive manufacturing (MEAM) process
Jin-hwan Lim, Soo-yeong Kim, Tae-gyun Gu, Shuanglei Li, Tae-hyun Nam
Journal of Alloys and Compounds.2025; 1044: 184366. CrossRef - In vitro Evaluation of Cytotoxicity and Cell Viability of Ultra-high Molecular Weight Polyethylene for 3D-printed Artificial Joint Manufacturing
Seung-Lim Yoo, Da-Been Lee, Min-Gyu Park, Junyeong Lim, Chanwoo Sim, Taeho Yoon, Youngmin Seo, Dae-Wui Yoon
Biomedical Science Letters.2024; 30(4): 291. CrossRef
- Effect of Phase Composition on Microstructure and Mechanical Properties of Biomedical Ti-15Nb-5Sn Alloy Prepared by Material Extrusion Additive Manufacturing
- [Korean]
- Parametric Study of Selective Laser Melting Using Ti-6Al-4V Powder Bed for Concurrent Control of Volumetric Density and Surface Roughness
- Jeongmin Woo, Ji-Yoon Kim, Yongho Sohn, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(5):410-416. Published online October 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.5.410
- 1,579 View
- 9 Download
-
Abstract
PDF
Ti-6Al-4V alloy has a wide range of applications, ranging from turbine blades that require smooth surfaces for aerodynamic purposes to biomedical implants, where a certain surface roughness promotes biomedical compatibility. Therefore, it would be advantageous if the high volumetric density is maintained while controlling the surface roughness during the LPBF of Ti-6Al-4V. In this study, the volumetric energy density is varied by independently changing the laser power and scan speed to document the changes in the relative sample density and surface roughness. The results where the energy density is similar but the process parameters are different are compared. For comparable energy density but higher laser power and scan speed, the relative density remained similar at approximately 99%. However, the surface roughness varies, and the maximum increase rate is approximately 172%. To investigate the cause of the increased surface roughness, a nonlinear finite element heat transfer analysis is performed to compare the maximum temperature, cooling rate, and lifetime of the melt pool with different process parameters.
- [Korean]
- Characterization and Classification of Pores in Metal 3D Printing Materials with X-ray Tomography and Machine Learning
- Eun-Ah Kim, Se-Hun Kwon, Dong-Yeol Yang, Ji-Hun Yu, Kwon-Ill Kim, Hak-Sung Lee
- J Korean Powder Metall Inst. 2021;28(3):208-215. Published online June 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.3.208
- 1,145 View
- 15 Download
-
Abstract
PDF
Metal three-dimensional (3D) printing is an important emerging processing method in powder metallurgy. There are many successful applications of additive manufacturing. However, processing parameters such as laser power and scan speed must be manually optimized despite the development of artificial intelligence. Automatic calibration using information in an additive manufacturing database is desirable. In this study, 15 commercial pure titanium samples are processed under different conditions, and the 3D pore structures are characterized by X-ray tomography. These samples are easily classified into three categories, unmelted, well melted, or overmelted, depending on the laser energy density. Using more than 10,000 projected images for each category, convolutional neural networks are applied, and almost perfect classification of these samples is obtained. This result demonstrates that machine learning methods based on X-ray tomography can be helpful to automatically identify more suitable processing parameters.
- [Korean]
- Property of the Spheroidized Zr Powder by Radio Frequency Plasma Treatment
- Yukyeong Lee, Mi-Sun Choi, Eon Byeong Park, Jeong Seok Oh, Taehyun Nam, Jung Gi Kim
- J Korean Powder Metall Inst. 2021;28(2):97-102. Published online April 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.2.97
- 1,049 View
- 2 Download
-
Abstract
PDF
Powder quality, including high flowability and spherical shape, determines the properties of additively manufactured products. Therefore, the cheap production of high-quality powders is critical in additive manufacturing. Radio frequency plasma treatment is an effective method to fabricate spherical powders by melting the surface of irregularly shaped powders; in the present work, mechanically milled Zr powders are spheroidized by radio frequency plasma treatment and their properties are compared with those of commercial Zircaloy-2 alloy powder. Spherical Zr particles are successfully fabricated by plasma treatment, although their flowability and impurity contents are poorer than those of the commercial Zircaloy-2 alloy powder. This result shows that radio-frequency plasma treatment with mechanically milled powders requires further research and development for manufacturing low-cost powders for additive manufacturing.
- [Korean]
- Manufacture of AlSi10Mg Alloy Powder for Powder Bed Fusion(PBF) Process using Gas Atomization Method
- Weon Bin Im, Seung Joon Park, Yeo Chun Yun, Byeong Cheol Kim
- J Korean Powder Metall Inst. 2021;28(2):120-126. Published online April 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.2.120

- 1,995 View
- 18 Download
- 5 Citations
-
Abstract
PDF
In this study, AlSi10Mg alloy powders are synthesized using gas atomization and sieving processes for powder bed fusion (PBF) additive manufacturing. The effect of nozzle diameter (ø = 4.0, 4.5, 5.0 and 8.0 mm) on the gas atomization and sieving size on the properties of the prepared powder are investigated. As the nozzle diameter decreases, the size of the manufactured powder decreases, and the uniformity of the particle size distribution improves. Therefore, the ø 4.0 mm nozzle diameter yields powder with superior properties. Spherically shaped powders can be prepared at a scale suitable for the PBF process with a particle size distribution of 10–45 μm. The Hausner ratio value of the powder is measured to be 1.24. In addition, the yield fraction of the powder prepared in this study is 26.6%, which is higher than the previously reported value of 10–15%. These results indicate that the nozzle diameter and the post-sieve process simultaneously influence the shape of the prepared powder as well as the satellite powder on its surface.
