
Search
- Page Path
- HOME > Search
- [English]
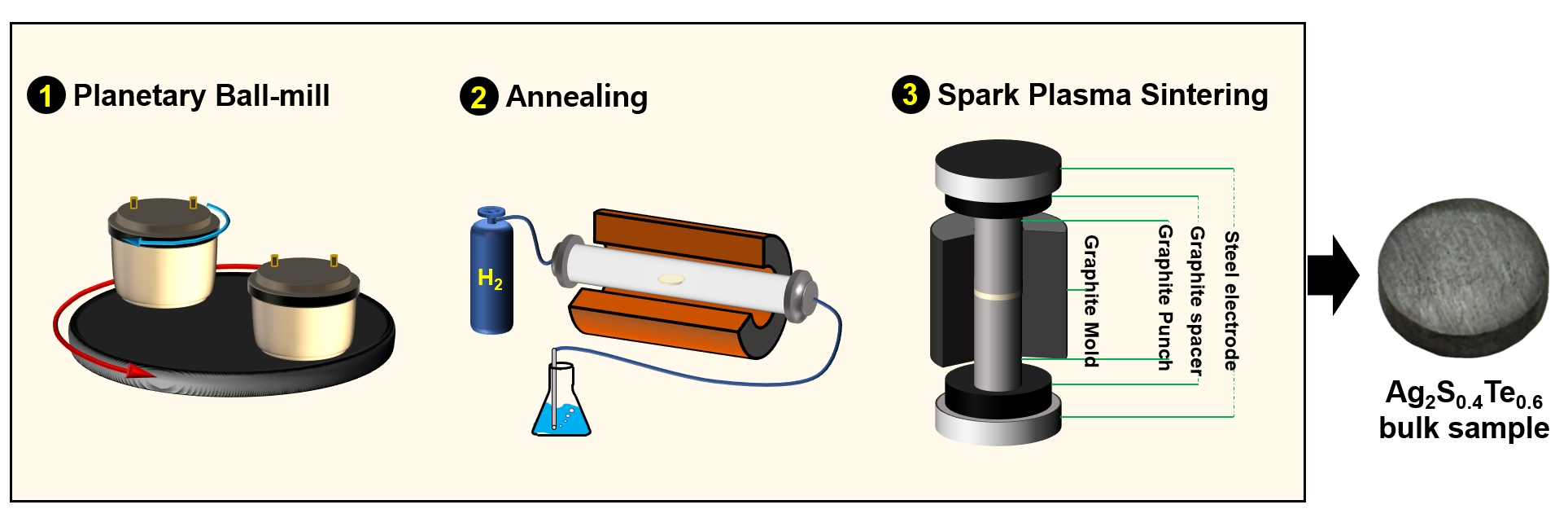
- A Powder-Metallurgical Route to Ag2(Te,S) Compounds and Their Thermoelectric Properties
- Seungki Jo, Yoojeong Ji, Linh Ba Vu, Kyung Tae Kim
- J Powder Mater. 2026;33(3):214-220. Published online June 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00122
- 797 View
- 6 Download
-
 Abstract
Abstract
 PDF
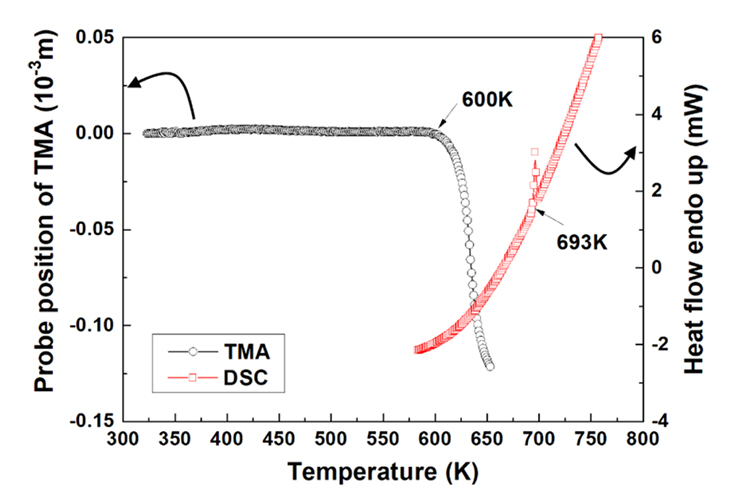
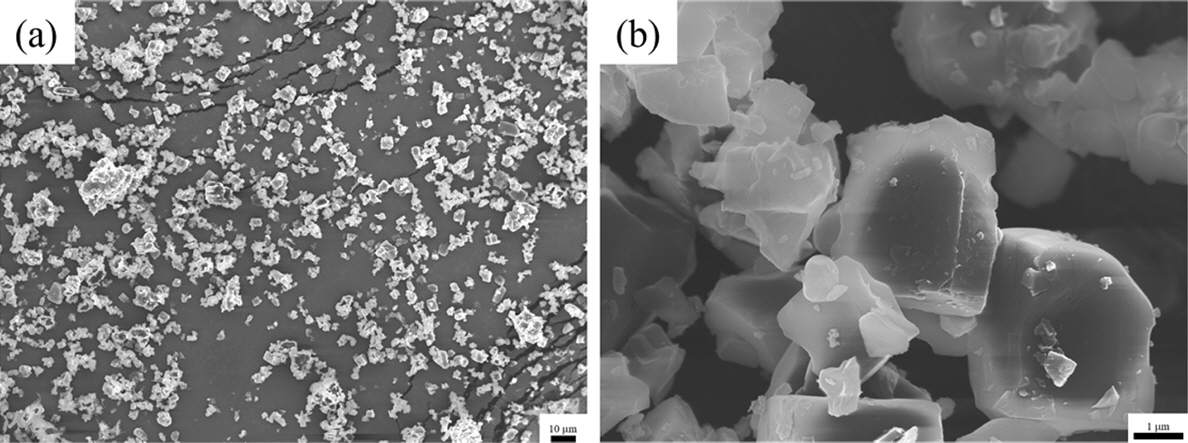
PDF - Silver chalcogenides have attracted considerable attention as promising materials for wearable power generation because they combine mechanical ductility with favorable thermoelectric properties. However, most reported synthesis methods rely on high-temperature melting and annealing, which offer limited microstructural control and therefore restrict opportunities for further performance improvement. In this study, Ag2S0.4Te0.6 compounds were synthesized through a powder-metallurgical route that combined mechanical alloying with rapid densification by spark plasma sintering. Ball milling produced amorphized microscale powders, which were successfully consolidated at different sintering temperatures. The sample sintered at 600 °C exhibited the highest power factor, mainly because of its optimized electrical transport properties, and achieved zT values of approximately 0.32 near room temperature and approximately 0.50 at 473 K. These results indicate that powder-metallurgical processing is a viable strategy for tailoring transport properties and improving the thermoelectric performance of silver chalcogenide materials for wearable applications.
- [English]
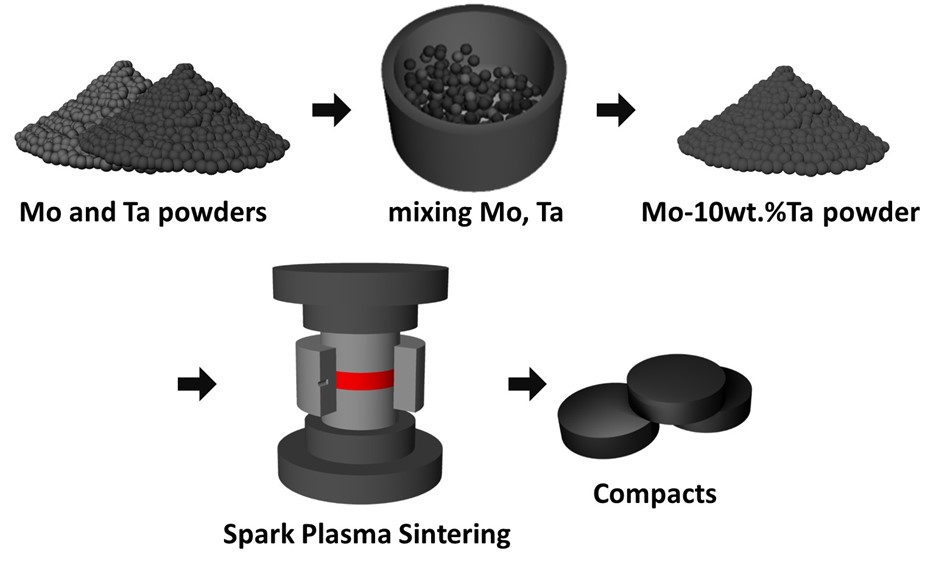
- Analysis of Sintering Behavior and Microstructure of Mo-Ta Alloy under Different Sintering Conditions
- Byungheon Oh, Geon Kim, Jio Yoon, Dongju Lee
- J Powder Mater. 2026;33(2):130-136. Published online April 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00080
- 1,047 View
- 14 Download
-
Abstract
PDF
- Molybdenum-tantalum (Mo-Ta) alloy sputtering targets are widely used in electronic applications owing to their excellent corrosion resistance, high thermal and electrical conductivity, and low electrical impedance. In this study, the sintering behavior and microstructural evolution of Mo-Ta alloys fabricated by spark plasma sintering (SPS) were investigated as a function of sintering temperature in the range of 1650-1800 °C. X-ray diffraction and microstructural analyses indicate that densification and alloying of the mixed Mo and Ta powders occur simultaneously during the SPS process. Increasing the sintering temperatures significantly enhances densification, and the compact sintered at 1750 °C achieves a relative density exceeding 99%, which is essential for high-quality sputtering target applications. The sintered alloys exhibit a clear temperature-dependent grain growth behavior together with a homogeneous microstructure and randomly oriented grains. These results demonstrate that appropriate control of sintering temperature enables the fabrication of dense and microstructurally uniform Mo-Ta alloys, providing valuable guidelines for optimizing sputtering target performance.
- [English]
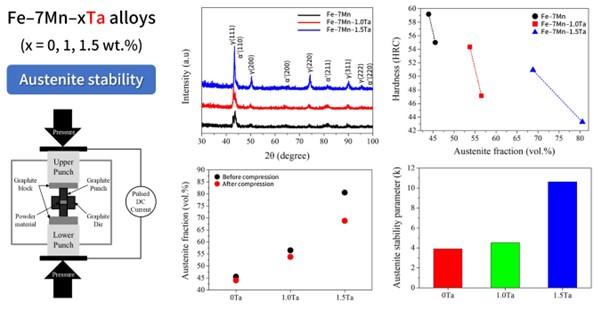
- Influence of Ta Addition on Austenite Stability and Strain-Induced Martensite Transformation in Sintered Fe-7Mn Alloy
- Seunghyeok Choi, Sungjin Kim, Junho Lee, Seok-Jae Lee
- J Powder Mater. 2026;33(2):119-129. Published online April 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00066
- 915 View
- 7 Download
-
Abstract
PDF
- This study examines the effect of Ta addition on austenite stability and strain-induced martensitic transformation behavior in Fe–7Mn alloys fabricated by powder metallurgy. Fe–7Mn–xTa alloys (x = 0, 1, and 1.5 wt.%) were produced via mechanical alloying followed by spark plasma sintering, achieving nearly full relative density for all compositions. With increasing Ta content, the initial retained austenite fraction significantly increased, reaching 80.55 vol.% in the Fe–7Mn–1.5Ta alloy. EBSD analysis revealed a grain coarsening tendency with Ta addition, indicating that the increase in retained austenite fraction could not be explained solely by grain refinement. Compression tests up to 20% strain showed strain-induced martensitic transformation in all alloys, with substantially more pronounced transformation observed in the Fe–7Mn–1.5Ta alloy. The Burke–Matsumura–Tsuchida model showed that the austenite stability parameter (k), where higher values indicate lower stability, increased from 3.89 to 10.62 with Ta addition. Ta thus exhibits a dual effect: promoting retained austenite after sintering while reducing its deformation stability. The hardening efficiency per unit martensite fraction decreased with Ta content, and a preliminary correlation between k and hardening efficiency suggests that austenite stability governs the mechanical response of Fe–Mn-based alloys.
