
Search
- Page Path
- HOME > Search
- [Korean]
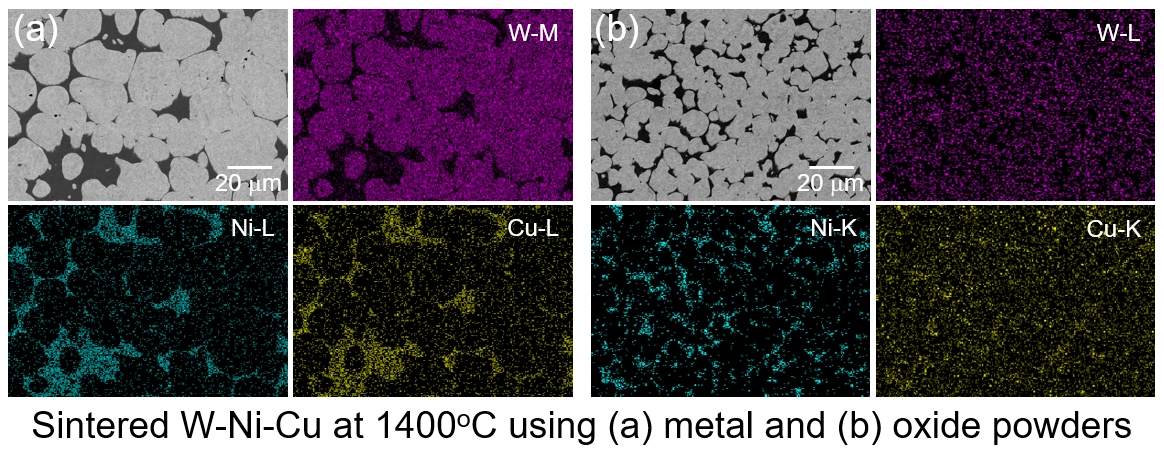
- Effect of Powder Preparation Method on the Microstructural Characteristics of Sintered W-7Ni-3Cu Heavy Alloy
- Youngmin Kim, Ji Young Kim, Minju Son, Wonyong Kwon, Eui Seon Lee, Sung-Tag Oh
- J Powder Mater. 2026;33(2):113-118. Published online April 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00038
- 766 View
- 8 Download
-
 Abstract
Abstract
 PDF
PDF - The effect of powder characteristics and sintering temperature on the properties of W-7Ni-3Cu is investigated. The heavy alloy powders were prepared by ball milling and hydrogen reduction of elemental metal or metal oxide powders. Microstructural analysis revealed that the powder mixtures reduced by hydrogen at 800oC consist of a trace amount of Ni4W phase along with the metal W phase and Ni-Cu solid solution. Additionally, compared to metal powder, the powder mixture using oxide as raw material exhibited a relatively fine particle size. The W-7Ni-3Cu alloys sintered using oxide powders had relative density of over 99%, whereas the specimens using metal powders as a raw material showed relatively low values of 87.8~98.2%. The Vickers hardness of the sintered specimens using oxide powder was 3.34–3.92 GPa, which was higher than that of 2.39–3.22 GPa measured when using metal powders. The observed results can be attributed to the relatively high density and the reduced grain size.
- [English]
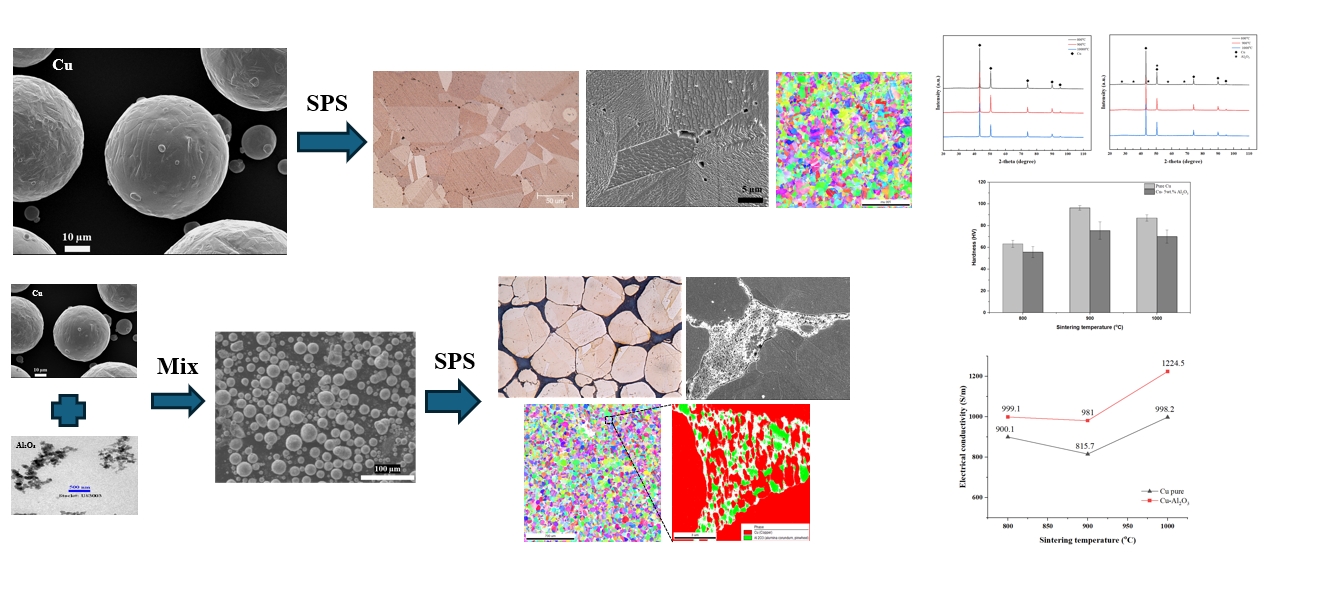
- Microstructure and Properties Comparison of Pure Cu and Cu-5 wt.% Al2O3 Composite Processed by Spark Plasma Sintering
- Dinh Van Cong, Dong-Wan Lee, Su-Wan Lee, Nguyen Minh Thuyet, Nguyen Viet Hoang, Jin-Chun Kim
- J Powder Mater. 2026;33(1):51-60. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00472
- 1,207 View
- 16 Download
-
Abstract
PDF
- This study compares the microstructure and properties of pure Cu and Cu-5 wt.% Al2O3 composites fabricated by spark plasma sintering under strictly identical processing conditions at 800-1000 °C. Pure Cu samples achieved near-full densification and exhibited a bimodal grain structure dominated by coarse grains with increasing sintering temperature. In contrast, the composite samples showed lower density and non-monotonic densification behavior, with a minimum relative density at 900 oC and significantly refined equiaxed grains due to strong grain-boundary pinning by nano Al2O3 particles. The higher fractions of high-angle boundaries and pronounced orientation disruption were observed in the composite samples, while high-resolution analysis confirmed the presence of grain-boundary Al2O3-rich regions that restricted Cu grain coalescence and continuity of grain boundary migration. X-ray diffraction results confirmed the absence of reaction phases in both materials. Hardness peaked at 900 °C for both samples, and the composite samples showed consistently lower hardness due to retained porosity. The apparent electrical conductivity of the composite displays a non-linear temperature dependence, reflecting the competing influences of densification, microstructural recovery, and the insulating nature of Al2O3.
- [English]
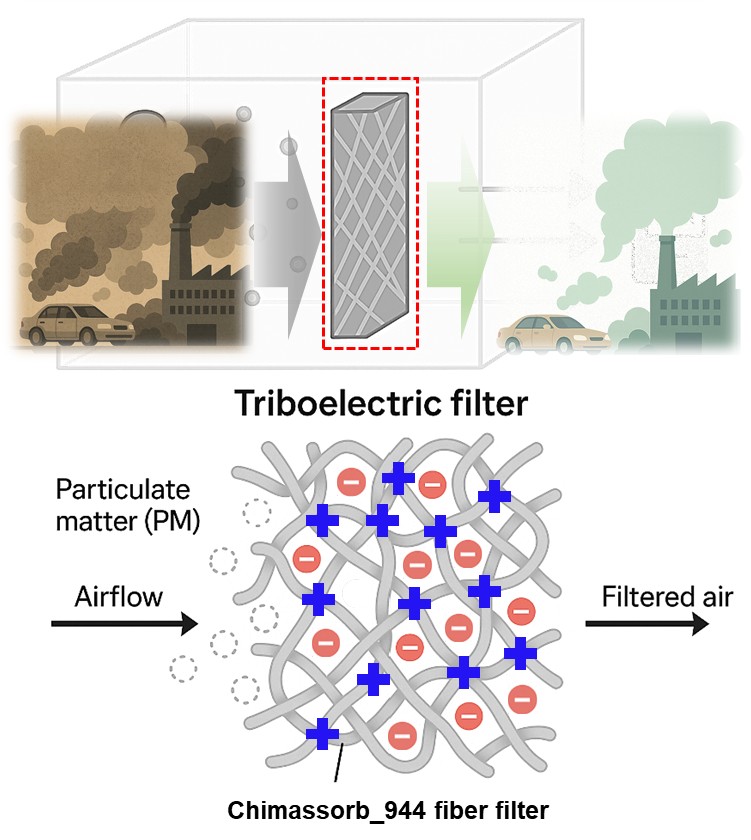
- A Self-Powered Cationic Microfiber-Based Triboelectric Air Filter for High-Speed Particulate Matter Removal and Smart Monitoring
- Tae-hyung Kim, Jin-Kyeom Kim
- J Powder Mater. 2025;32(6):481-491. Published online December 31, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00465
- 1,398 View
- 11 Download
-
Abstract
PDF
- Particulate matter (PM) pollution demands air filters that combine high efficiency with low pressure drop. Here, we report a self-powered electrostatic filter based on an electrospun cationic microfiber web of Chimassorb 944 (C-fiber). The C-fiber functions as a triboelectric nanogenerator (TENG), generating a surface charge density of 85.8 85.8 μC/m2 when paired with polytetrafluoroethylene (PTFE), which creates a strong electrostatic field for capturing sub-micron particles, including the most penetrating particle size (MPPS). As a result, the triboelectrically charged C-fiber filter maintains >80% filtration efficiency at a high wind speed of 60 cm/s, far exceeding uncharged mechanical filters (<20%) while retaining low air resistance. Kelvin probe force microscopy (KPFM) visualizes the surface-potential change after particle capture, and the gradual decay of TENG output provides a built-in indicator of dust loading. This strategy offers a promising platform for next-generation smart air purification systems.
- [Korean]
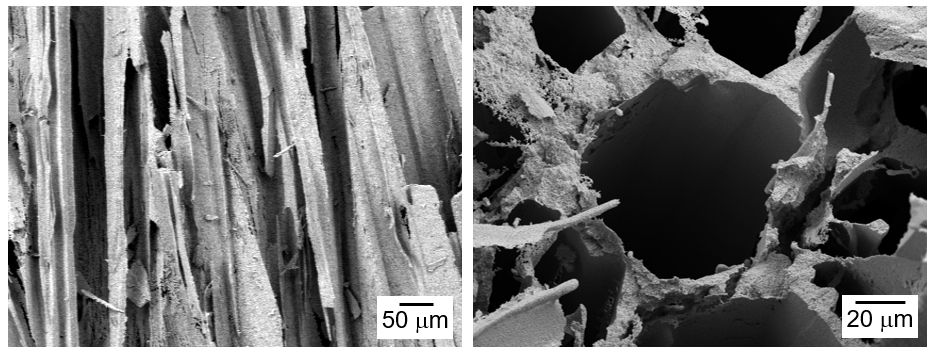
- Preparation of Porous W-Cu by Freeze Casting of Tert-butyl Alcohol Slurry Mixed with WO3-CuO Powder
- Youngmin Kim, Ji Young Kim, Minju Son, Wonyong Kwon, Eui Seon Lee, Sung-Tag Oh
- J Powder Mater. 2025;32(6):466-471. Published online December 31, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00437
- 1,024 View
- 16 Download
-
Abstract
PDF
- The influence of process conditions on the microstructure of porous W-Cu, fabricated by freeze casting using tert-butyl alcohol as the freezing agent, was investigated. The slurries containing 10 vol% of WO3-CuO powder were prepared by milling with a small amount of citric acid and polyethylene glycol as dispersants. The slurries with dispersion stability were frozen in a mold with the lower part cooled to -25°C, followed by sublimation in a vacuum to remove the freezing agent. The sintered W-1 vol% Cu in a hydrogen atmosphere exhibited aligned pores with the size of 50 μm, which were generated by sublimation of directionally solidified tert-butyl alcohol crystals. In the cross-section of the specimen, hexagonal pores corresponding to the crystal structure of tert-butyl alcohol was observed. Microstructure analysis of the struts revealed that Cu was distributed non-uniformly due to the mutual insolubility and low wettability of the W-Cu system.