-
Citations
Citations to this article as recorded by- Effect of Phase Composition on Microstructure and Mechanical Properties of Biomedical Ti-15Nb-5Sn Alloy Prepared by Material Extrusion Additive Manufacturing
Jin-hwan Lim, Gyeong-ho Kang, Shuanglei Li, Tae-hyun Nam
Journal of Materials Engineering and Performance.2026; 35(11): 10979. CrossRef - Innovative Processing of Compacted Waste Aluminum Alloy Powders via Controlled Remelting and Solidification
Mila Christy de Oliveira, Marcella Gaute Cavalcante Xavier, Abdoul‐Aziz Bogno, Piter Gargarella, José Eduardo Spinelli
Advanced Engineering Materials.2026;[Epub] CrossRef -
SiO
2
nanoparticle-coated Ti-6Al-4V spherical powder for powder bed fusion additive manufacturing process
Jongik Lee, Taehoo Kang, Ukju Gim, Sehun Kim, Sanghee Jung, Jimin Han, Bin Lee
Powder Metallurgy.2025; 68(4): 333. CrossRef - Effect of thermal debinding conditions on microstructure and mechanical properties of a biomedical Ti-15Nb-5Sn alloy prepared by material extrusion additive manufacturing (MEAM) process
Jin-hwan Lim, Soo-yeong Kim, Tae-gyun Gu, Shuanglei Li, Tae-hyun Nam
Journal of Alloys and Compounds.2025; 1044: 184366. CrossRef - Evaluation of a Laboratory-Scale Gas-Atomized AlSi10Mg Powder and a Commercial-Grade Counterpart for Laser Powder Bed Fusion Processing
Fabrizio Marinucci, Alberta Aversa, Diego Manfredi, Mariangela Lombardi, Paolo Fino
Materials.2022; 15(21): 7565. CrossRef
- Effect of Phase Composition on Microstructure and Mechanical Properties of Biomedical Ti-15Nb-5Sn Alloy Prepared by Material Extrusion Additive Manufacturing
- [Korean]
- High Temperature Oxidation Behavior of 316L Austenitic Stainless Steel Manufactured by Laser Powder Bed Fusion Process
- Yu-Jin Hwang, Dong-Yeol Wi, Kyu-Sik Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(2):110-119. Published online April 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.2.110
- 1,524 View
- 34 Download
- 2 Citations
-
Abstract
PDF
In this study, the high-temperature oxidation properties of austenitic 316L stainless steel manufactured by laser powder bed fusion (LPBF) is investigated and compared with conventional 316L manufactured by hot rolling (HR). The initial microstructure of LPBF-SS316L exhibits a molten pool ~100 μm in size and grains grown along the building direction. Isotropic grains (~35 μm) are detected in the HR-SS316L. In high-temperature oxidation tests performed at 700°C and 900°C, LPBF-SS316L demonstrates slightly superior high-temperature oxidation resistance compared to HR-SS316L. After the initial oxidation at 700°C, shown as an increase in weight, almost no further oxidation is observed for both materials. At 900°C, the oxidation weight displays a parabolic trend and both materials exhibit similar behavior. However, at 1100°C, LPBF-SS316L oxidizes in a parabolic manner, but HR-SS316L shows a breakaway oxidation behavior. The oxide layers of LPBF-SS316L and HR-SS316L are mainly composed of Cr2O3, Febased oxides, and spinel phases. In LPBF-SS316L, a uniform Cr depletion region is observed, whereas a Cr depletion region appears at the grain boundary in HR-SS316L. It is evident from the results that the microstructure and the hightemperature oxidation characteristics and behavior are related.
-
Citations
Citations to this article as recorded by- Retention factor-based constitutive model of high-strength austenitic A4–80 bolts after fire exposure
Hui Wang, Bo Yang, Tao Sun, Weilai Yao, Wei Jiang
Journal of Constructional Steel Research.2025; 235: 109930. CrossRef - Study of structural stability at high temperature of pseudo-single tube with double layer as an alternative method for accident-tolerant fuel cladding
Jong Woo Kim, Hyeong Woo Min, Jaehwan Ko, Yonghee Kim, Young Soo Yoon
Journal of Nuclear Materials.2022; 566: 153800. CrossRef
- Retention factor-based constitutive model of high-strength austenitic A4–80 bolts after fire exposure
- [Korean]
- Technology Trend of Additive Manufacturing Standardization
- Hanshin Choi, Jinsu Park
- J Korean Powder Metall Inst. 2020;27(5):420-428. Published online October 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.5.420
- 1,395 View
- 5 Download
-
Abstract
PDF
Additive manufacturing technology is recognized as an optimal technology for mass-customized distributed production because it can yield products with high design freedom by applying an automated production system. However, the introduction of novel technologies to the additive manufacturing industry is generally delayed, and technology uncertainty has been pointed out as one of the main causes. This paper presents the results of the research and analysis of current standardization trends that are related to additive manufacturing by examining the hierarchical structure of the quality system along with the various industry and evaluation standards. Consequently, it was confirmed that the currently unfolding standardization does not sufficiently reflect the characteristics of additive manufacturing technology, and rather can become a barrier to entry for market participants or an element that suppresses the lateral shearing ability of additive manufacturing technology.
