
Search
- Page Path
- HOME > Search
- [English]
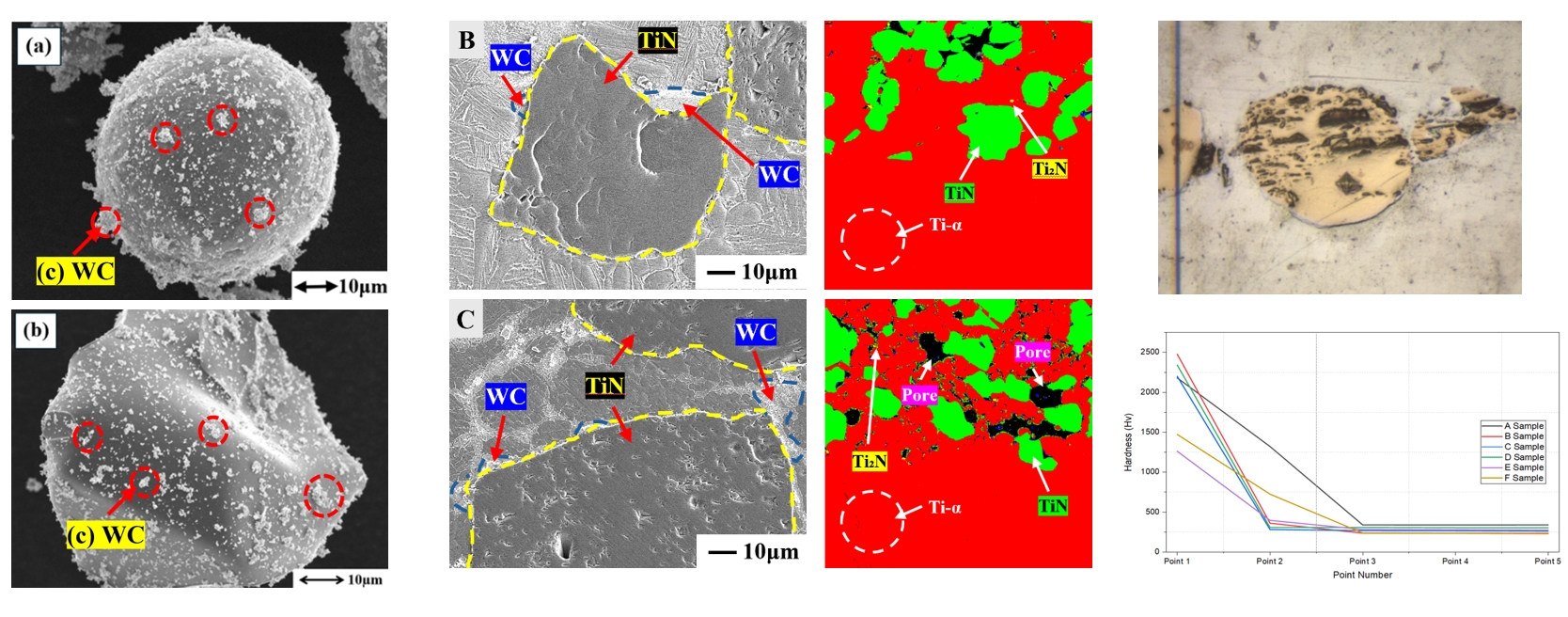
- Microstruture and Mechanical Properties of Ti.Grade12-Ti/TiN/WC Composite Produced by Spark Plasma Sintering Process
- Hyun-Su Kim, Su-Gwan Lee, Dinh Van Cong, Jun-Seo Park, Ha-Seung Ryu, Jin-Chun Kim, Seung-Ick Lee
- J Powder Mater. 2026;33(1):1-12. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00486
- 1,515 View
- 33 Download
-
 Abstract
Abstract
 PDF
PDF - Ti.Grade12 is widely used in chemical processing, power generation, and nuclear industries because of its excellent corrosion resistance and mechanical strength, enhanced by alloying elements such as Ni and Mo. Ceramic reinforcements such as TiN have been reported to significantly improve the surface hardness and wear resistance of titanium-based materials. Furthermore, nano-sized WC particles can suppress excessive intermetallic compound formation and stabilize the Ti matrix through grain boundary pinning and microstructural control mechanisms. However, strong interfacial bonding between Ti and ceramic reinforcements generally requires high temperatures and prolonged sintering times, which may induce undesirable secondary phase formation. Therefore, optimizing the mixing ratio of Ti, TiN, and WC is essential to achieve a homogeneous interface and a stable composite structure. In this study, a composite layered structure was fabricated on a Ti.Grade12 substrate using mixed Ti, TiN, and nano-sized WC powders via Spark Plasma Sintering. A composition of 60 wt% Ti, 35 wt% TiN, and 5 wt% WC formed a stable coating layer without secondary phases and achieved a micro vickers hardness of approximately 2400 Hv.
