
Search
- Page Path
- HOME > Search
- [Korean]
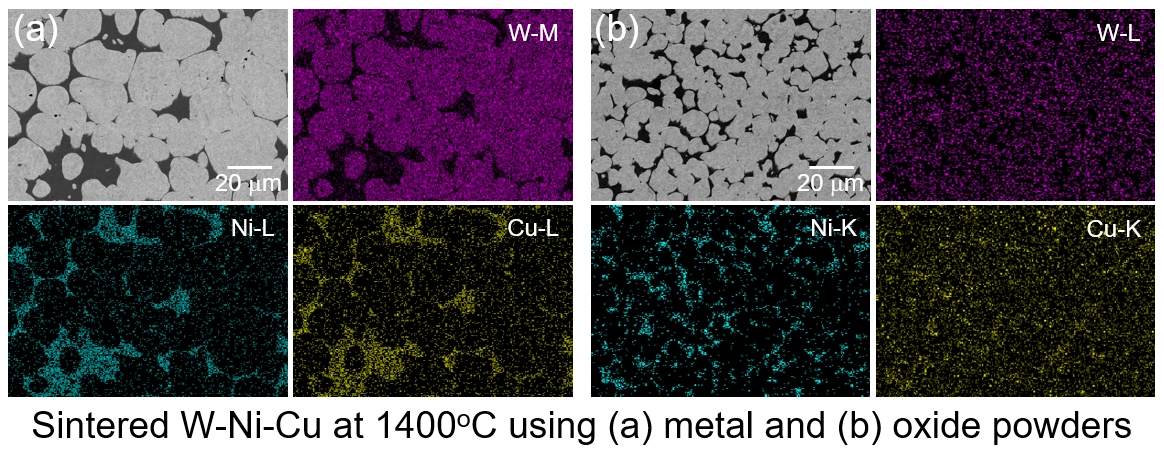
- Effect of Powder Preparation Method on the Microstructural Characteristics of Sintered W-7Ni-3Cu Heavy Alloy
- Youngmin Kim, Ji Young Kim, Minju Son, Wonyong Kwon, Eui Seon Lee, Sung-Tag Oh
- J Powder Mater. 2026;33(2):113-118. Published online April 30, 2026
- DOI: https://doi.org/10.4150/jpm.2026.00038
- 978 View
- 11 Download
-
 Abstract
Abstract
 PDF
PDF - The effect of powder characteristics and sintering temperature on the properties of W-7Ni-3Cu is investigated. The heavy alloy powders were prepared by ball milling and hydrogen reduction of elemental metal or metal oxide powders. Microstructural analysis revealed that the powder mixtures reduced by hydrogen at 800oC consist of a trace amount of Ni4W phase along with the metal W phase and Ni-Cu solid solution. Additionally, compared to metal powder, the powder mixture using oxide as raw material exhibited a relatively fine particle size. The W-7Ni-3Cu alloys sintered using oxide powders had relative density of over 99%, whereas the specimens using metal powders as a raw material showed relatively low values of 87.8~98.2%. The Vickers hardness of the sintered specimens using oxide powder was 3.34–3.92 GPa, which was higher than that of 2.39–3.22 GPa measured when using metal powders. The observed results can be attributed to the relatively high density and the reduced grain size.
- [Korean]
- Effect of Pressure on Densification and Transmittance of ZnS in HIP Process
- In-He Gwon, Gun-Eik Jang
- J Korean Powder Metall Inst. 2021;28(4):325-330. Published online August 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.4.325
- 1,300 View
- 10 Download
-
Abstract
PDF
In this study, a ZnS film of 8-mm thickness was prepared on graphite using a hot-wall-type CVD technique. The ZnS thick film was then hot isostatically pressed under different pressures (125–205 MPa) in an argon atmosphere. The effects of pressure were systematically studied in terms of crystallographic orientation, grain size, density, and transmittance during the HIP process. X-ray diffraction pattern analysis revealed that the preferred (111) orientation was well developed after a pressure of 80 MPa was applied during the HIP process. A high transmittance of 61.8% in HIPZnS was obtained under the optimal conditions (1010°C, 205MPa, 6 h) as compared with a range of approximately 10% for the CVD-ZnS thick film under a 550-nm wavelength. In addition, the main cause of the improvement in transmittance was determined to be the disappearance of the scattering factor due to grain growth and the increase in density.