- [English]
- Preparation of Flake-shape Cobalt Powders by High-Energy Ball Milling for rSOC Current Collectors
- Poong-Yeon Kim, Min-Jeong Lee, Hyeon Ju Kim, Su-Jin Yun, Si Young Chang, Jung-Yeul Yun
- J Powder Mater. 2025;32(5):383-389. Published online October 31, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00241
- 681 View
- 30 Download
-
Abstract
PDF
- Reversible solid oxide cells (rSOCs), which enable two-way conversion between electricity and hydrogen, have gained attention with the rise of hydrogen energy. However, foam-type current collectors in rSOC stacks exhibit poor structural controllability and limited electrode contact area. To address these limitations, this study aimed to convert spherical cobalt powders into flake-type morphology via high-energy ball milling, as a preliminary step toward fabricating flake-based current collectors. Milling parameters—specifically, the ball-to-powder ratio (BPR), milling time, and process control agent (PCA) content—were varied. At an 8:1 BPR, over 90% of the powder became flake-shaped after 8 hours, while extended milling caused cold welding. In contrast, a 10:1 BPR resulted in dominant fragmentation. The Burgio–Rojac model quantified energy input and defined the optimal range for flake formation. Increasing the PCA to 4 wt% delayed flake formation to 16 hours and induced cold welding, as shown by bimodal particle size distributions. These results support the development of Co-based current collectors for use in rSOCs.
- [English]
- Laser Processing of an Al0.1CoCrFeNi High Entropy Alloy + Cu Composite Powders via Laser Powder Bed Fusion
- Kwangtae Son, Ji-Woon Lee, Soon-Jik Hong, Somayeh Pasebani
- J Powder Mater. 2025;32(4):277-287. Published online August 29, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00101

- 1,768 View
- 33 Download
- 1 Citations
-
Abstract
PDF
- This study examined process–structure relationships in laser powder bed fusion of Al₀.₁CoCrFeNi + Cu composites, focusing on densification, elemental distribution, and solidification cracking. Mechanically mixed Al₀.₁CoCrFeNi and Cu powders were processed across a range of laser powers (100–250 W) and scan speeds (200–800 mm/s). Increased volumetric energy density (VED) improved densification, with a plateau near 200 J/mm³ yielding ~96% relative density; however, this value was still below application-grade thresholds. At low VED, insufficient thermal input and short melt pool residence times promoted Cu segregation, while higher VED facilitated improved elemental mixing. Elemental mapping showed partial co-segregation of Ni with Cu at low energies. Solidification cracks were observed across all processing conditions. In high VED regimes, cracking exhibited a minimal correlation with segregation behavior and was primarily attributed to steep thermal gradients, solidification shrinkage, and residual stress accumulation. In contrast, at low VED, pronounced Cu segregation appeared to exacerbate cracking through localized thermal and mechanical mismatch.
-
Citations
Citations to this article as recorded by
- In-situ process monitoring and control of laser directed energy deposition using thermal imaging and computer vision
Saegis Abbott, Kassandra Hernandez, Ryan Bertelsen, Omid Hatami Farzaneh, Adam Bischoff, Doug Dingus, Dong Lin, Jesse Rodriguez, Devin J. Roach
Journal of Materials Research and Technology.2026; 42: 10851. CrossRef
- In-situ process monitoring and control of laser directed energy deposition using thermal imaging and computer vision
- [Korean]
- Microstructure and Mechanical Properties of Laser Powder Bed Fusion 3D-Printed Cu-10Sn Alloy
- Jonggyu Kim, Junghoon Won, Wookjin Lee
- J Powder Mater. 2024;31(5):422-430. Published online October 31, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00276
- 1,495 View
- 14 Download
-
Abstract
PDF
- This study investigated the optimal process conditions and mechanical properties of Cu-10Sn alloys produced by the powder bed fusion (PBF) method. The optimal PBF conditions were explored by producing samples with various laser scanning speeds and laser power. It was found that under optimized conditions, samples with a density close to the theoretical density could be fabricated using PBF without any serious defects. The microstructure and mechanical properties of samples produced under optimized conditions were investigated and compared with a commercial alloy produced by the conventional method. The hardness, maximum tensile strength, and elongation of the samples were significantly higher than those of the commercially available cast alloy with the same chemical composition. Based on these results, it is expected to be possible to use the PBF technique to manufacture Cu-10Sn products with complex 3D shapes that could not be made using the conventional manufacturing method.
- [Korean]
- Recent Studies on Area Selective Atomic Layer Deposition of Elemental Metals
- Min Gyoo Cho, Jae Hee Go, Byung Joon Choi
- J Powder Mater. 2023;30(2):156-168. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.156
- 4,070 View
- 101 Download
- 2 Citations
-
Abstract
PDF
The semiconductor industry faces physical limitations due to its top-down manufacturing processes. High cost of EUV equipment, time loss during tens or hundreds of photolithography steps, overlay, etch process errors, and contamination issues owing to photolithography still exist and may become more serious with the miniaturization of semiconductor devices. Therefore, a bottom-up approach is required to overcome these issues. The key technology that enables bottom-up semiconductor manufacturing is area-selective atomic layer deposition (ASALD). Here, various ASALD processes for elemental metals, such as Co, Cu, Ir, Ni, Pt, and Ru, are reviewed. Surface treatments using chemical species, such as self-assembled monolayers and small-molecule inhibitors, to control the hydrophilicity of the surface have been introduced. Finally, we discuss the future applications of metal ASALD processes.
-
Citations
Citations to this article as recorded by- Ultrafast Synthesis of Molybdenum Disulfide via Flashlamp Annealing
Chan Hyeon Yang, Jaehak Lee, Jung Hwan Park
Journal of Powder Materials.2025; 32(6): 509. CrossRef - Selective Atomic Layer Deposition of Co Thin Films Using Co(EtCp)2 Precursor
Sujeong Kim, Yong Tae Kim, Jaeyeong Heo
Korean Journal of Materials Research.2024; 34(3): 163. CrossRef
- Ultrafast Synthesis of Molybdenum Disulfide via Flashlamp Annealing
- [Korean]
- Fabrication of Light-weight Ceramic Insulation Materials by Using Oxide Ceramic Fibers for Reusable Thermal Protection Systems
- Seongwon Kim, Min-Soo Nam, Yoon-Suk Oh, Sahn Nahm, Jaesung Shin, Hyeonjun Kim, Bum-Seok Oh
- J Powder Mater. 2022;29(6):477-484. Published online December 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.6.477
- 1,937 View
- 35 Download
- 1 Citations
-
Abstract
PDF
Thermal protection systems (TPS) are a group of materials that are indispensable for protecting spacecraft from the aerodynamic heating occurring during entry into an atmosphere. Among candidate materials for TPS, ceramic insulation materials are usually considered for reusable TPS. In this study, ceramic insulation materials, such as alumina enhanced thermal barrier (AETB), are fabricated via typical ceramic processing from ceramic fiber and additives. Mixtures of silica and alumina fibers are used as raw materials, with the addition of B4C to bind fibers together. Reaction-cured glass is also added on top of AETB to induce water-proof functionality or high emissivity. Some issues, such as the elimination of clumps in the AETB, and processing difficulties in the production of reusable surface insulation are reported as well.
-
Citations
Citations to this article as recorded by- Fabrication and High-Temperature Performance Evaluation of Light-Weight Insulation Materials and Coatings for Reusable Thermal Protection Systems
Min-Soo Nam, Jong-Il Kim, Jaesung Shin, Hyeonjun Kim, Bum-Seok Oh, Seongwon Kim
Journal of Powder Materials.2024; 31(6): 521. CrossRef
- Fabrication and High-Temperature Performance Evaluation of Light-Weight Insulation Materials and Coatings for Reusable Thermal Protection Systems
- [English]
- Optimization of VIGA Process Parameters for Power Characteristics of Fe-Si-Al-P Soft Magnetic Alloy using Machine Learning
- Sung-Min Kim, Eun-Ji Cha, Do-Hun Kwon, Sung-Uk Hong, Yeon-Joo Lee, Seok-Jae Lee, Kee-Ahn Lee, Hwi-Jun Kim
- J Powder Mater. 2022;29(6):459-467. Published online December 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.6.459

- 1,109 View
- 15 Download
-
Abstract
PDF
Soft magnetic powder materials are used throughout industries such as motors and power converters. When manufacturing Fe-based soft magnetic composites, the size and shape of the soft magnetic powder and the microstructure in the powder are closely related to the magnetic properties. In this study, Fe-Si-Al-P alloy powders were manufactured using various manufacturing process parameter sets, and the process parameters of the vacuum induction melt gas atomization process were set as melt temperature, atomization gas pressure, and gas flow rate. Process variable data that records are converted into 6 types of data for each powder recovery section. Process variable data that recorded minute changes were converted into 6 types of data and used as input variables. As output variables, a total of 6 types were designated by measuring the particle size, flowability, apparent density, and sphericity of the manufactured powders according to the process variable conditions. The sensitivity of the input and output variables was analyzed through the Pearson correlation coefficient, and a total of 6 powder characteristics were analyzed by artificial neural network model. The prediction results were compared with the results through linear regression analysis and response surface methodology, respectively.
- [Korean]
- Aqueous Synthesis and Luminescent Characteristics of Cu:ZnSe Quantum Dots by Internal Doping Method
- Geum Ji Back, Hyun Seon Hong
- J Powder Mater. 2022;29(5):370-375. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.370
- 1,100 View
- 6 Download
- 1 Citations
-
Abstract
PDF
Cu-doped ZnSe quantum dots were successfully synthesized in an aqueous solution using an internal doping method. The effects of ligand type, CuSe synthesis temperature, and heating time on Cu-doped ZnSe synthesis were systematically investigated. Of MPA, GSH, TGA, and NAC used as ligands, MPA was the optimal ligand as determined by PL spectrum analysis. In addition, the emission wavelength was found to depend on the synthesis temperature of the internal doping core of CuSe. As the temperature increased, the doping of Cu2+ was enhanced, and the emission wavelength band was redshifted; accordingly, the emission peaks moved from blue to green (up to 550 nm). Thus, the synthesis of Cu:ZnSe using internal doping in aqueous solutions is a potential method for ecomanufacturing of colortuned ZnSe quantum dots for display applications.