- [Korean]
- Tribological Behavior Analysis of WC-Ni-Cr + Cr3C2 and WC-Ni-Cr + YSZ Coatings Sprayed by HVOF
- Tae-Jun Park, Gye-Won Lee, Yoon-Suk Oh
- J Powder Mater. 2023;30(5):415-423. Published online October 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.5.415
- 1,350 View
- 16 Download
-
Abstract
PDF
With the increasing attention to environmental pollution caused by particulate matter globally, the automotive industry has also become increasingly interested in particulate matter, especially particulate matter generated by automobile brake systems. Here, we designed a coating composition and analyzed its mechanical properties to reduce particulate matter generated by brake systems during braking of vehicles. We designed a composition to check the mechanical properties change by adding Cr3C2 and YSZ to the WC-Ni-Cr composite composition. Based on the designed composition, coating samples were manufactured, and the coating properties were analyzed by Vickers hardness and ball-on-disk tests. As a result of the experiments, we found that the hardness and friction coefficient of the coating increased as the amount of Cr3C2 added decreased. Furthermore, we found that the hardness of the coating layer decreased when YSZ was added at 20vol%, but the friction coefficient was higher than the composition with Cr3C2 addition.
- [Korean]
- Effect of WC Particle Size on the Microstructure, Mechanical and Electrical Properties of Ag/WC Sintered Electrical Contact Material
- Soobin Kim, So-Yeon Park, Jong-Bin Lim, Soon Ho Kwon, Kee-Ahn Lee
- J Powder Mater. 2023;30(3):242-248. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.242
- 1,387 View
- 12 Download
- 1 Citations
-
Abstract
PDF
The Ag/WC electrical contacts were prepared via powder metallurgy using 60 wt% Ag, 40 wt% WC, and small amounts of Co3O4 with varying WC particle sizes. After the fabrication of the contact materials, microstructure observations confirmed that WC-1 had an average grain size (AGS) of 0.27 μm, and WC-2 had an AGS of 0.35 μm. The Ag matrix in WC-1 formed fine grains, whereas a significantly larger and continuous growth of the Ag matrix was observed in WC-2. This indicates the different flow behaviors of liquid Ag during the sintering process owing to the different WC sizes. The electrical conductivities of WC-1 and WC-2 were 47.8% and 60.4%, respectively, and had a significant influence on the Ag matrix. In particular, WC-2 exhibited extremely high electrical conductivity owing to its large and continuous Ag-grain matrix. The yield strengths of WC-1 and WC-2 after compression tests were 349.9 MPa and 280.7 MPa, respectively. The high yield strength of WC-1 can be attributed to the Hall–Petch effect, whereas the low yield strength of WC-2 can be explained by the high fraction of high-angle boundaries (HAB) between the WC grains. Furthermore, the relationships between the microstructure, electrical/mechanical properties, and deformation mechanisms were evaluated.