- [Korean]
- Effect of Change in Open Porosity as a Function of Uniaxial Molding Pressure on Density Improvement After Impregnation
- Sang-Min Lee, Sang-Hye Lee, Jae-Seung Roh
- J Korean Powder Metall Inst. 2021;28(1):7-12. Published online February 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.1.7

- 2,132 View
- 30 Download
- 3 Citations
-
Abstract
PDF
The change in the open porosity of bulk graphite as a function of the uniaxial molding pressure during manufacturing is studied using artificial graphite powder. Subsequently, the graphite is impregnated to determine the effect of the open porosity on the impregnation efficiency and to improve the density of the final bulk graphite. Bulk graphite is manufactured with different uniaxial molding pressures after mixing graphite powder, which is the by-product of processing the final graphite products and phenolic resin. The bulk density and open porosity are measured using the Archimedes method. The bulk density and open porosity of bulk graphite increase as the molding pressure increases. The open porosity of molded bulk graphite is 25.35% at 30 MPa and 29.84% at 300 MPa. It is confirmed that the impregnation efficiency increases when the impregnation process is performed on a specimen with large open porosity. In this study, the bulk density of bulk graphite molded at 300 MPa is 11.06% higher than that before impregnation, which is the highest reported increase. Therefore, it is expected that the higher the uniaxial pressure, the higher the density of bulk graphite.
-
Citations
Citations to this article as recorded by
- Improving the packing and mechanical properties of graphite blocks by controlling filler particle-size distribution
Hye in Hwang, Ji Hong Kim, Ji Sun Im
Advanced Composite Materials.2024; 33(5): 762. CrossRef - Effect of Pressure and Holding Time during Compression Molding on Mechanical Properties and Microstructure of Coke-Pitch Carbon Blocks
Sun-Ung Gwon, Sang-Hye Lee, U-Sang Youn, Jae-Seung Roh
Applied Sciences.2024; 14(2): 772. CrossRef - Correlation between Pitch Impregnation Pressure and Pore Sizes of Graphite Block
Changkyu Kim, Woong Kwon, Moon Hee Lee, Jong Seok Woo, Euigyung Jeong
Materials.2022; 15(2): 561. CrossRef
- Improving the packing and mechanical properties of graphite blocks by controlling filler particle-size distribution
- [English]
- Fabrication of FeCuNi alloy by mechanical alloying followed by consolidation using high-pressure torsion
- Peyman Asghari-Rad, Yongju Kim, Nhung Thi-Cam Nguyen, Hyoung Seop Kim
- J Korean Powder Metall Inst. 2020;27(1):1-7. Published online February 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.1.1
- 2,258 View
- 10 Download
- 3 Citations
-
Abstract
PDF
In this research, a new medium-entropy alloy with an equiatomic composition of FeCuNi was designed using a phase diagram (CALPHAD) technique. The FeCuNi MEA was produced from pure iron, copper, and nickel powders through mechanical alloying. The alloy powders were consolidated via a high-pressure torsion process to obtain a rigid bulk specimen. Subsequently, annealing treatment at different conditions was conducted on the four turn HPT-processed specimen. The microstructural analysis indicates that an ultrafine-grained microstructure is achieved after post-HPT annealing, and microstructural evolutions at various stages of processing were consistent with the thermodynamic calculations. The results indicate that the post-HPT-annealed microstructure consists of a dual-phase structure with two FCC phases: one rich in Cu and the other rich in Fe and Ni. The kernel average misorientation value decreases with the increase in the annealing time and temperature, indicating the recovery of HPT-induced dislocations.
