
Search
- Page Path
- HOME > Search
- [Korean]
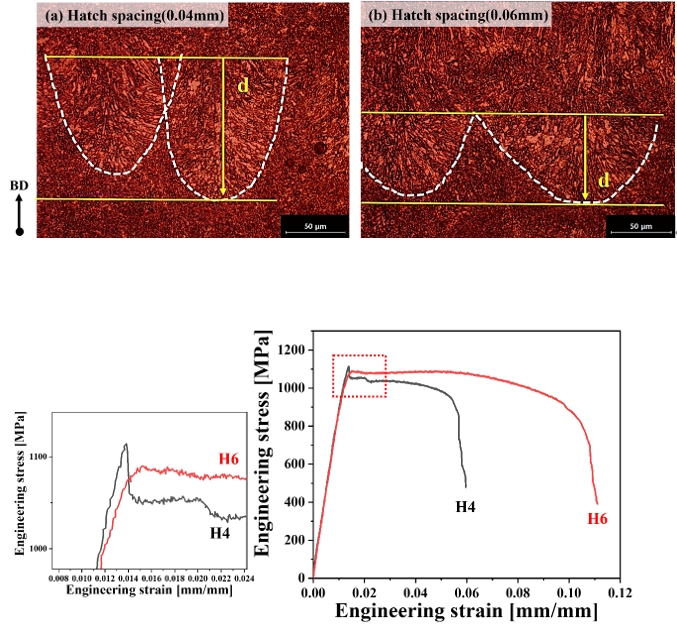
- Effect of Hatch Spacing on the Microstructure and Mechanical Properties of SA508 Gr.3 Steel Fabricated by Laser Powder Bed Fusion
- Yuanjiu Huang, Ho Jin Ryu, Kee-Ahn Lee
- J Powder Mater. 2025;32(1):50-58. Published online February 28, 2025
- DOI: https://doi.org/10.4150/jpm.2024.00479
- 1,871 View
- 29 Download
- 1 Citations
-
 Abstract
Abstract
 PDF
PDF - This study investigated the effect of the hatch spacing parameter on the microstructure and mechanical properties of SA508 Gr.3 steel manufactured by laser powder bed fusion (L-PBF) for a nuclear pressure vessel. Materials were prepared with varying hatch spacing (0.04 mm [H4] and 0.06 mm [H6]). The H4 exhibited finer and more uniformly distributed grains, while the H6 showed less porosity and a lower defect fraction. The yield strength of the H4 material was higher than that of the H6 material, but there was a smaller difference between the materials in tensile strength. The measured elongation was 5.65% for the H4 material and 10.41% for the H6 material, showing a significantly higher value for H6. An explanation for this is that although the H4 material had a microstructure of small and uniform grains, it contained larger and more numerous pore defects than the H6 material, facilitating stress concentration and the initiation of microcracks.