- [English]
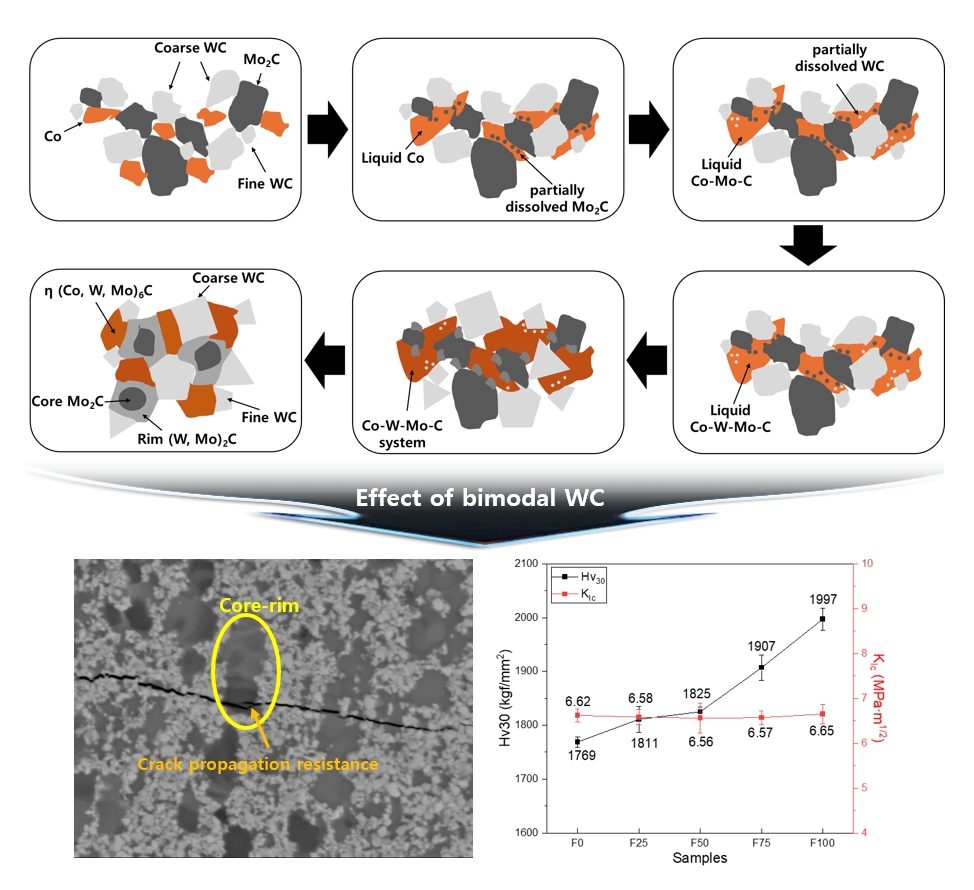
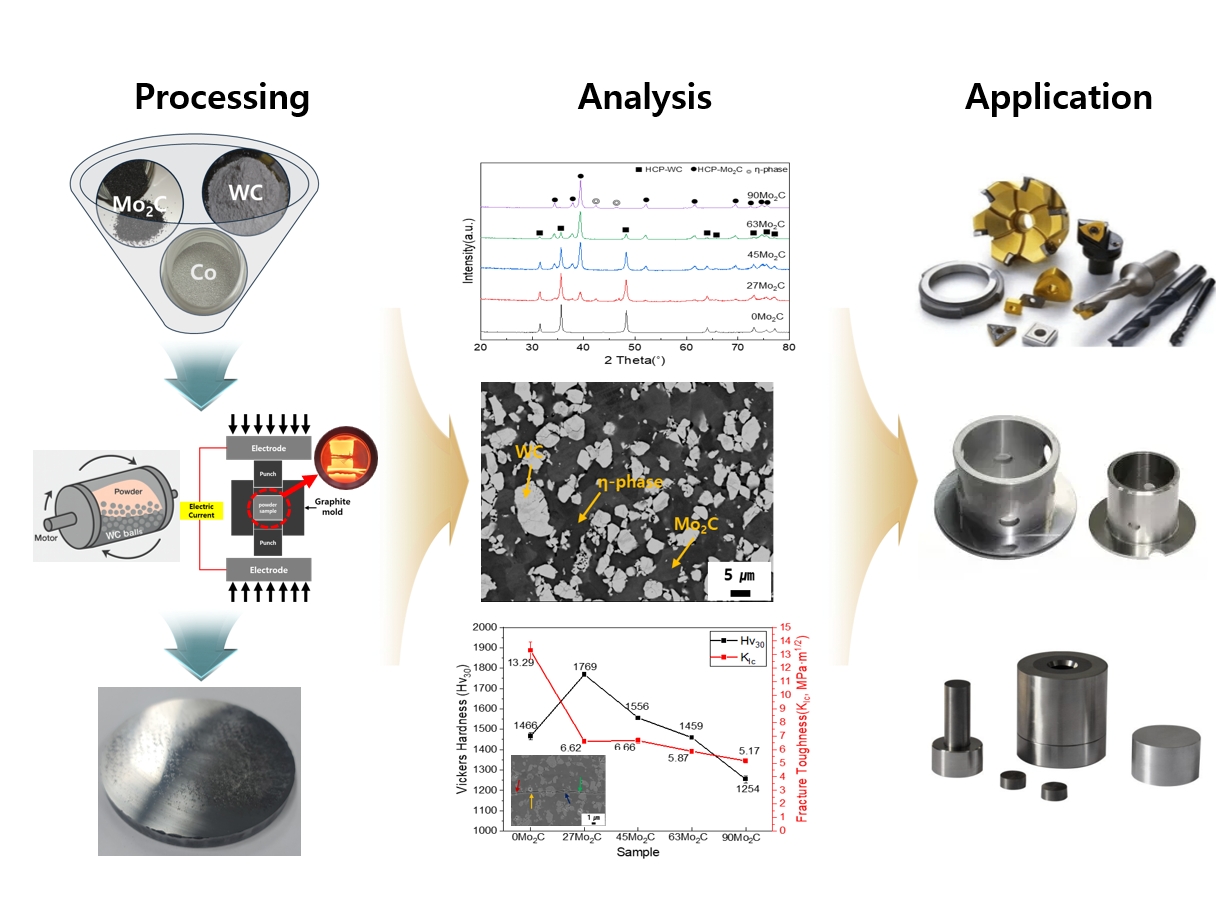
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
- Jinwoo Seok, Jong Tae Kim, Juree Jung, Bin Lee, Junhee Han, Leeseung Kang
- J Powder Mater. 2026;33(1):13-21. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00500
- 1,556 View
- 24 Download
-
Abstract
PDF
- In this study, the influence of bimodal WC particle size design on the microstructure and mechanical properties of WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides was systematically investigated. Bimodal hard-phase designs were realized by combining ultrafine WC (300 nm) and coarse WC (1.8 μm) at various ratios, followed by consolidation via spark plasma sintering (SPS). During sintering, Mo₂C preferentially dissolved into the Co-rich liquid phase due to its higher solubility than WC, forming a Co–Mo–C liquid. During sintering progresses, ultrafine WC selectively dissolved owing to its high interfacial energy, gradually transforming the liquid composition into a Co–Mo–W–C system. Owing to the short holding time and rapid cooling rate of SPS, the η-phase (M₆C) formed during sintering remained metastable. Meanwhile, selective dissolution–reprecipitation resulted in the formation of Mo₂C-based core–rim structures with W enrichment in the rim region as (Mo, W)₂C. As the fraction of ultrafine WC increased, the hardness increased from 1769 to 1997 kgf/mm2, whereas the fracture toughness exhibited an insignificant difference from 6.56 to 6.65 MPa•m¹ᐟ². Fracture behavior analysis revealed that crack deflection and crack bridging occurred at the Mo₂C core–rim interfaces, effectively suppressing straight crack propagation. These results demonstrate that the introduction of ultrafine WC plays a dominant role in enhancing mechanical performance, and that bimodal WC design combined with Mo₂C addition is a highly effective strategy for developing high-performance cemented carbides for machining
- [English]
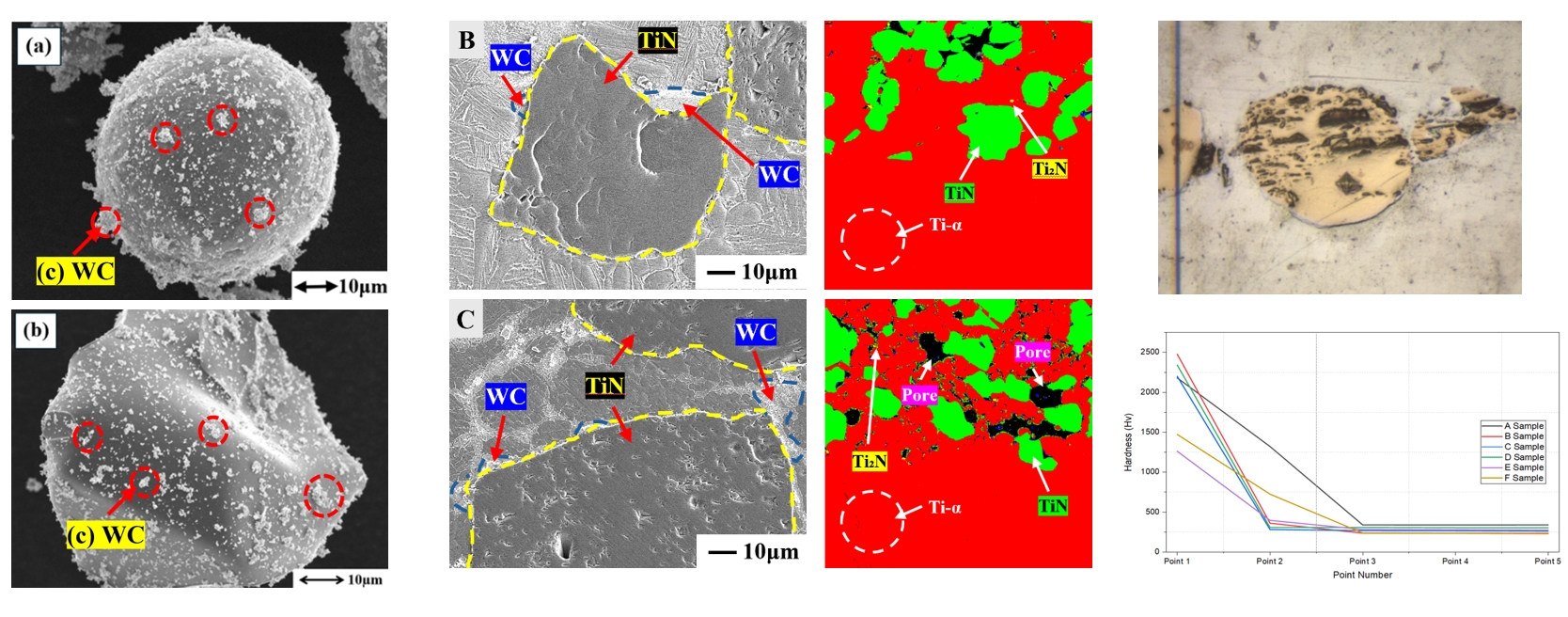
- Microstruture and Mechanical Properties of Ti.Grade12-Ti/TiN/WC Composite Produced by Spark Plasma Sintering Process
- Hyun-Su Kim, Su-Gwan Lee, Dinh Van Cong, Jun-Seo Park, Ha-Seung Ryu, Jin-Chun Kim, Seung-Ick Lee
- J Powder Mater. 2026;33(1):1-12. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00486
- 1,548 View
- 34 Download
-
Abstract
PDF
- Ti.Grade12 is widely used in chemical processing, power generation, and nuclear industries because of its excellent corrosion resistance and mechanical strength, enhanced by alloying elements such as Ni and Mo. Ceramic reinforcements such as TiN have been reported to significantly improve the surface hardness and wear resistance of titanium-based materials. Furthermore, nano-sized WC particles can suppress excessive intermetallic compound formation and stabilize the Ti matrix through grain boundary pinning and microstructural control mechanisms. However, strong interfacial bonding between Ti and ceramic reinforcements generally requires high temperatures and prolonged sintering times, which may induce undesirable secondary phase formation. Therefore, optimizing the mixing ratio of Ti, TiN, and WC is essential to achieve a homogeneous interface and a stable composite structure. In this study, a composite layered structure was fabricated on a Ti.Grade12 substrate using mixed Ti, TiN, and nano-sized WC powders via Spark Plasma Sintering. A composition of 60 wt% Ti, 35 wt% TiN, and 5 wt% WC formed a stable coating layer without secondary phases and achieved a micro vickers hardness of approximately 2400 Hv.