-
Citations
Citations to this article as recorded by- Synthesis and luminescence characteristics of manganese-doped ZnSe quantum dots synthesized in aqueous solution through internal doping
Hyun Seon Hong, Yerin Kim, Jea Hyung Kim, Hyeon Seon Ryu, Dahye Song
Journal of the Korean Ceramic Society.2025; 62(3): 472. CrossRef
- Synthesis and luminescence characteristics of manganese-doped ZnSe quantum dots synthesized in aqueous solution through internal doping
- [Korean]
- Effect of Post Heat Treatment on the Microstructure and Mechanical Properties of BCuP-5 Filler Metal Coating Layers Fabricated by High Velocity Oxygen Fuel Thermal Spray Process on Ag Substrate
- So-Yeon Park, Seong-June Youn, Jae-Sung Park, Kee-Ahn Lee
- J Powder Mater. 2022;29(4):283-290. Published online August 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.4.283
- 1,415 View
- 3 Download
- 1 Citations
-
Abstract
PDF
A Cu-15Ag-5P filler metal (BCuP-5) is fabricated on a Ag substrate using a high-velocity oxygen fuel (HVOF) thermal spray process, followed by post-heat treatment (300°C for 1 h and 400°C for 1 h) of the HVOF coating layers to control its microstructure and mechanical properties. Additionally, the microstructure and mechanical properties are evaluated according to the post-heat treatment conditions. The porosity of the heat-treated coating layers are significantly reduced to less than half those of the as-sprayed coating layer, and the pore shape changes to a spherical shape. The constituent phases of the coating layers are Cu, Ag, and Cu-Ag-Cu3P eutectic, which is identical to the initial powder feedstock. A more uniform microstructure is obtained as the heat-treatment temperature increases. The hardness of the coating layer is 154.6 Hv (as-sprayed), 161.2 Hv (300°C for 1 h), and 167.0 Hv (400°C for 1 h), which increases with increasing heat-treatment temperature, and is 2.35 times higher than that of the conventional cast alloy. As a result of the pull-out test, loss or separation of the coating layer rarely occurs in the heat-treated coating layer.
-
Citations
Citations to this article as recorded by- Evaluation and Prediction of Mechanical Properties According to Welding Methods of Ni 825/A516-70N Clad Plates
Cheolhong Hwang, Jeongseok Oh, Jini Park, Myungwoo Joe, Sunhwan Kim, Kyunghoon Yoo, Sungwoong Kim, Youngjoo Kim, Sangyeob Lee, Joonsik Park
Korean Journal of Metals and Materials.2024; 62(11): 844. CrossRef
- Evaluation and Prediction of Mechanical Properties According to Welding Methods of Ni 825/A516-70N Clad Plates
- [Korean]
- Fabrication, Microstructure and Adhesion Properties of BCuP-5 Filler Metal/Ag Plate Clad Material by Using High Velocity Oxygen Fuel Thermal Spray Process
- Yeun A Joo, Yong-Hoon Cho, Jae-Sung Park, Kee-Ahn Lee
- J Powder Mater. 2022;29(3):226-232. Published online June 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.3.226
- 1,160 View
- 4 Download
-
Abstract
PDF
In this study, a new manufacturing process for a multilayer-clad electrical contact material is suggested. A thin and dense BCuP-5 (Cu-15Ag-5P filler metal) coating layer is fabricated on a Ag plate using a high-velocity oxygen-fuel (HVOF) process. Subsequently, the microstructure and bonding properties of the HVOF BCuP-5 coating layer are evaluated. The thickness of the HVOF BCuP-5 coating layer is determined as 34.8 μm, and the surface fluctuation is measured as approximately 3.2 μm. The microstructure of the coating layer is composed of Cu, Ag, and Cu-Ag-Cu3P ternary eutectic phases, similar to the initial BCuP-5 powder feedstock. The average hardness of the coating layer is 154.6 HV, which is confirmed to be higher than that of the conventional BCuP-5 alloy. The pull-off strength of the Ag/BCup-5 layer is determined as 21.6 MPa. Thus, the possibility of manufacturing a multilayer-clad electrical contact material using the HVOF process is also discussed.
- [Korean]
- Fabrication of Porous Tungsten by Freeze Casting and Vacuum Drying of WO3/Tert-butyl Alcohol Slurry
- Youn Ji Heo, Eui Seon Lee, Sung-Tag Oh, Young-Keun Jeong
- J Powder Mater. 2022;29(2):118-122. Published online April 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.2.118
- 1,249 View
- 12 Download
- 3 Citations
-
Abstract
PDF
The synthesis of porous W by freeze-casting and vacuum drying is investigated. Ball-milled WO3 powders and tert-butyl alcohol were used as the starting materials. The tert-butyl alcohol slurry is frozen at –25°C and dried under vacuum at –25 and –10°C. The dried bodies are hydrogen-reduced at 800°C and sintered at 1000°C. The XRD analysis shows that WO3 is completely reduced to W without any reaction phases. SEM observations reveal that the struts and pores aligned in the tert-butyl alcohol growth direction, and the change in the powder content and drying temperature affects the pore structure. Furthermore, the struts of the porous body fabricated under vacuum are thinner than those fabricated under atmospheric pressure. This behavior is explained by the growth mechanism of tert-butyl alcohol and rearrangement of the powders during solidification. These results suggest that the pore structure of a porous body can be controlled by the powder content, drying temperature, and pressure.
-
Citations
Citations to this article as recorded by-
Fabrication of porous W by freeze-casting and hydrogen reduction of camphene-based WO
3
suspension
Ji Won Choi, Youngmin Kim, Ji Young Kim, Eui Seon Lee, Sung-Tag Oh
Powder Metallurgy.2025; 68(3): 283. CrossRef - Preparation of Porous W-Cu by Freeze Casting of Tert-butyl Alcohol Slurry Mixed with WO3-CuO Powder
Youngmin Kim, Ji Young Kim, Minju Son, Wonyong Kwon, Eui Seon Lee, Sung-Tag Oh
Journal of Powder Materials.2025; 32(6): 466. CrossRef - Fabrication of Porous TiO2 with Aligned Pores Using Tert-Butyl Alcohol Based Freeze Casting
Eui Seon Lee, Sung-Tag Oh
Korean Journal of Metals and Materials.2024; 62(12): 929. CrossRef
-
Fabrication of porous W by freeze-casting and hydrogen reduction of camphene-based WO
3
suspension
- [Korean]
- A Comparative Study on Characteristics of Cutting Tool Materials Based on SiAlON Ceramics
- Seongwon Kim, Jae-Hyung Choi
- J Korean Powder Metall Inst. 2021;28(6):502-508. Published online December 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.6.502
- 1,486 View
- 12 Download
- 1 Citations
-
Abstract
PDF
SiAlON-based ceramics are a type of oxynitride ceramics, which can be used as cutting tools for heatresistant super alloys (HRSAs). These ceramics are derived from Si3N4 ceramics. SiAlON can be densified using gaspressure reactive sintering from mixtures of oxides and nitrides. In this study, we prepare an α-/β-SiAlON ceramic composite with a composition of Yb0.03Y0.10Si10.6Al1.4O1.0N15.0. The structure and mechanical/thermal properties of the densified SiAlON specimen are characterized and compared with those of a commercial SiAlON cutting tool. By observing the crystallographic structures and microstructures, the constituent phases of each SiAlON ceramic, such as α- SiAlON, β-SiAlON, and intergranular phases, are identified. By evaluating the mechanical and thermal properties, the contribution of the constituent phases to these properties is discussed as well.
-
Citations
Citations to this article as recorded by- Preparation and cutting performance of textured SiAlON ceramic brazing composite tool
Run-Ping Liu, Yi Zhou, Yang You, Wei-Ming Guo, Shi-Kuan Sun, Yu-jin Wang, Hua-Tay Lin
Ceramics International.2025; 51(20): 30931. CrossRef
- Preparation and cutting performance of textured SiAlON ceramic brazing composite tool
- [Korean]
- Fabrication, Microstructure and Adhesive Properties of BCuP-5 Filler Metal/Ag Plate Composite by using Plasma Spray Process
- Seong-June Youn, Young-Kyun Kim, Jae-Sung Park, Joo-Hyun Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2020;27(4):333-338. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.333
- 888 View
- 3 Download
-
Abstract
PDF
In this study, we fabricate a thin- and dense-BCuP-5 coating layer, one of the switching device multilayers, through a plasma spray process. In addition, the microstructure and macroscopic properties of the coating layer, such as hardness and bond strength, are investigated. Both the initial powder feedstock and plasma-sprayed BCuP-5 coating layer show the main Cu phase, Cu-Ag-Cu3P ternary phases, and Ag phase. This means that microstructural degradation does not occur during plasma spraying. The Vickers hardness of the coating layer was measured as 117.0 HV, indicating that the fine distribution of the three phases enables the excellent mechanical properties of the plasma-sprayed BCuP-5 coating layer. The pull-off strength of the plasma-sprayed BCuP-5 coating layer is measured as 16.5 kg/cm2. Based on the above findings, the applicability of plasma spray for the fabrication process of low-cost multi-layered electronic contact materials is discussed and suggested.
- [Korean]
- The Effects of Kaolin Addition on the Properties of Reticulated Porous Diatomite-kaolin Composites
- Chae-Young Lee, Sujin Lee, Jang-Hoon Ha, Jongman Lee, In-Hyuck Song, Kyoung-Seok Moon
- J Korean Powder Metall Inst. 2020;27(4):325-332. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.325
- 1,173 View
- 6 Download
-
Abstract
PDF
In this study, the effects of kaolin addition on the properties of reticulated porous diatomite-kaolin composites are investigated. A reticulated porous diatomite-kaolin composite is prepared using the replica template method. The microstructure and pore characteristics of the reticulated porous diatomite-kaolin composites are analyzed by controlling the PPI value (45, 60, and 80 PPI) of the polyurethane foam (which are used as the polymer template), the ball-milling time (8 and 24 h), and the amount of kaolin (0–50 wt. %). The average pore size decreases as the amount of kaolin increases in the reticulated porous diatomite-kaolin composite. As the amount of kaolin increases, it can be determined that the amount of inter-connected pore channels is reduced because the plate-shaped kaolin particles connect the gaps between irregular diatomite particles. Consequently, a higher kaolin percentage affects the overall mechanical properties by improving the pore channel connectivity. The effect of kaolin addition on the basic properties of the reticulated porous diatomite-kaolin composite is further discussed with characterization data such as pore size distribution, scanning electron microscopy images, and compressive strength.
- [Korean]
- Freeze Drying Process and Pore Structure Characteristics of Porous Cu with Various Sublimable Vehicles
- Gyuhwi Lee, Sung-Tag Oh, Myung-Jin Suk, Young-Keun Jeong
- J Korean Powder Metall Inst. 2020;27(3):198-202. Published online June 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.3.198
- 872 View
- 2 Download
-
Abstract
PDF
The effect of sublimable vehicles on the pore structure of Cu fabricated by freeze drying is investigated. The 5 vol% CuO-dispersed slurries with camphene and various camphor-naphthalene compositions are frozen in a Teflon mold at -25°C, followed by sublimation at room temperature. After hydrogen reduction at 300°C and sintering at 600 °C, the green bodies of CuO are completely converted to Cu with various pore structures. The sintered samples prepared using CuO/camphene slurries show large pores that are aligned parallel to the sublimable vehicle growth direction. In addition, a dense microstructure is observed in the bottom section of the specimen where the solidification heat was released, owing to the difference in the solidification behavior of the camphene crystals. The porous Cu shows different pore structures, such as dendritic, rod-like, and plate shaped, depending on the composition of the camphornaphthalene system. The change in pore structure is explained by the crystal growth behavior of primary camphor and eutectic and primary naphthalene.
- [Korean]
- Synthesis of Porous Cu-Co using Freeze Drying Process of Camphene Slurry with Oxide Composite Powders
- Gyuhwi Lee, Ju-Yeon Han, Sung-Tag Oh
- J Korean Powder Metall Inst. 2020;27(3):193-197. Published online June 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.3.193
- 936 View
- 3 Download
-
Abstract
PDF
Porous Cu-14 wt% Co with aligned pores is produced by a freeze drying and sintering process. Unidirectional freezing of camphene slurry with CuO-Co3O4 powders is conducted, and pores in the frozen specimens are generated by sublimation of the camphene crystals. The dried bodies are hydrogen-reduced at 500°C and sintered at 800°C for 1 h. The reduction behavior of the CuO-Co3O4 powder mixture is analyzed using a temperature-programmed reduction method in an Ar-10% H2 atmosphere. The sintered bodies show large and aligned parallel pores in the camphene growth direction. In addition, small pores are distributed around the internal walls of the large pores. The size and fraction of the pores decrease as the amount of solid powder added to the slurry increases. The change in pore characteristics according to the amount of the mixed powder is interpreted to be due to the rearrangement and accumulation behavior of the solid particles in the freezing process of the slurry.
