
Search
- Page Path
- HOME > Search
- [Korean]
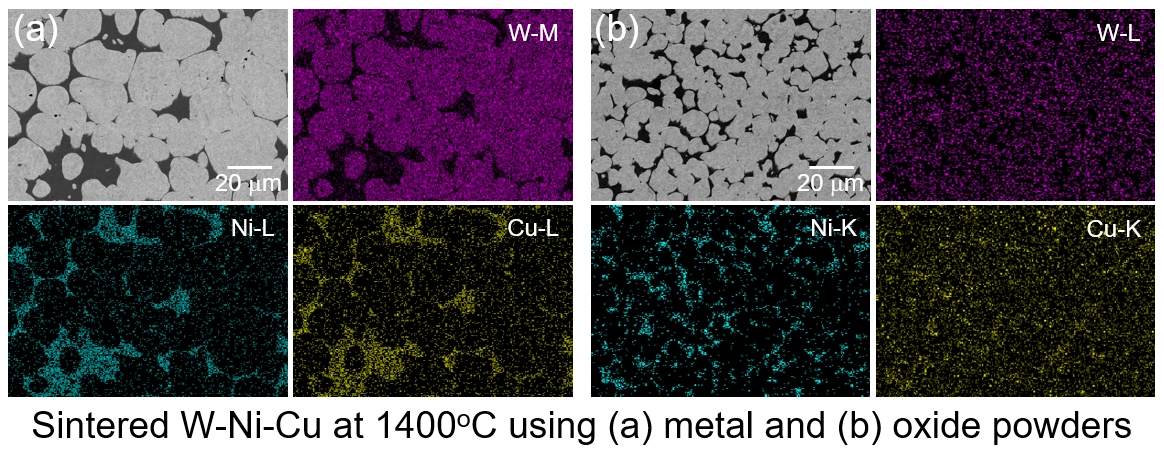
- Effect of Powder Preparation Method on the Microstructural Characteristics of Sintered W-7Ni-3Cu Heavy Alloy
- Youngmin Kim, Ji Young Kim, Minju Son, Wonyong Kwon, Eui Seon Lee, Sung-Tag Oh
- J Powder Mater. 2026;33(2):113-118. Published online April 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00038
- 978 View
- 11 Download
-
 Abstract
Abstract
 PDF
PDF - The effect of powder characteristics and sintering temperature on the properties of W-7Ni-3Cu is investigated. The heavy alloy powders were prepared by ball milling and hydrogen reduction of elemental metal or metal oxide powders. Microstructural analysis revealed that the powder mixtures reduced by hydrogen at 800oC consist of a trace amount of Ni4W phase along with the metal W phase and Ni-Cu solid solution. Additionally, compared to metal powder, the powder mixture using oxide as raw material exhibited a relatively fine particle size. The W-7Ni-3Cu alloys sintered using oxide powders had relative density of over 99%, whereas the specimens using metal powders as a raw material showed relatively low values of 87.8~98.2%. The Vickers hardness of the sintered specimens using oxide powder was 3.34–3.92 GPa, which was higher than that of 2.39–3.22 GPa measured when using metal powders. The observed results can be attributed to the relatively high density and the reduced grain size.
- [English]
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
- Jinwoo Seok, Jong Tae Kim, Juree Jung, Bin Lee, Junhee Han, Leeseung Kang
- J Powder Mater. 2026;33(1):13-21. Published online February 28, 2026
- DOI: https://doi.org/10.4150/jpm.2025.00500
- 1,556 View
- 24 Download
-
Abstract
PDF
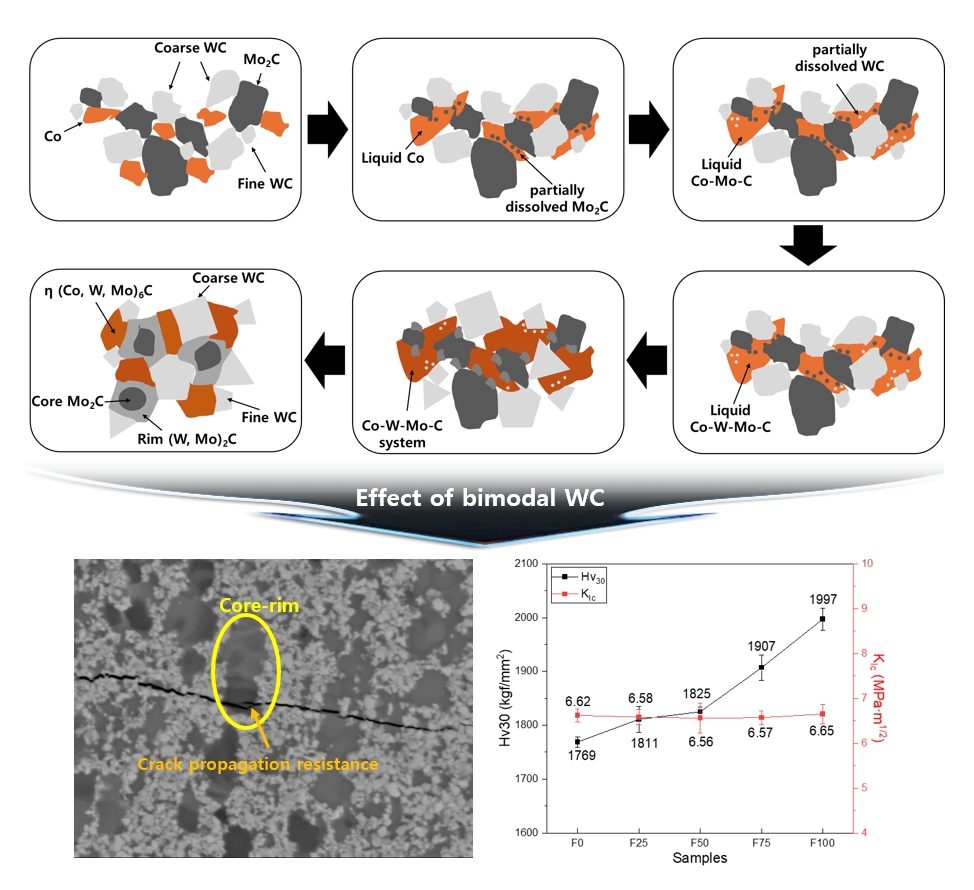
- In this study, the influence of bimodal WC particle size design on the microstructure and mechanical properties of WC–27 wt.% Mo₂C–10 wt.% Co cemented carbides was systematically investigated. Bimodal hard-phase designs were realized by combining ultrafine WC (300 nm) and coarse WC (1.8 μm) at various ratios, followed by consolidation via spark plasma sintering (SPS). During sintering, Mo₂C preferentially dissolved into the Co-rich liquid phase due to its higher solubility than WC, forming a Co–Mo–C liquid. During sintering progresses, ultrafine WC selectively dissolved owing to its high interfacial energy, gradually transforming the liquid composition into a Co–Mo–W–C system. Owing to the short holding time and rapid cooling rate of SPS, the η-phase (M₆C) formed during sintering remained metastable. Meanwhile, selective dissolution–reprecipitation resulted in the formation of Mo₂C-based core–rim structures with W enrichment in the rim region as (Mo, W)₂C. As the fraction of ultrafine WC increased, the hardness increased from 1769 to 1997 kgf/mm2, whereas the fracture toughness exhibited an insignificant difference from 6.56 to 6.65 MPa•m¹ᐟ². Fracture behavior analysis revealed that crack deflection and crack bridging occurred at the Mo₂C core–rim interfaces, effectively suppressing straight crack propagation. These results demonstrate that the introduction of ultrafine WC plays a dominant role in enhancing mechanical performance, and that bimodal WC design combined with Mo₂C addition is a highly effective strategy for developing high-performance cemented carbides for machining