- [English]
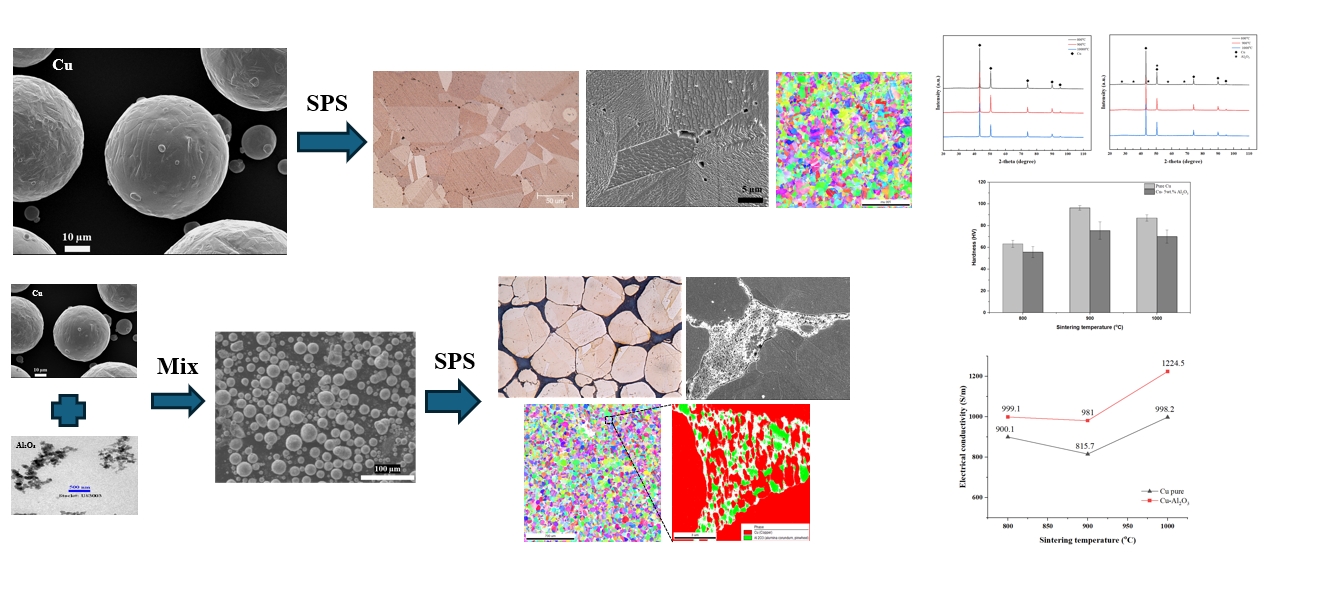
- Microstructure and Properties Comparison of Pure Cu and Cu-5 wt.% Al2O3 Composite Processed by Spark Plasma Sintering
- Dinh Van Cong, Dong-Wan Lee, Su-Wan Lee, Nguyen Minh Thuyet, Nguyen Viet Hoang, Jin-Chun Kim
- J Powder Mater. 2026;33(1):51-60. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00472
- 1,400 View
- 17 Download
-
Abstract
PDF
- This study compares the microstructure and properties of pure Cu and Cu-5 wt.% Al2O3 composites fabricated by spark plasma sintering under strictly identical processing conditions at 800-1000 °C. Pure Cu samples achieved near-full densification and exhibited a bimodal grain structure dominated by coarse grains with increasing sintering temperature. In contrast, the composite samples showed lower density and non-monotonic densification behavior, with a minimum relative density at 900 oC and significantly refined equiaxed grains due to strong grain-boundary pinning by nano Al2O3 particles. The higher fractions of high-angle boundaries and pronounced orientation disruption were observed in the composite samples, while high-resolution analysis confirmed the presence of grain-boundary Al2O3-rich regions that restricted Cu grain coalescence and continuity of grain boundary migration. X-ray diffraction results confirmed the absence of reaction phases in both materials. Hardness peaked at 900 °C for both samples, and the composite samples showed consistently lower hardness due to retained porosity. The apparent electrical conductivity of the composite displays a non-linear temperature dependence, reflecting the competing influences of densification, microstructural recovery, and the insulating nature of Al2O3.
- [Korean]
- Optimization of Mechanical Properties in WC–Mo₂C–Co Cemented Carbides via Dual Hard-Phase Based Heterogeneous Microstructure Design
- Jinwoo Seok, Jong Tae Kim, Juree Jung, SongYi Kim, Bin Lee, Junhee Han, Leeseung Kang
- J Powder Mater. 2025;32(5):428-436. Published online October 31, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00297
- 1,226 View
- 27 Download
- 1 Citations
-
Abstract
PDF
- WC–Mo₂C–Co cemented carbides were fabricated to investigate the effects of Mo₂C addition on microstructure and mechanical properties. Dual hard-phase design using WC and Mo₂C was employed to optimize the balance between hardness and toughness. Spark plasma sintering (SPS) was conducted at various temperatures after ball milling, and 1300 °C for 5 min was identified as the optimized sintering condition, achieving complete densification and phase stability. The addition of Mo₂C refined the microstructure by suppressing abnormal WC grain growth through preferential dissolution of Mo₂C into the Co binder. Hardness increased up to 1769 Hv30 due to grain refinement and solid-solution strengthening, while promoted η-phase formation and reduced fracture toughness.The 27Mo₂C composition exhibited the most balanced combination of hardness and toughness. These results demonstrate that controlled Mo₂C addition enables dual hard-phase strengthening and microstructure optimization in WC–Mo₂C–Co carbides for advanced cutting and forming applications.
-
Citations
Citations to this article as recorded by
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
Jinwoo Seok, Jong Tae Kim, Juree Jung, Bin Lee, Junhee Han, Leeseung Kang
Journal of Powder Materials.2026; 33(1): 13. CrossRef
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
- [Korean]
- The Manufacturing Process of Clean Ni-Cr-Co-Based Superalloy Powder Using a Plasma Rotating Electrode
- Kyu-Sik Kim, Dae Woong Kim, Yeontae Kim, Jung Hyo Park
- J Powder Mater. 2025;32(3):222-231. Published online June 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00171

- 1,561 View
- 41 Download
- 1 Citations
-
Abstract
PDF
- Ni-based superalloys are widely used for critical components in aerospace, defense, industrial power generation systems, and other applications. Clean superalloy powders and manufacturing processes, such as compaction and hot isostatic pressing, are essential for producing superalloy discs used in turbine engines, which operate under cyclic rotating loads and high-temperature conditions. In this study, the plasma rotating electrode process (PREP), one of the most promising methods for producing clean metallic powders, is employed to fabricate Ni-based superalloy powders. PREP leads to a larger powder size and narrower distribution compared to powders produced by vacuum induction melt gas atomization. An important finding is that highly spheroidized powders almost free of satellites, fractured, and deformed particles can be obtained by PREP, with significantly low oxygen content (approximately 50 ppm). Additionally, large grain size and surface inclusions should be further controlled during the PREP process to produce high-quality powder metallurgy parts.
-
Citations
Citations to this article as recorded by- Characterization of Hf, Pt-doped NiCoCrAlY powders fabricated via plasma rotating electrode process
Chengxi Wang, Bochun Zhang, Jiale Tian, Peng Song, Taihong Huang, Jilin Lei, Wei Deng, Vincent Ji
Powder Technology.2026; 480: 122628. CrossRef
- Characterization of Hf, Pt-doped NiCoCrAlY powders fabricated via plasma rotating electrode process
- [English]
- The Effect of Aluminum Powder Size on the Structure and Mechanical Properties of Foam
- Seunghyeok Choi, Sungjin Kim, Tae-Young Ahn, Yu-Song Choi, Jae-Gil Jung, Seung Bae Son, Seok-Jae Lee
- J Powder Mater. 2025;32(3):232-243. Published online June 30, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00157

- 2,942 View
- 69 Download
- 4 Citations
-
Abstract
PDF
- In this study, we analyzed the structural and mechanical properties of aluminum foams fabricated using aluminum powders of varying sizes and mixtures. The effects of sintering and pore structure at each size on the integrity and mechanical properties of the foams were investigated. Structural characteristics were examined using scanning electron microscopy and micro–computed tomography, while mechanical properties were evaluated through compression testing. The experimental results demonstrated that smaller powder sizes improved foam integrity, reduced porosity and pore size, and resulted in thinner cell walls. In combination, these effects increased compressive strength as the powder size decreased. The findings of this study contribute to the understanding and improvement of the mechanical properties of aluminum foams and highlight their potential for use in a wide range of applications.
-
Citations
Citations to this article as recorded by- Sustainable Manufacturing of Graphene–Aluminum Composites: A Comparative Life Cycle Assessment
Xinwei Yang, Qian Peng, Changke Chen, Qingcui Liu, Yudai Huang
Journal of Sustainable Metallurgy.2026; 12(1): 727. CrossRef - Effect of powder size and sintering time on the induction sintering behavior of aluminum fabricated by UHFIS
Hıdır Sercan Çubuk
Turkish Journal of Engineering.2026; 10(2): 396. CrossRef - A Powder-Metallurgical Route to Ag2(Te,S) Compounds and Their Thermoelectric Properties
Seungki Jo, Yoojeong Ji, Linh Ba Vu, Kyung Tae Kim
Journal of Powder Materials.2026; 33(3): 214. CrossRef - Comparative Densification, Microstructure, and Mechanical Response of Five-Layer Al-Al2O3 Functionally Graded Materials Processed by Vacuum Sintering and Spark Plasma Sintering
Satyasaibaba Pitta, Ranga Janardhana Ginka, Balakrishna Bhanavathu
Journal of The Institution of Engineers (India): Series D.2026;[Epub] CrossRef
- Sustainable Manufacturing of Graphene–Aluminum Composites: A Comparative Life Cycle Assessment
- [Korean]
- Effect of Sintering Conditions on the Microstructure of an FeCrMnNiCo High-Entropy Alloy
- Seonghyun Park, Sang-Hwa Lee, Junho Lee, Seok-Jae Lee, Jae-Gil Jung
- J Powder Mater. 2024;31(5):406-413. Published online October 31, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00185
- 2,037 View
- 42 Download
- 2 Citations
-
Abstract
PDF
- We investigated the microstructure of an FeCrMnNiCo alloy fabricated by spark plasma sintering under different sintering temperatures (1000–1100°C) and times (1–600 s). All sintered alloys consisted of a single face-centered cubic phase. As the sintering time or temperature increased, the grains of the sintered alloys became partially coarse. The formation of Cr7C3 carbide occurred on the surface of the sintered alloys due to carbon diffusion from the graphite crucible. The depth of the layer containing Cr7C3 carbides increased to ~110 μm under severe sintering conditions (1100°C, 60 s). A molten zone was observed on the surface of the alloys sintered at higher temperatures (>1060°C) due to severe carbon diffusion that reduced the melting point of the alloy. The porosity of the sintered alloys decreased with increasing time at 1000°C, but increased at higher temperatures above 1060°C due to melting-induced porosity formation.
-
Citations
Citations to this article as recorded by- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
Eunhyo Song, Hansung Lee, Byungmin Ahn
Journal of Powder Materials.2025; 32(3): 254. CrossRef - Microstructure and mechanical properties of oxide-dispersion-strengthened CrMnFeCoNiC0.2O0.2 high-entropy alloy fabricated by mechanical alloying and spark plasma sintering
Sang-Hwa Lee, Seonghyun Park, Ka Ram Lim, Seok-Jae Lee, Jae-Gil Jung
Materials Science and Engineering: A.2025; 947: 149284. CrossRef
- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
- [Korean]
- Fabrication of Bi2Te2.5Se0.5 by Combining Oxide-reduction and Compressive-forming Process and Its Thermoelectric Properties
- Young Soo Lim, Gil-Geun Lee
- J Powder Mater. 2024;31(1):50-56. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.50
- 1,512 View
- 24 Download
- [Korean]
- Effect of Abnormal Grain Growth on Ionic Conductivity in LATP
- Hyungik Choi, Yoonsoo Han
- J Powder Mater. 2024;31(1):23-29. Published online February 28, 2024
- DOI: https://doi.org/10.4150/KPMI.2024.31.1.23
- 4,029 View
- 75 Download
- 5 Citations
-
PDF
-
Citations
Citations to this article as recorded by- NASICON-type LATP solid electrolytes for lithium metal batteries: Fundamentals to AI-driven materials design
Ateeq Ahmed, Eunbin Noh, Jinseo Kim, Junhwan Yu, Chanyoung Lee, Jina Lee, Jimin Oh
Energy Storage Materials.2026; 88: 105138. CrossRef - High-Conductivity Solid-State Electrolytes Through Low-Temperature Hot-Pressing of LCBA/LATP Composites
Wookyung Lee, Jaeseung Choi, Jungkeun Ahn, Hanbyul Lee, Byungwook Kim, Youngsoo Seo, Changbun Yoon
Materials.2026; 19(10): 2033. CrossRef - Liquid Ga-mediated Grain Boundary Engineering for High Ionic Conductivity and Stability in NASICON-type Solid Electrolytes for Li-ion Batteries
Yen-Lin Chen, Wen-Hsuan Lu, Hsiang-Jung Chen, Yen-Shou Huang, Pei-I Wei, Ying-Da Luo, Han-Yi Chen
Electrochimica Acta.2026; : 149587. CrossRef - Temperature-dependent microstructural evolution in a compositionally complex solid electrolyte: The role of a grain boundary transition
Shu-Ting Ko, Chaojie Du, Huiming Guo, Hasti Vahidi, Jenna L. Wardini, Tom Lee, Yi Liu, Jingjing Yang, Francisco Guzman, Timothy J. Rupert, William J. Bowman, Shen J. Dillon, Xiaoqing Pan, Jian Luo
Journal of Advanced Ceramics.2025; 14(3): 9221047. CrossRef - Effect of bimodal particle size distribution on Li1.5Al0.5Ti1.5(PO4)3 solid electrolytes: Microstructures and electrochemical properties
Gi Jeong Kim, Yeon Hee Kim, Seul Ki Choi, Jong Won Bae, Kun-Jae Lee, Minho Yang
Powder Technology.2025; 466: 121407. CrossRef
- NASICON-type LATP solid electrolytes for lithium metal batteries: Fundamentals to AI-driven materials design
- [Korean]
- Evaluation of Microstructures and Mechanical Properties of Ni-Y2O3 Sintered Alloys Based on the Powder Preparation Methods
- Gun-Woo Jung, Ji-Ho Cha, Min-Seo Jang, Minsuk Oh, Jeshin Park
- J Powder Mater. 2023;30(6):484-492. Published online December 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.6.484
- 1,479 View
- 17 Download
-
Abstract
PDF
In this study, Ni-Y2O3 powder was prepared by alloying recomposition oxidation sintering (AROS), solution combustion synthesis (SCS), and conventional mechanical alloying (MA). The microstructure and mechanical properties of the alloys were investigated by spark plasma sintering (SPS). Among the Ni-Y2O3 powders synthesized by the three methods, the AROS powder had approximately 5 nm of Y2O3 crystals uniformly distributed within the Ni particles, whereas the SCS powder contained a mixture of Ni and Y2O3 nanoparticles, and the MA powder formed small Y2O3 crystals on the surface of large Ni particles by milling the mixture of Ni and Y2O3. The average grain size of Y2O3 in the sintered alloys was approximately 15 nm, with the AROS sinter having the smallest, followed by the SCS sinter at 18 nm, and the MA sinter at 22 nm. The yield strength (YS) of the SCS- and MA-sintered alloys were 1511 and 1688 MPa, respectively, which are lower than the YS value of 1697 MPa for the AROS-sintered alloys. The AROS alloy exhibited improved strength compared to the alloys fabricated by SCS and conventional MA methods, primarily because of the increased strengthening from the finer Y2O3 particles and Ni grains.