- [Korean]
- Spheroidization of Enamel Powders by Radio Frequency Plasma Treatment and Application to Additive Manufacturing
- Ki-Bong Kim, Dong-Yeol Yang, Yong-Jin Kim, Jungho Choe, Ji-Na Kwak, Woo-Hyung Jung
- J Korean Powder Metall Inst. 2020;27(5):388-393. Published online October 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.5.388

- 1,041 View
- 5 Download
-
Abstract
PDF
The enamel powders used traditionally in Korea are produced by a ball-milling process. Because of their irregular shapes, enamel powders exhibit poor flowability. Therefore, polygonal enamel powders are only used for handmade cloisonné crafts. In order to industrialize or automate the process of cloisonné crafts, it is essential to control the size and shape of the powder. In this study, the flowability of the enamel powders was improved using the spheroidization process, which employs the RF plasma treatment. In addition, a simple grid structure and logo were successfully produced using the additive manufacturing process (powder bed fusion), which utilizes spherical enamel powders. The additive manufacturing technology of spherical enamel powders is expected to be widely used in the field of cloisonné crafting in the future.
- [Korean]
- Computation of Stress Field During Additive Manufacturing by Explicit Finite Element Method
- Seung-Yong Yang, Jeoung Han Kim
- J Korean Powder Metall Inst. 2020;27(4):318-324. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.318
- 1,140 View
- 3 Download
- 1 Citations
-
Abstract
PDF
In the present work, an explicit finite element analysis technique is introduced to analyze the thermal stress fields present in the additive manufacturing process. To this purpose, a finite element matrix formulation is derived from the equations of motion and continuity. The developed code, NET3D, is then applied to various sample problems including thermal stress development. The application of heat to an inclusion from an external source establishes an initial temperature from which heat flows to the surrounding body in the sample problems. The development of thermal stress due to the mismatch between the thermal strains is analyzed. As mass scaling can be used to shorten the computation time of explicit analysis, a mass scaling of 108 is employed here, which yields almost identical results to the quasi-static results.
-
Citations
Citations to this article as recorded by- Stress-Induced Deformation of Thin Copper Substrate in Double-Sided Lapping
Jiang Guo, Zengxu He, Bo Pan, Bin Wang, Qian Bai, Jinxing Kong, Renke Kang
Chinese Journal of Mechanical Engineering.2023;[Epub] CrossRef
- Stress-Induced Deformation of Thin Copper Substrate in Double-Sided Lapping
- [English]
- Multi-step Metals Additive Manufacturing Technologies
- Ji-Won Oh, Jinsu Park, Hanshin Choi
- J Korean Powder Metall Inst. 2020;27(3):256-267. Published online June 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.3.256
- 2,230 View
- 9 Download
- 3 Citations
-
Abstract
PDF
Metal additive manufacturing (AM) technologies are classified into two groups according to the consolidation mechanisms and densification degrees of the as-built parts. Densified parts are obtained via a single-step process such as powder bed fusion, directed energy deposition, and sheet lamination AM technologies. Conversely, green bodies are consolidated with the aid of binder phases in multi-step processes such as binder jetting and material extrusion AM. Green-body part shapes are sustained by binder phases, which are removed for the debinding process. Chemical and/or thermal debinding processes are usually devised to enhance debinding kinetics. The pathways to final densification of the green parts are sintering and/or molten metal infiltration. With respect to innovation types, the multistep metal AM process allows conventional powder metallurgy manufacturing to be innovated continuously. Eliminating cost/time-consuming molds, enlarged 3D design freedom, and wide material selectivity create opportunities for the industrial adoption of multi-step AM technologies. In addition, knowledge of powders and powder metallurgy fuel advances of multi-step AM technologies. In the present study, multi-step AM technologies are briefly introduced from the viewpoint of the entire manufacturing lifecycle.
-
Citations
Citations to this article as recorded by- Potential and challenges for Powder Bed Fusion – Laser Beam (PBF-LB) in industrial ceramic additive manufacturing
Christian Berger, Gabriela Schimo-Aichhorn, Stefan Gronau, Franziska Saft, Sarah Seiringer, Uwe Scheithauer
Open Ceramics.2024; 18: 100614. CrossRef - Fabrication of Cu-Infiltrated Journal Bearing by Binder Jetting Additive Manufacturing
Jin Man Jang
Crystals.2024; 14(11): 912. CrossRef - SiC-Si composite part fabrication via SiC powder binder jetting additive manufacturing and molten-Si infiltration
Ji-Won Oh, Jinsu Park, Sahn Nahm, Hanshin Choi
International Journal of Refractory Metals and Hard Materials.2021; 101: 105686. CrossRef
- Potential and challenges for Powder Bed Fusion – Laser Beam (PBF-LB) in industrial ceramic additive manufacturing
- [Korean]
- Additive Manufacturing for Sensor Integrated Components
- Im Doo Jung, Min Sik Lee, Young Jin Woo, Kyung Tae Kim, Ji-Hun Yu
- J Korean Powder Metall Inst. 2020;27(2):111-118. Published online April 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.2.111

- 1,605 View
- 14 Download
-
Abstract
PDF
The convergence of artificial intelligence with smart factories or smart mechanical systems has been actively studied to maximize the efficiency and safety. Despite the high improvement of artificial neural networks, their application in the manufacturing industry has been difficult due to limitations in obtaining meaningful data from factories or mechanical systems. Accordingly, there have been active studies on manufacturing components with sensor integration allowing them to generate important data from themselves. Additive manufacturing enables the fabrication of a net shaped product with various materials including plastic, metal, or ceramic parts. With the principle of layer-bylayer adhesion of material, there has been active research to utilize this multi-step manufacturing process, such as changing the material at a certain step of adhesion or adding sensor components in the middle of the additive manufacturing process. Particularly for smart parts manufacturing, researchers have attempted to embed sensors or integrated circuit boards within a three-dimensional component during the additive manufacturing process. While most of the sensor embedding additive manufacturing was based on polymer material, there have also been studies on sensor integration within metal or ceramic materials. This study reviews the additive manufacturing technology for sensor integration into plastic, ceramic, and metal materials.