- [Korean]
- Optimization of Mechanical Properties in WC–Mo₂C–Co Cemented Carbides via Dual Hard-Phase Based Heterogeneous Microstructure Design
- Jinwoo Seok, Jong Tae Kim, Juree Jung, SongYi Kim, Bin Lee, Junhee Han, Leeseung Kang
- J Powder Mater. 2025;32(5):428-436. Published online October 31, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00297
- 1,226 View
- 27 Download
- 1 Citations
-
Abstract
PDF
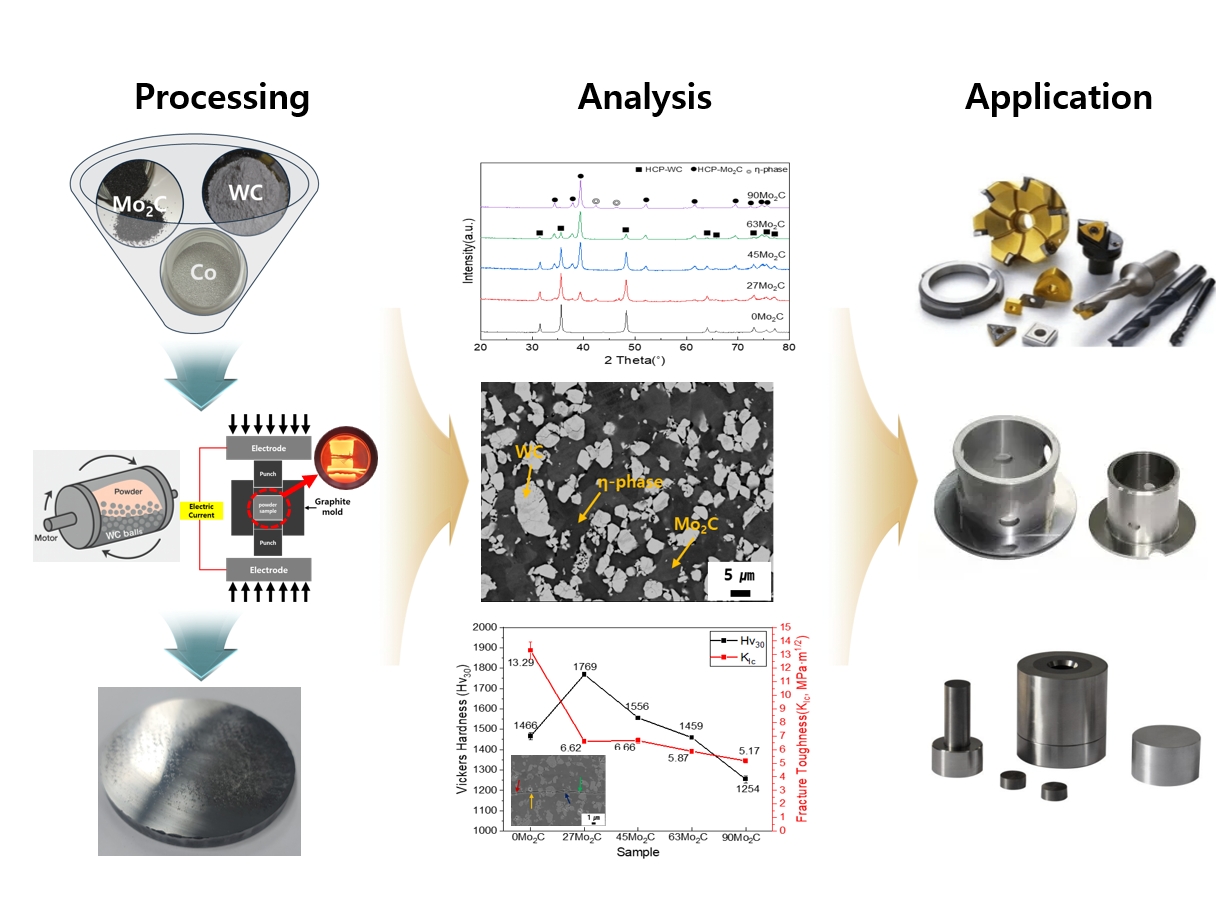
- WC–Mo₂C–Co cemented carbides were fabricated to investigate the effects of Mo₂C addition on microstructure and mechanical properties. Dual hard-phase design using WC and Mo₂C was employed to optimize the balance between hardness and toughness. Spark plasma sintering (SPS) was conducted at various temperatures after ball milling, and 1300 °C for 5 min was identified as the optimized sintering condition, achieving complete densification and phase stability. The addition of Mo₂C refined the microstructure by suppressing abnormal WC grain growth through preferential dissolution of Mo₂C into the Co binder. Hardness increased up to 1769 Hv30 due to grain refinement and solid-solution strengthening, while promoted η-phase formation and reduced fracture toughness.The 27Mo₂C composition exhibited the most balanced combination of hardness and toughness. These results demonstrate that controlled Mo₂C addition enables dual hard-phase strengthening and microstructure optimization in WC–Mo₂C–Co carbides for advanced cutting and forming applications.
-
Citations
Citations to this article as recorded by
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
Jinwoo Seok, Jong Tae Kim, Juree Jung, Bin Lee, Junhee Han, Leeseung Kang
Journal of Powder Materials.2026; 33(1): 13. CrossRef
- Effect of Bimodal WC Particle Size Distribution on the Mechanical Properties of WC–Mo2C–Co Cemented Carbides
- [Korean]
- Effect of Fe and Cr on ω Phase Formation in Metastable β-Ti Alloy
- Sun-Young Park, Young-Bum Chun
- J Powder Mater. 2025;32(4):354-360. Published online August 29, 2025
- DOI: https://doi.org/10.4150/jpm.2025.00220

- 1,574 View
- 25 Download
- 1 Citations
-
Abstract
PDF
- This study investigated the effects of Fe and Cr contents on ω phase formation and transformation during solution treatment and the subsequent aging process, for which four model alloys with varying Fe and Cr contents but keeping Mo equivalent of ~ 12.6 were prepared by plasma arc melting and fabricated into plates by hot forging followed by hot-rolling. The atherrmal ω phase was observed in all Ti alloys after solution treatment followed by water quenching through XRD and TEM analysis. The largest volume fraction of athermal ω phase is formed in Ti alloy with only Fe 4 wt.% among all Ti alloys, leading to the highest Vickers value due to hardening effect ω phase. It was found that not only Mo equivalent but also each characteristic of β stabilizing elements should be considered to understand a microstructure evolution and mechanical properties.