- [Korean]
- A Study on the Mechanical Properties of Al2O3 Cutting Tools by DLP-based 3D Printing
- Hyun-Been Lee, Hye-Ji Lee, Kyung-Ho Kim, Kyung-Min Kim, Sung-Soo Ryu, Yoonsoo Han
- J Korean Powder Metall Inst. 2019;26(6):508-514. Published online December 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.6.508
- 1,409 View
- 6 Download
- 2 Citations
-
Abstract
PDF
In the development of advanced ceramic tools, material improvements and design freedom are critical in improving tool performance. However, in the die press molding method, many factors limit tool design and make it difficult to develop innovative advanced tools. Ceramic 3D printing facilitates the production of prototype samples for advanced tool development and the creation of complex tooling products. Furthermore, it is possible to respond to mass production requirements by reflecting the needs of the tool industry, which can be characterized by small quantities of various products. However, many problems remain in ensuring the reliability of ceramic tools for industrial use. In this study, alumina inserts, a representative ceramic tool, was manufactured using the digital light process (DLP), a 3D printing method. Alumina inserts prepared by 3D printing are pressurelessly sintered under the same conditions as coupon-type specimens prepared by press molding. After sintering, a hot isostatic pressing (HIP) treatment is performed to investigate the effects of relative density and microstructure changes on hardness and fracture toughness. Alumina inserts prepared by 3D printing show lower relative densities than coupon specimens prepared by powder molding but indicate similar hardness and higher fracture toughness values.
-
Citations
Citations to this article as recorded by- A Study on Fabrication of PCD Endmill Holder using PBF Additive Manufacturing Technology
Min-Woo Sa, Ho-Min Son, Kyung-Hwan Park, Sang-Geun Lee, Dae-Ho Shin, Dong-Gyu Kim
Journal of the Korean Society of Manufacturing Process Engineers.2024; 23(6): 124. CrossRef - Vat photopolymerization-based 3D printing of complex-shaped and high-performance Al2O3 ceramic tool with chip-breaking grooves: Cutting performance and wear mechanism
Haidong Wu, Wei Liu, Yuerui Xu, Lifu Lin, Yehua Li, Shanghua Wu
Journal of Asian Ceramic Societies.2023; 11(1): 159. CrossRef
- A Study on Fabrication of PCD Endmill Holder using PBF Additive Manufacturing Technology
- [Korean]
- Effect of Sintering Additive and Composition on Cutting Performance of SiAlON
- Jae-Hyeong Choi, Sung-Min Lee, Sahn Nahm, Seongwon Kim
- J Korean Powder Metall Inst. 2019;26(5):415-420. Published online October 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.5.415

- 670 View
- 6 Download
-
Abstract
PDF
SiAlON ceramics are used as ceramic cutting tools for heat-resistant super alloys (HRSAs) due to their excellent fracture toughness and thermal properties. They are manufactured from nitride and oxide raw materials. Mixtures of nitrides and oxides are densified via liquid phase sintering by using gas pressure sintering. Rare earth oxides, when used as sintering additives, affect the color and mechanical properties of SiAlON. Moreover, these sintering additives influence the cutting performance. In this study, we have prepared Ybm/3Si12-(m+n)Alm+nOnN16-n (m = 0.5; n = 0.5, 1.0) ceramics and manufactured SiAlON ceramics, which resulted in different colors. In addition, the characteristics of the sintered SiAlON ceramics such as fracture toughness and microstructure have been investigated and results of the cutting test have been analyzed.
- [Korean]
- Hydrogen Reduction Behavior and Microstructure Characteristics of Ball-milled CuO-Co3O4 Powder Mixtures
- Ju-Yeon Han, Gyuhwi Lee, Hyunji Kang, Sung-Tag Oh
- J Korean Powder Metall Inst. 2019;26(5):410-414. Published online October 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.5.410
- 977 View
- 3 Download
- 1 Citations
-
Abstract
PDF
The hydrogen reduction behavior of the CuO-Co3O4 powder mixture for the synthesis of the homogeneous Cu-15at%Co composite powder has been investigated. The composite powder is prepared by ball milling the oxide powders, followed by a hydrogen reduction process. The reduction behavior of the ball-milled powder mixture is analyzed by X-ray diffraction (XRD) and temperature-programmed reduction at different heating rates in an Ar-10%H2 atmosphere. The scanning electron microscopy and XRD results reveal that the hydrogen-reduced powder mixture is composed of fine agglomerates of nanosized Cu and Co particles. The hydrogen reduction kinetics is studied by determining the degree of peak shift as a function of the heating rate. The activation energies for the reduction of the oxide powders estimated from the slopes of the Kissinger plots are 58.1 kJ/mol and 65.8 kJ/mol, depending on the reduction reaction: CuO to Cu and Co3O4 to Co, respectively. The measured temperature and activation energy for the reduction of Co3O4 are explained on the basis of the effect of pre-reduced Cu particles.
-
Citations
Citations to this article as recorded by- Synthesis of Porous Cu-Co using Freeze Drying Process of Camphene Slurry with Oxide Composite Powders
Gyuhwi Lee, Ju-Yeon Han, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 193. CrossRef
- Synthesis of Porous Cu-Co using Freeze Drying Process of Camphene Slurry with Oxide Composite Powders
- [Korean]
- Effect of Li2O-Bi2O3 Addition on the Piezoelectric Properties of Pb(Mg1/3Nb2/3)0.65Ti0.35O3 Ceramics
- Jae Hyuk Kim, Shi Yeon Kim, Jeoung Sik Choi, Dong-Hun Yeo, Hyo-Soon Shin, Sahn Nahm
- J Korean Powder Metall Inst. 2019;26(5):405-409. Published online October 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.5.405

- 894 View
- 1 Download
-
Abstract
PDF
Piezoelectric ceramic specimens with the Pb(Mg1/3Nb2/3)0.65Ti0.35O3 (PMN-PT) composition are prepared by the solid state reaction method known as the “columbite precursor” method. Moreover, the effects of the Li2O-Bi2O3 additive on the microstructure, crystal structure, and piezoelectric properties of sintered PMN-PT ceramic samples are investigated. The addition of Li2O-Bi2O3 lowers the sintering temperature from 1,200°C to 950°C. Moreover, with the addition of >5 wt.% additive, the crystal structure changes from tetragonal to rhombohedral. Notably, the sample with 3 wt.% additive exhibits excellent piezoelectric properties (d33 = 596 pC/N and Kp = 57%) and a sintered density of 7.92 g/cm3 after sintering at 950°C. In addition, the sample exhibits a curie temperature of 138.6°C at 1 kHz. Finally, the compatibility of the sample with a Cu electrode is examined, because the energy-dispersive X-ray spectroscopy data indicate the absence of interdiffusion between Cu and the ceramic material.
- [Korean]
- The Effects of Hexamethylenetetramine Concentration on the Structural and Electrochemical Performances of Ni(OH)2 Powder for Pseudocapacitor Applications
- Dong Yeon Kim, Young-Min Jeong, Seong-Ho Baek, Injoon Son
- J Korean Powder Metall Inst. 2019;26(3):231-236. Published online June 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.3.231
- 1,443 View
- 4 Download
- 1 Citations
-
Abstract
PDF
Ni hydroxides (Ni(OH)2) are synthesized on Ni foam by varying the hexamethylenetetramine (HMT) concentration using an electrodeposition process for pseudocapacitor (PC) applications. In addition, the effects of HMT concentration on the Ni(OH)2 structure and the electrochemical properties of the PCs are investigated. HMT is the source of amine-based OH− in the solution; thus, the growth rate and morphological structure of Ni(OH)2 are influenced by HMT concentration. When Ni(OH)2 is electrodeposited at a constant voltage mode of -0.85 V vs. Ag/AgCl, the cathodic current and the number of nucleations are significantly reduced with increasing concentration of HMT from 0 to 10 mM. Therefore, Ni(OH)2 is sparsely formed on the Ni foam with increasing HMT concentration, showing a layered double-hydroxide structure. However, loosely packed Ni(OH)2 grains that are spread on Ni foam maintain a much greater surface area for reaction and result in the effective utilization of the electrode material due to the steric hindrance effect. It is suggested that the Ni(OH)2 electrodes with HMT concentration of 7.5 mM have the maximum specific capacitance (1023 F/g), which is attributed to the facile electrolyte penetration and fast proton exchange via optimized surface areas.
-
Citations
Citations to this article as recorded by- Review of Domestic Research Trends on Layered Double Hydroxide (LDH) Materials: Based on Research Articles in Korean Citation Index (KCI)
Seon Yong Lee, YoungJae Kim, Young Jae Lee
Economic and Environmental Geology.2023; 56(1): 23. CrossRef
- Review of Domestic Research Trends on Layered Double Hydroxide (LDH) Materials: Based on Research Articles in Korean Citation Index (KCI)
- [English]
- Study of Fabrication and Improvement of Mechanical Properties of Mg-based Inorganic Fiber using Reflux Process and Silica Coating
- Ri Yu, YooJin Kim
- J Korean Powder Metall Inst. 2019;26(3):195-200. Published online June 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.3.195

- 1,648 View
- 2 Download
- 4 Citations
-
Abstract
PDF
Whisker-type magnesium hydroxide sulfate hydrate (5Mg(OH)2·MgSO4·3H2O, abbreviated 513 MHSH), is used in filler and flame-retardant composites based on its hydrate phase and its ability to undergo endothermic dehydration in fire conditions, respectively. In general, the length of whiskers is determined according to various synthetic conditions in a hydrothermal reaction with high temperature (~180°C). In this work, high-quality 513 MHSH whiskers are synthesized by controlling the concentration of the raw material in ambient conditions without high pressure. Particularly, the concentration of the starting material is closely related to the length, width, and purity of MHSH. In addition, a ceramic-coating system is adopted to enhance the mechanical properties and thermal stability of the MHSH whiskers. The physical properties of the silica-coated MHSH are characterized by an abrasion test, thermogravimetric analysis, and transmission electron microscopy.
-
Citations
Citations to this article as recorded by- Synthesis and Morphology Control of Needle Type 513 MHSH and Mg(OH)2 from Dolomite
Jiyeon Kim, HyunSeung Shim, Seong-Ju Hwang, YooJin Kim
Journal of Powder Materials.2025; 32(5): 399. CrossRef - Effect of sulfate ion on synthesis of 5 Mg(OH)2·MgSO4·3H2O whiskers using non-hydrothermal method with acid catalyst
Areum Choi, Nuri Oh, YooJin Kim
Journal of the Korean Ceramic Society.2022; 59(2): 224. CrossRef - Study of SiO2 coating and carboxylic surface-modification on Mg-based inorganic fiber by one-step reflux reaction
Minsol Park, Areum Choi, Seiki Kim, Wooyoung Shim, YooJin Kim
Journal of the Korean Ceramic Society.2022; 59(6): 869. CrossRef - Effect of H2SO4 and Reaction Time on Synthesis of 5Mg(OH)2∙MgSO4∙3H2O Whiskers using Hydrothermal Reaction
Areum Choi, Nuri Oh, YooJin Kim
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 401. CrossRef
- Synthesis and Morphology Control of Needle Type 513 MHSH and Mg(OH)2 from Dolomite
- [Korean]
- Fabrication of Porous Mo-Cu by Freeze Drying and Hydrogen Reduction of Metal Oxide Powders
- Hyunji Kang, Ju-Yeon Han, Sung-Tag Oh
- J Korean Powder Metall Inst. 2019;26(1):1-5. Published online February 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.1.1

- 1,260 View
- 4 Download
- 2 Citations
-
Abstract
PDF
In this study, porous Mo-5 wt% Cu with unidirectionally aligned pores is prepared by freeze drying of camphene slurry with MoO3-CuO powders. Unidirectional freezing of camphene slurry with dispersion stability is conducted at -25°C, and pores in the frozen specimens are generated by sublimation of the camphene crystals. The green bodies are hydrogen-reduced at 750°C and sintered at 1000°C for 1 h. X-ray diffraction analysis reveals that MoO3-CuO composite powders are completely converted to a Mo-and-Cu phase without any reaction phases by hydrogen reduction. The sintered bodies with the Mo-Cu phase show large and aligned parallel pores to the camphene growth direction as well as small pores in the internal walls of large pores. The pore size and porosity decrease with increasing composite powder content from 5 to 10 vol%. The change of pore characteristics is explained by the degree of powder rearrangement in slurry and the accumulation behavior of powders in the interdendritic spaces of solidified camphene.