-
Citations
Citations to this article as recorded by
- Extremely low temperature mechanical behavior of in-situ oxide containing 304L stainless steel fabricated by laser powder bed fusion
Kwangtae Son, Seung-Min Jeon, Brian K. Paul, Young-Sang Na, Kijoon Lee, Young-Kyun Kim
Journal of Materials Science & Technology.2025; 234: 319. CrossRef
- Extremely low temperature mechanical behavior of in-situ oxide containing 304L stainless steel fabricated by laser powder bed fusion
- [Korean]
- Effect of WC Particle Size on the Microstructure, Mechanical and Electrical Properties of Ag/WC Sintered Electrical Contact Material
- Soobin Kim, So-Yeon Park, Jong-Bin Lim, Soon Ho Kwon, Kee-Ahn Lee
- J Powder Mater. 2023;30(3):242-248. Published online June 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.3.242
- 1,414 View
- 12 Download
- 1 Citations
-
Abstract
PDF
The Ag/WC electrical contacts were prepared via powder metallurgy using 60 wt% Ag, 40 wt% WC, and small amounts of Co3O4 with varying WC particle sizes. After the fabrication of the contact materials, microstructure observations confirmed that WC-1 had an average grain size (AGS) of 0.27 μm, and WC-2 had an AGS of 0.35 μm. The Ag matrix in WC-1 formed fine grains, whereas a significantly larger and continuous growth of the Ag matrix was observed in WC-2. This indicates the different flow behaviors of liquid Ag during the sintering process owing to the different WC sizes. The electrical conductivities of WC-1 and WC-2 were 47.8% and 60.4%, respectively, and had a significant influence on the Ag matrix. In particular, WC-2 exhibited extremely high electrical conductivity owing to its large and continuous Ag-grain matrix. The yield strengths of WC-1 and WC-2 after compression tests were 349.9 MPa and 280.7 MPa, respectively. The high yield strength of WC-1 can be attributed to the Hall–Petch effect, whereas the low yield strength of WC-2 can be explained by the high fraction of high-angle boundaries (HAB) between the WC grains. Furthermore, the relationships between the microstructure, electrical/mechanical properties, and deformation mechanisms were evaluated.
-
Citations
Citations to this article as recorded by- Enhanced Epoxy Composites Reinforced by 3D-Aligned Aluminum Borate Nanowhiskers
Hyunseung Song, Kiho Song, Haejin Hwang, Changui Ahn
Materials.2024; 17(19): 4727. CrossRef
- Enhanced Epoxy Composites Reinforced by 3D-Aligned Aluminum Borate Nanowhiskers
- [Korean]
- A Study on the Optimal Design of Ti-6Al-4V Lattice Structure Manufactured by Laser Powder Bed Fusion Process
- Ji-Yoon Kim, Jeongmin Woo, Yongho Sohn, Jeong Ho Kim, Kee-Ahn Lee
- J Powder Mater. 2023;30(2):146-155. Published online April 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.2.146
- 1,986 View
- 27 Download
- 4 Citations
-
Abstract
PDF
The Ti-6Al-4V lattice structure is widely used in the aerospace industry owing to its high specific strength, specific stiffness, and energy absorption. The quality, performance, and surface roughness of the additively manufactured parts are significantly dependent on various process parameters. Therefore, it is important to study process parameter optimization for relative density and surface roughness control. Here, the part density and surface roughness are examined according to the hatching space, laser power, and scan rotation during laser-powder bed fusion (LPBF), and the optimal process parameters for LPBF are investigated. It has high density and low surface roughness in the specific process parameter ranges of hatching space (0.06–0.12 mm), laser power (225–325 W), and scan rotation (15°). In addition, to investigate the compressive behavior of the lattice structure, a finite element analysis is performed based on the homogenization method. Finite element analysis using the homogenization method indicates that the number of elements decreases from 437,710 to 27 and the analysis time decreases from 3,360 to 9 s. In addition, to verify the reliability of this method, stress–strain data from the compression test and analysis are compared.