-
Citations
Citations to this article as recorded by- High-pressure torsion of face-centered cubic multi-principal element alloys: Nanostructuring and its influence on properties
Avanish Kumar Chandan, Kaushal Kishore, Megumi Kawasaki, Terence G. Langdon, Jenő Gubicza
Progress in Materials Science.2026; 158: 101620. CrossRef - Severe plastic deformation of powder-metallurgy CrMnFeCoNi alloy: Microstructure evolution and deformation mechanisms
Laxman Bhatta, Benji Roush, Tamara D. Koledin, Joshua D. Norton, Si-Yeon Lee, Jae-il Jang, Melissa K. Santala, Klaus-Dieter Liss, Megumi Kawasaki
Journal of Materials Science: Metallurgy.2026;[Epub] CrossRef - Effects of nickel content and annealing temperature on the magnetic characteristics of nanostructured FeCu alloys
Abderrahmane Younes
Journal of Materials Science: Materials in Electronics.2024;[Epub] CrossRef
- High-pressure torsion of face-centered cubic multi-principal element alloys: Nanostructuring and its influence on properties
- [Korean]
- Effects of Sintering Additives on the Thermal and Mechanical Properties of AlN by Pressureless Sintering
- Jin Uk Hwang, So Youn Mun, Sang Yong Nam, Hwan Soo Dow
- J Korean Powder Metall Inst. 2019;26(5):395-404. Published online October 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.5.395
- 3,133 View
- 66 Download
- 1 Citations
-
Abstract
PDF
Aluminum nitride (AlN) has excellent electrical insulation property, high thermal conductivity, and a low thermal expansion coefficient; therefore, it is widely used as a heat sink, heat-conductive filler, and heat dissipation substrate. However, it is well known that the AlN-based materials have disadvantages such as low sinterability and poor mechanical properties. In this study, the effects of addition of various amounts (1-6 wt.%) of sintering additives Y2O3 and Sm2O3 on the thermal and mechanical properties of AlN samples pressureless sintered at 1850°C in an N2 atmosphere for a holding time of 2 h are examined. All AlN samples exhibit relative densities of more than 97%. It showed that the higher thermal conductivity as the Y2O3 content increased than the Sm2O3 additive, whereas all AlN samples exhibited higher mechanical properties as Sm2O3 content increased. The formation of secondary phases by reaction of Y2O3, Sm2O3 with oxygen from AlN lattice influenced the thermal and mechanical properties of AlN samples due to the reaction of the oxygen contents in AlN lattice.
-
Citations
Citations to this article as recorded by- Effects of YH2 addition on pressureless sintered AlN ceramics
Liang Wang, Wei-Ming Guo, Peng-Fei Sheng, Li-Fu Lin, Xiao Zong, Shang-Hua Wu
Journal of the European Ceramic Society.2023; 43(3): 862. CrossRef
- Effects of YH2 addition on pressureless sintered AlN ceramics
- [Korean]
- Fabrication of Molybdenum Alloys with Improved Fracture Toughness through the Dispersion of Lanthanum Oxide
- Won June Choi, Chun Woong Park, Jung Hyo Park, Young Do Kim, Jongmin Byun
- J Korean Powder Metall Inst. 2019;26(3):208-213. Published online June 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.3.208
- 1,167 View
- 1 Download
- 3 Citations
-
Abstract
PDF
In this study, lanthanum oxide (La2O3) dispersed molybdenum (Mo–La2O3) alloys are fabricated using lanthanum nitrate solution and nanosized Mo particles produced by hydrogen reduction of molybdenum oxide. The effect of La2O3 dispersion in a Mo matrix on the fracture toughness at room temperature is demonstrated through the formation behavior of La2O3 from the precursor and three-point bending test using a single-edge notched bend specimen. The relative density of the Mo–0.3La2O3 specimen sintered by pressureless sintering is approximately 99%, and La2O3 with a size of hundreds of nanometers is uniformly distributed in the Mo matrix. It is also confirmed that the fracture toughness is 19.46 MPa·m1/2, an improvement of approximately 40% over the fracture toughness of 13.50 MPa·m1/2 on a pure-Mo specimen without La2O3, and this difference in the fracture toughness occurs because of the changes in fracture mode of the Mo matrix caused by the dispersion of La2O3.