- [Korean]
- Effect of Heat Treatment on Microstructure and Mechanical Properties of Al–Zn–Mg–Cu–Si Sintered Alloys with and Without High-energy Ball Milling
- Junho Lee, Seonghyun Park, Sang-Hwa Lee, Seung Bae Son, Seok-Jae Lee, Jae-Gil Jung
- J Powder Mater. 2023;30(6):470-477. Published online December 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.6.470

- 3,541 View
- 34 Download
- 1 Citations
-
Abstract
PDF
The effects of annealing on the microstructure and mechanical properties of Al–Zn–Mg–Cu–Si alloys fabricated by high-energy ball milling (HEBM) and spark plasma sintering (SPS) were investigated. The HEBM-free sintered alloy primarily contained Mg2Si, Q-AlCuMgSi, and Si phases. Meanwhile, the HEBM-sintered alloy contains Mg-free Si and θ-Al2Cu phases due to the formation of MgO, which causes Mg depletion in the Al matrix. Annealing without and with HEBM at 500°C causes partial dissolution and coarsening of the Q-AlCuMgSi and Mg2Si phases in the alloy and dissolution of the θ-Al2Cu phase in the alloy, respectively. In both alloys, a thermally stable α-AlFeSi phase was formed after long-term heat treatment. The grain size of the sintered alloys with and without HEBM increased from 0.5 to 1.0 μm and from 2.9 to 6.3 μm, respectively. The hardness of the sintered alloy increases after annealing for 1 h but decreases significantly after 24 h of annealing. Extending the annealing time to 168 h improved the hardness of the alloy without HEBM but had little effect on the alloy with HEBM. The relationship between the microstructural factors and the hardness of the sintered and annealed alloys is discussed.
-
Citations
Citations to this article as recorded by- Microstructural evolution and thermal stability of Al–Zn–Mg–Cu–Si–Zr alloy fabricated via spark plasma sintering
Junho Lee, Seonghyun Park, Sang-Hwa Lee, Seung Bae Son, Hanjung Kwon, Seok-Jae Lee, Jae-Gil Jung
Journal of Materials Research and Technology.2024; 31: 205. CrossRef
- Microstructural evolution and thermal stability of Al–Zn–Mg–Cu–Si–Zr alloy fabricated via spark plasma sintering
- [Korean]
- Fabrication and Sintering Behavior Analysis of Molybdenum-tungsten Nanopowders by Pechini Process
- Suyeon Kim, Taehyun Kwon, Seulgi Kim, Dongju Lee
- J Powder Mater. 2023;30(5):436-441. Published online October 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.5.436
- 1,411 View
- 13 Download
- 1 Citations
-
Abstract
PDF
Molybdenum-tungsten (Mo-W) alloy sputtering targets are widely utilized in fields like electronics, nanotechnology, sensors, and as gate electrodes for TFT-LCDs, owing to their superior properties such as hightemperature stability, low thermal expansion coefficient, electrical conductivity, and corrosion resistance. To achieve optimal performance in application, these targets’ purity, relative density, and grain size of these targets must be carefully controlled. We utilized nanopowders, prepared via the Pechini method, to obtain uniform and fine powders, then carried out spark plasma sintering (SPS) to densify these powders. Our studies revealed that the sintered compacts made from these nanopowders exhibited outstanding features, such as a high relative density of more than 99%, consistent grain size of 3.43 μm, and shape, absence of preferred orientation.
-
Citations
Citations to this article as recorded by- Ultrafast Synthesis of Molybdenum Disulfide via Flashlamp Annealing
Chan Hyeon Yang, Jaehak Lee, Jung Hwan Park
Journal of Powder Materials.2025; 32(6): 509. CrossRef
- Ultrafast Synthesis of Molybdenum Disulfide via Flashlamp Annealing
- [Korean]
- Optical Properties of Spherical YAG:Ce3+ Phosphor Powders Synthesized by Atmospheric Plasma Spraying Method Appling PVA Solution Route and Domestic Aluminium Oxide Seed
- Yong-Hyeon Kim, Sang-Jin Lee
- J Powder Mater. 2023;30(5):424-430. Published online October 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.5.424
- 1,343 View
- 6 Download
-
Abstract
PDF
YAG phosphor powders were fabricated by the atmospheric plasma spraying method with the spray-dried spherical YAG precursor. The YAG precursor slurry for the spray drying process was prepared by the PVA solution chemical processing utilizing a domestic easy-sintered aluminum oxide (Al2O3) powder as a seed. The homogenous and viscous slurry resulted in dense granules, not hollow or porous particles. The synthesized phosphor powders demonstrated a stable YAG phase, and excellent fluorescence properties of approximately 115% compared with commercial YAG:Ce3+ powder. The microstructure of the phosphor powder had a perfect spherical shape and an average particle s ize of a pprox imately 30 μm. As a r esult of t he PKG t est of t he YAG p hosphor p owder, t he s ynthesized phosphor powders exhibited an outstanding luminous intensity, and a peak wavelength was observed at 531 nm.
- [Korean]
- Synthesis of Al-Ni-Co-Y Bulk Metallic Glass fabricated by Spark Plasma Sintering
- Jeong Pyo Lee, Jin Kyu Lee
- J Powder Mater. 2023;30(1):41-46. Published online February 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.1.41
- 1,223 View
- 3 Download
-
Abstract
PDF
In this study, an Al82Ni7Co3Y8 (at%) bulk metallic glass is fabricated using gas-atomized Al82Ni7Co3Y8 metallic glass powder and subsequent spark plasma sintering (SPS). The effect of powder size on the consolidation of bulk metallic glass is considered by dividing it into 5 μm or less and 20–45 μm. The sintered Al82Ni7Co3Y8 bulk metallic glasses exhibit crystallization behavior and crystallization enthalpy similar to those of the Al82Ni7Co3Y8 powder with 5 μm or less and it is confirmed that no crystallization occurred during the sintering process. From these results, we conclude that the Z-position-controlled spark plasma sintering process, using superplastic deformation by viscous flow in the supercooled liquid-phase region of amorphous powder, is an effective process for manufacturing bulk metallic glass.
- [Korean]
- Effect of Mo Addition on the Austenite Stability of Nanocrystalline Fe-7wt.%Mn Alloy Fabricated by Spark Plasma Sintering
- Woochul Shin, Seung Bae Son, Jae-Gil Jung, Seok-Jae Lee
- J Powder Mater. 2022;29(6):517-522. Published online December 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.6.517
- 1,226 View
- 12 Download
- 1 Citations
-
Abstract
PDF
We investigate the austenite stability in nanocrystalline Fe-7%Mn-X%Mo (X = 0, 1, and 2) alloys fabricated by spark plasma sintering. Mo is known as a ferrite stabilizing element, whereas Mn is an austenite stabilizing element, and many studies have focused on the effect of Mn addition on austenite stability. Herein, the volume fraction of austenite in nanocrystalline Fe-7%Mn alloys with different Mo contents is measured using X-ray diffraction. Using a disk compressive test, austenite in Fe–Mn–Mo alloys is confirmed to transform into strain-induced martensite during plastic deformation by a disk d. The variation in austenite stability in response to the addition of Mo is quantitatively evaluated by comparing the k-parameters of the kinetic equation for the strain-induced martensite transformation.
-
Citations
Citations to this article as recorded by- Influence of Ta Addition on Austenite Stability and Strain-Induced Martensite Transformation in Sintered Fe-7Mn Alloy
Seunghyeok Choi, Sungjin Kim, Junho Lee, Seok-Jae Lee
Journal of Powder Materials.2026; 33(2): 119. CrossRef
- Influence of Ta Addition on Austenite Stability and Strain-Induced Martensite Transformation in Sintered Fe-7Mn Alloy
- [Korean]
- Evaluation of Mechanical Properties and Microstructure Depending on Sintering Heating Rate of IN 939W Alloy
- Junhyub Jeon, Junho Lee, Namhyuk Seo, Seung Bae Son, Jae-Gil Jung, Seok-Jae Lee
- J Powder Mater. 2022;29(5):399-410. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.399
- 2,066 View
- 41 Download
-
Abstract
PDF
Changes in the mechanical properties and microstructure of an IN 939 W alloy according to the sintering heating rate were evaluated. IN 939 W alloy samples were fabricated by spark plasma sintering. The phase fraction, number density, and mean radius of the IN 939W alloy were calculated using a thermodynamic calculation. A universal testing machine and micro-Vickers hardness tester were employed to confirm the mechanical properties of the IN 939W alloy. X-ray diffraction, optical microscopy, field-emission scanning electron microscopy, Cs-corrected-field emission transmission electron microscopy, and energy dispersive X-ray spectrometry were used to evaluate the microstructure of the alloy. The rapid sintering heating rate resulted in a slightly dispersed γ' phase and chromium oxide. It also suppressed the precipitation of the η phase. These helped to reinforce the mechanical properties.
- [Korean]
- Gradient Microstructure and Mechanical Properties of Fe-6%Mn Alloy by Different Sized Powder Stacking
- Namhyuk Seo, Junho Lee, Woocheol Shin, Junhyub Jeon, Jungbin Park, Seung Bae Son, Jae-Gil Jung, Seok-Jae Lee
- J Powder Mater. 2022;29(5):382-389. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.382

- 995 View
- 12 Download
-
Abstract
PDF
A typical trade-off relationship exists between strength and elongation in face-centered cubic metals. Studies have recently been conducted to enhance strength without ductility reduction through surface-treatment-based ultrasonic nanocrystalline surface modification (UNSM), which creates a gradient microstructure in which grains become smaller from the inside to the surface. The transformation-induced plasticity effect in Fe-Mn alloys results in excellent strength and ductility due to their high work-hardening rate. This rate is achieved through strain-induced martensitic transformation when an alloy is plastically deformed. In this study, Fe-6%Mn powders with different sizes were prepared by high-energy ball milling and sintered through spark plasma sintering to produce Fe-6%Mn samples. A gradient microstructure was obtained by stacking the different-sized powders to achieve similar effects as those derived from UNSM. A compressive test was performed to investigate the mechanical properties, including the yielding behavior. The deformed microstructure was observed through electron backscatter diffraction to determine the effects of gradient plastic deformation.
- [Korean]
- Spark Plasma Sintering Method to Replace Carburizing Process
- Junhyub Jeon, Junho Lee, Namhyuk Seo, Seung Bae Son, Jae-Gil Jung, Seok-Jae Lee
- J Powder Mater. 2022;29(3):219-225. Published online June 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.3.219
- 777 View
- 5 Download
-
Abstract
PDF
An alternative fabrication method for carburizing steel using spark plasma sintering (SPS) is investigated. The sintered carburized sample, which exhibits surface modification effects such as carburizing, sintered Fe, and sintered Fe–0.8 wt.%C alloys, is fabricated using SPS. X-ray diffraction and micro Vickers tests are employed to confirm the phase and properties. Finite element analysis is performed to evaluate the change in hardness and analyze the carbon content and residual stress of the carburized sample. The change in the hardness of the carburized sample has the same tendency to predict hardness. The difference in hardness between the carburized sample and the predicted value is also discussed. The carburized sample exhibits a compressive residual stress at the surface. These results indicate that the carburized sample experiences a surface modification effect without carburization. Field emission scanning electron microscopy is employed to verify the change in phase. A novel fabrication method for altering the carburization is successfully proposed. We expect this fabrication method to solve the problems associated with carburization.
- [Korean]
- Austenite Stability and Mechanical Properties of Nanocrystalline FeNiCrMoMnSiC Alloy Fabricated by Spark Plasma Sintering
- Jungbin Park, Junhyub Jeon, Namhyuk Seo, Gwanghun Kim, Seung Bae Son, Seok-Jae Lee
- J Korean Powder Metall Inst. 2021;28(4):336-341. Published online August 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.4.336
- 1,463 View
- 6 Download
- 2 Citations
-
Abstract
PDF
In this study, a nanocrystalline FeNiCrMoMnSiC alloy was fabricated, and its austenite stability, microstructure, and mechanical properties were investigated. A sintered FeNiCrMoMnSiC alloy sample with nanosized crystal was obtained by high-energy ball milling and spark plasma sintering. The sintering behavior was investigated by measuring the displacement according to the temperature of the sintered body. Through microstructural analysis, it was confirmed that a compact sintered body with few pores was produced, and cementite was formed. The stability of the austenite phase in the sintered samples was evaluated by X-ray diffraction analysis and electron backscatter diffraction. Results revealed a measured value of 51.6% and that the alloy had seven times more austenite stability than AISI 4340 wrought steel. The hardness of the sintered alloy was 60.4 HRC, which was up to 2.4 times higher than that of wrought steel.