-
Citations
Citations to this article as recorded by- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
Seungyeon Lee, Haeum Park, Min Jae Baek, Dong Jun Lee, Jae Wung Bae, Ji-Hun Yu, Jeong Min Park
Journal of Powder Materials.2025; 32(3): 244. CrossRef - Enhanced Microstructure and Wear Resistance of Ti–6Al–4V Alloy with Vanadium Carbide Coating via Directed Energy Deposition
Ui Jun Ko, Ju Hyeong Jung, Jung Hyun Kang, Kyunsuk Choi, Jeoung Han Kim
Materials.2024; 17(3): 733. CrossRef - Microstructural Evolution and Mechanical Properties of Ti-6Al-4V Alloy through Selective Laser Melting: Comprehensive Study on the Effect of Hot Isostatic Pressing (HIP)
Gargi Roy, Raj Narayan Hajra, Woo Hyeok Kim, Jongwon Lee, Sangwoo Kim, Jeoung Han Kim
journal of Korean Powder Metallurgy Institute.2024; 31(1): 1. CrossRef - Data-driven Approach to Explore the Contribution of Process Parameters for Laser Powder Bed Fusion of a Ti-6Al-4V Alloy
Jeong Min Park, Jaimyun Jung, Seungyeon Lee, Haeum Park, Yeon Woo Kim, Ji-Hun Yu
journal of Korean Powder Metallurgy Institute.2024; 31(2): 137. CrossRef
- Effect of Support Structure on Residual Stress Distribution in Ti-6Al-4V Alloy Fabricated by Laser Powder Bed Fusion
- [Korean]
- Development of Lithium Lanthanum Titanate (LLTO) Membrane Manufacturing Process for Selective Separation of Lithium Ion
- Young Il Kim, Sang Cheol Park, Kwang Ho Shin, InYeong Kim, Kee-Ahn Lee, Sung-Kyun Jung, Bin Lee
- J Powder Mater. 2023;30(1):22-28. Published online February 1, 2023
- DOI: https://doi.org/10.4150/KPMI.2023.30.1.22

- 3,344 View
- 51 Download
- 1 Citations
-
Abstract
PDF
The global demand for raw lithium materials is rapidly increasing, accompanied by the demand for lithiumion batteries for next-generation mobility. The batch-type method, which selectively separates and concentrates lithium from seawater rich in reserves, could be an alternative to mining, which is limited owing to low extraction rates. Therefore, research on selectively separating and concentrating lithium using an electrodialysis technique, which is reported to have a recovery rate 100 times faster than the conventional methods, is actively being conducted. In this study, a lithium ion selective membrane is prepared using lithium lanthanum titanate, an oxide-based solid electrolyte material, to extract lithium from seawater, and a large-area membrane manufacturing process is conducted to extract a large amount of lithium per unit time. Through the developed manufacturing process, a large-area membrane with a diameter of approximately 20 mm and relative density of 96% or more is manufactured. The lithium extraction behavior from seawater is predicted by measuring the ionic conductivity of the membrane through electrochemical analysis.
-
Citations
Citations to this article as recorded by- A Study on Particle and Crystal Size Analysis of Lithium Lanthanum Titanate Powder Depending on Synthesis Methods (Sol-Gel & Solid-State reaction)
Jeungjai Yun, Seung-Hwan Lee, So Hyun Baek, Yongbum Kwon, Yoseb Song, Bum Sung Kim, Bin Lee, Rhokyun Kwak, Da-Woon Jeong
journal of Korean Powder Metallurgy Institute.2023; 30(4): 324. CrossRef
- A Study on Particle and Crystal Size Analysis of Lithium Lanthanum Titanate Powder Depending on Synthesis Methods (Sol-Gel & Solid-State reaction)
- [English]
- Optimization of VIGA Process Parameters for Power Characteristics of Fe-Si-Al-P Soft Magnetic Alloy using Machine Learning
- Sung-Min Kim, Eun-Ji Cha, Do-Hun Kwon, Sung-Uk Hong, Yeon-Joo Lee, Seok-Jae Lee, Kee-Ahn Lee, Hwi-Jun Kim
- J Powder Mater. 2022;29(6):459-467. Published online December 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.6.459

- 1,277 View
- 15 Download
- 1 Citations
-
Abstract
PDF
Soft magnetic powder materials are used throughout industries such as motors and power converters. When manufacturing Fe-based soft magnetic composites, the size and shape of the soft magnetic powder and the microstructure in the powder are closely related to the magnetic properties. In this study, Fe-Si-Al-P alloy powders were manufactured using various manufacturing process parameter sets, and the process parameters of the vacuum induction melt gas atomization process were set as melt temperature, atomization gas pressure, and gas flow rate. Process variable data that records are converted into 6 types of data for each powder recovery section. Process variable data that recorded minute changes were converted into 6 types of data and used as input variables. As output variables, a total of 6 types were designated by measuring the particle size, flowability, apparent density, and sphericity of the manufactured powders according to the process variable conditions. The sensitivity of the input and output variables was analyzed through the Pearson correlation coefficient, and a total of 6 powder characteristics were analyzed by artificial neural network model. The prediction results were compared with the results through linear regression analysis and response surface methodology, respectively.