- [Korean]
- Influence of Powder Size on Properties of Selectively Laser-Melted- AlSi10Mg Alloys
- Yeong Seong Eom, Dong Won Kim, Kyung Tae Kim, Sang Sun Yang, Jungho Choe, Injoon Son, Ji Hun Yu
- J Korean Powder Metall Inst. 2020;27(2):103-110. Published online April 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.2.103

- 1,453 View
- 5 Download
- 2 Citations
-
Abstract
PDF
Aluminum (Al) - based powders have attracted attention as key materials for 3D printing because of their excellent specific mechanical strength, formability, and durability. Although many studies on the fabrication of 3Dprinted Al-based alloys have been reported, the influence of the size of raw powder materials on the bulk samples processed by selective laser melting (SLM) has not been fully investigated. In this study, AlSi10Mg powders of 65 μm in average particle size, prepared by a gas atomizing process, are additively manufactured by using an SLM process. AlSi10Mg powders of 45 μm average size are also fabricated into bulk samples in order to compare their properties. The processing parameters of laser power and scan speed are optimized to achieve densified AlSi10Mg alloys. The Vickers hardness value of the bulk sample prepared from 45 μm-sized powders is somewhat higher than that of the 65 μm-sized powder. Such differences in hardness are analyzed because the reduction in melt pool size stems from the rapid melting and solidification of small powders, compared to those of coarse powders, during the SLM process. These results show that the size of the powder should be considered in order to achieve optimization of the SLM process.
-
Citations
Citations to this article as recorded by- Laser Soldering Process Optimization of MEMS Probe of Probe Card for Semiconductor Wafer Test
Myeongin Kim, Won Sik Hong, Mi-Song Kim
Journal of Welding and Joining.2022; 40(3): 271. CrossRef - Investigation on Interfacial Microstructures of Stainless Steel/Inconel Bonded by Directed Energy Deposition of alloy Powders
Yeong Seong Eom, Kyung Tae Kim, Soo-Ho Jung, Jihun Yu, Dong Yeol Yang, Jungho Choe, Chul Yong Sim, Seung Jun An
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 219. CrossRef
- Laser Soldering Process Optimization of MEMS Probe of Probe Card for Semiconductor Wafer Test
- [Korean]
- Technology Trend of Construction Additive Manufacturing
- Jinsu Park, Kyungteak Kim, Hanshin Choi
- J Korean Powder Metall Inst. 2019;26(6):528-538. Published online December 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.6.528

- 1,556 View
- 3 Download
- 2 Citations
-
Abstract
PDF
The transition from “More-of-Less” markets (economies of scale) to “Less-of-More” markets (economies of scope) is supported by advances of disruptive manufacturing and reconfigurable-supply-chain management technologies. With the prevalence of cyber-physical manufacturing systems, additive manufacturing technology is of great impact on industry, the economy, and society. Traditionally, backbone structures are built via bottom-up manufacturing with either pre-fabricated building blocks such as bricks or with layer-by-layer concrete casting such as climbing form-work casting. In both cases, the design selection is limited by form-work design and cost. Accordingly, the tool-less building of architecture with high design freedom is attractive. In the present study, we review the technological trends of additive manufacturing for construction-scale additive manufacturing in particular. The rapid tooling of patterns or molds and rapid manufacturing of construction parts or whole structures is extensively explored through uncertainties from technology. The future regulation still has drawbacks in the adoption of additive manufacturing in construction industries.
-
Citations
Citations to this article as recorded by-
SiO
2
nanoparticle-coated Ti-6Al-4V spherical powder for powder bed fusion additive manufacturing process
Jongik Lee, Taehoo Kang, Ukju Gim, Sehun Kim, Sanghee Jung, Jimin Han, Bin Lee
Powder Metallurgy.2025; 68(4): 333. CrossRef - Technology Trend of Additive Manufacturing Standardization
Hanshin Choi, Jinsu Park
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 420. CrossRef
-
SiO
2
nanoparticle-coated Ti-6Al-4V spherical powder for powder bed fusion additive manufacturing process
- [Korean]
- Joint Properties of Stainless Steel and Titanium Alloys Additive Manufactured on Medium Entropy Alloys
- Chan Woong Park, Nana Kwabena Adomako, Min Gyu Lee, Jeoung Han Kim
- J Korean Powder Metall Inst. 2019;26(4):319-326. Published online August 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.4.319
- 914 View
- 5 Download
-
Abstract
PDF
Additive manufacturing (AM) is a highly innovative method for joining dissimilar materials for industrial applications. In the present work, AM of STS630 and Ti-6Al-4V powder alloys on medium entropy alloys (MEAs) NiCrCo and NiCrCoMn is studied. The STS630 and Ti64 powders are deposited on the MEAs. Joint delamination and cracks are observed after the deposition of Ti64 on the MEAs, whereas the deposition of STS630 on the MEAs is successful, without any cracks and joint delamination. The microstructure around the fusion zone interface is characterized by scanning electron microscopy and X-ray diffraction. Intermetallic compounds are formed at the interfacial regions of MEA-Ti64 samples. In addition, Vicker’s hardness value increased dramatically at the joint interface between MEAs and Ti-6Al-4V compared to that between MEAs and STS630. This result is attributed to the brittle nature of the joint, which can lead to a decrease in the joint strength.