-
Citations
Citations to this article as recorded by- Influence of Ta Addition on Austenite Stability and Strain-Induced Martensite Transformation in Sintered Fe-7Mn Alloy
Seunghyeok Choi, Sungjin Kim, Junho Lee, Seok-Jae Lee
Journal of Powder Materials.2026; 33(2): 119. CrossRef - Microstructure and mechanical behavior of AISI 4340 steel fabricated via spark plasma sintering and post-heat treatment
Jungbin Park, Junhyub Jeon, Namhyuk Seo, Singon Kang, Seung Bae Son, Seok-Jae Lee, Jae-Gil Jung
Materials Science and Engineering: A.2023; 862: 144433. CrossRef
- Influence of Ta Addition on Austenite Stability and Strain-Induced Martensite Transformation in Sintered Fe-7Mn Alloy
- [Korean]
- Effect of Spray Angle the on Microstructure and Mechanical Properties of Y2O3 Coating Layer Manufactured by Atmospheric Plasma Spray Process
- Yu-Jin Hwang, Kyoung-Wook Kim, Ho-Young Lee, Sik-Chol Kwon, Kee Ahn Lee
- J Korean Powder Metall Inst. 2021;28(4):310-316. Published online August 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.4.310
- 2,072 View
- 52 Download
- 5 Citations
-
Abstract
PDF
The effects of different spray angles (90°, 85°, 80°) on the microstructure and mechanical properties of a Y2O3 coating layer prepared using the atmospheric plasma spray (APS) process were studied. The powders employed in this study had a spherical shape and included a cubic Y2O3 phase. The APS coating layer exhibited the same phase as the powders. Thickness values of the coating layers were 90°: 203.7 ± 8.5 μm, 85°: 196.4 ± 9.6 μm, and 80°: 208.8 ± 10.2 μm, and it was confirmed that the effect of the spray angle on the thickness was insignificant. The porosities were measured as 90°: 3.9 ± 0.85%, 85°: 11.4 ± 2.3%, and 80°: 12.7 ± 0.5%, and the surface roughness values were 90°: 5.9 ± 0.3 μm, 85°: 8.5 ± 1.1 μm, and 80°: 8.5 ± 0.4 μm. As the spray angle decreased, the porosity increased, but the surface roughness did not show a significant difference. Vickers hardness measurements revealed values of 90°: 369.2 ± 22.3, 85°: 315.8 ± 31.4, and 80°: 267.1 ± 45.1 HV. It was found that under the condition of a 90° angle with the lowest porosity exhibited the best hardness value. Based on the aforementioned results, an improved method for the APS Y2O3 coating layer was also discussed.
-
Citations
Citations to this article as recorded by- The Effect of In Situ Laser-Assisted Plasma Spraying on the Plasma Etching Resistance of Yttrium Oxide Coating
Xutao Zhao, Tian Xie, Panpan Zhang, Zhehe Yao, Qunli Zhang, Jiake Deng, Yongfeng Sui, Jianhua Yao
Coatings.2024; 14(11): 1427. CrossRef - Investigation of contamination particles generation and surface chemical reactions on Al2O3, Y2O3, and YF3 coatings in F-based plasma
Jongho So, Minjoong Kim, Hyuksung Kwon, Seonjeong Maeng, Eunmi Choi, Chin-Wook Chung, Ju-Young Yun
Applied Surface Science.2023; 629: 157367. CrossRef - Cleaning Effect of Atmospheric-Plasma-Sprayed Y2O3 Coating Using Piranha Solution Based on Contamination Particle Measurement
Hyuksung Kwon, Minjoong Kim, Jongho So, Seonjeong Maeng, Jae-Soo Shin, Ju-Young Yun
Coatings.2023; 13(3): 653. CrossRef - The effect of powder particle size on the corrosion behavior of atmospheric plasma spray-Y2O3 coating: Unraveling the corrosion mechanism by fluorine-based plasma
Minjoong Kim, Eunmi Choi, Dongjin Lee, Jungpil Seo, Tae-Sun Back, Jongho So, Ju-Young Yun, Song-Moon Suh
Applied Surface Science.2022; 606: 154958. CrossRef - The Effect of Powder Particle Size on the Corrosion Behavior of Atmospheric Plasma Spray-Y2o3 Coating: Unraveling the Corrosion Mechanism by Fluorine-Based Plasma
Minjoong Kim, Eunmi Choi, Dongjin Lee, Jungpil Seo, Tae Sun Back, Jongho So, Ju-Young Yun, Song-Moon Suh
SSRN Electronic Journal .2022;[Epub] CrossRef
- The Effect of In Situ Laser-Assisted Plasma Spraying on the Plasma Etching Resistance of Yttrium Oxide Coating
- [Korean]
- Improvement of Mechanical Properties of Nanocrystalline FeCrC Alloy via Strain-Induced Martensitic Transformation
- Gwanghun Kim, Junhyub Jeon, Namhyuk Seo, Jungbin Park, Seung Bae Son, Seok-Jae Lee
- J Korean Powder Metall Inst. 2021;28(3):246-252. Published online June 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.3.246

- 892 View
- 3 Download
-
Abstract
PDF
The effect of sintering conditions on the austenite stability and strain-induced martensitic transformation of nanocrystalline FeCrC alloy is investigated. Nanocrystalline FeCrC alloys are successfully fabricated by spark plasma sintering with an extremely short densification time to obtain the theoretical density value and prevent grain growth. The nanocrystallite size in the sintered alloys contributes to increased austenite stability. The phase fraction of the FeCrC sintered alloy before and after deformation according to the sintering holding time is measured using X-ray diffraction and electron backscatter diffraction analysis. During compressive deformation, the volume fraction of strain-induced martensite resulting from austenite decomposition is increased. The transformation kinetics of the strain-induced martensite is evaluated using an empirical equation considering the austenite stability factor. The hardness of the S0W and S10W samples increase to 62.4-67.5 and 58.9-63.4 HRC before and after deformation. The hardness results confirmed that the mechanical properties are improved owing to the effects of grain refinement and strain-induced martensitic transformation in the nanocrystalline FeCrC alloy.
- [Korean]
- Effect of Sintering Condition on Tensile Strength of Fe-based Non-equiatomic High Entropy Alloy
- Namhyuk Seo, Junhyub Jeon, Gwanghun Kim, Jungbin Park, Seung Bae Son, Seok-Jae Lee
- J Korean Powder Metall Inst. 2021;28(3):221-226. Published online June 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.3.221

- 1,386 View
- 9 Download
- 1 Citations
-
Abstract
PDF
We fabricate the non-equiatomic high-entropy alloy (NE-HEA) Fe49.5Mn30Co10Cr10C0.5 (at.%) using spark plasma sintering under various sintering conditions. Each elemental pure powder is milled by high-energy ball milling to prepare NE-HEA powder. The microstructure and mechanical properties of the sintered samples are investigated using various methods. We use the X-ray diffraction (XRD) method to investigate the microstructural characteristics. Quantitative phase analysis is performed by direct comparison of the XRD results. A tensile test is used to compare the mechanical properties of small samples. Next, electron backscatter diffraction analysis is performed to analyze the phase fraction, and the results are compared to those of XRD analysis. By combining different sintering durations and temperature conditions, we attempt to identify suitable spark plasma sintering conditions that yield mechanical properties comparable with previously reported values. The samples sintered at 900 and 1000°C with no holding time have a tensile strength of over 1000 MPa.
-
Citations
Citations to this article as recorded by- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
Eunhyo Song, Hansung Lee, Byungmin Ahn
Journal of Powder Materials.2025; 32(3): 254. CrossRef
- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
- [Korean]
- Property of the Spheroidized Zr Powder by Radio Frequency Plasma Treatment
- Yukyeong Lee, Mi-Sun Choi, Eon Byeong Park, Jeong Seok Oh, Taehyun Nam, Jung Gi Kim
- J Korean Powder Metall Inst. 2021;28(2):97-102. Published online April 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.2.97
- 1,175 View
- 4 Download
-
Abstract
PDF
Powder quality, including high flowability and spherical shape, determines the properties of additively manufactured products. Therefore, the cheap production of high-quality powders is critical in additive manufacturing. Radio frequency plasma treatment is an effective method to fabricate spherical powders by melting the surface of irregularly shaped powders; in the present work, mechanically milled Zr powders are spheroidized by radio frequency plasma treatment and their properties are compared with those of commercial Zircaloy-2 alloy powder. Spherical Zr particles are successfully fabricated by plasma treatment, although their flowability and impurity contents are poorer than those of the commercial Zircaloy-2 alloy powder. This result shows that radio-frequency plasma treatment with mechanically milled powders requires further research and development for manufacturing low-cost powders for additive manufacturing.
- [Korean]
- Influence of Milling Conditions on the Microstructural Characteristics and Mechanical Properties of Non-equiatomic High Entropy Alloy
- Namhyuk Seo, Junhyub Jeon, Gwanghoon Kim, Jungbin Park, Seung Bae Son, Seok-Jae Lee
- J Korean Powder Metall Inst. 2021;28(2):103-109. Published online April 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.2.103
- 1,209 View
- 6 Download
-
Abstract
PDF
High-entropy alloys have excellent mechanical properties under extreme environments, rendering them promising candidates for next-generation structural materials. It is desirable to develop non-equiatomic high-entropy alloys that do not require many expensive or heavy elements, contrary to the requirements of typical high-entropy alloys. In this study, a non-equiatomic high-entropy alloy powder Fe49.5Mn30Co10Cr10C0.5 (at.%) is prepared by high energy ball milling and fabricated by spark plasma sintering. By combining different ball milling times and ball-topowder ratios, we attempt to find a proper mechanical alloying condition to achieve improved mechanical properties. The milled powder and sintered specimens are examined using X-ray diffraction to investigate the progress of mechanical alloying and microstructural changes. A miniature tensile specimen after sintering is used to investigate the mechanical properties. Furthermore, quantitative analysis of the microstructure is performed using electron backscatter diffraction.
- [Korean]
- Spheroidization of Enamel Powders by Radio Frequency Plasma Treatment and Application to Additive Manufacturing
- Ki-Bong Kim, Dong-Yeol Yang, Yong-Jin Kim, Jungho Choe, Ji-Na Kwak, Woo-Hyung Jung
- J Korean Powder Metall Inst. 2020;27(5):388-393. Published online October 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.5.388

- 1,180 View
- 6 Download
-
Abstract
PDF
The enamel powders used traditionally in Korea are produced by a ball-milling process. Because of their irregular shapes, enamel powders exhibit poor flowability. Therefore, polygonal enamel powders are only used for handmade cloisonné crafts. In order to industrialize or automate the process of cloisonné crafts, it is essential to control the size and shape of the powder. In this study, the flowability of the enamel powders was improved using the spheroidization process, which employs the RF plasma treatment. In addition, a simple grid structure and logo were successfully produced using the additive manufacturing process (powder bed fusion), which utilizes spherical enamel powders. The additive manufacturing technology of spherical enamel powders is expected to be widely used in the field of cloisonné crafting in the future.
- [Korean]
- Sintering Behavior and Microstructures of Tantalum and Tantalum-Tungsten Alloys Powders
- Youngmoo Kim, Sung Ho Yang, Seong Lee, Sung Ho Lee, Joon-Woong Noh
- J Korean Powder Metall Inst. 2020;27(5):373-380. Published online October 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.5.373
- 1,590 View
- 14 Download
- 3 Citations
-
Abstract
PDF
The purpose of this study is to investigate the densification behavior and the corresponding microstructural evolution of tantalum and tantalum-tungsten alloy powders for explosively formed liners. The inherent inhomogeneous microstructures of tantalum manufactured by an ingot metallurgy might degrade the capability of the warhead. Therefore, to overcome such drawbacks, powder metallurgy was incorporated into the near-net shape process in this study. Spark plasma-sintered tantalum and its alloys with finer particle sizes exhibited higher densities and lower grain sizes. However, they were contaminated from the graphite mold during sintering. Higher compaction pressures in die and isostatic compaction techniques also enhanced the sinterability of the tantalum powders; however, a full densification could not be achieved. On the other hand, the powders exhibited full densification after being subjected to hot isostatic pressing over two times. Consequently, it was found that the hot isostatic-pressed tantalum might exhibit a lower grain size and a higher density as compared to those obtained in previous studies.