-
Citations
Citations to this article as recorded by- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
Ji Sang Yoon, Yeon Woo Kim, Gyu Hyun Park, Youk Jin Kim, Sang Heon Lee, Jeong Seok Kim, Sung Ho Yu, Jeong Min Park
Journal of Powder Materials.2026; 33(3): 177. CrossRef
- Microstructure, Magnetic Properties, and Performance of Fe-6.5Si Soft Magnetic Core Produced by Laser Powder Bed Fusion
- [Korean]
- Study for the Process Parameter Control to Achieve High Build Rate of Laser Powder Bed Fused IN718 Super Alloy Using Optimal VED
- Sang Uk Kim, Kyu-Sik Kim, Yongho Sohn, Kee-Ahn Lee
- J Powder Mater. 2022;29(5):390-398. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.390
- 1,353 View
- 14 Download
-
Abstract
PDF
Recently, considerable attention has been given to nickel-based superalloys used in additive manufacturing. However, additive manufacturing is limited by a slow build rate in obtaining optimal densities. In this study, optimal volumetric energy density (VED) was calculated using optimal process parameters of IN718 provided by additive manufacturing of laser powder-bed fusion. The laser power and scan speed were controlled using the same ratio to maintain the optimal VED and achieve a fast build rate. Cube samples were manufactured using seven process parameters, including an optimal process parameter. Analysis was conducted based on changes in density and melt-pool morphology. At a low laser power and scan speed, the energy applied to the powder bed was proportional to
and not . At a high laser power and scan speed, a curved track was formed due to Plateau-Rayleigh instability. However, a wide melt-pool shape and continuous track were formed, which did not significantly affect the density. We were able to verify the validity of the VED formula and succeeded in achieving a 75% higher build rate than that of the optimal parameter, with a slight decrease in density and hardness.
- [Korean]
- Improving Flow Property of AlSi10Mg Powder for Additive Manufacturing via Surface Treatment using Methyltrichlorosilane
- Sang Cheol Park, In Yeong Kim, Young Il Kim, Dae-Kyeom Kim, Kee-Ahn Lee, Soong Ju Oh, Bin Lee
- J Powder Mater. 2022;29(5):363-369. Published online October 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.5.363
- 1,303 View
- 5 Download
- 1 Citations
-
Abstract
PDF
AlSi10Mg alloys are being actively studied through additive manufacturing for application in the automobile and aerospace industries because of their excellent mechanical properties. To obtain a consistently high quality product through additive manufacturing, studying the flowability and spreadability of the metal powder is necessary. AlSi10Mg powder easily forms an oxide film on the powder surface and has hydrophilic properties, making it vulnerable to moisture. Therefore, in this study, AlSi10Mg powder was hydrophobically modified through silane surface treatment to improve the flowability and spreadability by reducing the effects of moisture. The improved flowability according to the number of silane surface treatments was confirmed using a Carney flowmeter. In addition, to confirm the effects of improved spreadability, the powder prior to surface treatment and that subjected to surface treatment four times were measured and compared using s self-designed recoating tester. The results of this study confirmed the improved flowability and spreadability based on the modified metal powder from hydrophilic to hydrophobic for obtaining a highquality additive manufacturing product.