-
Citations
Citations to this article as recorded by- Sintering densification kinetics and microstructural-property evolution of ultrafine molybdenum powders
Qianjun Zhang, Boliang Hu, Jia Li, Xinrui Zhao, Ke Yang, Shefeng Yi, Hairui Xing, Zhenqi Shi, Fan Yang, Ping Hu, Kuaishe Wang
International Journal of Refractory Metals and Hard Materials.2026; 138: 107738. CrossRef - Sintering property of micro/nano core-shell molybdenum powder synthesized by mechanochemical process
Chun Woong Park, Heeyeon Kim, Won Hee Lee, Wonjune Choi, Jongmin Byun, Young Do Kim
International Journal of Refractory Metals and Hard Materials.2024; 119: 106532. CrossRef - Novel design of Mo-Si-B + La2O3 powder with multi-shell structure for ideal microstructure and enhanced mechanical property
Wonjune Choi, Chun Woong Park, Young Do Kim, Jongmin Byun
International Journal of Refractory Metals and Hard Materials.2024; 120: 106611. CrossRef
- Sintering densification kinetics and microstructural-property evolution of ultrafine molybdenum powders
- [Korean]
- Fabrication of Molybdenum Silicide-based Composites with Uniformly Dispersed Silicon Carbide
- Won June Choi, Chun Woong Park, Young Do Kim, Jong Min Byun
- J Korean Powder Metall Inst. 2018;25(5):402-407. Published online October 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.5.402
- 728 View
- 3 Download
-
Abstract
PDF
Molybdenum silicide has gained interest for high temperature structural applications. However, poor fracture toughness at room temperatures and low creep resistance at elevated temperatures have hindered its practical applications. This study uses a novel powder metallurgical approach applied to uniformly mixed molybdenum silicidebased composites with silicon carbide. The degree of powder mixing with different ball milling time is also demonstrated by Voronoi diagrams. Core-shell composite powder with Mo nanoparticles as the shell and β-SiC as the core is prepared via chemical vapor transport. Using this prepared core-shell composite powder, the molybdenum silicide-based composites with uniformly dispersed β-SiC are fabricated using pressureless sintering. The relative density of the specimens sintered at 1500°C for 10 h is 97.1%, which is similar to pressure sintering owing to improved sinterability using Mo nanoparticles.
- [Korean]
- Phase Formation and Physical Properties of SiAlON Ceramics Fabricated by Gas-Pressure Reactive Sintering
- Soyul Lee, Jae-Hyeong Choi, Yoonsoo Han, Sung-Min Lee, Seongwon Kim
- J Korean Powder Metall Inst. 2017;24(6):431-436. Published online December 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.6.431
- 1,325 View
- 9 Download
-
Abstract
PDF
SiAlON-based ceramics are some of the most typical oxynitride ceramic materials, which can be used as cutting tools for heat-resistant super-alloys (HRSA). SiAlON can be fabricated by using gas-pressure reactive sintering from the raw materials, nitrides and oxides such as Si3N4, AlN, Al2O3, and Yb2O3. In this study, we fabricate Ybm/3Si12-(m+n)Alm+nOnN16-n (m=0.3, n=1.9, 2.3, 2.7) ceramics by using gas-pressure sintering at different sintering temperatures. Then, the densification behavior, phase formation, microstructure, and hardness of the sintered specimens are characterized. We obtain a fully densified specimen with β- SiAlON after gas-pressure sintering at 1820°C for 90 min. under 10 atm N2 pressure. These SiAlON ceramic materials exhibited hardness values of ~92.9 HRA. The potential of these SiAlON ceramics for cutting tool application is also discussed.