- [Korean]
- Reflectance Characteristics of Al-Si based Alloys according to Powder Size and Composition
- Gwang Mook Choi, Hong Jun Chae
- J Korean Powder Metall Inst. 2019;26(1):22-27. Published online February 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.1.22
- 1,002 View
- 1 Download
-
Abstract
PDF
In this study, the effects of powder size and composition on the reflectance of Al-Si based alloys are presented. First, the reflectance of Al-Si bulk and powder are analyzed to confirm the effect of powder size. Results show that the bulk has a higher reflectance than that of powder because the bulk has lower surface defects. In addition, the larger the particle size, the higher is the reflectance because the interparticle space decreases. Second, the effect of composition on the reflectance by the changing composition of Al-Si-Mg is confirmed. Consequently, the reflectance of the alloy decreases with the addition of Si and Mg because dendrite Si and Mg2Si are formed, and these have lower reflectance than pure Al. Finally, the reflectance of the alloy is due to the scattering of free electrons, which is closely related to electrical conductivity. Measurements of the electrical conductivity based on the composition of the Al-Si-Mg alloy confirm the same tendency as the reflectance.
- [Korean]
- Effect of post heat treatment on fatigue properties of EBM 3D-printed Ti-6Al-4V alloy
- Young-Sin Choi, Ji-Hoon Jang, Gun-Hee Kim, Chang-Woo Lee, Hwi-Jun Kim, Dong-Geun Lee
- J Korean Powder Metall Inst. 2018;25(4):340-345. Published online August 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.4.340
- 1,369 View
- 10 Download
- 4 Citations
-
Abstract
PDF
Additive manufacturing by electron beam melting is an affordable process for fabricating near net shaped parts of titanium and its alloys. 3D additive-manufactured parts have various kinds of voids, lack of fusion, etc., and they may affect crack initiation and propagation. Post process is necessary to eliminate or minimize these defects. Hot isostatic pressing (HIP) is the main method, which is expensive. The objective of this paper is to achieve an optimum and simple post heat treatment process without the HIP process. Various post heat treatments are conducted for the 3Dprinted Ti-6Al-4V specimen below and above the beta transus temperature (996°C). The as-fabricated EBM Ti-6Al-4V alloy has an α‘-martensite structure and transforms into the α+β duplex phase during the post heat treatment. The fatigue strength of the as-fabricated specimen is 400 MPa. The post heat treatment at 1000°C/30 min/AC increases the fatigue strength to 420 MPa. By post heat treatment, the interior pore size and the pore volume fraction are reduced and this can increase the fatigue limit.
-
Citations
Citations to this article as recorded by- Effect of Line Energy Conditions on Mechanical and Fatigue Properties of Ti6Al4V Fabricated by Electron Beam Additive Manufacturing
Youngsin Choi, Hwi-Jun Kim, Gun-Hee Kim, Chang-Woo Lee, Dong-Geun Lee
Metals.2021; 11(6): 878. CrossRef - Mechanical and Physical Characteristics Analysis of Radius Trauma Plate by EBM Additive Manufacturing
Kwun-Mook Lim, Sung-Jun Park
Journal of the Korean Society of Manufacturing Technology Engineers.2020; 29(2): 147. CrossRef - Effect of Heat Treatments on Fatigue Properties of Ti-6Al-4V Alloy Fabricated by EBM Additive Manufacturing
Dong-Geun Lee, Youngsin Choi, P. Villechaise, B. Appolaire, P. Castany, M. Dehmas, C. Delaunay, J. Delfosse, A. Denquin, E. Gautier, L. Germain, N. Gey, T. Gloriant, J.-Y. Hascoët, S. Hémery, Y. Millet, D. Monceau, F. Pettinari-Sturmel, M. Piellard, F. Pr
MATEC Web of Conferences.2020; 321: 03027. CrossRef - Correlation between surface tension and fatigue properties of Ti-6Al-4V alloy fabricated by EBM additive manufacturing
Youngsin Choi, Dong-Geun Lee
Applied Surface Science.2019; 481: 741. CrossRef
- Effect of Line Energy Conditions on Mechanical and Fatigue Properties of Ti6Al4V Fabricated by Electron Beam Additive Manufacturing
- [Korean]
- Hardness and Microstructure evolution of SUS630 Stainless steel Fabricated by Directed Energy Deposition
- Seong Eun Back, Kyung-Ho Noh, Jin Yong Park, Yong Ju Cho, Jeoung Han Kim
- J Korean Powder Metall Inst. 2018;25(3):220-225. Published online June 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.3.220
- 1,752 View
- 20 Download
- 5 Citations
-
Abstract
PDF
The microstructure and mechanical characteristics of SUS630 specimens fabricated using the direct energy deposition (DED) process are investigated. In DED, several process parameters such as laser scan speed, chamber gas flow, powder carrier gas flow, and powder feed rate are kept fixed; the laser power is changed as 150 W, 180 W, and 210 W. As the laser power increases, the surface becomes smooth, the thickness uniformity improves, and the size and number of pores decreases. With the increase in laser power, the hardness deviation decreases and the average hardness increases. The microstructure of the material is columnar; pores are formed preferentially along the columnar interface. The lath-martensite phase governs the overall microstructure. The volumetric fraction of the retained austenite phase is measured to increase with the increase of laser input power.