-
Citations
Citations to this article as recorded by- Residual Stress Analysis of Additive Manufactured A356.2 Aluminum Alloys using X-Ray Diffraction Methods
SangCheol Park, InYeong Kim, Young Il Kim, Dae-Kyeom Kim, Soong Ju Oh, Kee-Ahn Lee, Bin Lee
Korean Journal of Metals and Materials.2023; 61(7): 534. CrossRef
- Residual Stress Analysis of Additive Manufactured A356.2 Aluminum Alloys using X-Ray Diffraction Methods
- [Korean]
- Effect of Post Heat Treatment on the Microstructure and Mechanical Properties of BCuP-5 Filler Metal Coating Layers Fabricated by High Velocity Oxygen Fuel Thermal Spray Process on Ag Substrate
- So-Yeon Park, Seong-June Youn, Jae-Sung Park, Kee-Ahn Lee
- J Powder Mater. 2022;29(4):283-290. Published online August 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.4.283
- 1,567 View
- 3 Download
- 1 Citations
-
Abstract
PDF
A Cu-15Ag-5P filler metal (BCuP-5) is fabricated on a Ag substrate using a high-velocity oxygen fuel (HVOF) thermal spray process, followed by post-heat treatment (300°C for 1 h and 400°C for 1 h) of the HVOF coating layers to control its microstructure and mechanical properties. Additionally, the microstructure and mechanical properties are evaluated according to the post-heat treatment conditions. The porosity of the heat-treated coating layers are significantly reduced to less than half those of the as-sprayed coating layer, and the pore shape changes to a spherical shape. The constituent phases of the coating layers are Cu, Ag, and Cu-Ag-Cu3P eutectic, which is identical to the initial powder feedstock. A more uniform microstructure is obtained as the heat-treatment temperature increases. The hardness of the coating layer is 154.6 Hv (as-sprayed), 161.2 Hv (300°C for 1 h), and 167.0 Hv (400°C for 1 h), which increases with increasing heat-treatment temperature, and is 2.35 times higher than that of the conventional cast alloy. As a result of the pull-out test, loss or separation of the coating layer rarely occurs in the heat-treated coating layer.
-
Citations
Citations to this article as recorded by- Evaluation and Prediction of Mechanical Properties According to Welding Methods of Ni 825/A516-70N Clad Plates
Cheolhong Hwang, Jeongseok Oh, Jini Park, Myungwoo Joe, Sunhwan Kim, Kyunghoon Yoo, Sungwoong Kim, Youngjoo Kim, Sangyeob Lee, Joonsik Park
Korean Journal of Metals and Materials.2024; 62(11): 844. CrossRef
- Evaluation and Prediction of Mechanical Properties According to Welding Methods of Ni 825/A516-70N Clad Plates
- [Korean]
- Fabrication, Microstructure and Adhesion Properties of BCuP-5 Filler Metal/Ag Plate Clad Material by Using High Velocity Oxygen Fuel Thermal Spray Process
- Yeun A Joo, Yong-Hoon Cho, Jae-Sung Park, Kee-Ahn Lee
- J Powder Mater. 2022;29(3):226-232. Published online June 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.3.226
- 1,361 View
- 4 Download
-
Abstract
PDF
In this study, a new manufacturing process for a multilayer-clad electrical contact material is suggested. A thin and dense BCuP-5 (Cu-15Ag-5P filler metal) coating layer is fabricated on a Ag plate using a high-velocity oxygen-fuel (HVOF) process. Subsequently, the microstructure and bonding properties of the HVOF BCuP-5 coating layer are evaluated. The thickness of the HVOF BCuP-5 coating layer is determined as 34.8 μm, and the surface fluctuation is measured as approximately 3.2 μm. The microstructure of the coating layer is composed of Cu, Ag, and Cu-Ag-Cu3P ternary eutectic phases, similar to the initial BCuP-5 powder feedstock. The average hardness of the coating layer is 154.6 HV, which is confirmed to be higher than that of the conventional BCuP-5 alloy. The pull-off strength of the Ag/BCup-5 layer is determined as 21.6 MPa. Thus, the possibility of manufacturing a multilayer-clad electrical contact material using the HVOF process is also discussed.