-
Citations
Citations to this article as recorded by
- Enhanced Epoxy Composites Reinforced by 3D-Aligned Aluminum Borate Nanowhiskers
Hyunseung Song, Kiho Song, Haejin Hwang, Changui Ahn
Materials.2024; 17(19): 4727. CrossRef
- Enhanced Epoxy Composites Reinforced by 3D-Aligned Aluminum Borate Nanowhiskers
- [Korean]
- Comparison of Properties with Different Sintering Process of 3Y-TZP/WC Composites
- Min-Soo Nam, Jae-Hyung Choi, Sahn Nahm, Seongwon Kim
- J Powder Mater. 2022;29(5):424-431. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.424
- 1,173 View
- 5 Download
- 1 Citations
-
Abstract
PDF
3Y-TZP ceramics obtained by doping 3 mol.% of Y2O3 to ZrO2 to stabilize the phase transition are widely used in the engineering ceramic industry due to their excellent mechanical properties such as high strength, fracture toughness, and wear resistance. An additional increase in mechanical properties is possible by manufacturing a composite in which a high-hardness material such as oxide or carbide is added to the 3Y-TZP matrix. In this study, composite powder was prepared by dispersing a designated percentage of WC in the 3Y-TZP matrix, and the results were compared after manufacturing the composite using the different processes of spark plasma sintering and HP. The difference between the densification behavior and porosity with the process mechanism was investigated. The correlation between the process conditions and phase formation was examined based on the crystalline phase formation behavior. Changes to the microstructure according to the process conditions were compared using field-emission scanning electron microscopy. The toughness-strengthening mechanism of the composite with densification and phase formation was also investigated.
-
Citations
Citations to this article as recorded by- Phase Formation and Mechanical Property of YSZ‒30 vol.% WC Composite Ceramics Fabricated by Hot Pressing
Jin-Kwon Kim, Jae-Hyeong Choi, Nahm Sahn, Sung-Soo Ryu, Seongwon Kim
journal of Korean Powder Metallurgy Institute.2023; 30(5): 409. CrossRef
- Phase Formation and Mechanical Property of YSZ‒30 vol.% WC Composite Ceramics Fabricated by Hot Pressing
- [Korean]
- Effect of Polymeric Binders on Green body Properties of WC-Co Cemented Carbides
- Young-Soo Lim, Sun-Yong Ahn, Jae-Suk Lim, Yeong-Kyeun Paek, Tai-Joo Chung
- J Powder Mater. 2022;29(4):291-296. Published online August 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.4.291
- 794 View
- 5 Download
-
Abstract
PDF
The green body of WC-Co cemented carbides containing polymeric binders such as paraffin, polyethylene glycol (PEG), and polyvinyl acetate (PVA) are prepared. The green density of the WC-Co cemented carbides increases with the addition of binders, with the exception of PVA, which is known to be a polar polymeric substance. The green strength of the WC-Co cemented carbides improves with the addition of paraffin and a mixture of PEG400 and PEG4000. In contrast, the green strength of the WC-Co does not increase when PEG400 and PEG4000 is added individually. The compressive strength of the green body increases to 14 MPa, and the machinability of the green body improves when more than 4–6 wt% paraffin and a mixture of PEG400 and PEG4000 is used. Simultaneously, the sintered density of WC-Co is as high as 99% relative density, similar to a low binder addition of 1–2 wt%.