-
Citations
Citations to this article as recorded by- Optimization of Additive Manufacturing of Precipitation Hardening Type STS630 by DED (Direct Energy Deposition) Process
Yongjae Kwon, SeongSeon Shin, SangEun Joo, JongHoon Lee, JunHo Hwang, HyunDeok Kim
Journal of Welding and Joining.2021; 39(6): 590. CrossRef - Effects of pre- and post-repair heat treatments on microstructure and tensile behaviors of 630 stainless steel repaired by metal additive manufacturing
Do Sik Shim, Hyub Lee, Yong Son, Wook Jin Oh
Journal of Materials Research and Technology.2021; 13: 980. CrossRef - Solution annealing and precipitation hardening effect on the mechanical properties of 630 stainless steel fabricated via laser melting deposition
Wook Jin Oh, Yong Son, Seung Yeong Cho, Seung Weon Yang, Gwang Yong Shin, Do Sik Shim
Materials Science and Engineering: A.2020; 794: 139999. CrossRef - Spheroidization of Pure-vanadium Powder using Radio Frequency Thermal Plasma Process
Nana Kwabena Adomako, Seungmin Yang, Min Gyu Lee, N. S. Reddy, Jeoung-Han Kim
Journal of Korean Powder Metallurgy Institute.2019; 26(4): 305. CrossRef - Joint Properties of Stainless Steel and Titanium Alloys Additive Manufactured on Medium Entropy Alloys
Chan Woong Park, Nana Kwabena Adomako, Min Gyu Lee, Jeoung Han Kim
Journal of Korean Powder Metallurgy Institute.2019; 26(4): 319. CrossRef
- Optimization of Additive Manufacturing of Precipitation Hardening Type STS630 by DED (Direct Energy Deposition) Process
- [Korean]
- A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
- Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
- J Korean Powder Metall Inst. 2018;25(2):137-143. Published online April 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.2.137
- 1,360 View
- 6 Download
- 2 Citations
-
Abstract
PDF
In this study, two types of SKD61 tool-steel samples are built by a selective laser melting (SLM) process using the different laser scan speeds. The characteristics of two kinds of SKD61 tool-steel powders used in the SLM process are evaluated. Commercial SKD61 tool-steel power has a flowability of 16.68 sec/50 g and its Hausner ratio is calculated to be 1.25 by apparent and tapped density. Also, the fabricated SKD61 tool steel powder fabricated by a gas atomization process has a flowability of 21.3 sec/50 g and its Hausner ratio is calculated to be 1.18. Therefore, we confirmed that the two powders used in this study have excellent flowability. Samples are fabricated to measure mechanical properties. The highest densities of the SKD61 tool-steel samples, fabricated under the same conditions, are 7.734 g/cm3 (using commercial SKD61 powder) and 7.652 g/cm3 (using fabricated SKD61 powder), measured with Archimedes method. Hardness is measured by Rockwell hardness testing equipment 5 times and the highest hardnesses of the samples are 54.56 HRC (commercial powder) and 52.62 HRC (fabricated powder). Also, the measured tensile strengths are approximately 1,721 MPa (commercial SKD61 powder) and 1,552 MPa (fabricated SKD61 powder), respectively.
-
Citations
Citations to this article as recorded by- Tailoring Laser Powder Bed Fusion and Post‐Processing Parameters for JIS SKD61 Tool Steels: Surface Roughness, Microstructure, and Mechanical Properties
Masrurotin Masrurotin, Andi Ard Maidhah, Maziar Ramezani, Wojciech Macek, Cho‐Pei Jiang
steel research international.2026;[Epub] CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef
- Tailoring Laser Powder Bed Fusion and Post‐Processing Parameters for JIS SKD61 Tool Steels: Surface Roughness, Microstructure, and Mechanical Properties
- [Korean]
- Technology Trend of the additive Manufacturing (AM)
- Ji-Won Oh, Hyunwoong Na, Hanshin Choi
- J Korean Powder Metall Inst. 2017;24(6):494-507. Published online December 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.6.494
- 2,423 View
- 13 Download
- 7 Citations
-
Abstract
PDF
A three-dimensional physical part can be fabricated from a three-dimensional digital model in a layer-wise manner via additive manufacturing (AM) technology, which is different from the conventional subtractive manufacturing technology. Numerous studies have been conducted to take advantage of the AM opportunities to penetrate bespoke custom product markets, functional engineering part markets, volatile low-volume markets, and spare part markets. Nevertheless, materials issues, machines issues, product issues, and qualification/certification issues still prevent the AM technology from being extensively adopted in industries. The present study briefly reviews the standard classification, technological structures, industrial applications, technological advances, and qualification/certification activities of the AM technology. The economics, productivity, quality, and reliability of the AM technology should be further improved to pass through the technology adoption lifecycle of innovation technology. The AM technology is continuously evolving through the introduction of PM materials, hybridization of AM and conventional manufacturing technologies, adoption of process diagnostics and control systems, and enhanced standardization of the whole lifecycle qualification and certification methodology.