- [Korean]
- Effect of Process Stopping and Restarting on the Microstructure and Local Property of 316L Stainless Steel Manufactured by Selective Laser Melting Process
- Hyunjin Joo, Jeongmin Woo, Yongho Sohn, Kee-Ahn Lee
- J Powder Mater. 2022;29(1):1-7. Published online February 1, 2022
- DOI: https://doi.org/10.4150/KPMI.2022.29.1.1

- 1,167 View
- 8 Download
- 2 Citations
-
Abstract
PDF
This study investigates the effect of process stopping and restarting on the microstructure and local nanoindentation properties of 316L stainless steel manufactured via selective laser melting (SLM). We find that stopping the SLM process midway, exposing the substrate to air having an oxygen concentration of 22% or more for 12 h, and subsequently restarting the process, makes little difference to the density of the restarted area (~ 99.8%) as compared to the previously melted area of the substrate below. While the microstructure and pore distribution near the stop/restart area changes, this modified process does not induce the development of unusual features, such as an inhomogeneous microstructure or irregular pore distribution in the substrate. An analysis of the stiffness and hardness values of the nano-indented steel also reveals very little change at the joint of the stop/restart area. Further, we discuss the possible and effective follow-up actions of stopping and subsequently restarting the SLM process.
-
Citations
Citations to this article as recorded by- On the Fabrication of Functionally Graded Prototypes with Laser Powder Bed Fusion from Reused Ni-625 and 17-4 PH Stainless Steel Powder
Bharat Kalia, Rupinder Singh, B. S. Pabla
Journal of Materials Engineering and Performance.2025; 34(22): 27160. CrossRef - Additive Manufacturing of SS316L/IN718 Bimetallic Structure via Laser Powder Bed Fusion
Asif Mahmud, Nicolas Ayers, Thinh Huynh, Yongho Sohn
Materials.2023; 16(19): 6527. CrossRef
- On the Fabrication of Functionally Graded Prototypes with Laser Powder Bed Fusion from Reused Ni-625 and 17-4 PH Stainless Steel Powder
- [Korean]
- Parametric Study of Selective Laser Melting Using Ti-6Al-4V Powder Bed for Concurrent Control of Volumetric Density and Surface Roughness
- Jeongmin Woo, Ji-Yoon Kim, Yongho Sohn, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(5):410-416. Published online October 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.5.410
- 1,667 View
- 9 Download
-
Abstract
PDF
Ti-6Al-4V alloy has a wide range of applications, ranging from turbine blades that require smooth surfaces for aerodynamic purposes to biomedical implants, where a certain surface roughness promotes biomedical compatibility. Therefore, it would be advantageous if the high volumetric density is maintained while controlling the surface roughness during the LPBF of Ti-6Al-4V. In this study, the volumetric energy density is varied by independently changing the laser power and scan speed to document the changes in the relative sample density and surface roughness. The results where the energy density is similar but the process parameters are different are compared. For comparable energy density but higher laser power and scan speed, the relative density remained similar at approximately 99%. However, the surface roughness varies, and the maximum increase rate is approximately 172%. To investigate the cause of the increased surface roughness, a nonlinear finite element heat transfer analysis is performed to compare the maximum temperature, cooling rate, and lifetime of the melt pool with different process parameters.
- [Korean]
- Microstructure and High Temperature Mechanical Properties of Oxide Dispersion Strengthened Steels Manufactured by Combination Milling Process
- Jung-Uk Lee, Young-Kyun Kim, Jeoung Han Kim, Hwi-Jin Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(5):389-395. Published online October 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.5.389
- 1,140 View
- 10 Download
-
Abstract
PDF
Oxide dispersion-strengthened (ODS) steel has excellent high-temperature properties, corrosion resistance, and oxidation resistance, and is expected to be applicable in various fields. Recently, various studies on mechanical alloying (MA) have been conducted for the dispersion of oxide particles in ODS steel with a high number density. In this study, ODS steel is manufactured by introducing a complex milling process in which planetary ball milling, cryogenic ball milling, and drum ball milling are sequentially performed, and the microstructure and high-temperature mechanical properties of the ODS steel are investigated. The microstructure observation revealed that the structure is stretched in the extrusion direction, even after the heat treatment. In addition, transmission electron microscopy (TEM) analysis confirmed the presence of oxide particles in the range of 5 to 10 nm. As a result of the room-temperature and high-temperature compression tests, the yield strengths were measured as 1430, 1388, 418, and 163 MPa at 25, 500, 700, and 900°C, respectively. Based on these results, the correlation between the microstructure and mechanical properties of ODS steel manufactured using the composite milling process is also discussed.