-
Citations
Citations to this article as recorded by- Consolidation of Tantalum Powders by Spark Plasma Sintering: Densification, Wear and Corrosion Behavior
Elena Mihalcea, Jorge Chávez, Omar Jiménez, Martín Flores, Francisco Alvarado-Hernández, Juan Pablo Camarillo-García, Horacio Flores-Zúñiga, Marco Aurelio González-Albarrán, Luis Olmos
Lubricants.2026; 14(7): 280. CrossRef - Understanding the phase evolution and elemental distribution in MoWTaNbVTix manufactured via powder metallurgical approach
Surya T. Bijjala, Ryan Wilkerson, Chad Beamer, Pankaj Kumar
The International Journal of Advanced Manufacturing Technology.2024; 135(11-12): 5925. CrossRef - Thermal Stability and Weight Reduction of Al0.75V2.82CrZr Refractory High Entropy Alloy Prepared Via Mechanical Alloying
Minsu Kim, Hansung Lee, Byungmin Ahn
journal of Korean Powder Metallurgy Institute.2023; 30(6): 478. CrossRef
- Consolidation of Tantalum Powders by Spark Plasma Sintering: Densification, Wear and Corrosion Behavior
- [English]
- Correlation of Sintering Parameters with Density and Hardness of Nano-sized Titanium Nitride reinforced Titanium Alloys using Neural Networks
- A. K. Maurya, P. L Narayana, Hong In Kim, N. S. Reddy
- J Korean Powder Metall Inst. 2020;27(5):365-372. Published online October 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.5.365
- 2,333 View
- 7 Download
- 3 Citations
-
Abstract
PDF
Predicting the quality of materials after they are subjected to plasma sintering is a challenging task because of the non-linear relationships between the process variables and mechanical properties. Furthermore, the variables governing the sintering process affect the microstructure and the mechanical properties of the final product. Therefore, an artificial neural network modeling was carried out to correlate the parameters of the spark plasma sintering process with the densification and hardness values of Ti-6Al-4V alloys dispersed with nano-sized TiN particles. The relative density (%), effective density (g/cm3), and hardness (HV) were estimated as functions of sintering temperature (°C), time (min), and composition (change in % TiN). A total of 20 datasets were collected from the open literature to develop the model. The high-level accuracy in model predictions (>80%) discloses the complex relationships among the sintering process variables, product quality, and mechanical performance. Further, the effect of sintering temperature, time, and TiN percentage on the density and hardness values were quantitatively estimated with the help of the developed model.
-
Citations
Citations to this article as recorded by- Artificial Neural Networks for Modeling Mechanical and Microstructural Properties of Spark Plasma Sintered Powders
Katarzyna Peta, Jakub Wiśniewski, Piotr Siwak
Materials.2026; 19(5): 848. CrossRef - Microstruture and Mechanical Properties of Ti.Grade12-Ti/TiN/WC Composite Produced by Spark Plasma Sintering Process
Hyun-Su Kim, Su-Gwan Lee, Dinh Van Cong, Jun-Seo Park, Ha-Seung Ryu, Jin-Chun Kim, Seung-Ick Lee
Journal of Powder Materials.2026; 33(1): 1. CrossRef - Application of Machine Learning Algorithms and SHAP for Prediction and Feature Analysis of Tempered Martensite Hardness in Low-Alloy Steels
Junhyub Jeon, Namhyuk Seo, Seung Bae Son, Seok-Jae Lee, Minsu Jung
Metals.2021; 11(8): 1159. CrossRef
- Artificial Neural Networks for Modeling Mechanical and Microstructural Properties of Spark Plasma Sintered Powders
- [Korean]
- Fabrication, Microstructure and Adhesive Properties of BCuP-5 Filler Metal/Ag Plate Composite by using Plasma Spray Process
- Seong-June Youn, Young-Kyun Kim, Jae-Sung Park, Joo-Hyun Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2020;27(4):333-338. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.333
- 1,012 View
- 3 Download
-
Abstract
PDF
In this study, we fabricate a thin- and dense-BCuP-5 coating layer, one of the switching device multilayers, through a plasma spray process. In addition, the microstructure and macroscopic properties of the coating layer, such as hardness and bond strength, are investigated. Both the initial powder feedstock and plasma-sprayed BCuP-5 coating layer show the main Cu phase, Cu-Ag-Cu3P ternary phases, and Ag phase. This means that microstructural degradation does not occur during plasma spraying. The Vickers hardness of the coating layer was measured as 117.0 HV, indicating that the fine distribution of the three phases enables the excellent mechanical properties of the plasma-sprayed BCuP-5 coating layer. The pull-off strength of the plasma-sprayed BCuP-5 coating layer is measured as 16.5 kg/cm2. Based on the above findings, the applicability of plasma spray for the fabrication process of low-cost multi-layered electronic contact materials is discussed and suggested.
- [Korean]
- Synthesis of W2C by Spark Plasma Sintering of W-WC Powder Mixture and Its Etching Property
- Gyu-Sang Oh, Sung-Min Lee, Sung-Soo Ryu
- J Korean Powder Metall Inst. 2020;27(4):293-299. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.293
- 1,386 View
- 10 Download
-
Abstract
PDF
W2C is synthesized through a reaction-sintering process from an ultrafine-W and WC powder mixture using spark plasma sintering (SPS). The effect of various parameters, such as W:WC molar ratio, sintering temperature, and sintering time, on the synthesis behavior of W2C is investigated through X-ray diffraction (XRD) analysis, scanning electron microscopy (SEM) analysis of the microstructure, and final sintered density. Further, the etching properties of a W2C specimen are analyzed. A W2C sintered specimen with a particle size of 2.0 μm and a relative density over 98% could be obtained from a W-WC powder mixture with 55 mol%, after SPS at 1700°C for 20 min under a pressure of 50 MPa. The sample etching rate is similar to that of SiC. Based on X-ray photoelectron spectroscopy (XPS) analysis, it is confirmed that fluorocarbon-based layers such as C-F and C-F2 with lower etch rates are also formed.
- [Korean]
- Thermophysical Properties of Copper/graphite Flake Composites by Electroless Plating and Spark Plasma Sintering
- Jaesung Lee, Ji Yeon Kang, Seulgi Kim, Chanhoe Jung, Dongju Lee
- J Korean Powder Metall Inst. 2020;27(1):25-30. Published online February 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.1.25
- 1,952 View
- 18 Download
- 1 Citations
-
Abstract
PDF
Recently, the amount of heat generated in devices has been increasing due to the miniaturization and high performance of electronic devices. Cu-graphite composites are emerging as a heat sink material, but its capability is limited due to the weak interface bonding between the two materials. To overcome these problems, Cu nanoparticles were deposited on a graphite flake surface by electroless plating to increase the interfacial bonds between Cu and graphite, and then composite materials were consolidated by spark plasma sintering. The Cu content was varied from 20 wt.% to 60 wt.% to investigate the effect of the graphite fraction and microstructure on thermal conductivity of the Cu-graphite composites. The highest thermal conductivity of 692 W m−1K−1 was achieved for the composite with 40 wt.% Cu. The measured coefficients of thermal expansion of the composites ranged from 5.36 × 10−6 to 3.06 × 10−6 K−1. We anticipate that the Cu-graphite composites have remarkable potential for heat dissipation applications in energy storage and electronics owing to their high thermal conductivity and low thermal expansion coefficient.
-
Citations
Citations to this article as recorded by- Experimental and numerical investigation of thermally stable Cu/Mo/Cu spacer with low-CTE and high-k for double side cooling power semiconductor modules
YehRi Kim, Byeongchan Kim, Kue Jin Han, Taeseong Han, Dongjin Kim
Applied Thermal Engineering.2026; 288: 129661. CrossRef
- Experimental and numerical investigation of thermally stable Cu/Mo/Cu spacer with low-CTE and high-k for double side cooling power semiconductor modules
- [Korean]
- Spheroidization of Pure-vanadium Powder using Radio Frequency Thermal Plasma Process
- Nana Kwabena Adomako, Seungmin Yang, Min Gyu Lee, N. S. Reddy, Jeoung-Han Kim
- J Korean Powder Metall Inst. 2019;26(4):305-310. Published online August 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.4.305
- 1,369 View
- 9 Download
-
Abstract
PDF
In the present work, spheroidization of angular vanadium powders using a radio frequency (RF) thermal plasma process is investigated. Initially, angular vanadium powders are spheroidized successfully at an average particle size of 100 μm using the RF-plasma process. It is difficult to avoid oxide layer formation on the surface of vanadium powder during the RF-plasma process. Titanium/vanadium/stainless steel functionally graded materials are manufactured with vanadium as the interlayer. Vanadium intermediate layers are deposited using both angular and spheroidized vanadium powders. Then, 17-4PH stainless steel is successfully deposited on the vanadium interlayer made from the angular powder. However, on the surface of the vanadium interlayer made from the spheroidized powder, delamination of 17-4PH occurs during deposition. The main cause of this phenomenon is presumed to be the high thickness of the vanadium interlayer and the relatively high level of surface oxidation of the interlayer.
- [Korean]
- Fabrication of Nb-Si-B Alloys Using the Pulverized Nb-T2 Alloy Powder
- Min-Ho Cho, Sung-Jun Kim, Hyun-Ji Kang, Sung-Tag Oh, Young Do Kim, Seong Lee, Myung Jin Suk
- J Korean Powder Metall Inst. 2019;26(4):299-304. Published online August 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.4.299
- 1,144 View
- 6 Download
-
Abstract
PDF
Nb-Si-B alloys with Nb-rich compositions are fabricated by spark plasma sintering for high-temperature structural applications. Three compositions are selected: 75 at% Nb (Nb0.7), 82 at% Nb (Nb1.5), and 88 at% Nb (Nb3), the atomic ratio of Si to B being 2. The microstructures of the prepared alloys are composed of Nb and T2 phases. The T2 phase is an intermetallic compound with a stoichiometry of Nb5Si3-xBx (0 ≤ x ≤ 2). In some previous studies, Nb-Si-B alloys have been prepared by spark plasma sintering (SPS) using Nb and T2 powders (SPS 1). In the present work, the same alloys are prepared by the SPS process (SPS 2) using Nb powders and hypereutectic alloy powders with composition 67at%Nb-22at%Si-11at%B (Nb67). The Nb67 alloy powders comprise T2 and eutectic (T2 + Nb) phases. The microstructures and hardness of the samples prepared in the present work have been compared with those previously reported; the samples prepared in this study exhibit finer and more uniform microstructures and higher hardness.
- [Korean]
- The Microstructure and the Mechanical Properties of Sintered TiO2-Co Composite Prepared Via Thermal Hydrogenation Method
- Myeongsun Ko, Ilsong Park, Jeshin Park
- J Korean Powder Metall Inst. 2019;26(4):290-298. Published online August 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.4.290
- 624 View
- 1 Download
-
Abstract
PDF
TiO2-particles containing Co grains are fabricated via thermal hydrogenation and selective oxidation of Ti-Co alloy. For comparison, TiO2-Co composite powders are prepared by two kinds of methods which were the mechanical carbonization and oxidation process, and the conventional mixing process. The microstructural characteristics of the prepared composites are analyzed by X-ray diffraction, field-emission scattering electron microscopy, and transmission electron microscopy. In addition, the composite powders are sintered at 800°C by spark plasma sintering. The flexural strength and fracture toughness of the sintered samples prepared by thermal hydrogenation and mechanical carbonization are found to be higher than those of the samples prepared by the conventional mixing process. Moreover, the microstructures of sintered samples prepared by thermal hydrogenation and mechanical carbonization processes are found to be similar. The difference in the mechanical properties of sintered samples prepared by thermal hydrogenation and mechanical carbonization processes is attributed to the different sizes of metallic Co particles in the samples.
- [Korean]
- Property Evaluation of Tungsten-Carbide Hard Materials as a Function of Binder
- Ju-Hun Kim, Ik-Hyun Oh, Jeong-Han Lee, Sung-Kil Hong, Hyun-Kuk Park
- J Korean Powder Metall Inst. 2019;26(2):132-137. Published online April 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.2.132
- 1,487 View
- 8 Download
- 3 Citations
-
Abstract
PDF
Tungsten carbide (WC) hard materials are used in various industries and possess a superior hardness compared to other hard materials. They have particularly high melting points, high strength, and abrasion resistance. Accordingly, tungsten carbide hard materials are used for wear-resistant tools, cutting tools, machining tools, and other tooling materials. In this study, the WC-5wt.%Co, Fe, Ni hard materials are densified using the horizontal ball milled WC-Co, WC-Fe, and WC-Ni powders by a spark plasma sintering process. The WC-5Co, WC-5Fe, and WC-5Ni hard materials are almost completely densified with a relative density of up to 99.6% after simultaneous application of a pressure of 60 MPa and an electric current for about 15 min without any significant change in the grain size. The average grain size of WC-5Co, WC-5Fe, and WC-5Ni that was produced through SPS was about 0.421, 0.779, and 0.429 μm, respectively. The hardness and fracture toughness of the dense WC-5Co, WC-5Fe, WC-5Ni hard materials were also investigated.