-
Citations
Citations to this article as recorded by- Cr-Fe ratio tunes phase stability and strength–ductility synergy in a novel metastable β titanium alloy
Zongyi Zhou, Cheng Qian, Lili Wang, Junyang Chen
Materials Letters.2026; 421: 141111. CrossRef
- Cr-Fe ratio tunes phase stability and strength–ductility synergy in a novel metastable β titanium alloy
- [Korean]
- High-Hardness Cemented Carbide With Nickel-Tungsten Alloy Binder
- Hanjung Kwon
- J Powder Mater. 2024;31(4):318-323. Published online August 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00227
- 1,323 View
- 28 Download
-
Abstract
PDF
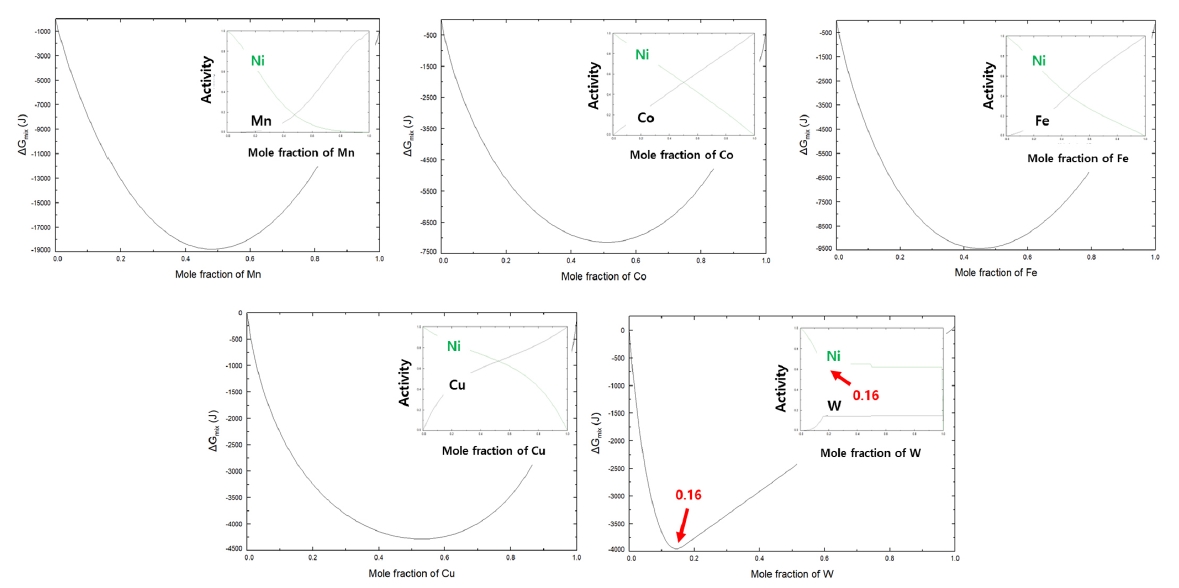
- Cemented carbide for cutting tools, which is composed of carbide as a hard phase and metallic component as a metallic phase, mainly uses cobalt as the metallic phase due to the excellent mechanical properties of cobalt. However, as the demand for machining difficult-to-machine materials such as titanium and carbon fiber-reinforced plastics has recently increased, the development of high-hardness cemented carbide is necessary and the replacement of cobalt metal with a high-hardness alloy is required. In this study, we would like to introduce high-hardness cemented carbide fabricated using nickel-tungsten alloy as the metallic phase. First, nickel-tungsten alloy powder of the composition for formation of intermetallic compound confirmed through thermodynamic calculations was synthesized, and cemented carbide was prepared through the sintering process of tungsten carbide and the synthesized alloy powder. Through evaluating the mechanical properties of high-hardness cemented carbide with the nickel-tungsten alloy binder, the possibility of producing high-hardness cemented carbide by using the alloys with high-hardness was confirmed.
- [English]
- Characterization of the Manufacturing Process and Mechanical Properties of CoCrFeMnNi High-Entropy Alloys via Metal Injection Molding and Hot Isostatic Pressing
- Eun Seong Kim, Jae Man Park, Do Won Lee, Hyojeong Ha, Jungho Choe, Jaemin Wang, Seong Jin Park, Byeong-Joo Lee, Hyoung Seop Kim
- J Powder Mater. 2024;31(3):243-254. Published online June 27, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00059
- 3,088 View
- 69 Download
- 1 Citations
-
Abstract
PDF
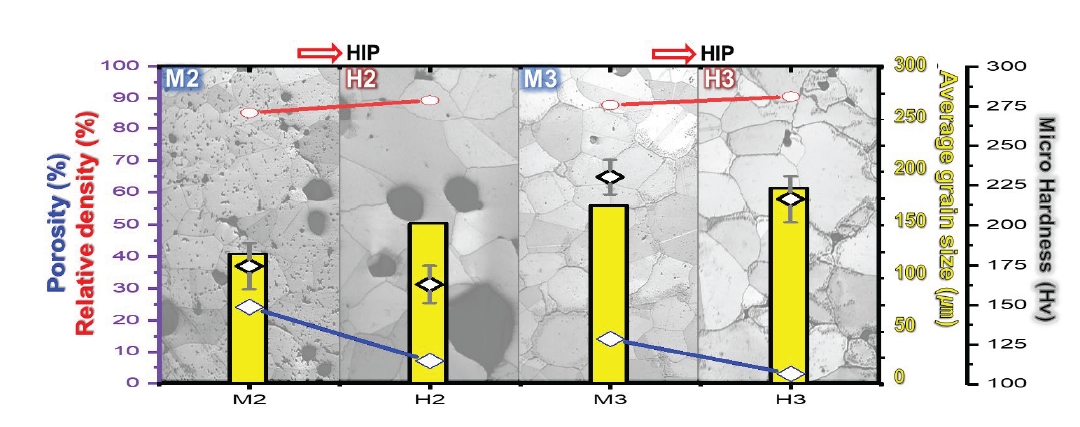
- High-entropy alloys (HEAs) have been reported to have better properties than conventional materials; however, they are more expensive due to the high cost of their main components. Therefore, research is needed to reduce manufacturing costs. In this study, CoCrFeMnNi HEAs were prepared using metal injection molding (MIM), which is a powder metallurgy process that involves less material waste than machining process. Although the MIM-processed samples were in the face-centered cubic (FCC) phase, porosity remained after sintering at 1200°C, 1250°C, and 1275°C. In this study, the hot isostatic pressing (HIP) process, which considers both temperature (1150°C) and pressure (150 MPa), was adopted to improve the quality of the MIM samples. Although the hardness of the HIP-treated samples decreased slightly and the Mn composition was significantly reduced, the process effectively eliminated many pores that remained after the 1275°C MIM process. The HIP process can improve the quality of the alloy.
-
Citations
Citations to this article as recorded by- Review on the impact of processing routes and external factors on phase formation and tribological properties of CoCrFeMnNi HEAs
Rituraj Chandrakar, Om Prakash, Anil Kumar, Ankur Jaiswal, Manish Kumar
Emergent Materials.2026;[Epub] CrossRef
- Review on the impact of processing routes and external factors on phase formation and tribological properties of CoCrFeMnNi HEAs
- [Korean]
- Effect of Hot Isostatic Pressing on the Stellite 6 Alloy prepared by Directed Energy Deposition
- Joowon Suh, Jae Hyeon Koh, Young-Bum Chun, Young Do Kim, Jinsung Jang, Suk Hoon Kang, Heung Nam Han
- J Powder Mater. 2024;31(2):152-162. Published online April 30, 2024
- DOI: https://doi.org/10.4150/jpm.2024.00066

- 2,555 View
- 51 Download
- 1 Citations
-
Abstract
PDF
- The directed energy deposited (DED) alloys show higher hardness values than the welded alloys due to the finer microstructure following the high cooling rate. However, defects such as microcracks, pores, and the residual stress are remained within the DED alloy. These defects deteriorate the wear behavior so post-processing such as heat treatment and hot isostatic pressing (HIP) are applied to DED alloys to reduce the defects. HIP was chosen in this study because the high pressure and temperature uniformly reduced the defects. The HIP is processed at 1150oC under 100 MPa for 4 hours. After HIP, microcracks are disappeared and porosity is reduced by 86.9%. Carbides are spherodized due to the interdiffusion of Cr and C between the dendrite and interdendrite region. After HIP, the nanohardness (GPa) of carbides increased from 11.1 to 12, and the Co matrix decreased from 8.8 to 7.9. Vickers hardness (HV) decreased by 18.9 % after HIP. The dislocation density (10-2/m2) decreased from 7.34 to 0.34 and the residual stress (MPa) changed from tensile 79 to a compressive -246 by HIP. This study indicates that HIP is effective in reducing defects, and the HIP DED Stellite 6 exhibits a higher HV than welded Stellite 6.