- [Korean]
- Effect of Stress Relieving Heat Treatment on Tensile and Impact Toughness Properties of AISI 316L Alloy Manufactured by Selective Laser Melting Process
- Dong-Hoon Yang, Gi-Su Ham, Sun-Hong Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(4):301-309. Published online August 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.4.301

- 1,209 View
- 7 Download
- 1 Citations
-
Abstract
PDF
In this study, an AISI 316 L alloy was manufactured using a selective laser melting (SLM) process. The tensile and impact toughness properties of the SLM AISI 316 L alloy were examined. In addition, stress relieving heat treatment (650°C / 2 h) was performed on the as-built SLM alloy to investigate the effects of heat treatment on the mechanical properties. In the as-built SLM AISI 316 L alloy, cellular dendrite and molten pool structures were observed. Although the molten pool did not disappear following heat treatment, EBSD KAM analytical results confirmed that the fractions of the low- and high-angle boundaries decreased and increased, respectively. As the heat treatment was performed, the yield strength decreased, but the tensile strength and elongation increased only slightly. Impact toughness results revealed that the impact energy increased by 33.5% when heat treatment was applied. The deformation behavior of the SLM AISI 316 L alloy was also examined in relation to the microstructure through analyses of the tensile and impact fracture surfaces.
-
Citations
Citations to this article as recorded by- Corrosion behavior of SLM 316L stainless steel with distinct microstructures in simulated pressurized water reactor primary-water conditions
Zhichao Che, Haocong An, Wei Liu, Zengyao Chen, Chengtao Li, Zhiyong Liu, Chao Liu, Xiaogang Li
Journal of Nuclear Materials.2026; 632: 156860. CrossRef
- Corrosion behavior of SLM 316L stainless steel with distinct microstructures in simulated pressurized water reactor primary-water conditions
- [Korean]
- Fabrication of Ni-Cr-Al Metal Foam-Supported Catalysts for the Steam Methane Reforming (SMR), and its Mechanical Stability and Hydrogen Yield Efficiency
- Kyu-Sik Kim, Tae-Hoon Kang, Man Sik Kong, Man-Ho Park, Jung-Yeul Yun, Ji Hye Ahn, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(3):201-207. Published online June 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.3.201
- 1,774 View
- 25 Download
- 1 Citations
-
Abstract
PDF
Ni–Cr–Al metal-foam-supported catalysts for steam methane reforming (SMR) are manufactured by applying a catalytic Ni/Al2O3 sol–gel coating to powder alloyed metallic foam. The structure, microstructure, mechanical stability, and hydrogen yield efficiency of the obtained catalysts are evaluated. The structural and microstructural characteristics show that the catalyst is well coated on the open-pore Ni–Cr–Al foam without cracks or spallation. The measured compressive yield strengths are 2–3 MPa at room temperature and 1.5–2.2 MPa at 750°C regardless of sample size. The specimens exhibit a weight loss of up to 9–10% at elevated temperature owing to the spallation of the Ni/Al2O3 catalyst. However, the metal-foam-supported catalyst appears to have higher mechanical stability than ceramic pellet catalysts. In SMR simulations tests, a methane conversion ratio of up to 96% is obtained with a high hydrogen yield efficiency of 82%.