-
Citations
Citations to this article as recorded by- Enhancing Mechanical Properties via Grain Growth Suppression and High Densification in WC Compacts
Jong Min Gwak, Min Soo Park, Gook Hyun Ha, Nam Hyun Kang
Metals and Materials International.2025; 31(12): 3733. CrossRef - Synthesis of W2C by Spark Plasma Sintering of W-WC Powder Mixture and Its Etching Property
Gyu-Sang Oh, Sung-Min Lee, Sung-Soo Ryu
Journal of Korean Powder Metallurgy Institute.2020; 27(4): 293. CrossRef - Fabrication and Properties of Densified Tungsten by Magnetic Pulse Compaction and Spark Plasma Sintering
Eui Seon Lee, Jongmin Byun, Young-Keun Jeong, Sung-Tag Oh
Korean Journal of Materials Research.2020; 30(6): 321. CrossRef
- Enhancing Mechanical Properties via Grain Growth Suppression and High Densification in WC Compacts
- [Korean]
- Thermoelectric Properties of PbTe Prepared by Spark Plasma Sintering of Nano Powders
- Eun-Young Jun, Ho-Young Kim, Cham Kim, Kyung-Sik Oh, Tai-Joo Chung
- J Korean Powder Metall Inst. 2018;25(5):384-389. Published online October 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.5.384
- 1,618 View
- 11 Download
- 2 Citations
-
Abstract
PDF
Nanoparticles of PbTe are prepared via chemical reaction of the equimolar aqueous solutions of Pb(CH3COO)2 and Te at 120°C. The size of the obtained particles is 100 nm after calcination in a hydrogen atmosphere. Dense specimens for the thermoelectric characterization are produced by spark plasma sintering of prepared powders at 400°C to 500°C under 80 MPa for 5 min. The relative densities of the prepared specimens reach approximately 97% and are identified as cubic based on X-ray diffraction analyses. The thermoelectric properties are evaluated between 100°C and 300°C via electrical conductivity, Seebeck coefficient, and thermal conductivity. Compared with PbTe ingot, the reduction of the thermal conductivities by more than 30% is verified via phonon scattering at the grain boundaries, which thus contributes to the increase in the figure of merit.
-
Citations
Citations to this article as recorded by- Improved Thermoelectric Performance of Cu3Sb1−x−ySnxInySe4 Permingeatites Double-Doped with Sn and In
Ho-Jeong Kim, Il-Ho Kim
Korean Journal of Metals and Materials.2023; 61(6): 422. CrossRef - Enhancing Electrical Properties of N-type Bismuth Telluride Alloys through Graphene Oxide Incorporation in Extrusion 3D Printing
Jinhee Bae, Seungki Jo, Kyung Tae Kim
journal of Korean Powder Metallurgy Institute.2023; 30(4): 318. CrossRef
- Improved Thermoelectric Performance of Cu3Sb1−x−ySnxInySe4 Permingeatites Double-Doped with Sn and In
- [Korean]
- Fabrication and Characterisitics of Al2O3-SiC Ceramic Composites for Electrostatic Discharge Safe Components
- Ha-Neul Kim, Hyun-Myung Oh, Young-Jo Park, Jae-Woong Ko, Hyun-Kwuon Lee
- J Korean Powder Metall Inst. 2018;25(2):144-150. Published online April 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.2.144
- 921 View
- 10 Download
-
Abstract
PDF
Al2O3-SiC ceramic composites are produced using pressureless sintering, and their plasma resistance, electrical resistance, and mechanical properties are evaluated to confirm their applicability as electrostatic-discharge-safe components for semiconductor devices. Through the addition of Mg and Y nitrate sintering aids, it is confirmed that even if SiC content exceeded 10%, complete densification is possible by pressureless sintering. By the uniform distribution of SiC, the total grain growth is suppressed to about 1 μm; thus an Al2O3-SiC sintered body with a high strength over 600 MPa is obtained. The optimum amount of SiC to satisfy all the desired properties of electrostaticdischarge-safe ceramic components is obtained by finding the correlation between the plasma resistance and the electrical resistivity as a function of SiC amount.
- [English]
- Synthesis of Boron Nitride Nanotubes via inductively Coupled thermal Plasma process Catalyzed by Solid-state ammonium Chloride
- Mi Se Chang, Young Gyun Nam, Sangsun Yang, Kyung Tae Kim, Ji Hun Yu, Yong-Jin Kim, Jae Won Jeong
- J Korean Powder Metall Inst. 2018;25(2):120-125. Published online April 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2017.25.2.120
- 1,091 View
- 10 Download
-
Abstract
PDF
Boron nitride nanotubes (BNNTs) are receiving great attention because of their unusual material properties, such as high thermal conductivity, mechanical strength, and electrical resistance. However, high-throughput and highefficiency synthesis of BNNTs has been hindered due to the high boiling point of boron (~ 4000°C) and weak interaction between boron and nitrogen. Although, hydrogen-catalyzed plasma synthesis has shown potential for scalable synthesis of BNNTs, the direct use of H2 gas as a precursor material is not strongly recommended, as it is extremely flammable. In the present study, BNNTs have been synthesized using radio-frequency inductively coupled thermal plasma (RF-ITP) catalyzed by solid-state ammonium chloride (NH4Cl), a safe catalyst materials for BNNT synthesis. Similar to BNNTs synthesized from h-BN (hexagonal boron nitride) + H2, successful fabrication of BNNTs synthesized from h-BN+NH4Cl is confirmed by their sheet-like properties, FE-SEM images, and XRD analysis. In addition, improved dispersion properties in aqueous solution are found in BNNTs synthesized from h-BN +NH4Cl.
- [Korean]
- Effect of Deposition Parameter and Mixing Process of Raw Materials on the Phase and Structure of Ytterbium Silicate Environmental Barrier Coatings by Suspension Plasma Spray Method
- Ho-lim Ryu, Seon-A Choi, Sung-Min Lee, Yoon-Soo Han, Kyun Choi, Sahn Nahm, Yoon-Suk Oh
- J Korean Powder Metall Inst. 2017;24(6):437-443. Published online December 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.6.437

- 1,217 View
- 6 Download
- 1 Citations
-
Abstract
PDF
SiC-based composite materials with light weight, high durability, and high-temperature stability have been actively studied for use in aerospace and defense applications. Moreover, environmental barrier coating (EBC) technologies using oxide-based ceramic materials have been studied to prevent chemical deterioration at a high temperature of 1300°C or higher. In this study, an ytterbium silicate material, which has recently been actively studied as an environmental barrier coating because of its high-temperature chemical stability, is fabricated on a sintered SiC substrate. Yb2O3 and SiO2 are used as the raw starting materials to form ytterbium disilicate (Yb2Si2O7). Suspension plasma spraying is applied as the coating method. The effect of the mixing method on the particle size and distribution, which affect the coating formation behavior, is investigated using a scanning electron microscope (SEM), an energy dispersive spectrometer (EDS), and X-ray diffraction (XRD) analysis. It is found that the originally designed compounds are not effectively formed because of the refinement and vaporization of the raw material particles, i.e., SiO2, and the formation of a porous coating structure. By changing the coating parameters such as the deposition distance, it is found that a denser coating structure can be formed at a closer deposition distance.
-
Citations
Citations to this article as recorded by- Fabrication, Microstructure and Adhesive Properties of BCuP-5 Filler Metal/Ag Plate Composite by using Plasma Spray Process
Seong-June Youn, Young-Kyun Kim, Jae-Sung Park, Joo-Hyun Park, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2020; 27(4): 333. CrossRef
- Fabrication, Microstructure and Adhesive Properties of BCuP-5 Filler Metal/Ag Plate Composite by using Plasma Spray Process
- [Korean]
- Microstructure and Electric Contact Properties of Spark Plasma Sintered Ta-Cu Composite
- Won Ju, Young Do Kim, Jae Jin Sim, Sang-Hoon Choi, Soong Keun Hyun, Kyoung Mook Lim, Kyoung-Tae Park
- J Korean Powder Metall Inst. 2017;24(5):377-383. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.377
- 1,745 View
- 6 Download
- 1 Citations
-
Abstract
PDF
Microstructure, electric, and thermal properties of the Ta-Cu composite is evaluated for the application in electric contact materials. This material has the potential to be used in a medium for a high current range of current conditions, replacing Ag-MO, W, and WC containing materials. The optimized SPS process conditions are a temperature of 900°C for a 5 min holding time under a 30 MPa mechanical pressure. Comparative research is carried out for the calculated and actual values of the thermal and electric properties. The range of actual thermal and electric properties of the Ta-Cu composite are 50~300W/mk and 10~90 %IACS, respectively, according to the compositional change of the 90 to 10 wt% Ta-Cu system. The results related to the electric contact properties, suggest that less than 50 wt% of Ta compositions are possible in applications of electric contact materials.
-
Citations
Citations to this article as recorded by- Formation mechanism, microstructural features and dry-sliding behaviour of “Bronze/WC carbide” composite synthesised by atmospheric pulsed-plasma deposition
V.G. Efremenko, Yu.G. Chabak, V.I. Fedun, K. Shimizu, T.V. Pastukhova, I. Petryshynets, A.M. Zusin, E.V. Kudinova, B.V. Efremenko
Vacuum.2021; 185: 110031. CrossRef
- Formation mechanism, microstructural features and dry-sliding behaviour of “Bronze/WC carbide” composite synthesised by atmospheric pulsed-plasma deposition
- [English]
- Influence of milling atmosphere on thermoelectric properties of p-type Bi-Sb-Te based alloys by mechanical alloying
- Suk-min Yoon, Cheenepalli Nagarjuna, Dong-won Shin, Chul-hee Lee, Babu Madavali, Soon-jik Hong, Kap-ho Lee
- J Korean Powder Metall Inst. 2017;24(5):357-363. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.357
- 1,861 View
- 4 Download
- 7 Citations
-
Abstract
PDF
In this study, Bi-Sb-Te thermoelectric materials are produced by mechanical alloying (MA) and spark plasma sintering (SPS). To examine the influence of the milling atmosphere on the microstructure and thermo-electric (TE) properties, a p-type Bi-Sb-Te composite powder is mechanically alloyed in the presence of argon and air atmospheres. The oxygen content increases to 55% when the powder is milled in the air atmosphere, compared with argon. All grains are similar in size and uniformly, distributed in both atmospheric sintered samples. The Seebeck coefficient is higher, while the electrical conductivity is lower in the MA (Air) sample due to a low carrier concentration compared to the MA (Ar) sintered sample. The maximum figure of merit (ZT) is 0.91 and 0.82 at 350 K for the MA (Ar) and MA (Air) sintered samples, respectively. The slight enhancement in the ZT value is due to the decrease in the oxygen content during the MA (Ar) process. Moreover, the combination of mechanical alloying and SPS process shows a higher hardness and density values for the sintered samples.
-
Citations
Citations to this article as recorded by- Grain Size‐Dependent Thermoelectric Performances of Al2O3 Addition into BiSbTe Alloy During Heat Treatment Fabricated by Mechanical Alloying
Ji‐Won Ha, Vasudevan Rathinam, Eun‐Ha Go, Soon‐Jik Hong
Advanced Engineering Materials.2025;[Epub] CrossRef - Revealing the improved thermoelectric performances of (BiSb)2Te3 alloy through rapid solidification of cold-water assisted water atomization approach
Eun-Ha Go, Rathinam Vasudevan, Ji-Won Ha, Sung-Jae Jo, GeonWoo Baek, Soon-Jik Hong
Journal of Alloys and Compounds.2025; 1010: 177548. CrossRef - Microstructural and Thermoelectric Properties of Heat-treated Al2O3 Doped BiSbTe Alloy
Jiwon Ha, Vasudevan Rathinam, Eunha Go, Soonjik Hong
Journal of the Japan Society of Powder and Powder Metallurgy.2025; 72(Supplement): S983. CrossRef - Advancement of thermoelectric performances through the dispersion of expanded graphene on p-type BiSbTe alloys
Eun-Ha Go, Rathinam Vasudevan, Babu Madavali, Peyala Dharmaiah, Min-Woo Shin, Sung Ho Song, Soon-Jik Hong
Powder Metallurgy.2023; 66(5): 722. CrossRef - Influence of milling atmosphere on the structure and magnetic properties of mechanically alloyed Fe40Co30Ni30
Alex Abraham Paul, Anuj Rathi, Ganesh Varma Thotakura, Tanjore V. Jayaraman
Materials Chemistry and Physics.2021; 258: 123897. CrossRef - Enhancement of mechanical properties and thermoelectric performance of spark plasma sintered P-type Bismuth Telluride by powder surface oxide reduction
Ahmed A. Abdelnabi, Vickram Lakhian, Joseph R. McDermid, Yu-Chih Tseng, James S. Cotton
Journal of Alloys and Compounds.2021; 858: 157657. CrossRef - Solid solution evolution during mechanical alloying in Cu-Nb-Al compounds
Kaouther Zaara, Mahmoud Chemingui, Virgil Optasanu, Mohamed Khitouni
International Journal of Minerals, Metallurgy, and Materials.2019; 26(9): 1129. CrossRef
- Grain Size‐Dependent Thermoelectric Performances of Al2O3 Addition into BiSbTe Alloy During Heat Treatment Fabricated by Mechanical Alloying
- [English]
- The Synthesis Method of Tin Dioxide Nanoparticles by Plasma-Assisted Electrolysis Process and Gas Sensing Property
- Tae Hyung Kim, Yoseb Song, Chan-Gi Lee, Yong-Ho Choa
- J Korean Powder Metall Inst. 2017;24(5):351-356. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.351
- 2,303 View
- 2 Download
- 1 Citations
-
Abstract
PDF
Tin dioxide nanoparticles are prepared using a newly developed synthesis method of plasma-assisted electrolysis. A high voltage is applied to the tin metal plate to apply a high pressure and temperature to the synthesized oxide layer on the metal surface, producing nanoparticles in a low concentration of sulfuric acid. The particle size, morphology, and size distribution is controlled by the concentration of electrolytes and frequency of the power supply. The as-prepared powder of tin dioxide nanoparticles is used to fabricate a gas sensor to investigate the potential application. The particle-based gas sensor exhibits a short response and recovery time. There is sensitivity to the reduction gas for the gas flowing at rates of 50, 250, and 500 ppm of H2S gas.