-
Citations
Citations to this article as recorded by- The Recycling Process and Powderization Technology of Stellite 6 Scrap: A Thermodynamic and Heat Transfer Analysis
YongKwan Lee, Hyun-chul Kim, Myungsuk Kim, Soong Ju Oh, Kyoungtae Park, JaeJin Sim
Journal of Powder Materials.2025; 32(4): 330. CrossRef
- The Recycling Process and Powderization Technology of Stellite 6 Scrap: A Thermodynamic and Heat Transfer Analysis
- [Korean]
- Effects of the Content of MgO Additive and Sintering Temperature on the Densification of Alumina Insulator
- Ri Joo Kim, Han Gyeol Jeong, Ye Ji Son, Sang Ki Ko, Hyun Seon Hong
- J Powder Mater. 2023;30(3):249-254. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.249
- 2,011 View
- 28 Download
- 1 Citations
-
Abstract
PDF
The influence of MgO addition on the densification and microstructure of alumina (Al2O3) was studied. Compacted alumina specimens were manufactured using ball-milling and one-directional pressing followed by sintering at temperatures below 1700oC. Relative density, shrinkage, hardness, and microstructure were investigated using analytical tools such as FE-SEM, EDS, and XRD. When the MgO was added up to 5.0 wt% and sintered at 1500°C and 1600°C, the relative density exhibited an average value of 97% or more at both temperatures. The maximum density of 99.2% was with the addition of 0.5 wt% MgO at 1500°C. Meanwhile, the specimens showed significantly lower density values when sintered at 1400°C than at 1500°C and 1600°C owing to the relatively low sintering temperature. The hardness and shrinkage data also showed a similar trend in the change in density, implying that the addition of approximately 0.5 wt% MgO can promote the densification of Al2O3. Studying the microstructure confirmed the uniformity of the sintered alumina. These results can be used as basic compositional data for the development of MgOcontaining alumina as high-dielectric insulators.
-
Citations
Citations to this article as recorded by- Hardness of Ultra-High-Density Alumina Fabricated using the Aerodynamic Levitation Process
Ye-Ji Son, Dong-Wook Kim, Seung-Wook Kim, Hyo-Min Kim, Hui-Woong Kang, Min-Yeong Ha, Dae-Yong Jeong
Korean Journal of Materials Research.2025; 35(9): 436. CrossRef
- Hardness of Ultra-High-Density Alumina Fabricated using the Aerodynamic Levitation Process
- [Korean]
- Application of Explainable Artificial Intelligence for Predicting Hardness of AlSi10Mg Alloy Manufactured by Laser Powder Bed Fusion
- Junhyub Jeon, Namhyuk Seo, Min-Su Kim, Seung Bae Son, Jae-Gil Jung, Seok-Jae Lee
- J Powder Mater. 2023;30(3):210-216. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.210
- 1,861 View
- 28 Download
-
Abstract
PDF
In this study, machine learning models are proposed to predict the Vickers hardness of AlSi10Mg alloys fabricated by laser powder bed fusion (LPBF). A total of 113 utilizable datasets were collected from the literature. The hyperparameters of the machine-learning models were adjusted to select an accurate predictive model. The random forest regression (RFR) model showed the best performance compared to support vector regression, artificial neural networks, and k-nearest neighbors. The variable importance and prediction mechanisms of the RFR were discussed by Shapley additive explanation (SHAP). Aging time had the greatest influence on the Vickers hardness, followed by solution time, solution temperature, layer thickness, scan speed, power, aging temperature, average particle size, and hatching distance. Detailed prediction mechanisms for RFR are analyzed using SHAP dependence plots.
- [Korean]
- Effect of Laser Beam Diameter on the Microstructure and Hardness of 17-4 PH Stainless Steel Additively Manufactured by Direct Energy Deposition
- Woo Hyeok Kim, UiJun Go, Jeoung Han Kim
- J Powder Mater. 2022;29(4):314-319. Published online August 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.4.314
- 1,440 View
- 10 Download
- 3 Citations
-
Abstract
PDF
The effect of the laser beam diameter on the microstructure and hardness of 17-4 PH stainless steel manufactured via the directed energy deposition process is investigated. The pore size and area fraction are much lower using a laser beam diameter of 1.0 mm compared with those observed using a laser beam diameter of 1.8 mm. Additionally, using a relatively larger beam diameter results in pores in the form of incomplete melting. Martensite and retained austenite are observed under both conditions. A smaller width of the weld track and overlapping area are observed in the sample fabricated with a 1.0 mm beam diameter. This difference appears to be mainly caused by the energy density based on the variation in the beam diameter. The sample prepared with a beam diameter of 1.0 mm had a higher hardness near the substrate than that prepared with a 1.8 mm beam diameter, which may be influenced by the degree of melt mixing between the 17-4 PH metal powder and carbon steel substrate.
-
Citations
Citations to this article as recorded by- Mechanical response and microstructural evolution of a composite joint fabricated by green laser dissimilar welding of VCoNi medium entropy alloy and 17-4PH stainless steel
Hadiseh Esmaeilpoor, Mahdi Aghaahmadi, Hyun Jong Yoo, Chan Woong Park, Tae Jin Jang, Seok Su Sohn, Jeoung Han Kim
Journal of Materials Science & Technology.2025; 213: 223. CrossRef - Laser additive manufacturing of ceramic reinforced titanium matrix composites: A review of microstructure, properties, auxiliary processes, and simulations
Yuzhou Zeng, Jiandong Wang, Xuanrui Liu, Yu Xue, Lang Tang, Yunxiang Tong, Fengchun Jiang
Composites Part A: Applied Science and Manufacturing.2024; 177: 107941. CrossRef - Study on the Elemental Diffusion Distance of a Pure Nickel Layer Additively Manufactured on 316H Stainless Steel
UiJun Ko, Won Chan Lee, Gi Seung Shin, Ji-Hyun Yoon, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(3): 220. CrossRef
- Mechanical response and microstructural evolution of a composite joint fabricated by green laser dissimilar welding of VCoNi medium entropy alloy and 17-4PH stainless steel
- [Korean]
- Improvement of the Mechanical Property and Corrosion Resistivity of the Ni-/Fe-based Hybrid Coating Layer using High-velocity Oxygen Fuel Spraying by Heat Treatment
- Jungjoon Kim, Yeonjoo Lee, Song-Yi Kim, Jong-Jae Lee, Jae-hun Kim, Seok-Jae Lee, Hyunkyu Lim, Min-Ha Lee, Hwi-Jun Kim, Hyunjoo Choi
- J Powder Mater. 2022;29(3):240-246. Published online June 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.3.240
- 1,311 View
- 6 Download
-
Abstract
PDF
Novel Ni- and Fe-based alloys are developed to impart improved mechanical properties and corrosion resistance. The designed alloys are manufactured as a powder and deposited on a steel substrate using a high-velocity oxygen-fuel process. The coating layer demonstrates good corrosion resistance, and the thus-formed passive film is beneficial because of the Cr contained in the alloy system. Furthermore, during low-temperature heat treatment, factors that deteriorate the properties and which may arise during high-temperature heat treatment, are avoided. For the heattreated coating layers, the hardness increases by up to 32% and the corrosion resistance improves. The influence of the heat treatment is investigated through various methods and is considered to enhance the mechanical properties and corrosion resistance of the coating layer.