- [English]
- Dispersion Behavior and Size Analysis of Thermally Purified High Pressure-high Temperature Synthesized Nanodiamond Particles
- Hansang Kwon, Jehong Park, Marc Leparoux
- J Korean Powder Metall Inst. 2017;24(3):216-222. Published online June 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.3.216

- 2,119 View
- 4 Download
- 1 Citations
-
Abstract
PDF
Synthesized monocrystalline nanodiamond (nD) particles are heat-treated at various temperatures to produce highly structured diamond crystals. The heat-treated nDs show different weight loss ratios during thermogravimetric analysis. The crystallinities of the heat-treated nDs are analyzed using Raman spectroscopy. The average particle sizes of the heat-treated nDs are measured by a dynamic light scattering (DLS) system and direct imaging observation methods. Moreover, individual dispersion behaviors of the heat-treated nD particles are investigated based on ultrasonic dispersion methods. The average particle sizes of the dispersed nDs according to the two different measurement methods show very similar size distributions. Thus, it is possible to produce highly crystallized nD powder particles by a heattreatment process, and the nD particles are relatively easy to disperse individually without any dispersant. The heattreated nDs can lead to potential applications such as in nanocomposites, quantum dots, and biomedical materials.
-
Citations
Citations to this article as recorded by- Two extreme crystal size scales of diamonds, large single crystal and nanocrystal diamonds: Synthesis, properties and their mutual transformation
Yang Wang, Wei-hua Wang, Shi-lin Yang, Guo-yang Shu, Bing Dai, Jia-qi Zhu
New Carbon Materials.2021; 36(3): 512. CrossRef
- Two extreme crystal size scales of diamonds, large single crystal and nanocrystal diamonds: Synthesis, properties and their mutual transformation
- [Korean]
- Effect of Diamond Particle Size on the Thermal Shock Property of High Pressure High Temperature Sintered Polycrystalline Diamond Compact
- Ji-Won Kim, Min-Seok Baek, Hee-Sub Park, Jin-Hyeon Cho, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2016;23(5):364-371. Published online October 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.5.364

- 1,702 View
- 14 Download
- 6 Citations
-
Abstract
PDF
This study investigates the thermal shock property of a polycrystalline diamond compact (PDC) produced by a high-pressure, high-temperature (HPHT) sintering process. Three kinds of PDCs are manufactured by the HPHT sintering process using different particle sizes of the initial diamond powders: 8-16 μm (D50 = 4.3 μm), 10-20 μm (D50 = 6.92 μm), and 12-22 μm (D50 = 8.94 μm). The microstructure observation results for the manufactured PDCs reveal that elemental Co and W are present along the interface of the diamond particles. The fractions of Co and WC in the PDC increase as the initial particle size decreases. The manufactured PDCs are subjected to thermal shock tests at two temperatures of 780°C and 830°C. The results reveal that the PDC with a smaller particle size of diamond easily produces microscale thermal cracks. This is mainly because of the abundant presence of Co and WC phases along the diamond interface and the easy formation of Co-based (CoO, Co3O4) and W-based (WO2) oxides in the PDC using smaller diamond particles. The microstructural factors for controlling the thermal shock property of PDC material are also discussed.
-
Citations
Citations to this article as recorded by- From abrasion to spallation: Stress-dependent transition of wear mechanisms in polycrystalline diamond governed by grain architecture
Di Xu, Lifen Deng, Xiwei Cui, Shuai Hou, Jialin Li, Xiaoling Li, Nan Jiang
Diamond and Related Materials.2026; 163: 113417. CrossRef - Effects of initial diamond particle size on the comprehensive mechanical properties of PDC
Xueqi Wang, Jianbo Tu, Baochang Liu
Ceramics International.2025; 51(8): 10433. CrossRef - High-impact-resistant polycrystalline diamond compact cutters with double working layers
Xueqi Wang, Jianbo Tu, Baochang Liu
Diamond and Related Materials.2025; 152: 111906. CrossRef - The Influence of the Binder Phase on the Properties of High-Pressure Sintered Diamond Polycrystals or Composites for Cutting Tool Applications
Lucyna Jaworska