- [Korean]
- Cobalt Recovery by Oxalic Acid and Hydroxide Precipitation from Waste Cemented Carbide Scrap Cobalt Leaching Solution
- Jaesung Lee, Mingoo Kim, Seulgi Kim, Dongju Lee
- J Korean Powder Metall Inst. 2021;28(6):497-501. Published online December 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.6.497
- 2,976 View
- 23 Download
-
Abstract
PDF
Cobalt (Co) is mainly used to prepare cathode materials for lithium-ion batteries (LIBs) and binder metals for WC-Co hard metals. Developing an effective method for recovering Co from WC-Co waste sludge is of immense significance. In this study, Co is extracted from waste cemented carbide soft scrap via mechanochemical milling. The leaching ratio of Co reaches approximately 93%, and the leached solution, from which impurities except nickel are removed by pH titration, exhibits a purity of approximately 97%. The titrated aqueous Co salts are precipitated using oxalic acid and hydroxide precipitation, and the effects of the precipitating agent (oxalic acid and hydroxide) on the cobalt microstructure are investigated. It is confirmed that the type of Co compound and the crystal growth direction change according to the precipitation method, both of which affect the microstructure of the cobalt powders. This novel mechanochemical process is of significant importance for the recovery of Co from waste WC-Co hard metal. The recycled Co can be applied as a cemented carbide binder or a cathode material for lithium secondary batteries.
- [Korean]
- Current Status of Smelting and Recycling Technologies of Tungsten
- Ho-Sang Sohn
- J Korean Powder Metall Inst. 2021;28(4):342-351. Published online August 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.4.342

- 2,596 View
- 61 Download
- 3 Citations
-
Abstract
PDF
Because of its unique properties, tungsten is a strategic and rare metal used in various industrial applications. However, the world's annual production of tungsten is only 84000 t. Ammonium paratungstate (APT), which is used as the main intermediate in industrial tungsten production, is usually obtained from tungsten concentrates of wolframite and scheelite by hydrometallurgical treatment. Intermediates such as tungsten trioxide, tungsten blue oxide, tungstic acid, and ammonium metatungstate can be derived from APT by thermal decomposition or chemical attack. Tungsten metal powder is produced through the hydrogen reduction of high-purity tungsten oxides, and tungsten carbide powder is produced by the reaction of tungsten powder and carbon black powder at 1300–1700°C in a hydrogen atmosphere. Tungsten scrap can be divided into hard and soft scrap based on shape (bulk or powder). It can also be divided into new scrap generated during the production of tungsten-bearing goods and old scrap collected at the end of life. Recycling technologies for tungsten can be divided into four main groups: direct, chemical, and semi-direct recycling, and melting metallurgy. In this review, the current status of tungsten smelting and recycling technologies is discussed.
-
Citations
Citations to this article as recorded by- Synthesis and thermal properties of single-phase AMT crystals via alcoholic precipitation
Haoyu Liu, Wendi Zhang, Qiusheng Zhou, Xiaobin Li, Jie Li, Guihua Liu, Zhihong Peng, Tiangui Qi, Leiting Shen, Yilin Wang
Canadian Metallurgical Quarterly.2026; 65(2): 2088. CrossRef - The Current Status and Securing Strategies of Core Mineral Tungsten Resources
Dohyun Jeong, Seongmin Kim, Hoseok Jeon
Journal of the Korean Society of Mineral and Energy Resources Engineers.2023; 60(5): 341. CrossRef - Tungsten distribution and vertical migration in soils near a typical abandoned tungsten smelter
Huihui Du, Yang Li, Dan Wan, Chuanqiang Sun, Jing Sun
Journal of Hazardous Materials.2022; 429: 128292. CrossRef
- Synthesis and thermal properties of single-phase AMT crystals via alcoholic precipitation
- [Korean]
- Synthesis of W2C by Spark Plasma Sintering of W-WC Powder Mixture and Its Etching Property
- Gyu-Sang Oh, Sung-Min Lee, Sung-Soo Ryu
- J Korean Powder Metall Inst. 2020;27(4):293-299. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.293
- 1,365 View
- 10 Download
-
Abstract
PDF
W2C is synthesized through a reaction-sintering process from an ultrafine-W and WC powder mixture using spark plasma sintering (SPS). The effect of various parameters, such as W:WC molar ratio, sintering temperature, and sintering time, on the synthesis behavior of W2C is investigated through X-ray diffraction (XRD) analysis, scanning electron microscopy (SEM) analysis of the microstructure, and final sintered density. Further, the etching properties of a W2C specimen are analyzed. A W2C sintered specimen with a particle size of 2.0 μm and a relative density over 98% could be obtained from a W-WC powder mixture with 55 mol%, after SPS at 1700°C for 20 min under a pressure of 50 MPa. The sample etching rate is similar to that of SiC. Based on X-ray photoelectron spectroscopy (XPS) analysis, it is confirmed that fluorocarbon-based layers such as C-F and C-F2 with lower etch rates are also formed.