- [Korean]
- A Study on Powder Size Dependence of Additive Manufactured AlCrFeNi HEA on Its Microstructure and Mechanical Properties
- Jong Woo Choi, Hae Jin Park, Gyeol Chan Kang, Min Seob Jung, Ki Tae Oh, Sung Hwan Hong, Hyun Gil Kim, Ki Buem Kim
- J Powder Mater. 2022;29(1):22-27. Published online February 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.1.22
- 1,164 View
- 6 Download
- 1 Citations
-
Abstract
PDF
Conventionally, metal materials are produced by subtractive manufacturing followed by melting. However, there has been an increasing interest in additive manufacturing, especially metal 3D printing technology, which is relatively inexpensive because of the absence of complicated processing steps. In this study, we focus on the effect of varying powder size on the synthesis quality, and suggest optimum process conditions for the preparation of AlCrFeNi high-entropy alloy powder. The SEM image of the as-fabricated specimens show countless, fine, as-synthesized powders. Furthermore, we have examined the phase and microstructure before and after 3D printing, and found that there are no noticeable changes in the phase or microstructure. However, it was determined that the larger the powder size, the better the Vickers hardness of the material. This study sheds light on the optimization of process conditions in the metal 3D printing field.
-
Citations
Citations to this article as recorded by- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
Eunhyo Song, Hansung Lee, Byungmin Ahn
Journal of Powder Materials.2025; 32(3): 254. CrossRef
- Fabrication and Alloying Behavior of Ultra-Lightweight AlTiCrVMg High-Entropy Alloy via Al-Mg Mutual Solubility and Sintering Control
- [Korean]
- Fabrication and Characteristics of YSZ-TiC Ceramics Composite by Using Hot Pressing
- Jae-Hyung Choi, Ji-Young Choi, Seongwon Kim
- J Korean Powder Metall Inst. 2021;28(5):381-388. Published online October 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.5.381
- 2,260 View
- 3 Download
- 1 Citations
-
Abstract
PDF
Zirconia has excellent mechanical properties, such as high fracture toughness, wear resistance, and flexural strength, which make it a candidate for application in bead mills as milling media as well as a variety of components. In addition, enhanced mechanical properties can be attained by adding oxide or non-oxide dispersing particles to zirconia ceramics. In this study, the densification and mechanical properties of YSZ-TiC ceramic composites with different TiC contents and sintering temperatures are investigated. YSZ - x vol.% TiC (x=10, 20, 30) system is selected as compositions of interest. The mixed powders are sintered using hot pressing (HP) at different temperatures of 1300, 1400, and 1500°C. The densification behavior and mechanical properties of sintered ceramics, such as hardness and fracture toughness, are examined.
-
Citations
Citations to this article as recorded by- Phase Formation and Mechanical Property of YSZ‒30 vol.% WC Composite Ceramics Fabricated by Hot Pressing
Jin-Kwon Kim, Jae-Hyeong Choi, Nahm Sahn, Sung-Soo Ryu, Seongwon Kim
journal of Korean Powder Metallurgy Institute.2023; 30(5): 409. CrossRef
- Phase Formation and Mechanical Property of YSZ‒30 vol.% WC Composite Ceramics Fabricated by Hot Pressing
- [Korean]
- Effect of Spray Angle the on Microstructure and Mechanical Properties of Y2O3 Coating Layer Manufactured by Atmospheric Plasma Spray Process
- Yu-Jin Hwang, Kyoung-Wook Kim, Ho-Young Lee, Sik-Chol Kwon, Kee Ahn Lee
- J Korean Powder Metall Inst. 2021;28(4):310-316. Published online August 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.4.310
- 2,072 View
- 52 Download
- 5 Citations
-
Abstract
PDF
The effects of different spray angles (90°, 85°, 80°) on the microstructure and mechanical properties of a Y2O3 coating layer prepared using the atmospheric plasma spray (APS) process were studied. The powders employed in this study had a spherical shape and included a cubic Y2O3 phase. The APS coating layer exhibited the same phase as the powders. Thickness values of the coating layers were 90°: 203.7 ± 8.5 μm, 85°: 196.4 ± 9.6 μm, and 80°: 208.8 ± 10.2 μm, and it was confirmed that the effect of the spray angle on the thickness was insignificant. The porosities were measured as 90°: 3.9 ± 0.85%, 85°: 11.4 ± 2.3%, and 80°: 12.7 ± 0.5%, and the surface roughness values were 90°: 5.9 ± 0.3 μm, 85°: 8.5 ± 1.1 μm, and 80°: 8.5 ± 0.4 μm. As the spray angle decreased, the porosity increased, but the surface roughness did not show a significant difference. Vickers hardness measurements revealed values of 90°: 369.2 ± 22.3, 85°: 315.8 ± 31.4, and 80°: 267.1 ± 45.1 HV. It was found that under the condition of a 90° angle with the lowest porosity exhibited the best hardness value. Based on the aforementioned results, an improved method for the APS Y2O3 coating layer was also discussed.
-
Citations
Citations to this article as recorded by- The Effect of In Situ Laser-Assisted Plasma Spraying on the Plasma Etching Resistance of Yttrium Oxide Coating
Xutao Zhao, Tian Xie, Panpan Zhang, Zhehe Yao, Qunli Zhang, Jiake Deng, Yongfeng Sui, Jianhua Yao
Coatings.2024; 14(11): 1427. CrossRef - Investigation of contamination particles generation and surface chemical reactions on Al2O3, Y2O3, and YF3 coatings in F-based plasma
Jongho So, Minjoong Kim, Hyuksung Kwon, Seonjeong Maeng, Eunmi Choi, Chin-Wook Chung, Ju-Young Yun
Applied Surface Science.2023; 629: 157367. CrossRef - Cleaning Effect of Atmospheric-Plasma-Sprayed Y2O3 Coating Using Piranha Solution Based on Contamination Particle Measurement
Hyuksung Kwon, Minjoong Kim, Jongho So, Seonjeong Maeng, Jae-Soo Shin, Ju-Young Yun
Coatings.2023; 13(3): 653. CrossRef - The effect of powder particle size on the corrosion behavior of atmospheric plasma spray-Y2O3 coating: Unraveling the corrosion mechanism by fluorine-based plasma
Minjoong Kim, Eunmi Choi, Dongjin Lee, Jungpil Seo, Tae-Sun Back, Jongho So, Ju-Young Yun, Song-Moon Suh
Applied Surface Science.2022; 606: 154958. CrossRef - The Effect of Powder Particle Size on the Corrosion Behavior of Atmospheric Plasma Spray-Y2o3 Coating: Unraveling the Corrosion Mechanism by Fluorine-Based Plasma
Minjoong Kim, Eunmi Choi, Dongjin Lee, Jungpil Seo, Tae Sun Back, Jongho So, Ju-Young Yun, Song-Moon Suh
SSRN Electronic Journal .2022;[Epub] CrossRef
- The Effect of In Situ Laser-Assisted Plasma Spraying on the Plasma Etching Resistance of Yttrium Oxide Coating
- [Korean]
- Microstructure and Mechanical Property of Ti-Mn-Cu Alloys with Magnetic Pulsed Compaction
- Ye Jun Yun, Chun Woong Park, Won June Choi, Jongmin Byun
- J Korean Powder Metall Inst. 2021;28(1):20-24. Published online February 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.1.20
- 1,165 View
- 7 Download
-
Abstract
PDF
Ti-based alloys are widely used in biomaterials owing to their excellent biocompatibility. In this study, Ti- Mn-Cu alloys are prepared by high-energy ball milling, magnetic pulsed compaction, and pressureless sintering. The microstructure and microhardness of the Ti-Mn-Cu alloys with variation of the Cu addition and compaction pressure are analyzed. The correlation between the composition, compaction pressure, and density is investigated by measuring the green density and sintered density for samples with different compositions, subjected to various compaction pressures. For all compositions, it is confirmed that the green density increases proportionally as the compaction pressure increases, but the sintered density decreases owing to gas formation from the pyrolysis of TiH2 powders and reduction of oxides on the surface of the starting powders during the sintering process. In addition, an increase in the amount of Cu addition changes the volume fractions of the α-Ti and β-Ti phases, and the microstructure of the alloys with different compositions also changes. It is demonstrated that these changes in the phase volume fraction and microstructure are closely related to the mechanical properties of the Ti-Mn-Cu alloys.