-
Citations
Citations to this article as recorded by- Characteristic Evaluation of WC Hard Materials According to Ni Content Variation by a Pulsed Current Activated Sintering Process
Hyun-Kuk Park
Korean Journal of Materials Research.2020; 30(12): 672. CrossRef - Effect of α-lath size on the mechanical properties of Ti–6Al–4V using core time hydrogen heat treatment
Gye-Hoon Cho, Jung-Min Oh, Hanjung Kwon, Jae-Won Lim
Materials Science and Technology.2020; 36(7): 858. CrossRef
- Characteristic Evaluation of WC Hard Materials According to Ni Content Variation by a Pulsed Current Activated Sintering Process
- [Korean]
- Effects of the Mixing Method and Sintering Temperature on the Characteristics of PZNN-PZT Piezoelectric Ceramic Materials
- So Won Kim, Yong Jeong Jeong, Hee Chul Lee
- J Korean Powder Metall Inst. 2018;25(6):487-493. Published online December 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.6.487
- 1,357 View
- 7 Download
- 5 Citations
-
Abstract
PDF
The impact of different mixing methods and sintering temperatures on the microstructure and piezoelectric properties of PZNN-PZT ceramics is investigated. To improve the sinterability and piezoelectric properties of these ceramics, the composition of 0.13Pb((Zn0.8Ni0.2)1/3Nb2/3)O3-0.87Pb(Zr0.5Ti0.5)O3 (PZNN-PZT) containing a Pb-based relaxor component is selected. Two methods are used to create the powder for the PZNN-PZT ceramics. The first involves blending all source powders at once, followed by calcination. The second involves the preferential creation of columbite as a precursor, by reacting NiO with Nb2O5 powder. Subsequently, PZNN-PZT powder can be prepared by mixing the columbite powder, PbO, and other components, followed by an additional calcination step. All the PZNNPZT powder samples in this study show a nearly-pure perovskite phase. High-density PZNN-PZT ceramics can be fabricated using powders prepared by a two-step calcination process, with the addition of 0.3 wt% MnO2 at even relatively low sintering temperatures from 800°C to 1000°C. The grain size of the ceramics at sintering temperatures above 900°C is increased to approximately 3 μm. The optimized PZNN-PZT piezoelectric ceramics show a piezoelectric constant (d33) of 360 pC/N, an electromechanical coupling factor (kp) of 0.61, and a quality factor (Qm) of 275.
-
Citations
Citations to this article as recorded by- An Analysis of Edge Chipping in LiTaO3 Wafer Grinding Using a Scratch Test and FEA Simulation
Haeseong Hwang, Seungho Han, Hyunseop Lee
Lubricants.2023; 11(7): 297. CrossRef - A generalized rule for phase transition generated by additives in piezoelectric ceramics
Jae-Min Cha, Young-Kook Moon, Jung-hwan Kim, Hyun-Ae Cha, Jong-Jin Choi, Byung-Dong Hahn, Seog-Young Yoon, Cheol-Woo Ahn
Materials Today Communications.2023; 37: 107290. CrossRef - Low-Temperature Sintering Properties of Bi2O3 Doped PZT-5H Piezoelectric Ceramics
Wanzi Mao, Qing Xu, Duanping Huang, Huajun Sun, Feng Zhang, Xiaobin Xie
Journal of Electronic Materials.2023; 52(5): 3334. CrossRef - Effect of LiBiO2 on low-temperature sintering of PZT-PZNN ceramics
Sung Cheul Hong, Shi Yeon Kim, Dong-Hun Yeo, Hyo-Soon Shin, Zee Hoon Park, Sahn Nahm
Journal of the Korean Ceramic Society.2022; 59(5): 638. CrossRef - Two-Stage De-binding for Cu Electrode Application to PZT-PZNN Multilayer Actuator
Sung Cheul Hong, Zeehoon Park, Dong-Hun Yeo, Hyo-Soon Shin, Sahn Nahm
Transactions on Electrical and Electronic Materials.2022; 23(4): 348. CrossRef
- An Analysis of Edge Chipping in LiTaO3 Wafer Grinding Using a Scratch Test and FEA Simulation
- [Korean]
- Effects of Morphologies of Carbon Nanomaterials on Conductivity of Composites Containing Copper/Carbon Nanomaterial Hybrid Fillers
- Yeonjoo Lee, Sung-uk Hong, Hyunjoo Choi
- J Korean Powder Metall Inst. 2018;25(5):435-440. Published online October 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.5.435
- 688 View
- 2 Download
-
Abstract
PDF
In the present study, we develop a conductive copper/carbon nanomaterial additive and investigate the effects of the morphologies of the carbon nanomaterials on the conductivities of composites containing the additive. The conductive additive is prepared by mechanically milling copper powder with carbon nanomaterials, namely, multi-walled carbon nanotubes (MWCNTs) and/or few-layer graphene (FLG). During the milling process, the carbon nanomaterials are partially embedded in the surfaces of the copper powder, such that electrically conductive pathways are formed when the powder is used in an epoxy-based composite. The conductivities of the composites increase with the volume of the carbon nanomaterial. For a constant volume of carbon nanomaterial, the FLG is observed to provide more conducting pathways than the MWCNTs, although the optimum conductivity is obtained when a mixture of FLG and MWCNTs is used.
- [Korean]
- Fabrication of Mo-Cu Powders by Ball Milling and Hydrogen Reduction of MoO3-CuO Powder Mixtures
- Hyunji Kang, Sung-Tag Oh
- J Korean Powder Metall Inst. 2018;25(4):322-326. Published online August 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.4.322
- 1,206 View
- 3 Download
- 3 Citations
-
Abstract
PDF
The hydrogen reduction behavior of MoO3-CuO powder mixture for the synthesis of homogeneous Mo-20 wt% Cu composite powder is investigated. The reduction behavior of ball-milled powder mixture is analyzed by XRD and temperature programmed reduction method at various heating rates in Ar-10% H2 atmosphere. The XRD analysis of the heat-treated powder at 300°C shows Cu, MoO3, and Cu2MoO5 phases. In contrast, the powder mixture heated at 400°C is composed of Cu and MoO2 phases. The hydrogen reduction kinetic is evaluated by the amount of peak shift with heating rates. The activation energies for the reduction, estimated by the slope of the Kissinger plot, are measured as 112.2 kJ/mol and 65.2 kJ/mol, depending on the reduction steps from CuO to Cu and from MoO3 to MoO2, respectively. The measured activation energy for the reduction of MoO3 is explained by the effect of pre-reduced Cu particles. The powder mixture, hydrogen-reduced at 700°C, shows the dispersion of nano-sized Cu agglomerates on the surface of Mo powders.
-
Citations
Citations to this article as recorded by- Synthesis of Mo-Cu nanocomposite powder by hydrogen reduction of copper nitrate coated MoO3 powder mixture
Ji Won Choi, Ji Young Kim, Youngmin Kim, Eui Seon Lee, Sung-Tag Oh
Materials Letters.2024; 377: 137565. CrossRef - Fabrication of Porous Mo-Cu by Freeze Drying and Hydrogen Reduction of Metal Oxide Powders
Hyunji Kang, Ju-Yeon Han, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2019; 26(1): 1. CrossRef - Hydrogen Reduction Behavior and Microstructure Characteristics of Ball-milled CuO-Co3O4 Powder Mixtures
Ju-Yeon Han, Gyuhwi Lee, Hyunji Kang, Sung-Tag Oh
Journal of Korean Powder Metallurgy Institute.2019; 26(5): 410. CrossRef
- Synthesis of Mo-Cu nanocomposite powder by hydrogen reduction of copper nitrate coated MoO3 powder mixture
- [Korean]
- Fabrication of CNT dispersed Cu matrix composites by wet mixing and spark plasma sintering process
- Seungchan Cho, Ilguk Jo, Sang-Bok Lee, Sang-Kwan Lee, Moonhee Choi, Jehong Park, Hansang Kwon, Yangdo Kim
- J Korean Powder Metall Inst. 2018;25(2):158-164. Published online April 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.2.158

- 1,230 View
- 21 Download
- 1 Citations
-
Abstract
PDF
Multi-walled carbon nanotube (MWCNT)–copper (Cu) composites are successfully fabricated by a combination of a binder-free wet mixing and spark plasma sintering (SPS) process. The SPS is performed under various conditions to investigate optimized processing conditions for minimizing the structural defects of CNTs and densifying the MWCNT–Cu composites. The electrical conductivities of MWCNT–Cu composites are slightly increased for compositions containing up to 1 vol.% CNT and remain above the value for sintered Cu up to 2 vol.% CNT. Uniformly dispersed CNTs in the Cu matrix with clean interfaces between the treated MWCNT and Cu leading to effective electrical transfer from the treated MWCNT to the Cu is believed to be the origin of the improved electrical conductivity of the treated MWCNT–Cu composites. The results indicate the possibility of exploiting CNTs as a contributing reinforcement phase for improving the electrical conductivity and mechanical properties in the Cu matrix composites.
-
Citations
Citations to this article as recorded by- Proposing Machine Learning Models Suitable for Predicting Open Data Utilization
Junyoung Jeong, Keuntae Cho
Sustainability.2024; 16(14): 5880. CrossRef
- Proposing Machine Learning Models Suitable for Predicting Open Data Utilization
- [Korean]
- A Study on the Wear Properties of Cu-free Ecofriendly Vehicle Brake Pad
- Ki-Bong Kim, Sangsun Yang, Seong-Ju Lee, Suk-Hun Hwang, Sin-Wook Kim, Yong-Jin Kim
- J Korean Powder Metall Inst. 2018;25(1):30-35. Published online February 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.1.30
- 816 View
- 6 Download
-
Abstract
PDF
The friction characteristics of Al-Fe alloy powders are investigated in order to develop an eco-friendly friction material to replace Cu fiber, a constituent of brake-pad friction materials. Irregularly shaped Al-Fe alloy powders, prepared by gas atomization, are more uniformly dispersed than conventional Cu fiber on the brake pad matrix. The wear rate of the friction material using Al-8Fe alloy powder is lower than that of the Cu fiber material. The change in friction coefficient according to the friction lap times is 7.2% for the Cu fiber, but within 3.8% for the Al-Fe alloy material, which also shows excellent judder characteristics. The Al-Fe alloy powders are uniformly distributed in the brake pad matrix and oxide films of Al and Fe are homogeneously formed at the friction interface between the disc and pad, thus exhibiting excellent friction and lubrication characteristics. The brake pad containing Al-Fe powders avoids contamination by Cu dust, which is generated during braking, by replacing the Cu fiber while maintaining the friction and lubrication performance.
- [Korean]
- Fabrication of Al2O3 Dispersed Porous Cu by Freeze Drying of CuO-Al2O3/Camphene Slurry
- Hyunji Kang, Doh-Hyung Riu, Sung-Tag Oh
- J Korean Powder Metall Inst. 2018;25(1):25-29. Published online February 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.1.25

- 768 View
- 4 Download
-
Abstract
PDF
Porous Cu with a dispersion of nanoscale Al2O3 particles is fabricated by freeze-drying CuO-Al2O3/camphene slurry and sintering. Camphene slurries with CuO-Al2O3 contents of 5 and 10 vol% are unidirectionally frozen at -30°C, and pores are generated in the frozen specimens by camphene sublimation during air drying. The green bodies are sintered for 1 h at 700°C and 800°C in H2 atmosphere. The sintered samples show large pores of 100 μm in average size aligned parallel to the camphene growth direction. The internal walls of the large pores feature relatively small pores of ~10 μm in size. The size of the large pores decreases with increasing CuO-Al2O3 content by the changing degree of powder rearrangement in the slurry. The size of the small pores decreases with increasing sintering temperature. Microstructural analysis reveals that 100-nm Al2O3 particles are homogeneously dispersed in the Cu matrix. These results suggest that a porous composite body with aligned large pores could be fabricated by a freeze-drying and H2 reducing process.