Materials.2025; 18(3): 634. CrossRef - HPHT sintering and performance investigation of PDC with different interfacial geometry substrates for trimodal diamond particle size
Jianbo Tu, Xueqi Wang, Haibo Zhang, Baochang Liu
Ceramics International.2024; 50(11): 19074. CrossRef - HPHT sintering and performance investigation of PDC with high stacking density by dual particle size diamond formulations
Jianbo Tu, Xueqi Wang, Baochang Liu
International Journal of Refractory Metals and Hard Materials.2024; 124: 106802. CrossRef
- From abrasion to spallation: Stress-dependent transition of wear mechanisms in polycrystalline diamond governed by grain architecture
- [English]
- Fabrication of Sintered Compact of Fe-TiB2 Composites by Pressureless Sintering of (FeB+TiH2) Powder Mixture
- Xuan-Khoa Huynh, Ji Soon Kim
- J Korean Powder Metall Inst. 2016;23(4):282-286. Published online August 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.4.282
- 1,579 View
- 1 Download
- 3 Citations
-
Abstract
PDF
A sintered body of TiB2-reinforced iron matrix composite (Fe-TiB2) is fabricated by pressureless-sintering of a mixture of titanium hydride (TiH2) and iron boride (FeB) powders. The powder mixture is prepared in a planetary ball-mill at 700 rpm for 3 h and then pressurelessly sintered at 1300, 1350 and 1400°C for 0-2 h. The optimal sintering temperature for high densities (above 95% relative density) is between 1350 and 1400°C, where the holding time can be varied from 0.25 to 2 h. A maximum relative density of 96.0% is obtained from the (FeB+TiH2) powder compacts sintered at 1400°C for 2 h. Sintered compacts have two main phases of Fe and TiB2 along with traces of TiB, which seems to be formed through the reaction of TiB2 formed at lower temperatures during the heating stage with the excess Ti that is intentionally added to complete the reaction for TiB2 formation. Nearly fully densified sintered compacts show a homogeneous microstructure composed of fine TiB2 particulates with submicron sizes and an Fe-matrix. A maximum hardness of 71.2 HRC is obtained from the specimen sintered at 1400°C for 0.5 h, which is nearly equivalent to the HRC of conventional WC-Co hardmetals containing 20 wt% Co.
-
Citations
Citations to this article as recorded by- Optimizing the Microstructure and Properties of Fe–Ni–Cu–Mo–C Sintered Steel by TiB2
Zenglin Liu, Yankang Wang, Weilong Lu, Feng Liu, Wei Han, Wuqiang He
Science of Advanced Materials.2024; 16(6): 707. CrossRef - Effect of Ce Addition on the As-Cast and As-Forged Microstructure of Fe-TiB2 Composites
Lin Zhang, Jianwen Gao, Minghao Huang, Engang Wang
JOM.2019; 71(11): 4144. CrossRef - Microstructure, mechanical, and tribological properties of pressureless sintered and spark plasma sintered Fe TiB2 nanocomposites
Hak-Rae Cho, Ji-Soon Kim, Koo-Hyun Chung
Tribology International.2019; 131: 83. CrossRef
- Optimizing the Microstructure and Properties of Fe–Ni–Cu–Mo–C Sintered Steel by TiB2
- [Korean]
- Sintering of Fe-30 wt% TiC Composite Powders Fabricated from (Fe, TiH2, C) Powder Mixture
- Byunghoon Lee, Ji Soon Kim
- J Korean Powder Metall Inst. 2015;22(5):356-361. Published online October 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.5.356
- 1,404 View
- 3 Download
- 3 Citations
-
Abstract
PDF
Fe-30 wt% TiC composite powders are fabricated by in situ reaction synthesis after planetary ball milling of (Fe, TiH2, Carbon) powder mixture. Two sintering methods of a pressureless sintering and a spark-plasma sintering are tested to densify the Fe-30 wt% TiC composite powder compacts. Pressureless sintering is performed at 1100, 1200 and 1300°C for 1-3 hours in a tube furnace under flowing argon gas atmosphere. Spark-plasma sintering is carried out under the following condition: sintering temperature of 1050°C, soaking time of 10 min, sintering pressure of 50 MPa, heating rate of 50°C/min, and in a vacuum of 0.1 Pa. The curves of shrinkage and its derivative (shrinkage rate) are obtained from the data stored automatically during sintering process. The densification behaviors are investigated from the observation of fracture surface and cross-section of the sintered compacts. The pressureless-sintered powder compacts are not densified even after sintering at 1300°C for 3 h, which shows a relative denstiy of 66.9%. Spark-plasma sintering at 1050°C for 10 min exhibits nearly full densification of 99.6% relative density under the sintering pressure of 50 MPa.