- [Korean]
- Mechanical Properties and Thermal Stability of Ti0.5Al0.5N/CrN Nano-multilayered Coatings
- Seung-Su Ahn, Jong-Keuk Park, Kyung-Sik Oh, Tai-Joo Chung
- J Korean Powder Metall Inst. 2020;27(5):406-413. Published online October 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.5.406

- 764 View
- 2 Download
-
Abstract
PDF
Ti0.5Al0.5N/CrN nano-multilayers, which are known to exhibit excellent wear resistances, were prepared using the unbalanced magnetron sputter for various periods of 2–7 nm. Ti0.5Al0.5N and CrN comprised a cubic structure in a single layer with different lattice parameters; however, Ti0.5Al0.5N/CrN exhibited a cubic structure with the same lattice parameters that formed the superlattice in the nano-multilayers. The Ti0.5Al0.5/CrN multilayer with a period of 5.0 nm exceeded the hardness of the Ti0.5Al0.5N/CrN single layer, attaining a value of 36 GPa. According to the low-angle X-ray diffraction, the Ti0.5Al0.5N/CrN multilayer maintained its as-coated structure up to 700°C and exhibited a hardness of 32 GPa. The thickness of the oxidation layer of the Ti0.5Al0.5N/CrN multilayered coating was less than 25% of that of the single layers. Thus, the Ti0.5Al0.5N/CrN multilayered coating was superior in terms of hardness and oxidation resistance as compared to its constituent single layers.
- [Korean]
- A Study on the Mechanical Properties of Al2O3 Cutting Tools by DLP-based 3D Printing
- Hyun-Been Lee, Hye-Ji Lee, Kyung-Ho Kim, Kyung-Min Kim, Sung-Soo Ryu, Yoonsoo Han
- J Korean Powder Metall Inst. 2019;26(6):508-514. Published online December 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.6.508
- 1,571 View
- 8 Download
- 2 Citations
-
Abstract
PDF
In the development of advanced ceramic tools, material improvements and design freedom are critical in improving tool performance. However, in the die press molding method, many factors limit tool design and make it difficult to develop innovative advanced tools. Ceramic 3D printing facilitates the production of prototype samples for advanced tool development and the creation of complex tooling products. Furthermore, it is possible to respond to mass production requirements by reflecting the needs of the tool industry, which can be characterized by small quantities of various products. However, many problems remain in ensuring the reliability of ceramic tools for industrial use. In this study, alumina inserts, a representative ceramic tool, was manufactured using the digital light process (DLP), a 3D printing method. Alumina inserts prepared by 3D printing are pressurelessly sintered under the same conditions as coupon-type specimens prepared by press molding. After sintering, a hot isostatic pressing (HIP) treatment is performed to investigate the effects of relative density and microstructure changes on hardness and fracture toughness. Alumina inserts prepared by 3D printing show lower relative densities than coupon specimens prepared by powder molding but indicate similar hardness and higher fracture toughness values.
-
Citations
Citations to this article as recorded by- A Study on Fabrication of PCD Endmill Holder using PBF Additive Manufacturing Technology
Min-Woo Sa, Ho-Min Son, Kyung-Hwan Park, Sang-Geun Lee, Dae-Ho Shin, Dong-Gyu Kim
Journal of the Korean Society of Manufacturing Process Engineers.2024; 23(6): 124. CrossRef - Vat photopolymerization-based 3D printing of complex-shaped and high-performance Al2O3 ceramic tool with chip-breaking grooves: Cutting performance and wear mechanism
Haidong Wu, Wei Liu, Yuerui Xu, Lifu Lin, Yehua Li, Shanghua Wu
Journal of Asian Ceramic Societies.2023; 11(1): 159. CrossRef
- A Study on Fabrication of PCD Endmill Holder using PBF Additive Manufacturing Technology
- [Korean]
- Fabrication of Nb-Si-B Alloys Using the Pulverized Nb-T2 Alloy Powder
- Min-Ho Cho, Sung-Jun Kim, Hyun-Ji Kang, Sung-Tag Oh, Young Do Kim, Seong Lee, Myung Jin Suk
- J Korean Powder Metall Inst. 2019;26(4):299-304. Published online August 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.4.299
- 1,144 View
- 6 Download
-
Abstract
PDF
Nb-Si-B alloys with Nb-rich compositions are fabricated by spark plasma sintering for high-temperature structural applications. Three compositions are selected: 75 at% Nb (Nb0.7), 82 at% Nb (Nb1.5), and 88 at% Nb (Nb3), the atomic ratio of Si to B being 2. The microstructures of the prepared alloys are composed of Nb and T2 phases. The T2 phase is an intermetallic compound with a stoichiometry of Nb5Si3-xBx (0 ≤ x ≤ 2). In some previous studies, Nb-Si-B alloys have been prepared by spark plasma sintering (SPS) using Nb and T2 powders (SPS 1). In the present work, the same alloys are prepared by the SPS process (SPS 2) using Nb powders and hypereutectic alloy powders with composition 67at%Nb-22at%Si-11at%B (Nb67). The Nb67 alloy powders comprise T2 and eutectic (T2 + Nb) phases. The microstructures and hardness of the samples prepared in the present work have been compared with those previously reported; the samples prepared in this study exhibit finer and more uniform microstructures and higher hardness.
- [English]
- Modeling the Density and Hardness of AA2024-SiC Nanocomposites
- A-Hyun Jeon, Hong In Kim, Hyokyung Sung, N. S. Reddy
- J Korean Powder Metall Inst. 2019;26(4):275-281. Published online August 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.4.275
- 1,464 View
- 6 Download
-
Abstract
PDF
An artificial neural network (ANN) model is developed for the analysis and simulation of correlation between flake powder metallurgy parameters and properties of AA2024-SiC nanocomposites. The input parameters of the model are AA 2024 matrix size, ball milling time, and weight percentage of SiC nanoparticles and the output parameters are density and hardness. The model can predict the density and hardness of the unseen test data with a correlation of 0.986 beyond the experimental data. A user interface is designed to predict properties at new instances. We have used the model to simulate the individual as well as the combined influence of parameters on the properties. Moreover, we have analyzed the calculated results from the powder metallurgical point of view. The developed model can be used as a guide for further composite development.
- [Korean]
- Hardness and Microstructure evolution of SUS630 Stainless steel Fabricated by Directed Energy Deposition
- Seong Eun Back, Kyung-Ho Noh, Jin Yong Park, Yong Ju Cho, Jeoung Han Kim
- J Korean Powder Metall Inst. 2018;25(3):220-225. Published online June 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.3.220
- 1,953 View
- 21 Download
- 6 Citations
-
Abstract
PDF
The microstructure and mechanical characteristics of SUS630 specimens fabricated using the direct energy deposition (DED) process are investigated. In DED, several process parameters such as laser scan speed, chamber gas flow, powder carrier gas flow, and powder feed rate are kept fixed; the laser power is changed as 150 W, 180 W, and 210 W. As the laser power increases, the surface becomes smooth, the thickness uniformity improves, and the size and number of pores decreases. With the increase in laser power, the hardness deviation decreases and the average hardness increases. The microstructure of the material is columnar; pores are formed preferentially along the columnar interface. The lath-martensite phase governs the overall microstructure. The volumetric fraction of the retained austenite phase is measured to increase with the increase of laser input power.