-
Citations
Citations to this article as recorded by- Convolutional LSTM based melt-pool prediction from images of laser tool path strategy in laser powder bed fusion for additive manufacturing
Joung Min Park, Minho Choi, Jumyung Um
The International Journal of Advanced Manufacturing Technology.2024; 130(3-4): 1871. CrossRef - Color evaluation by thickness of interim restorative resin produced by digital light processing 3D printer
Wol Kang, Won-Gi Kim
Journal of Korean Acedemy of Dental Technology.2021; 43(3): 77. CrossRef - Optimization of Metal Powder Particle Size Distribution for Powder Bed Fusion Process via Simulation
Hwaseon Lee, Dae-Kyeom Kim, Young Il Kim, Jieun Nam, Yong Son, Taek-Soo Kim, Bin Lee
Journal of Korean Powder Metallurgy Institute.2020; 27(1): 44. CrossRef - Technology Trend of Additive Manufacturing Standardization
Hanshin Choi, Jinsu Park
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 420. CrossRef - Multi-step Metals Additive Manufacturing Technologies
Ji-Won Oh, Jinsu Park, Hanshin Choi
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 256. CrossRef - Anisotropy in Green Body Bending Strength due to Additive Direction in the Binder-Jetting Additive Manufacturing Process
Ji-Won Oh, Sahn Nahm, Byoungmoon Kim, Hanshin Choi
Korean Journal of Metals and Materials.2019; 57(4): 227. CrossRef - Effect of Porosity on Mechanical Anisotropy of 316L Austenitic Stainless Steel Additively Manufactured by Selective Laser Melting
Jeong Min Park, Jin Myoung Jeon, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
Journal of Korean Powder Metallurgy Institute.2018; 25(6): 475. CrossRef
- Convolutional LSTM based melt-pool prediction from images of laser tool path strategy in laser powder bed fusion for additive manufacturing
- [Korean]
- Microstructures of Powders and Additively Manufactured Objects of an Alloy Tool Steel for Cold-Work Dies
- Jun-Yun Kang, Jaecheol Yun, Hoyoung Kim, Byunghwan Kim, Jungho Choe, Sangsun Yang, Ji-Hun Yu, Yong-Jin Kim
- J Korean Powder Metall Inst. 2016;24(3):202-209. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.202

- 3,053 View
- 1 Download
- 3 Citations
-
Abstract
PDF
A cold-work tool steel powder is used to fabricate 3-dimensional objects by selective laser melting using a high-pressure gas atomization process. The spherical powder particles form continuous carbide networks among the austenite matrix and its decomposition products. The carbides comprise Nb-rich MC and Mo-rich M2C. In the SLM process, the process parameters such as the laser power (90 W), layer thickness (25 μm), and hatch spacing (80 μm) are kept fixed, while the scan speed is changed from 50 mm/s to 4000 mm/s. At a low scan speed of 50 mm/s, spherical cavities develop due to over melting, while they are substantially reduced on increasing the speed to 2000 mm/s. The carbide network spacing decreases with increasing speed. At an excessively high speed of 4000 mm/s, long and irregularly shaped cavities are developed due to incomplete melting. The influence of the scan pattern is examined, for which 1 × 1 mm2 blocks constituting a processing layer are irradiated in a random sequence. This island-type pattern exhibits the same effect as that of a low scan speed. Post processing of an object using hot isostatic pressing leads to a great reduction in the porosity but causes coarsening of the microstructure.
-
Citations
Citations to this article as recorded by- Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
Evangelos Giarmas, Emmanouil K. Tzimtzimis, Nikolaos Kladovasilakis, Dimitrios Tzovaras, Dimitrios Tzetzis
Materials.2024; 17(15): 3756. CrossRef - Micro-Texture Analyses of a Cold-Work Tool Steel for Additive Manufacturing
Jun-Yun Kang, Jaecheol Yun, Byunghwan Kim, Jungho Choe, Sangsun Yang, Seong-Jun Park, Ji-Hun Yu, Yong-Jin Kim
Materials.2020; 13(3): 788. CrossRef - Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef
- Nanoindentation Creep Behavior of Additively Manufactured H13 Steel by Utilizing Selective Laser Melting Technology
- [Korean]
- The Influence of a Single Melt Pool Morphology on Densification Behavior of Three-Dimensional Structure Fabricated by Additive Manufacturing
- Jungho Choe, Jaecheol Yun, Dong-Yeol Yang, Sangsun Yang, Ji-Hun Yu, Chang-Woo Lee, Yong-Jin Kim
- J Korean Powder Metall Inst. 2016;24(3):187-194. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.187
- 1,264 View
- 3 Download
- 5 Citations
-
Abstract
PDF
Selective laser melting (SLM) can produce a layer of a metal powder and then fabricate a three-dimensional structure by a layer-by-layer method. Each layer consists of several lines of molten metal. Laser parameters and thermal properties of the materials affect the geometric characteristics of the melt pool such as its height, depth, and width. The geometrical characteristics of the melt pool are determined herein by optical microscopy and three-dimensional bulk structures are fabricated to investigate the relationship between them. Powders of the commercially available Fe-based tool steel AISI H13 and Ni-based superalloy Inconel 738LC are used to investigate the effect of material properties. Only the scan speed is controlled to change the laser parameters. The laser power and hatch space are maintained throughout the study. Laser of a higher energy density is seen to melt a wider and deeper range of powder and substrate; however, it does not correspond with the most highly densified three-dimensional structure. H13 shows the highest density at a laser scan speed of 200 mm/s whereas Inconel 738LC shows the highest density at 600 mm/s.