-
Citations
Citations to this article as recorded by- Abrasive Wear Performance of Spherical Hierarchical Structured TiC/High-Manganese Steel Composites
Tao He, Shengnian Zhao, Dehong Lu, Yehua Jiang, Mojin Zhou
Materials.2024; 18(1): 130. CrossRef - Effect of TiC particle size on high temperature oxidation behavior of TiC reinforced stainless steel
Yeong-Hwan Lee, Sungmin Ko, Hyeonjae Park, Donghyun Lee, Sangmin Shin, Ilguk Jo, Sang-Bok Lee, Sang-Kwan Lee, Yangdo Kim, Seungchan Cho
Applied Surface Science.2019; 480: 951. CrossRef - Effect of TiC addition on surface oxidation behavior of SKD11 tool steel composites
Seungchan Cho, Ilguk Jo, Heebong Kim, Hyuk-Tae Kwon, Sang-Kwan Lee, Sang-Bok Lee
Applied Surface Science.2017; 415: 155. CrossRef
- Abrasive Wear Performance of Spherical Hierarchical Structured TiC/High-Manganese Steel Composites
- [Korean]
- Pressureless Sintering and Spark-Plasma Sintering of Fe-TiC Composite Powders
- B. H. Lee, S. W. Bae, S. W. Bae, H. X. Khoa, J. S. Kim
- J Korean Powder Metall Inst. 2015;22(4):283-288. Published online August 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.4.283

- 1,142 View
- 1 Download
- 1 Citations
-
Abstract
PDF
Two sintering methods of a pressureless sintering and a spark-plasma sintering are tested to densify the Fe- TiC composite powders which are fabricated by high-energy ball-milling. A powder mixture of Fe and TiC is prepared in a planetary ball mill at a rotation speed of 500 rpm for 1h. Pressureless sintering is performed at 1100, 1200 and 1300°C for 1-3 hours in a tube furnace under flowing argon gas atmosphere. Spark-plasma sintering is carried out under the following condition: sintering temperature of 1050°C, soaking time of 10 min, sintering pressure of 50 MPa, heating rate of 50°C, and in a vacuum of 0.1 Pa. The curves of shrinkage and its derivative (shrinkage rate) are obtained from the data stored automatically during sintering process. The densification behaviors are investigated from the observation of fracture surface and cross-section of the sintered compacts. The pressureless-sintered powder compacts show incomplete densification with a relative denstiy of 86.1% after sintering at 1300°C for 3h. Spark-plasma sintering at 1050°C for 10 min exhibits nearly complete densification of 98.6% relative density under the sintering pressure of 50 MPa.
-
Citations
Citations to this article as recorded by- Experimental investigation on thermal behaviour of copper-added P/M iron materials at different sintering temperatures
T. K. Kandavel, S. Dhasarathy
Australian Journal of Mechanical Engineering.2021; 19(1): 57. CrossRef
- Experimental investigation on thermal behaviour of copper-added P/M iron materials at different sintering temperatures
- [Korean]
- Effect of Molding Pressure on the Microstructure and Wear Resistance Property of Polycrystalline Diamond Compact
- Ji-Won Kim, Hee-Sub Park, Jin-Hyeon Cho, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2015;22(3):203-207. Published online June 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.3.203
- 1,255 View
- 7 Download
- 2 Citations
-
Abstract
PDF
This study investigated the microstructure and wear resistance property of HPHT (high pressure high temperature) sintered PDC (polycrystalline diamond compact) in accordance with initial molding pressure. After quantifying an identical amount of diamond powder, the powder was inserted in top of WC-Co sintered material, and molded under four different pressure conditions (50, 100, 150, 200 kgf/cm2). The obtained diamond compact underwent sintering in high pressure, high temperature conditions. In the case of the 50 kgf/cm2 initial molding pressure condition, cracks were formed on the surface of PDC. On the other hand, PDCs obtained from 100~200 kgf/cm2 initial molding pressure conditions showed a meticulous structure. As molding pressure increased, low Co composition within PDC was detected. A wear resistance test was performed on the PDC, and the 200 kgf/cm2 condition PDC showed the highest wear resistance property.