-
Citations
Citations to this article as recorded by- Recent Advances in Process Parameter Effects on Microstructure, and Mechanical Properties in Directed Energy Deposition: A Review
Milad Ala, Weiwei Liu
Archives of Computational Methods in Engineering.2026;[Epub] CrossRef - Optimization of Additive Manufacturing of Precipitation Hardening Type STS630 by DED (Direct Energy Deposition) Process
Yongjae Kwon, SeongSeon Shin, SangEun Joo, JongHoon Lee, JunHo Hwang, HyunDeok Kim
Journal of Welding and Joining.2021; 39(6): 590. CrossRef - Effects of pre- and post-repair heat treatments on microstructure and tensile behaviors of 630 stainless steel repaired by metal additive manufacturing
Do Sik Shim, Hyub Lee, Yong Son, Wook Jin Oh
Journal of Materials Research and Technology.2021; 13: 980. CrossRef - Solution annealing and precipitation hardening effect on the mechanical properties of 630 stainless steel fabricated via laser melting deposition
Wook Jin Oh, Yong Son, Seung Yeong Cho, Seung Weon Yang, Gwang Yong Shin, Do Sik Shim
Materials Science and Engineering: A.2020; 794: 139999. CrossRef - Spheroidization of Pure-vanadium Powder using Radio Frequency Thermal Plasma Process
Nana Kwabena Adomako, Seungmin Yang, Min Gyu Lee, N. S. Reddy, Jeoung-Han Kim
Journal of Korean Powder Metallurgy Institute.2019; 26(4): 305. CrossRef - Joint Properties of Stainless Steel and Titanium Alloys Additive Manufactured on Medium Entropy Alloys
Chan Woong Park, Nana Kwabena Adomako, Min Gyu Lee, Jeoung Han Kim
Journal of Korean Powder Metallurgy Institute.2019; 26(4): 319. CrossRef
- Recent Advances in Process Parameter Effects on Microstructure, and Mechanical Properties in Directed Energy Deposition: A Review
- [Korean]
- Phase Formation and Physical Properties of SiAlON Ceramics Fabricated by Gas-Pressure Reactive Sintering
- Soyul Lee, Jae-Hyeong Choi, Yoonsoo Han, Sung-Min Lee, Seongwon Kim
- J Korean Powder Metall Inst. 2017;24(6):431-436. Published online December 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.6.431
- 1,325 View
- 9 Download
-
Abstract
PDF
SiAlON-based ceramics are some of the most typical oxynitride ceramic materials, which can be used as cutting tools for heat-resistant super-alloys (HRSA). SiAlON can be fabricated by using gas-pressure reactive sintering from the raw materials, nitrides and oxides such as Si3N4, AlN, Al2O3, and Yb2O3. In this study, we fabricate Ybm/3Si12-(m+n)Alm+nOnN16-n (m=0.3, n=1.9, 2.3, 2.7) ceramics by using gas-pressure sintering at different sintering temperatures. Then, the densification behavior, phase formation, microstructure, and hardness of the sintered specimens are characterized. We obtain a fully densified specimen with β- SiAlON after gas-pressure sintering at 1820°C for 90 min. under 10 atm N2 pressure. These SiAlON ceramic materials exhibited hardness values of ~92.9 HRA. The potential of these SiAlON ceramics for cutting tool application is also discussed.
- [Korean]
- Manufacturing of Ni-Cr-B-Si + WC/12Co Composite Coating Layer Using Laser Cladding Process and its Mechanical Properties
- Gi-Su Ham, Chul-O Kim, Soon-Hong Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2017;24(5):370-376. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.370

- 1,083 View
- 3 Download
- 2 Citations
-
Abstract
PDF
In this study we manufacture a Ni-Cr-B-Si +WC/12Co composite coating layer on a Cu base material using a laser cladding (LC) process, and investigate the microstructural and mechanical properties of the LC coating and Ni electroplating layers (reference material). The initial powder used for the LC coating layer is a powder feedstock with an average particle size of 125 μm. To identify the microstructural and mechanical properties, OM, SEM, XRD, room and high temperature hardness, and wear tests are implemented. Microstructural observation of the initial powder and LC coating layer confirm the layer is composed mainly of γ-Ni phases and WC and Cr23C6 carbides. The measured hardness of the LC coating and Ni electroplating layers are 653 and 154 Hv, respectively. The hardness measurement from room up to high temperatures of 700°C result in a hardness decrease as the temperature increases, but the hardness of the LC coating layer is higher for all temperature conditions. Room temperature wear results show that the wear loss of the LC coating layer is 1/12 of the wear level of the Ni electroplating layer. The measured bond strength is also greater in the LC coating than the Ni electroplating.
-
Citations
Citations to this article as recorded by- Microstructure and Room Temperature Wear Properties of a Ni-Cr-B-Si-C Coating Layer Manufactured by the Laser Cladding Process
Tae-Hoon Kang, Kyu-Sik Kim, Soon-Hong Park, Kee-Ahn Lee
Korean Journal of Metals and Materials.2018; 56(6): 423. CrossRef - Microstructural and Wear Properties of WC-based and Cr3C2-based Cermet Coating Materials Manufactured with High Velocity Oxygen Fuel Process
Yeon-Ji Kang, Gi-Su Ham, Hyung-Jun Kim, Sang-Hoon Yoon, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(5): 408. CrossRef
- Microstructure and Room Temperature Wear Properties of a Ni-Cr-B-Si-C Coating Layer Manufactured by the Laser Cladding Process
- [English]
- Spark Plasma Sintering of Fe-Ni-Cu-Mo-C Low Alloy Steel Powder
- Hong-Hai Nguyen, Minh-Thuyet Nguyen, Won Joo Kim, Ho Yoon Kim, Sung Gye Park, Jin-Chun Kim
- J Korean Powder Metall Inst. 2016;23(3):207-212. Published online June 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.3.207

- 2,123 View
- 10 Download
- 4 Citations
-
Abstract
PDF
In this study, Fe-Cu-Ni-Mo-C low alloy steel powder is consolidated by spark plasma sintering (SPS) process. The internal structure and the surface fracture behavior are studied using field-emission scanning electron microscopy and optical microscopy techniques. The bulk samples are polished and etched in order to observe the internal structure. The sample sintered at 900°C with holding time of 10 minutes achieves nearly full density of 98.9% while the density of the as-received conventionally sintered product is 90.3%. The fracture microstructures indicate that the sample prepared at 900°C by the SPS process is hard to break out because of the presence of both grain boundaries and internal particle fractures. Moreover, the lamellar pearlite structure is also observed in this sample. The samples sintered at 1000 and 1100°C exhibit a large number of tiny particles and pores due to the melting of Cu and aggregation of the alloy elements during the SPS process. The highest hardness value of 296.52 HV is observed for the sample sintered at 900°C with holding time of 10 minutes.
-
Citations
Citations to this article as recorded by- Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties
Liang Yan, Biao Yan, Yin Jian
Materials.2022; 15(4): 1603. CrossRef - Effect of Milling Time and Addition of PCA on Austenite Stability of Fe-7%Mn Alloy
Seung-Jin Oh, In-Jin Shon, Seok-Jae Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(2): 126. CrossRef - Sintering and Microstructures of SUS 316L Powder Produced by 3D Printing Process
W.J. Kim, H.-H. Nguyen, H.Y. Kim, M.-T. Nguyen, H.S. Park, J.-C. Kim
Archives of Metallurgy and Materials.2017; 62(2): 1215. CrossRef - Fabrication and Mechanical Property of Fe-20Cu-1C Compacts by SPS process with Different Heating Rate
Jung-Han Ryu, Soo-Sik Shin, Byung-Rok Ryu, Kyung-Sik Kim, Jun-Ho Jang, Ik-Hyun Oh, Kap-Tae Kim, Hyun-Kuk Park
Journal of Korean Powder Metallurgy Institute.2017; 24(4): 302. CrossRef
- Fabrication of Fe-Si-B Based Amorphous Powder Cores by Spark Plasma Sintered and Their Magnetic Properties
- [Korean]
- Microstructure Characterization of Nb-Si-B alloys Prepared by Spark Plasma Sintering Process
- Sang-Hwan Kim, Nam-Woo Kim, Young-Keun Jeong, Sung-Tag Oh, Young Do Kim, Seong Lee, Myung Jin Suk
- J Korean Powder Metall Inst. 2015;22(6):426-431. Published online December 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.6.426
- 1,403 View
- 3 Download
- 5 Citations
-
Abstract
PDF
Microstructural examination of the Nb-Si-B alloys at Nb-rich compositions is performed. The Nb-rich corner of the Nb-Si-B system is favorable in that the constituent phases are Nb (ductile and tough phase with high melting temperature) and T2 phase (very hard intermetallic compound with favorable oxidation resistance) which are good combination for high temperature structural materials. The samples containing compositions near Nb-rich corner of the Nb- Si-B ternary system are prepared by spark plasma sintering (SPS) process using T2 and Nb powders. T2 bulk phase is made in arc furnace by melting the Nb slug and the Si-B powder compact. The T2 bulk phase was subsequently ballmilled to powders. SPS is performed at 1300°C and 1400°C, depending on the composition, under 30 MPa for 600s, to produce disc-shaped specimen with 15 mm in diameter and 3 mm high. Hardness tests (Rockwell A-scale and micro Vickers) are carried out to estimate the mechanical property.