- [Korean]
- Preparation of Nanosized Gd2O3:Eu3+ Red Phosphor Coated on Mica Flake and Its Luminescent Property
- Se-Min Ban, Jeong Min Park, Kyeong Youl Jung, Byung-Ki Choi, Kwang-Jung Kang, Myung Chang Kang, Dae-Sung Kim
- J Korean Powder Metall Inst. 2017;24(6):457-463. Published online December 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.6.457

- 1,270 View
- 7 Download
- 1 Citations
-
Abstract
PDF
Nanosized Gd2O3:Eu3+ red phosphor is prepared using a template method from metal salt impregnated into a crystalline cellulose and is dispersed using a bead mill wet process. The driving force of the surface coating between Gd2O3:Eu3+ and mica is induced by the Coulomb force. The red phosphor nanosol is effectively coated on mica flakes by the electrostatic interaction between positively charged Gd2O3:Eu3+ and negatively charged mica above pH 6. To prepare Gd2O3:Eu3+-coated mica (Gd2O3:Eu/mica), the coating conditions are optimized, including the stirring temperature, pH, calcination temperature, and coating amount (wt%) of Gd2O3:Eu3+. In spite of the low luminescence of the Gd2O3:Eu/mica, the luminescent property is recovered after calcination above 600°C and is enhanced by increasing the Gd2O3:Eu3+ coating amount. The Gd2O3:Eu/mica is characterized using X-ray diffraction, field emission scanning electron microscopy, zeta potential measurements, and fluorescence spectrometer analysis.
-
Citations
Citations to this article as recorded by- Optimization of dispersed LaPO4:Tb nanosol and their photoluminescence properties
Mahboob Ullah, Se-Min Ban, Dae-Sung Kim
Optical Materials.2019; 97: 109366. CrossRef
- Optimization of dispersed LaPO4:Tb nanosol and their photoluminescence properties
- [Korean]
- Characteristics of WO3-CuO Powder Mixture Prepared by High-Energy Ball Milling in a Bead Mill for the Synthesis of W-Cu Nanocomposite Powder
- Hae-Ryong Park, Sung-Soo Ryu
- J Korean Powder Metall Inst. 2017;24(5):406-413. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.406
- 1,285 View
- 5 Download
- 1 Citations
-
Abstract
PDF
A Nanosized WO3 and CuO powder mixture is prepared using novel high-energy ball milling in a bead mill to obtain a W-Cu nanocomposite powder, and the effect of milling time on the structural characteristics of WO3-CuO powder mixtures is investigated. The results show that the ball-milled WO3-CuO powder mixture reaches at steady state after 10 h milling, characterized by the uniform and narrow particle size distribution with primary crystalline sizes below 50 nm, a specific surface area of 37 m2/g, and powder mean particle size (D50) of 0.57 μm. The WO3-CuO powder mixtures milled for 10 h are heat-treated at different temperatures in H2 atmosphere to produce W-Cu powder. The XRD results shows that both the WO3 and CuO phases can be reduced to W and Cu phases at temperatures over 700°C. The reduced W-Cu nanocomposite powder exhibits excellent sinterability, and the ultrafine W-Cu composite can be obtained by the Cu liquid phase sintering process.
-
Citations
Citations to this article as recorded by- Morphological Characteristics of W/Cu Composite Nanoparticles with Complex Phase Structure Synthesized via Reactive Radio Frequency (RF) Thermal Plasma
Chulwoong Han, Song-Yi Kim, Soobin Kim, Ji-Woon Lee
Metals.2024; 14(9): 1070. CrossRef
- Morphological Characteristics of W/Cu Composite Nanoparticles with Complex Phase Structure Synthesized via Reactive Radio Frequency (RF) Thermal Plasma
- [Korean]
- Microstructure and Electric Contact Properties of Spark Plasma Sintered Ta-Cu Composite
- Won Ju, Young Do Kim, Jae Jin Sim, Sang-Hoon Choi, Soong Keun Hyun, Kyoung Mook Lim, Kyoung-Tae Park
- J Korean Powder Metall Inst. 2017;24(5):377-383. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.377
- 1,536 View
- 6 Download
- 1 Citations
-
Abstract
PDF
Microstructure, electric, and thermal properties of the Ta-Cu composite is evaluated for the application in electric contact materials. This material has the potential to be used in a medium for a high current range of current conditions, replacing Ag-MO, W, and WC containing materials. The optimized SPS process conditions are a temperature of 900°C for a 5 min holding time under a 30 MPa mechanical pressure. Comparative research is carried out for the calculated and actual values of the thermal and electric properties. The range of actual thermal and electric properties of the Ta-Cu composite are 50~300W/mk and 10~90 %IACS, respectively, according to the compositional change of the 90 to 10 wt% Ta-Cu system. The results related to the electric contact properties, suggest that less than 50 wt% of Ta compositions are possible in applications of electric contact materials.
-
Citations
Citations to this article as recorded by- Formation mechanism, microstructural features and dry-sliding behaviour of “Bronze/WC carbide” composite synthesised by atmospheric pulsed-plasma deposition
V.G. Efremenko, Yu.G. Chabak, V.I. Fedun, K. Shimizu, T.V. Pastukhova, I. Petryshynets, A.M. Zusin, E.V. Kudinova, B.V. Efremenko
Vacuum.2021; 185: 110031. CrossRef
- Formation mechanism, microstructural features and dry-sliding behaviour of “Bronze/WC carbide” composite synthesised by atmospheric pulsed-plasma deposition
- [Korean]
- Effects of Precursor Co-Precipitation Temperature on the Properties of LiNi1/3Co1/3Mn1/3O2 Powders
- Woonghee Choi, Chan Hyoung Kang
- J Korean Powder Metall Inst. 2016;23(4):287-296. Published online August 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.4.287
- 2,362 View
- 36 Download
- 1 Citations
-
Abstract
PDF
Ni1/3Co1/3Mn1/3(OH)2 powders have been synthesized in a continuously stirred tank reactor via a co-precipitation reaction between aqueous metal sulfates and NaOH using NH4OH as a chelating agent. The co-precipitation temperature is varied in the range of 30-80°C. Calcination of the prepared precursors with Li2CO3 for 8 h at 1000°C in air results in Li Ni1/3Co1/3Mn1/3O2 powders. Two kinds of obtained powders have been characterized by X-ray diffraction (XRD), scanning electron microscopy, particle size analyzer, and tap density measurements. The co-precipitation temperature does not differentiate the XRD patterns of precursors as well as their final powders. Precursor powders are spherical and dense, consisting of numerous acicular or flaky primary particles. The precursors obtained at 70 and 80°C possess bigger primary particles having more irregular shapes than those at lower temperatures. This is related to the lower tap density measured for the former. The final powders show a similar tendency in terms of primary particle shape and tap density. Electrochemical characterization shows that the initial charge/discharge capacities and cycle life of final powders from the precursors obtained at 70 and 80°C are inferior to those at 50°C. It is concluded that the optimum co-precipitation temperature is around 50°C.
-
Citations
Citations to this article as recorded by- A kinetic descriptor to optimize Co-precipitation of Nickel-rich cathode precursors for Lithium-ion batteries
Seon Hwa Lee, Ki Young Kwon, Byeong Kil Choi, Hyun Deog Yoo
Journal of Electroanalytical Chemistry.2022; 924: 116828. CrossRef
- A kinetic descriptor to optimize Co-precipitation of Nickel-rich cathode precursors for Lithium-ion batteries
- [Korean]
- Characteristics of Ni1/3Co1/3Mn1/3(OH)2 Powders Prepared by Co-Precipitation in Air and Nitrogen Atmospheres
- Woonghee Choi, Se-Ryen Park, Chan Hyoung Kang
- J Korean Powder Metall Inst. 2016;23(2):136-142. Published online April 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.2.136
- 3,874 View
- 68 Download
- 6 Citations
-
Abstract
PDF
As precursors of cathode materials for lithium ion batteries, Ni1/3Co1/3Mn1/3(OH)2 powders are prepared in a continuously stirred tank reactor via a co-precipitation reaction between aqueous metal sulfates and NaOH in the presence of NH4OH in air or nitrogen ambient. Calcination of the precursors with Li2CO3 for 8 h at 1,000°C in air produces dense spherical cathode materials. The precursors and final powders are characterized by X-ray diffraction (XRD), scanning electron microscopy, particle size analysis, tap density measurement, and thermal gravimetric analysis. The precursor powders obtained in air or nitrogen ambient show XRD patterns identified as Ni1/3Co1/3Mn1/3(OH)2. Regardless of the atmosphere, the final powders exhibit the XRD patterns of LiNi1/3Co1/3Mn1/3O2 (NCM). The precursor powders obtained in air have larger particle size and lower tap density than those obtained in nitrogen ambient. NCM powders show similar tendencies in terms of particle size and tap density. Electrochemical characterization is performed after fabricating a coin cell using NCM as the cathode and Li metal as the anode. The NCM powders from the precursors obtained in air and those from the precursors obtained in nitrogen have similar initial charge/discharge capacities and cycle life. In conclusion, the powders co-precipitated in air can be utilized as precursor materials, replacing those synthesized in the presence of nitrogen injection, which is the usual industrial practice.
-
Citations
Citations to this article as recorded by- Thermodynamic modeling and parameters optimization for Ni0.8Co0.1Mn 0.1(OH)2 synthesis via transitional metal coprecipitation
Zanlang Tang, Chen Liu, Xincun Tang, Haonan Liu, Biao Qin
Materials Science and Engineering: B.2026; 326: 119205. CrossRef - Stabilization of High Nickel Cathode Materials with Core-Shell Structure via Co-precipitation Method
Minjeong Kim, Soonhyun Hong, Heongkwon Jeon, Jahun Koo, Heesang Lee, Gyuseok Choi, Chunjoong Kim
Korean Journal of Materials Research.2022; 32(4): 216. CrossRef - Spherical agglomeration of nickel-manganese-cobalt hydroxide in turbulent Batchelor vortex flow
Xiaotong Sun, Jinsoo Kim, Woo-Sik Kim
Chemical Engineering Journal.2021; 421: 129924. CrossRef - Design strategies for development of nickel-rich ternary lithium-ion battery
Kyu Hwan Choi, Xuyan Liu, Xiaohong Ding, Qiang Li
Ionics.2020; 26(3): 1063. CrossRef - Effect of Single and Dual Doping of Rare Earth Metal Ce and Nd Elements on Electrochemical Properties of LiNi0.83 Co0.11Mn0.06O2 Cathode Lithium-ion Battery Material
Yoo-Young Kim, Jong-Keun Ha, Kwon-Koo Cho
Journal of Korean Powder Metallurgy Institute.2019; 26(1): 49. CrossRef - Effects of Precursor Co-Precipitation Temperature on the Properties of LiNi1/3Co1/3Mn1/3O2 Powders
Woonghee Choi, Chan Hyoung Kang
Journal of Korean Powder Metallurgy Institute.2016; 23(4): 287. CrossRef
- Thermodynamic modeling and parameters optimization for Ni0.8Co0.1Mn 0.1(OH)2 synthesis via transitional metal coprecipitation
- [Korean]
- Influence of Sintering Temperature on Magnetic Properties of Ni-Zn-Cu Ferrites Used for Mangetic Shielding in NFC
- Yo-Han Ryu, Sung-Soo Kim
- J Korean Powder Metall Inst. 2016;23(2):132-135. Published online April 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.2.132
- 641 View
- 2 Download
-
Abstract
PDF
This study investigates the influence of sintering temperature on the magnetic properties and frequency dispersion of the complex permeability of Ni–Zn–Cu ferrites used for magnetic shielding in near-field communication (NFC) systems. Sintered specimens of (Ni0.7Zn0.3)0.96Cu0.04Fe2O4 are prepared by conventional ceramic processing. The complex permeability is measured by an RF impedance analyzer in the range of 1 MHz to 1.8 GHz. The real and imaginary parts of the complex permeability depend sensitively on the sintering temperature, which is closely related to the microstructure, including grain size and pore distribution. In particular, internal pores within grains produced by rapid grain growth decrease the permeability and increase the magnetic loss at the operating frequency of NFC (13.56 MHz). At the optimized sintering temperature (1225-1250°C), the highest permeability and lowest magnetic loss can be obtained.