- [Korean]
- Property Evaluation of Tungsten-Carbide Hard Materials as a Function of Binder
- Ju-Hun Kim, Ik-Hyun Oh, Jeong-Han Lee, Sung-Kil Hong, Hyun-Kuk Park
- J Korean Powder Metall Inst. 2019;26(2):132-137. Published online April 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.2.132
- 1,457 View
- 8 Download
- 3 Citations
-
Abstract
PDF
Tungsten carbide (WC) hard materials are used in various industries and possess a superior hardness compared to other hard materials. They have particularly high melting points, high strength, and abrasion resistance. Accordingly, tungsten carbide hard materials are used for wear-resistant tools, cutting tools, machining tools, and other tooling materials. In this study, the WC-5wt.%Co, Fe, Ni hard materials are densified using the horizontal ball milled WC-Co, WC-Fe, and WC-Ni powders by a spark plasma sintering process. The WC-5Co, WC-5Fe, and WC-5Ni hard materials are almost completely densified with a relative density of up to 99.6% after simultaneous application of a pressure of 60 MPa and an electric current for about 15 min without any significant change in the grain size. The average grain size of WC-5Co, WC-5Fe, and WC-5Ni that was produced through SPS was about 0.421, 0.779, and 0.429 μm, respectively. The hardness and fracture toughness of the dense WC-5Co, WC-5Fe, WC-5Ni hard materials were also investigated.
-
Citations
Citations to this article as recorded by- Enhancing Mechanical Properties via Grain Growth Suppression and High Densification in WC Compacts
Jong Min Gwak, Min Soo Park, Gook Hyun Ha, Nam Hyun Kang
Metals and Materials International.2025; 31(12): 3733. CrossRef - Synthesis of W2C by Spark Plasma Sintering of W-WC Powder Mixture and Its Etching Property
Gyu-Sang Oh, Sung-Min Lee, Sung-Soo Ryu
Journal of Korean Powder Metallurgy Institute.2020; 27(4): 293. CrossRef - Fabrication and Properties of Densified Tungsten by Magnetic Pulse Compaction and Spark Plasma Sintering
Eui Seon Lee, Jongmin Byun, Young-Keun Jeong, Sung-Tag Oh
Korean Journal of Materials Research.2020; 30(6): 321. CrossRef
- Enhancing Mechanical Properties via Grain Growth Suppression and High Densification in WC Compacts
- [Korean]
- Microstructural and Wear Properties of WC-based and Cr3C2-based Cermet Coating Materials Manufactured with High Velocity Oxygen Fuel Process
- Yeon-Ji Kang, Gi-Su Ham, Hyung-Jun Kim, Sang-Hoon Yoon, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2018;25(5):408-414. Published online October 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.5.408
- 1,269 View
- 5 Download
- 2 Citations
-
Abstract
PDF
This study investigates the microstructure and wear properties of cermet (ceramic + metal) coating materials manufactured using high velocity oxygen fuel (HVOF) process. Three types of HVOF coating layers are formed by depositing WC-12Co, WC-20Cr-7Ni, and Cr3C2-20NiCr (wt.%) powders on S45C steel substrate. The porosities of the coating layers are 1 ± 0.5% for all three specimens. Microstructural analysis confirms the formation of second carbide phases of W2C, Co6W6C, and Cr7C3 owing to decarburizing of WC phases on WC-based coating layers. In the case of WC-12Co coating, which has a high ratio of W2C phase with high brittleness, the interface property between the carbide and the metal binder slightly decreases. In the Cr3C2-20CrNi coating layer, decarburizing almost does not occur, but fine cavities exist between the splats. The wear loss occurs in the descending order of Cr3C2-20NiCr, WC-12Co, and WC-20Cr-7Ni, where WC-20Cr-7Ni achieves the highest wear resistance property. It can be inferred that the ratio of the carbide and the binding properties between carbide–binder and binder–binder in a cermet coating material manufactured with HVOF as the primary factors determine the wear properties of the cermet coating material.