-
Citations
Citations to this article as recorded by- Fabrication of Nb-Si-B Alloys Using the Pulverized Nb-T2 Alloy Powder
Min-Ho Cho, Sung-Jun Kim, Hyun-Ji Kang, Sung-Tag Oh, Young Do Kim, Seong Lee, Myung Jin Suk
Journal of Korean Powder Metallurgy Institute.2019; 26(4): 299. CrossRef - Mechanical properties of Mo-Nb-Si-B quaternary alloy fabricated by powder metallurgical method
Jong Min Byun, Su-Ryong Bang, Se Hoon Kim, Won June Choi, Young Do Kim
International Journal of Refractory Metals and Hard Materials.2017; 65: 14. CrossRef - Mechanical properties of Mo-Si-B alloys fabricated by using core-shell powder with dispersion of yttria nanoparticles
Jong Min Byun, Su-Ryong Bang, Won June Choi, Min Sang Kim, Goo Won Noh, Young Do Kim
Metals and Materials International.2017; 23(1): 170. CrossRef - Fabrication of Ta2O5 Dispersion-Strengthened Mo-Si-B Alloy by Powder Metallurgical Method
Jong Min Byun, Won June Choi, Su-Ryong Bang, Chun Woong Park, Young Do Kim
JOM.2017; 69(4): 683. CrossRef - Rapid consolidation of nanostuctured WC-FeAl3 by pulsed current activated heating and its mechanical properties
In-Jin Shon, Seok-Jae Lee
International Journal of Refractory Metals and Hard Materials.2017; 65: 69. CrossRef
- Fabrication of Nb-Si-B Alloys Using the Pulverized Nb-T2 Alloy Powder
- [Korean]
- Investigation for Microstructure and Hardness of Welded Zone of Cu-Ni Alloy using W92-Ni-Fe Sintering Tool
- Tae-Jin Yoon, Sang-Won Park, Myung-Chang Kang, Joong-Suk Noh, Sung-Wook Chung, Chung-Yun Kang
- J Korean Powder Metall Inst. 2015;22(3):181-186. Published online June 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.3.181
- 1,077 View
- 2 Download
-
Abstract
PDF
In this study, the effect of the friction stir welding (FSW) was compared with that of the gas tungsten arc welding (GTAW) on the microstructure and microhardness of Cu-Ni alloy weldment. The weldment of 10 mm thickness was fabricated by FSW and GTAW, respectively. Both weldments were compared with each other by optical microstructure, microhardness test and grain size measurement. Results of this study suggest that the microhardness decreased from the base metal (BM) to the heat affected zone (HAZ) and increased at fusion zone (FZ) of GTAW and stir zone (SZ) of FSW. the minimum Hv value of both weldment was obtained at HAZ, respectively, which represents the softening zone, whereas Hv value of FSW weldment was little higher than that of GTAW weldment. These phenomena can be explained by the grain size difference between HAZs of each weldment. Grain size was increased at the HAZ during FSW and GTAW. Because FSW is a solid-state joining process obtaining the lower heat-input generated by rotating shoulder than heat generated in the arc of GTAW.
- [English]
- Spark Plasma Sintering of Stainless Steel Powders Fabricated by High Energy Ball Milling
- Si Young Chang, Sung-Tag Oh, Myung-Jin Suk, Chan Seok Hong
- J Korean Powder Metall Inst. 2014;21(2):97-101. Published online April 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.2.97

- 1,646 View
- 9 Download
- 1 Citations
-
Abstract
PDF
The 304 stainless steel powders were prepared by high energy ball milling and subsequently sintered by spark plasma sintering, and the microstructural characteristics and micro-hardness were investigated. The initial size of the irregular shaped 304 stainless steel powders was approximately 42 μm. After high energy ball milling at 800 rpm for 5h, the powders became spherical with a size of approximately 2 μm, and without formation of reaction compounds. From TEM analysis, it was confirmed that the as-milled powders consisted of the aggregates of the nano-sized particles. As the sintering temperature increased from 1073K to 1573K, the relative density and micro-hardness of sintered sample increased. The sample sintered at 1573K showed the highest relative density of approximately 95% and a micro-hardness of 550 Hv.
-
Citations
Citations to this article as recorded by- Investigating molybdenum’s sulphur scavenging ability for MoS2 formation in preventing pitting corrosion of stainless steels
Kai Xiang Kuah, Daniel J. Blackwood
npj Materials Degradation.2023;[Epub] CrossRef
- Investigating molybdenum’s sulphur scavenging ability for MoS2 formation in preventing pitting corrosion of stainless steels
- [Korean]
- Planar Shock Wave Compaction of Oxidized Copper Nano Powders using High Speed Collision and Its Mechanical Properties
- Dong-Hyun Ahn, Wooyeol Kim, Lee Ju Park, Hyoung Seop Kim
- J Korean Powder Metall Inst. 2014;21(1):39-43. Published online February 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.1.39
- 1,226 View
- 1 Download
- 2 Citations
-
Abstract
PDF
Bulk nanostructured copper was fabricated by a shock compaction method using the planar shock wave generated by a single gas gun system. Nano sized powders, average diameter of 100 nm, were compacted into the capsule and target die, which were designed to eliminate the effect of undesired shock wave, and then impacted with an aluminum alloy target at 400 m/s. Microstructure and mechanical properties of the shock compact specimen were analyzed using an optical microscope (OM), scanning electron microscope (SEM), and micro indentation. Hardness results showed low values (approximately 45~80 Hv) similar or slightly higher than those of conventional coarse grained commercial purity copper. This result indicates the poor quality of bonding between particles. Images from OM and SEM also confirmed that no strong bonding was achieved between them due to the insufficient energy and surface oxygen layer of the powders.
-
Citations
Citations to this article as recorded by- Compressibility of hierarchic-architectured agglomerates of hydrogen-reduced copper nanopowders
Dong-Hyun Ahn, Wooyeol Kim, Eun Yoo Yoon, Hyoung Seop Kim
Journal of Materials Science.2016; 51(1): 82. CrossRef - Analysis of the Change in Microstructures of Nano Copper Powders During the Hydrogen Reduction using X-ray Diffraction Patterns and Transmission Electron Microscope, and the Mechanical Property of Compacted Powders
Dong-Hyun Ahn, Dong Jun Lee, Wooyeol Kim, Lee Ju Park, Hyoung Seop Kim
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 207. CrossRef
- Compressibility of hierarchic-architectured agglomerates of hydrogen-reduced copper nanopowders
 First
First Prev
Prev

TOP