- [Korean]
- Effect of Freezing and Sintering Condition of CuO-SnO2/Camphene Slurries on the Pore Structure of Porous Cu-Sn
- Joo-Hyung Kim, Sung-Tag Oh, Chang-Yong Hyun
- J Korean Powder Metall Inst. 2016;23(1):49-53. Published online February 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.1.49
- 882 View
- 1 Download
- 3 Citations
-
Abstract
PDF
The present study demonstrates the effect of freezing conditions on the pore structure of porous Cu-10 wt.% Sn prepared by freeze drying of CuO-SnO2/camphene slurry. Mixtures of CuO and SnO2 powders are prepared by ball milling for 10 h. Camphene slurries with 10 vol.% of CuO-SnO2 are unidirectionally frozen in a mold maintained at a temperature of -30°C for 1 and 24 h, respectively. Pores are generated by the sublimation of camphene at room temperature. After hydrogen reduction and sintering at 650°C for 2 h, the green body of the CuO-SnO2 is completely converted into porous Cu-Sn alloy. Microstructural observation reveals that the sintered samples have large pores which are aligned parallel to the camphene growth direction. The size of the large pores increases from 150 to 300 μm with an increase in the holding time. Also, the internal walls of the large pores contain relatively small pores whose size increases with the holding time. The change in pore structure is explained by the growth behavior of the camphene crystals and rearrangement of the solid particles during the freezing process.
-
Citations
Citations to this article as recorded by- Fabrication of Porous Ni by Freeze Drying and Hydrogen Reduction of NiO/Camphene Slurry
Jae-Hun Jeong, Sung-Tag Oh, Chang-Yong Hyun
Journal of Korean Powder Metallurgy Institute.2019; 26(1): 6. CrossRef - Fabrication of Al2O3 Dispersed Porous Cu by Freeze Drying of CuO-Al2O3/Camphene Slurry
Hyunji Kang, Doh-Hyung Riu, Sung-Tag Oh
journal of Korean Powder Metallurgy Institute.2018; 25(1): 25. CrossRef - Porous W-Ni Alloys Synthesized from Camphene/WO3-NiO Slurry by Freeze Drying and Heat Treatment in Hydrogen Atmosphere
Sung Hyun Park, Seong-Min Park, So-Jeong Park, Bo-Yeong Park, Sung-Tag Oh
Korean Journal of Materials Research.2018; 28(2): 108. CrossRef
- Fabrication of Porous Ni by Freeze Drying and Hydrogen Reduction of NiO/Camphene Slurry
- [Korean]
- Characterization of Films Sputtered with the Cu-Ga Target Prepared by the Cold Spray Process
- Youngji Cho, Jung Ho Yoo, Jun-Mo Yang, Dong-Yong Park, Jong-Kyun Kim, Gang-Bo Choi, Jiho Chang
- J Korean Powder Metall Inst. 2016;23(1):21-25. Published online February 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.1.21
- 782 View
- 1 Download
-
Abstract
PDF
The microstructural properties and electrical characteristics of sputtering films deposited with a Cu-Ga target are analyzed. The Cu-Ga target is prepared using the cold spray process and shows generally uniform composition distributions, as suggested by secondary ion mass spectrometer (SIMS) data. Characteristics of the sputtered Cu-Ga films are investigated at three positions (top, center and bottom) of the Cu-Ga target by X-ray diffraction (XRD), SIMS, 4-point probe and transmission electron microscopy (TEM) analysis methods. The results show that the Cu-Ga films are composed of hexagonal and unknown phases, and they have similar distributions of composition and resistivity at the top, center, and bottom regions of the Cu-Ga target. It demonstrates that these films have uniform properties regardless of the position on the Cu-Ga target. In conclusion, the cold spray process is expected to be a useful method for preparing sputter targets.
- [Korean]
- Fabrication and Property Evaluation of Cu-Mn Compacts for Sputtering Target Application by a Pulsed Current Activated Sintering Method
- Jun-Ho Jang, Ik-Hyun Oh, Jae-Won Lim, Hyun-Kuk Park
- J Korean Powder Metall Inst. 2016;23(1):1-7. Published online February 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.1.1
- 1,372 View
- 1 Download
- 1 Citations
-
Abstract
PDF
Cu-Mn compacts are fabricated by the pulsed current activated sintering method (PCAS) for sputtering target application. For fabricating the compacts, optimized sintering conditions such as the temperature, pulse ratio, pressure, and heating rate are controlled during the sintering process. The final sintering temperature and heating rate required to fabricate the target materials having high density are 700°C and 80°C/min, respectively. The heating directly progresses up to 700°C with a 3 min holding time. The sputtering target materials having high relative density of 100% are fabricated by employing a uniaxial pressure of 60 MPa and a sintering temperature of 700°C without any significant change in the grain size. Also, the shrinkage displacement of the Cu-Mn target materials considerably increases with an increase in the pressure at sintering temperatures up to 700°C.
-
Citations
Citations to this article as recorded by- Fabrication and Mechanical Property of Fe-20Cu-1C Compacts by SPS process with Different Heating Rate
Jung-Han Ryu, Soo-Sik Shin, Byung-Rok Ryu, Kyung-Sik Kim, Jun-Ho Jang, Ik-Hyun Oh, Kap-Tae Kim, Hyun-Kuk Park
Journal of Korean Powder Metallurgy Institute.2017; 24(4): 302. CrossRef
- Fabrication and Mechanical Property of Fe-20Cu-1C Compacts by SPS process with Different Heating Rate
- [Korean]
- Effect of Sublimable Vehicle Compositions in the Camphor-Naphthalene System on the Pore Structure of Porous Cu-Ni
- Na-Yeon Kwon, Myung-Jin Suka, Sung-Tag Oh
- J Korean Powder Metall Inst. 2015;22(5):362-366. Published online October 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.5.362
- 1,396 View
- 1 Download
- 2 Citations
-
Abstract
PDF
The effect of sublimable vehicle composition in the camphor-naphthalene system on the pore structure of porous Cu-Ni alloy is investigated. The CuO-NiO mixed slurries with hypoeutectic, eutectic and hypereutectic compositions are frozen into a mold at -25°C. Pores are generated by sublimation of the vehicles at room temperature. After hydrogen reduction at 300°C and sintering at 850°C for 1 h, the green body of CuO-NiO is completely converted to porous Cu-Ni alloy with various pore structures. The sintered samples show large pores which are aligned parallel to the sublimable vehicle growth direction. The pore size and porosity decrease with increase in powder content due to the degree of powder rearrangement in slurry. In the hypoeutectic composition slurry, small pores with dendritic morphology are observed in the sintered Cu-Ni, whereas the specimen of hypereutectic composition shows pore structure of plate shape. The change of pore structure is explained by growth behavior of primary camphor and naphthalene crystals during solidification of camphor-naphthalene alloys.
-
Citations
Citations to this article as recorded by- Freeze Drying Process and Pore Structure Characteristics of Porous Cu with Various Sublimable Vehicles
Gyuhwi Lee, Sung-Tag Oh, Myung-Jin Suk, Young-Keun Jeong
Journal of Korean Powder Metallurgy Institute.2020; 27(3): 198. CrossRef - Interaction of Solid Particles with the Solidifying Front in the Liquid-Particle Mixture
Ho-Suk Lee, Kyu-Hee Lee, Sung-Tag Oh, Young Do Kim, Myung-Jin Suk
Journal of Korean Powder Metallurgy Institute.2018; 25(4): 336. CrossRef
- Freeze Drying Process and Pore Structure Characteristics of Porous Cu with Various Sublimable Vehicles
- [Korean]
- Superconducting Properties and Phase Formation of MgB2 Superconductors Prepared by the Solid State Reaction Method using MgB4 and Mg Powder
- Hyeondeok Jeonga, Chan-Joong Kim, Byung-Hyuk Jun, Seolhyang Kim, Hai-Woong Park
- J Korean Powder Metall Inst. 2015;22(5):344-349. Published online October 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.5.344
- 860 View
- 4 Download
-
Abstract
PDF
MgB2 bulk superconductors are synthesized by the solid state reaction of (MgB4+xMg) precursors with excessive Mg compositions (x=1.0, 1.4, 2.0 and 2.4). The MgB4 precursors are synthesized using (Mg+B) powders. The secondary phases (MgB4 and MgO) present in the synthesized MgB4 are removed by HNO3 leaching. It is found that the formation reaction of MgB2 is accelerated when Mg excessive compositions are used. The magnetization curves of Mg1+xB2 samples show that the transition from the normal state to the superconducting state of the Mg excessive samples with x=0.5 and x=0.7 are sharper than that of MgB2. The highest
J c-B curve at 5 K and 20 K is achieved for x=0.5. Further addition of Mg decreases theJ c owing to the formation of more pores in the MgB2 matrix and smaller volume fraction of MgB2.
- [Korean]
- Fabrication of ZnO Nanorod based Robust Nanogenerator Metal Substrate
- Seong-Ho Baek, Il-Kyu Park
- J Korean Powder Metall Inst. 2015;22(5):331-336. Published online October 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.5.331

- 1,470 View
- 6 Download
- 4 Citations
-
Abstract
PDF
We report on the succesful fabrication of ZnO nanorod (NR)-based robust piezoelectric nanogenerators (PNGs) by using Cu foil substrate. The ZnO NRs are successfully grown on the Cu foil substrate by using all solution based method, a two step hydrothermal synthesis. The ZnO NRs are grown along c-axis well with an average diameter of 75~80 nm and length of 1~1.5 μm. The ZnO NRs showed abnormal photoluminescence specrta which is attributed from surface plasmon resonance assistant enhancement at specific wavelength. The PNGs on the SUS substrates show typical piezoelectric output performance which showing a frequency dependent voltage enhancement and polarity dependent charging and discharging characteristics. The output voltage range is 0.79~2.28 V with variation of input strain frequency of 1.8~3.9 Hz. The PNG on Cu foil shows reliable output performance even at the operation over 200 times without showing degradation of output voltage. The current output from the PNG is 0.7 μA/cm2 which is a typical output range from the ZnO NR-based PNGs. These performance enhancement is attributed from the high flexibility, high electrical conductivity and excellent heat dissipation properties of the Cu foil as a substrate.