-
Citations
Citations to this article as recorded by- Tribological Behavior Analysis of WC-Ni-Cr + Cr3C2 and WC-Ni-Cr + YSZ Coatings Sprayed by HVOF
Tae-Jun Park, Gye-Won Lee, Yoon-Suk Oh
journal of Korean Powder Metallurgy Institute.2023; 30(5): 415. CrossRef - Effects of different HVOF thermal sprayed cermet coatings on tensile and fatigue properties of AISI 1045 steel
Gi-Su Ham, R. Kreethi, Hyung-jun Kim, Sang-hoon Yoon, Kee-Ahn Lee
Journal of Materials Research and Technology.2021; 15: 6647. CrossRef
- Tribological Behavior Analysis of WC-Ni-Cr + Cr3C2 and WC-Ni-Cr + YSZ Coatings Sprayed by HVOF
- [Korean]
- Manufacturing of Ni-Cr-B-Si + WC/12Co Composite Coating Layer Using Laser Cladding Process and its Mechanical Properties
- Gi-Su Ham, Chul-O Kim, Soon-Hong Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2017;24(5):370-376. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.370

- 1,062 View
- 3 Download
- 2 Citations
-
Abstract
PDF
In this study we manufacture a Ni-Cr-B-Si +WC/12Co composite coating layer on a Cu base material using a laser cladding (LC) process, and investigate the microstructural and mechanical properties of the LC coating and Ni electroplating layers (reference material). The initial powder used for the LC coating layer is a powder feedstock with an average particle size of 125 μm. To identify the microstructural and mechanical properties, OM, SEM, XRD, room and high temperature hardness, and wear tests are implemented. Microstructural observation of the initial powder and LC coating layer confirm the layer is composed mainly of γ-Ni phases and WC and Cr23C6 carbides. The measured hardness of the LC coating and Ni electroplating layers are 653 and 154 Hv, respectively. The hardness measurement from room up to high temperatures of 700°C result in a hardness decrease as the temperature increases, but the hardness of the LC coating layer is higher for all temperature conditions. Room temperature wear results show that the wear loss of the LC coating layer is 1/12 of the wear level of the Ni electroplating layer. The measured bond strength is also greater in the LC coating than the Ni electroplating.