-
Citations
Citations to this article as recorded by- Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
Jungsub Lee, Jungho Choe, Junhyeok Park, Ji-Hun Yu, Sangshik Kim, Im Doo Jung, Hyokyung Sung
Materials Characterization.2019; 155: 109817. CrossRef - Correlation between Microstructure and Mechanical Properties of the Additive Manufactured H13 Tool Steel
Woojin An, Junhyeok Park, Jungsub Lee, Jungho Choe, Im Doo Jung, Ji-Hun Yu, Sangshik Kim, Hyokyung Sung
Korean Journal of Materials Research.2018; 28(11): 663. CrossRef - Effect of Porosity on Mechanical Anisotropy of 316L Austenitic Stainless Steel Additively Manufactured by Selective Laser Melting
Jeong Min Park, Jin Myoung Jeon, Jung Gi Kim, Yujin Seong, Sun Hong Park, Hyoung Seop Kim
Journal of Korean Powder Metallurgy Institute.2018; 25(6): 475. CrossRef - Evaluation of the Accuracy of Dental Prostheses manufactured by Metal 3D Printer
Junho Hwang, Yun-Ho Kim, Hyun-Deok Kim, Kyu-Bok Lee
Journal of Welding and Joining.2018; 36(5): 70. CrossRef - A study about sculpture characteristic of SKD61 tool steel fabricated by selective laser melting(SLM) process
Jaecheol Yun, Jungho Choe, Ki-Bong Kim, Sangsun Yang, Dong-Yeol Yang, Yong-Jin Kim, Chang-Woo Lee, Chang-Woo Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 137. CrossRef
- Microstructural effects on the tensile and fracture behavior of selective laser melted H13 tool steel under varying conditions
- [English]
- Research Trend of Additive Manufacturing Technology
- Hanshin Choi, Jong Min Byun, Wonsik Lee, Su-Ryong Bang, Young Do Kim
- J Korean Powder Metall Inst. 2016;23(2):149-169. Published online April 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.2.149

- 3,633 View
- 11 Download
- 6 Citations
-
Abstract
PDF
Additive manufacturing (AM) is defined as the manufacture of three-dimensional tangible products by additively consolidating two-dimensional patterns layer by layer. In this review, we introduce four fundamental conceptual pillars that support AM technology: the bottom-up manufacturing factor, computer-aided manufacturing factor, distributed manufacturing factor, and eliminated manufacturing factor. All the conceptual factors work together; however, business strategy and technology optimization will vary according to the main factor that we emphasize. In parallel to the manufacturing paradigm shift toward mass personalization, manufacturing industrial ecology evolves to achieve competitiveness in economics of scope. AM technology is indeed a potent candidate manufacturing technology for satisfying volatile and customized markets. From the viewpoint of the innovation technology adoption cycle, various pros and cons of AM technology themselves prove that it is an innovative technology, in particular a disruptive innovation in manufacturing technology, as powder technology was when ingot metallurgy was dominant. Chasms related to the AM technology adoption cycle and efforts to cross the chasms are considered.
-
Citations
Citations to this article as recorded by- Enabling overhang fabrication in directed energy deposition using removable supports: Thermal behavior and down-skin surface formation
Bit-na Yun, Ki-Yong Lee, Kwang-Yong Shin, Do-Sik Shim
Journal of Materials Research and Technology.2026; 42: 8270. CrossRef - Extremely low temperature mechanical behavior of in-situ oxide containing 304L stainless steel fabricated by laser powder bed fusion
Kwangtae Son, Seung-Min Jeon, Brian K. Paul, Young-Sang Na, Kijoon Lee, Young-Kyun Kim
Journal of Materials Science & Technology.2025;[Epub] CrossRef - SiC-Si composite part fabrication via SiC powder binder jetting additive manufacturing and molten-Si infiltration
Ji-Won Oh, Jinsu Park, Sahn Nahm, Hanshin Choi
International Journal of Refractory Metals and Hard Materials.2021; 101: 105686. CrossRef - Recent Trends and Application Status of the Metal Matrix Composites (MMCs)
Hyo-Seop Kim
Journal of Korean Powder Metallurgy Institute.2020; 27(2): 164. CrossRef - Metal Additive Manufacturing Cycle in Aerospace Industry: A Comprehensive Review
B. Barroqueiro, A. Andrade-Campos, R. A. F. Valente, V. Neto
Journal of Manufacturing and Materials Processing.2019; 3(3): 52. CrossRef - Technology Trend of the additive Manufacturing (AM)
Ji-Won Oh, Hyunwoong Na, Hanshin Choi
Journal of Korean Powder Metallurgy Institute.2017; 24(6): 494. CrossRef
- Enabling overhang fabrication in directed energy deposition using removable supports: Thermal behavior and down-skin surface formation
- [English]
- Advanced PM Processes for Medical Technologies
- Frank Petzoldt, Vera Friederici, Philipp Imgrund, Claus Aumund-Kopp
- J Korean Powder Metall Inst. 2014;21(1):1-6. Published online February 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.1.1
- 1,610 View
- 6 Download
- 2 Citations
-
Abstract
PDF
Medical technologies are gaining in importance because of scientific and technical progress in medicine and the increasing average lifetime of people. This has opened up a huge market for medical devices, where complex-shaped metallic parts made from biocompatible materials are in great demand. Today many of these components are already being manufactured by powder metallurgy technologies. This includes mass production of standard products and also customized components. In this paper some aspects related to metal injection molding of Ti and its alloys as well as modifications of microstructure and surface finish were discussed. The process chain of additive manufacturing (AM) was described and the current state of the art of AM processes like Selective Laser Melting and electron beam melting for medical applications was presented.
-
Citations
Citations to this article as recorded by- Enhancing corrosion resistance of Ti-based amorphous alloy powders via misch metal addition
Yeon Joo Lee, Hyokyung Sung, Jae Bok Seol, Kisub Cho, Hwi Jun Kim, Hyunjoo Choi
Powder Metallurgy.2025; 68(3): 230. CrossRef - Spontaneous Formation of Titanium Nitride on the Surface of a Ti Rod Induced by Electro-Discharge-Heat-Treatment in an N2 Atmosphere
W.H. Lee, Y.H. Yoon, Y.H. Kim, Y.K. Lee, J.Y. Kim, S.Y. Chang
Archives of Metallurgy and Materials.2017; 62(2): 1281. CrossRef
- Enhancing corrosion resistance of Ti-based amorphous alloy powders via misch metal addition
 First
First Prev
Prev

TOP