-
Citations
Citations to this article as recorded by- Effects of porosity and particle size on the gas sensing properties of SnO2 films
Min Ah Han, Hyun-Jong Kim, Hee Chul Lee, Jin-Seong Park, Ho-Nyun Lee
Applied Surface Science.2019; 481: 133. CrossRef
- Effects of porosity and particle size on the gas sensing properties of SnO2 films
- [Korean]
- Fabrication and Mechanical Property of Fe-20Cu-1C Compacts by SPS process with Different Heating Rate
- Jung-Han Ryu, Soo-Sik Shin, Byung-Rok Ryu, Kyung-Sik Kim, Jun-Ho Jang, Ik-Hyun Oh, Kap-Tae Kim, Hyun-Kuk Park
- J Korean Powder Metall Inst. 2017;24(4):302-307. Published online August 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.4.302
- 1,683 View
- 6 Download
- 1 Citations
-
Abstract
PDF
In this study, Fe-Cu-C alloy is sintered by spark plasma sintering (SPS). The sintering conditions are 60 MPa pressure with heating rates of 30, 60 and 9°C/min to determine the influence of heating rate on the mechanical and microstructure properties of the sintered alloys. The microstructure and mechanical properties of the sintered Fe-Cu-C alloy is investigated by X-ray diffraction (XRD) and field-emission scanning electron microscopy (FE-SEM). The temperature of shrinkage displacement is changed at 450°C with heating rates 30, 60, and 90°C/min. The temperature of the shrinkage displacement is finished at 650°C when heating rate 30°C/min, at 700°C when heating rate 60oC/min and at 800°C when heating rate 90oC/min. For the sintered alloy at heating rates of 30, 60, and 90oC/min, the apparent porosity is calculated to be 3.7%, 5.2%, and 7.7%, respectively. The hardness of the sintered alloys is investigated using Rockwell hardness measurements. The objective of this study is to investigate the densification behavior, porosity, and mechanical properties of the sintered Fe-Cu-C alloys depending on the heating rate.
-
Citations
Citations to this article as recorded by- Effect of Milling Time and Addition of PCA on Austenite Stability of Fe-7%Mn Alloy
Seung-Jin Oh, In-Jin Shon, Seok-Jae Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 126. CrossRef
- Effect of Milling Time and Addition of PCA on Austenite Stability of Fe-7%Mn Alloy
- [English]
- Investigation of Spark Plasma Sintering Temperature on Microstructure and Thermoelectric Properties of p-type Bi-Sb-Te alloys
- Jin-Koo Han, Dong-won Shin, Babu Madavali, Soon-Jik Hong
- J Korean Powder Metall Inst. 2017;24(2):115-121. Published online April 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.2.115

- 2,094 View
- 5 Download
- 2 Citations
-
Abstract
PDF
In this work, p-type Bi−Sb−Te alloys powders are prepared using gas atomization, a mass production powder preparation method involving rapid solidification. To study the effect of the sintering temperature on the microstructure and thermoelectric properties, gas-atomized powders are consolidated at different temperatures (623, 703, and 743 K) using spark plasma sintering. The crystal structures of the gas-atomized powders and sintered bulks are identified using an X-ray diffraction technique. Texture analysis by electron backscatter diffraction reveals that the grains are randomly oriented in the entire matrix, and no preferred orientation in any unique direction is observed. The hardness values decrease with increasing sintering temperature owing to a decrease in grain size. The conductivity increases gradually with increasing sintering temperature, whereas the Seebeck coefficient decreases owing to increases in the carrier mobility with grain size. The lowest thermal conductivity is obtained for the bulk sintered at a low temperature (603 K), mainly because of its fine-grained microstructure. A peak ZT of 1.06 is achieved for the sample sintered at 703 K owing to its moderate electrical conductivity and sustainable thermal conductivity.
-
Citations
Citations to this article as recorded by- Thermoelectric Systems for Precise Temperature Control
Yu. I. Shtern, M. Yu. Shtern, M. S. Rogachev, Ya. S. Kozhevnikov
Russian Microelectronics.2025; 54(7): 722. CrossRef - Influence of the SPS heating rate on the optical and mechanical properties of Y2O3-MgO nanocomposites
Seok-Min Yong
Journal of Ceramic Processing Research.2019; 20(1): 59. CrossRef
- Thermoelectric Systems for Precise Temperature Control
- [English]
- Optimization of Spark Plasma Sintering Temperature Conditions for Enhancement of Thermoelectric Performance in Gas-Atomized Bi0.5Sb1.5Te3 Compound
- Kwang-yong Jeong, Chul Hee Lee, Peyala Dharmaiah, Soon-Jik Hong
- J Korean Powder Metall Inst. 2017;24(2):108-114. Published online April 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.2.108
- 2,008 View
- 9 Download
- 3 Citations
-
Abstract
PDF
We fabricate fine (<20 μm) powders of Bi0.5Sb1.5Te3 alloys using a large-scale production method and subsequently consolidate them at temperatures of 573, 623, and 673 K using a spark plasma sintering process. The microstructure, mechanical properties, and thermoelectric properties are investigated for each sintering temperature. The microstructural features of both the powders and bulks are characterized by scanning electron microscopy, and the crystal structures are analyzed by X-ray diffraction analysis. The grain size increases with increasing sintering temperature from 573 to 673 K. In addition, the mechanical properties increase significantly with decreasing sintering temperature owing to an increase in grain boundaries. The results indicate that the electrical conductivity and Seebeck coefficient (217 μV/K) of the sample sintered at 673 K increase simultaneously owing to decreased carrier concentration and increased mobility. As a result, a high
ZT value of 0.92 at 300 K is achieved. According to the results, a sintering temperature of 673 K is preferable for consolidation of fine (<20 μm) powders.-
Citations
Citations to this article as recorded by- Complex microstructure induced high thermoelectric performances of p-type Bi–Sb–Te alloys
Eun-Ha Go, Babu Madavali, Min-Woo Shin, Sung Ho Song, Soon-Jik Hong
Materials Chemistry and Physics.2023; 307: 128156. CrossRef - Role of sintering temperature on electronic and mechanical properties of thermoelectric material: A theoretical and experimental study of TiCoSb half-Heusler alloy
Ajay Kumar Verma, Kishor Kumar Johari, Kriti Tyagi, Durgesh Kumar Sharma, Pawan Kumar, Sudhir Kumar, Sivaiah Bathula, S.R. Dhakate, Bhasker Gahtori
Materials Chemistry and Physics.2022; 281: 125854. CrossRef - Enhanced thermoelectric properties of Li and Mg co−substituted Bi2Sr2Co2O fabricated by combined conventional sintering and spark plasma sintering
K. Park, H.Y. Hong, S.Y. Gwon
Inorganic Chemistry Communications.2022; 145: 110005. CrossRef
- Complex microstructure induced high thermoelectric performances of p-type Bi–Sb–Te alloys
- [English]
- Fabrication and Mechanical Characteristics of Bulk Nickel/Carbon Nanotube Nanocomposites via the Electrical Explosion of Wire in Liquid and Spark Plasma Sintering Method
- Thuyet-Nguyen Minh, Hai-Nguyen Hong, Won Joo Kim, Ho Yoon Kim, Jin-Chun Kim
- J Korean Powder Metall Inst. 2016;23(3):213-220. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.3.213
- 1,916 View
- 6 Download
- 2 Citations
-
Abstract
PDF
In this study, bulk nickel-carbon nanotube (CNT) nanocomposites are synthesized by a novel method which includes a combination of ultrasonication, electrical explosion of wire in liquid and spark plasma sintering. The mechanical characteristics of the bulk Ni-CNT composites synthesized with CNT contents of 0.7, 1, 3 and 5 wt.% are investigated. X-ray diffraction, optical microscopy and field emission scanning electron microscopy techniques are used to observe the different phases, morphologies and structures of the composite powders as well as the sintered samples. The obtained results reveal that the as-synthesized composite exhibits substantial enhancement in the microhardness and values more than 140 HV are observed. However an empirical reinforcement limit of 3 wt.% is determined for the CNT content, beyond which, there is no significant improvement in the mechanical properties.
-
Citations
Citations to this article as recorded by- Fabrication of nanocomposites by electric explosion of stainless steel capillaries filled with carbon nanotubes
Tao Jiang, Zhongyu Hou
Applied Surface Science.2020; 513: 145824. CrossRef - Effect of a nano-sized TiC particle addition on the flow-assisted corrosion resistance of SA 106B carbon steel
Jin-Ju Park, Eun-Kwang Park, Gyoung-Ja Lee, Chang-Kyu Rhee, Min-Ku Lee
Applied Surface Science.2017; 415: 143. CrossRef
- Fabrication of nanocomposites by electric explosion of stainless steel capillaries filled with carbon nanotubes
- [English]
- Spark Plasma Sintering of Fe-Ni-Cu-Mo-C Low Alloy Steel Powder
- Hong-Hai Nguyen, Minh-Thuyet Nguyen, Won Joo Kim, Ho Yoon Kim, Sung Gye Park, Jin-Chun Kim
- J Korean Powder Metall Inst. 2016;23(3):207-212. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.3.207

- 2,123 View
- 10 Download
- 4 Citations
-
Abstract
PDF
In this study, Fe-Cu-Ni-Mo-C low alloy steel powder is consolidated by spark plasma sintering (SPS) process. The internal structure and the surface fracture behavior are studied using field-emission scanning electron microscopy and optical microscopy techniques. The bulk samples are polished and etched in order to observe the internal structure. The sample sintered at 900°C with holding time of 10 minutes achieves nearly full density of 98.9% while the density of the as-received conventionally sintered product is 90.3%. The fracture microstructures indicate that the sample prepared at 900°C by the SPS process is hard to break out because of the presence of both grain boundaries and internal particle fractures. Moreover, the lamellar pearlite structure is also observed in this sample. The samples sintered at 1000 and 1100°C exhibit a large number of tiny particles and pores due to the melting of Cu and aggregation of the alloy elements during the SPS process. The highest hardness value of 296.52 HV is observed for the sample sintered at 900°C with holding time of 10 minutes.
-
Citations
Citations to this article as recorded by- Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties
Liang Yan, Biao Yan, Yin Jian
Materials.2022; 15(4): 1603. CrossRef - Effect of Milling Time and Addition of PCA on Austenite Stability of Fe-7%Mn Alloy
Seung-Jin Oh, In-Jin Shon, Seok-Jae Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 126. CrossRef - Sintering and Microstructures of SUS 316L Powder Produced by 3D Printing Process
W.J. Kim, H.-H. Nguyen, H.Y. Kim, M.-T. Nguyen, H.S. Park, J.-C. Kim
Archives of Metallurgy and Materials.2017; 62(2): 1215. CrossRef - Fabrication and Mechanical Property of Fe-20Cu-1C Compacts by SPS process with Different Heating Rate
Jung-Han Ryu, Soo-Sik Shin, Byung-Rok Ryu, Kyung-Sik Kim, Jun-Ho Jang, Ik-Hyun Oh, Kap-Tae Kim, Hyun-Kuk Park
Journal of Korean Powder Metallurgy Institute.2017; 24(4): 302. CrossRef
- Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties
- [Korean]
- Spark Plasma Sintering Behavior and Heat Dissipation Characteristics of the Aluminum Matrix Composite Materials with the Contents of Graphite
- Hansang Kwon, Jehong Park, Sungwook Joo, Sanghwui Hong, Jihoon Mun
- J Korean Powder Metall Inst. 2016;23(3):195-201. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.3.195
- 1,444 View
- 4 Download
- 2 Citations
-
Abstract
PDF
Composite materials consisting of pure aluminum matrix reinforced with different amounts of graphite particles are successfully fabricated by mechanical ball milling and spark plasma sintering (SPS) processes. The shrinkage rates of the composite powders vary with the amount of graphite particles and the lowest shrinkage value is observed for the composite with the highest amount of graphite particles. The current slopes of time increase with increase in the amount of graphite particles whereas the current slopes of temperature show the opposite trend. The highest thermal conductivity is achieved for the composite with the least amount of graphite particles. Therefore, the thermal properties of the composite materials can be controlled by controlling the amount of the graphite particles during the SPS process.
-
Citations
Citations to this article as recorded by- Sintering Behavior and Thermal Properties of Cu-Graphite Materials by a Spark Plasma Sintering Method
Min-hyeok Yang, Bum-soon Park, Hyoung-seok Moon, Jae-cheol Park, Hyun-kuk Park
Korean Journal of Metals and Materials.2024; 62(6): 411. CrossRef - Effect of processing parameters on the microstructural and mechanical properties of aluminum–carbon nanotube composites produced by spark plasma sintering
B. Sadeghi, M. Shamanian, P. Cavaliere, F. Ashrafizadeh
International Journal of Materials Research.2018; 109(10): 900. CrossRef
- Sintering Behavior and Thermal Properties of Cu-Graphite Materials by a Spark Plasma Sintering Method
 First
First Prev
Prev

TOP