-
Citations
Citations to this article as recorded by- Microstructure and Room Temperature Wear Properties of a Ni-Cr-B-Si-C Coating Layer Manufactured by the Laser Cladding Process
Tae-Hoon Kang, Kyu-Sik Kim, Soon-Hong Park, Kee-Ahn Lee
Korean Journal of Metals and Materials.2018; 56(6): 423. CrossRef - Microstructural and Wear Properties of WC-based and Cr3C2-based Cermet Coating Materials Manufactured with High Velocity Oxygen Fuel Process
Yeon-Ji Kang, Gi-Su Ham, Hyung-Jun Kim, Sang-Hoon Yoon, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(5): 408. CrossRef
- Microstructure and Room Temperature Wear Properties of a Ni-Cr-B-Si-C Coating Layer Manufactured by the Laser Cladding Process
- [Korean]
- Recovery of Tungsten from WC/Co Hardmetal Sludge by Alkaline Leaching Hydrometallurgy Process
- Gil-Geun Lee, Ji-Eun Kwon
- J Korean Powder Metall Inst. 2016;23(5):372-378. Published online October 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.5.372
- 1,251 View
- 7 Download
- 1 Citations
-
Abstract
PDF
This study focuses on the development of an alkaline leaching hydrometallurgy process for the recovery of tungsten from WC/Co hardmetal sludge, and an examination of the effect of the process parameters on tungsten recovery. The alkaline leaching hydrometallurgy process has four stages, i.e., oxidation of the sludge, leaching of tungsten by NaOH, refinement of the leaching solution, and precipitation of tungsten. The WC/Co hardmetal sludge oxide consists of WO3 and CoWO4. The leaching of tungsten is most affected by the leaching temperature, followed by the NaOH concentration and the leaching time. About 99% of tungsten in the WC/Co hardmetal sludge is leached at temperatures above 90°C and a NaOH concentration above 15%. For refinement of the leaching solution, pH control of the solution using HCl is more effective than the addition of Na2S·9H2O. The tungsten is precipitated as high-purity H2WO4·H2O by pH control using HCl. With decreasing pH of the solution, the tungsten recovery rate increases and then decrease. About 93% of tungsten in the WC/Co hardmetal sludge is recovered by the alkaline leaching hydrometallurgy process.
-
Citations
Citations to this article as recorded by- Fabrication of tungsten oxide powder from WC–Co cemented carbide scraps by oxidation behaviour
Min Soo Park, Jong-Min Gwak, Kyeong-mi Jang, Gook-Hyun Ha
Powder Metallurgy.2023; 66(5): 688. CrossRef
- Fabrication of tungsten oxide powder from WC–Co cemented carbide scraps by oxidation behaviour
- [English]
- Coating of Cobalt Over Tungsten Carbide Powder by Wet Chemical Reduction Method
- Hyun-Seon Hong, Jin-Ho Yoon
- J Korean Powder Metall Inst. 2014;21(2):93-96. Published online April 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.2.93
- 2,425 View
- 9 Download
- 3 Citations
-
Abstract
PDF
Cobalt coated tungsten carbide-cobalt composite powder has been prepared through wet chemical reduction method. The cobalt sulfate solution was converted to the cobalt chloride then the cobalt hydroxide. The tungsten carbide powders were added in to the cobalt hydroxide, the cobalt hydroxide was reduced and coated over tungsten carbide powder using hypo-phosphorous acid. Both the cobalt and the tungsten carbide phase peaks were evident in the tungsten carbide-cobalt composite powder by X-ray diffraction. The average particle size measured via scanning electron microscope, particle size analysis was around 380 nm and the thickness of coated cobalt was determined to be 30~40 nm by transmission electron microscopy.
-
Citations
Citations to this article as recorded by- Electroless Ni-P deposition on WC powders through direct PdCl2 activation and study on the underlying mechanisms
Peng Tang, Shuwen Jiang, Jiawei Yan, Xianquan Li
Next Materials.2025; 6: 100496. CrossRef - Pre-treatments of initial materials for controlling synthesized TaC characteristics in the SHS process
Jae Jin Sim, Sang Hoon Choi, Ji Hwan Park, Il Kyu Park, Jae Hong Lim, Kyoung Tae Park
journal of Korean Powder Metallurgy Institute.2018; 25(3): 251. CrossRef - Spark plasma sintering of WC–Co tool materials prepared with emphasis on WC core–Co shell structure development
Sungkyu Lee, Hyun Seon Hong, Hyo-Seob Kim, Soon-Jik Hong, Jin-Ho Yoon
International Journal of Refractory Metals and Hard Materials.2015; 53: 41. CrossRef
- Electroless Ni-P deposition on WC powders through direct PdCl2 activation and study on the underlying mechanisms
 First
First Prev
Prev

TOP