-
Citations
Citations to this article as recorded by- Fabrication of a Graphene/ZnO based p-n junction device and its ultraviolet photoresponse properties
Young-Tae Kwon, Sung-Oong Kang, Ji-Ae Cheon, Yoseb Song, Jong-Jin Lee, Yong-Ho Choa
Applied Surface Science.2017; 415: 2. CrossRef - Fabrication of Porous Polytetrafluoroethylene thin Film from Powder Dispersion-solution for Energy Nanogenerator Applications
Il-Kyu Park
Journal of Korean Powder Metallurgy Institute.2017; 24(2): 102. CrossRef - Morphology Control of ZnO Nanostructures by Surfactants During Hydrothermal Growth
Il-Kyu Park
Journal of Korean Powder Metallurgy Institute.2016; 23(4): 270. CrossRef - Fabrication of ZnO Nanorod/polystyrene Nanosphere Hybrid Nanostructures by Hydrothermal Method for Energy Generation Applications
Seong-Ho Baek, Il-Kyu Park
Journal of Korean Powder Metallurgy Institute.2015; 22(6): 391. CrossRef
- Fabrication of a Graphene/ZnO based p-n junction device and its ultraviolet photoresponse properties
- [English]
- Atomistic Simulation of Sintering Mechanism for Copper Nano-Powders
- Yujin Seong, Sungwon Hwang, See Jo Kim, Sungho Kim, Seong-Gon Kim, Hak Jun Kim, Seong Jin Park
- J Korean Powder Metall Inst. 2015;22(4):247-253. Published online August 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.4.247

- 2,048 View
- 14 Download
- 3 Citations
-
Abstract
PDF
The sintering mechanisms of nanoscale copper powders have been investigated. A molecular dynamics (MD) simulation with the embedded-atom method (EAM) was employed for these simulations. The dimensional changes for initial-stage sintering such as characteristic lengths, neck growth, and neck angle were calculated to understand the densification behavior of copper nano-powders. Factors affecting sintering such as the temperature, powder size, and crystalline misalignment between adjacent powders have also been studied. These results could provide information of setting the processing cycles and material designs applicable to nano-powders. In addition, it is expected that MD simulation will be a foundation for the multi-scale modeling in sintering process.
-
Citations
Citations to this article as recorded by- Mesoscale modelling of polymer powder densification due to thermal sintering
Amine Bahloul, Issam Doghri, Laurent Adam
Applied Mathematical Modelling.2023; 114: 408. CrossRef - Review of “Integrated Computer-Aided Process Engineering Session in the International Symposium on Innovation in Materials Processing (ISIMP, 26–29 October 2021)”
Hyunjoo Choi, Jungjoon Kim, Pil-Ryung Cha, Hyoung Seop Kim
MATERIALS TRANSACTIONS.2023; 64(10): 2542. CrossRef - Enhancement in electrical conductivity of pastes containing submicron Ag-coated Cu filler with palmitic acid surface modification
Eun Byeol Choi, Jong-Hyun Lee
Applied Surface Science.2017; 415: 67. CrossRef
- Mesoscale modelling of polymer powder densification due to thermal sintering
- [Korean]
- Fe-TiC Composite Powders Fabricated by Planetary Ball Mill Processing
- B. H. Lee, K. B. Ahn, S. W. Bae, S. W. Bae, H. X. Khoa, B. K. Kim, J. S. Kim
- J Korean Powder Metall Inst. 2015;22(3):208-216. Published online June 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.3.208
- 1,055 View
- 4 Download
- 5 Citations
-
Abstract
PDF
Fe-TiC composite powders are fabricated by planetary ball mill processing. Two kinds of powder mixtures are prepared from the starting materials of (a) (Fe, TiC) powders and (b) (Fe, TiH2, Carbon) powders. Milling speed (300, 500 and 700 rpm) and time (1, 2, and 3 h) are varied. For (Fe, TiH2, Carbon) powders, an
in situ reaction synthesis of TiC after the planetary ball mill processing is added to obtain a homogeneous distribution of ultrafine TiC particulates in Fe matrix. Powder characteristics such as particle size, size distribution, shape, and mixing homogeneity are investigated. In case of (Fe, TiC) powder many coarse TiC particulates with size of several μm are unevenly distributed in Fe-matrix. The composite powder prepared from (Fe, TiH2, C) powder mixture showed a homogeneous dispersion of ulatrafine TiC particulates.-
Citations
Citations to this article as recorded by- Abrasive Wear Performance of Spherical Hierarchical Structured TiC/High-Manganese Steel Composites
Tao He, Shengnian Zhao, Dehong Lu, Yehua Jiang, Mojin Zhou
Materials.2024; 18(1): 130. CrossRef - Effect of TiC particle size on high temperature oxidation behavior of TiC reinforced stainless steel
Yeong-Hwan Lee, Sungmin Ko, Hyeonjae Park, Donghyun Lee, Sangmin Shin, Ilguk Jo, Sang-Bok Lee, Sang-Kwan Lee, Yangdo Kim, Seungchan Cho
Applied Surface Science.2019; 480: 951. CrossRef - Effect of TiC addition on surface oxidation behavior of SKD11 tool steel composites
Seungchan Cho, Ilguk Jo, Heebong Kim, Hyuk-Tae Kwon, Sang-Kwan Lee, Sang-Bok Lee
Applied Surface Science.2017; 415: 155. CrossRef - Sintering of Fe-30 wt% TiC Composite Powders Fabricated from (Fe, TiH2, C) Powder Mixture
Byunghoon Lee, Ji Soon Kim
Journal of Korean Powder Metallurgy Institute.2015; 22(5): 356. CrossRef - Pressureless Sintering and Spark-Plasma Sintering of Fe-TiC Composite Powders
B. H. Lee, S. W. Bae, S. W. Bae, H. X. Khoa, J. S. Kim
journal of Korean Powder Metallurgy Institute.1970; 22(4): 283. CrossRef
- Abrasive Wear Performance of Spherical Hierarchical Structured TiC/High-Manganese Steel Composites
- [Korean]
- Investigation for Microstructure and Hardness of Welded Zone of Cu-Ni Alloy using W92-Ni-Fe Sintering Tool
- Tae-Jin Yoon, Sang-Won Park, Myung-Chang Kang, Joong-Suk Noh, Sung-Wook Chung, Chung-Yun Kang
- J Korean Powder Metall Inst. 2015;22(3):181-186. Published online June 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.3.181
- 917 View
- 2 Download
-
Abstract
PDF
In this study, the effect of the friction stir welding (FSW) was compared with that of the gas tungsten arc welding (GTAW) on the microstructure and microhardness of Cu-Ni alloy weldment. The weldment of 10 mm thickness was fabricated by FSW and GTAW, respectively. Both weldments were compared with each other by optical microstructure, microhardness test and grain size measurement. Results of this study suggest that the microhardness decreased from the base metal (BM) to the heat affected zone (HAZ) and increased at fusion zone (FZ) of GTAW and stir zone (SZ) of FSW. the minimum Hv value of both weldment was obtained at HAZ, respectively, which represents the softening zone, whereas Hv value of FSW weldment was little higher than that of GTAW weldment. These phenomena can be explained by the grain size difference between HAZs of each weldment. Grain size was increased at the HAZ during FSW and GTAW. Because FSW is a solid-state joining process obtaining the lower heat-input generated by rotating shoulder than heat generated in the arc of GTAW.
- [Korean]
- Machining Characteristics of Micro Structure using Single-Crystal Diamond Tool on Cu-plated Mold
- Chang-Eui Kim, Eun-chae Jeon, Tae-Jin Je, Myung Chang Kang
- J Korean Powder Metall Inst. 2015;22(3):169-174. Published online June 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.3.169
- 1,233 View
- 3 Download
- 2 Citations
-
Abstract
PDF
The optical film for light luminance improvement of back light unit that is used in light emitting diode/liquid crystal display and retro-reflective film is used as luminous sign consist of square and triangular pyramid structure pattern based on V-shape micro prism pattern. In this study, we analyzed machining characteristics of Cu-plated flat mold by shaping with diamond tool. First, cutting conditions were optimized as V-groove machining for the experiment of micro prism structure mold machining with prism pattern shape, cutting force and roughness. Second, the micro prism structure such as square and triangular pyramid pattern were machined by cross machining method with optimizing cutting conditions. Variation of Burr and chip shape were discussed by material properties and machining method.
-
Citations
Citations to this article as recorded by- Investigation of ultra-precision planing process to fabricate high luminance retroreflector based on cutting force and tool vibration analysis
Ji-Young Jeong, Jun Sae Han, Chung-Mo Kang, Eun-Ji Gwak, Doo-Sun Choi, Tae-Jin Je
Scientific Reports.2022;[Epub] CrossRef - Precision Cutting of the Molds of an Optical Functional Texture Film with a Triangular Pyramid Texture
Huang Li, Zhilong Xu, Jun Pi, Fei Zhou
Micromachines.2020; 11(3): 248. CrossRef
- Investigation of ultra-precision planing process to fabricate high luminance retroreflector based on cutting force and tool vibration analysis
- [English]
- Fabrication and Pore Characteristics of Cu Foam by Slurry Coating Process
- Dahee Park, Eun-Mi Jung, Sangsun Yang, Jung-Yeul Yun
- J Korean Powder Metall Inst. 2015;22(2):87-92. Published online April 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.2.87

- 1,587 View
- 9 Download
- 1 Citations
-
Abstract
PDF
Metallic porous materials have many interesting combinations of physical and geometrical properties with very low specific weight or high gas permeability. In this study, highly porous Cu foam is successfully fabricated by a slurry coating process. The Cu foam is fabricated specifically by changing the coating amount and the type of polyurethane foam used as a template. The processing parameters and pore characteristics are observed to identify the key parameters of the slurry coating process and the optimized morphological properties of the Cu foam. The pore characteristics of Cu foam are investigated by scanning electron micrographs and micro-CT analyzer, and air permeability of the Cu foam is measured by capillary flow porometer. We confirmed that the characteristics of Cu foam can be easily controlled in the slurry coating process by changing the microstructure, porosity, pore size, strut thickness, and the cell size. It can be considered that the fabricated Cu foams show tremendous promise for industrial application.
-
Citations
Citations to this article as recorded by- Preparation and comparative evolution of mechanical behavior of Fe and Fe2O3 foams and their polymer composites
Vemoori Raju, Roy Johnson, Asit Kumar Khanra
Journal of Alloys and Compounds.2018; 750: 71. CrossRef
- Preparation and comparative evolution of mechanical behavior of Fe and Fe2O3 foams and their polymer composites
- [Korean]
- Manufacturing of Cu Repair Coating Material Using the Kinetic Spray Process and Changes in the Microstructures and Properties by Heat Treatment
- Min-Gwang Jeon, Hyung-Jun Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2014;21(5):349-354. Published online October 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.5.349
- 1,066 View
- 2 Download
- 4 Citations
-
Abstract
PDF
This study is a basic research for repair material production which manufactured a Cu repair coating layer on the base material of a Cu plate using kinetic spray process. Furthermore, the manufactured material underwent an annealing heat treatment, and the changes of microstructure and macroscopic properties in the Cu repair coating layer and base material were examined. The powder feedstocks were sphere-shaped pure Cu powders with an average size of 27.7 μm. The produced repair coating material featured 600 μm thickness and 0.8% porosity, and it had an identical α-Cu single phase as the early powder. The produced Cu repair coating material and base material displayed extremely high adhesion characteristics that produced a boundary difficult to identify. Composition analysis confirmed that the impurities in the base material and repair coating material had no significant differences. Microstructure observation after a 500°C/1hr. heat treatment (vacuum condition) identified recovery, recrystallization and grain growth in the repair coating material and featured a more homogeneous microstructure. The hardness difference (ΔHv) between the repair coating material and base material significantly reduced from 87 to 34 after undergoing heat treatment.
-
Citations
Citations to this article as recorded by- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
Gi-Su Ham, Dong-Yeol Wi, Jun-Mo Yang, Kee-Ahn Lee
Journal of Thermal Spray Technology.2019; 28(8): 1974. CrossRef - High-temperature thermo-mechanical behavior of functionally graded materials produced by plasma sprayed coating: Experimental and modeling results
Kang Hyun Choi, Hyun-Su Kim, Chang Hyun Park, Gon-Ho Kim, Kyoung Ho Baik, Sung Ho Lee, Taehyung Kim, Hyoung Seop Kim
Metals and Materials International.2016; 22(5): 817. CrossRef - Fabrication and Microstructure/Properties of Bulk-typeTantalum Material by a Kinetic Spray Process
Ji-Hye Lee, Ji-Won Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 8. CrossRef - Effect of Heat Treatment Environment on the Microstructure and Properties of Kinetic Sprayed Tantalum Coating Layer
Ji-Hye Lee, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2015; 22(1): 32. CrossRef
- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
 First
First Prev
Prev

TOP