-
Citations
Citations to this article as recorded by- Effect of Co Leaching on the Vertical Turning Lathe Wear Properties of Polycrystalline Diamond Compact Manufactured by High Temperature and High Pressure Sintering Process
Min-Seok Baek, Ji-Won Kim, Bae-Gun Park, Hee-Sub Park, Kee-Ahn Lee
Korean Journal of Metals and Materials.2020; 58(7): 480. CrossRef - Enhanced wear resistivity of a Zr-based bulk metallic glass processed by high-pressure torsion under reciprocating dry conditions
Soo-Hyun Joo, Dong-Hai Pi, Jing Guo, Hidemi Kato, Sunghak Lee, Hyoung Seop Kim
Metals and Materials International.2016; 22(3): 383. CrossRef
- Effect of Co Leaching on the Vertical Turning Lathe Wear Properties of Polycrystalline Diamond Compact Manufactured by High Temperature and High Pressure Sintering Process
- [Korean]
- Analyses of Densification and Consolidation of Copper Powders during High-Pressure Torsion Process Using Finite Element Method
- Dong Jun Lee, Eun Yoo Yoon
- J Korean Powder Metall Inst. 2015;22(1):6-9. Published online February 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.1.6
- 1,333 View
- 5 Download
- 1 Citations
-
Abstract
PDF
In this study, the behavior of densification of copper powders during high-pressure torsion (HPT) at room temperature is investigated using the finite element method. The simulation results show that the center of the workpiece is the first to reach the true density of copper during the compressive stage because the pressure is higher at the center than the periphery. Subsequently, whole workpiece reaches true density after compression due to the high pressure. In addition, the effective strain is increased along the radius during torsional stage. After one rotation, the periphery shows that the effective strain is increased up to 25, which is extensive deformation. These high pressure and severe strain do not only play a key role in consolidation of copper powders but also make the matrix harder by grain refinement.
-
Citations
Citations to this article as recorded by- Enhanced wear resistivity of a Zr-based bulk metallic glass processed by high-pressure torsion under reciprocating dry conditions
Soo-Hyun Joo, Dong-Hai Pi, Jing Guo, Hidemi Kato, Sunghak Lee, Hyoung Seop Kim
Metals and Materials International.2016; 22(3): 383. CrossRef
- Enhanced wear resistivity of a Zr-based bulk metallic glass processed by high-pressure torsion under reciprocating dry conditions
- [Korean]
- Characteristics of the Ceramic Filter with the Control of Particle Size and Graphite Additive for the Hazardous Particle and Gas Removal
- Eul-Hun Cho, Kun-Jae Lee
- J Korean Powder Metall Inst. 2014;21(6):454-459. Published online December 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.6.454

- 826 View
- 2 Download
-
Abstract
PDF
In this study, the porous ceramic filter was developed to be able to remove both dust and hazardous gas contained in fuel gas at high temperature. The porous ceramic filters were fabricated and used as a catalyst support. And the effects have been investigated such as the mean particle size, organic content and addition of foaming agent on the porosity, compressive strength and pressure drop of ceramic filters. With the increase of mean powder size and the organic content for the cordierite filter, the porosity was increased, but the compressive strength and pressure drop were decreased. From the results of the research, the optimum condition for the fabrication of ceramic filters could be acquired and they had the porosity of 58%, the compressive strength of 13.4 MPa and the pressure drop of 250 Pa. It was expected that this ceramic filter was able to be applied to the glass melting furnace, combustor, and dust/toxic gas removal filter.
 First
First Prev
Prev

TOP