-
Citations
Citations to this article as recorded by- The Experimental Investigation of a 98% Hydrogen Peroxide Monopropellant Thruster Comprising the Metal-Foam-Supported Manganese Oxide Catalyst
Pawel Surmacz, Zbigniew Gut
Aerospace.2023; 10(3): 215. CrossRef
- The Experimental Investigation of a 98% Hydrogen Peroxide Monopropellant Thruster Comprising the Metal-Foam-Supported Manganese Oxide Catalyst
- [Korean]
- High Temperature Oxidation Behavior of 316L Austenitic Stainless Steel Manufactured by Laser Powder Bed Fusion Process
- Yu-Jin Hwang, Dong-Yeol Wi, Kyu-Sik Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2021;28(2):110-119. Published online April 1, 2021
- DOI: https://doi.org/10.4150/KPMI.2021.28.2.110
- 1,695 View
- 36 Download
- 2 Citations
-
Abstract
PDF
In this study, the high-temperature oxidation properties of austenitic 316L stainless steel manufactured by laser powder bed fusion (LPBF) is investigated and compared with conventional 316L manufactured by hot rolling (HR). The initial microstructure of LPBF-SS316L exhibits a molten pool ~100 μm in size and grains grown along the building direction. Isotropic grains (~35 μm) are detected in the HR-SS316L. In high-temperature oxidation tests performed at 700°C and 900°C, LPBF-SS316L demonstrates slightly superior high-temperature oxidation resistance compared to HR-SS316L. After the initial oxidation at 700°C, shown as an increase in weight, almost no further oxidation is observed for both materials. At 900°C, the oxidation weight displays a parabolic trend and both materials exhibit similar behavior. However, at 1100°C, LPBF-SS316L oxidizes in a parabolic manner, but HR-SS316L shows a breakaway oxidation behavior. The oxide layers of LPBF-SS316L and HR-SS316L are mainly composed of Cr2O3, Febased oxides, and spinel phases. In LPBF-SS316L, a uniform Cr depletion region is observed, whereas a Cr depletion region appears at the grain boundary in HR-SS316L. It is evident from the results that the microstructure and the hightemperature oxidation characteristics and behavior are related.
-
Citations
Citations to this article as recorded by- Retention factor-based constitutive model of high-strength austenitic A4–80 bolts after fire exposure
Hui Wang, Bo Yang, Tao Sun, Weilai Yao, Wei Jiang
Journal of Constructional Steel Research.2025; 235: 109930. CrossRef - Study of structural stability at high temperature of pseudo-single tube with double layer as an alternative method for accident-tolerant fuel cladding
Jong Woo Kim, Hyeong Woo Min, Jaehwan Ko, Yonghee Kim, Young Soo Yoon
Journal of Nuclear Materials.2022; 566: 153800. CrossRef
- Retention factor-based constitutive model of high-strength austenitic A4–80 bolts after fire exposure
- [Korean]
- Fabrication, Microstructure and Adhesive Properties of BCuP-5 Filler Metal/Ag Plate Composite by using Plasma Spray Process
- Seong-June Youn, Young-Kyun Kim, Jae-Sung Park, Joo-Hyun Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2020;27(4):333-338. Published online August 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.4.333
- 1,012 View
- 3 Download
-
Abstract
PDF
In this study, we fabricate a thin- and dense-BCuP-5 coating layer, one of the switching device multilayers, through a plasma spray process. In addition, the microstructure and macroscopic properties of the coating layer, such as hardness and bond strength, are investigated. Both the initial powder feedstock and plasma-sprayed BCuP-5 coating layer show the main Cu phase, Cu-Ag-Cu3P ternary phases, and Ag phase. This means that microstructural degradation does not occur during plasma spraying. The Vickers hardness of the coating layer was measured as 117.0 HV, indicating that the fine distribution of the three phases enables the excellent mechanical properties of the plasma-sprayed BCuP-5 coating layer. The pull-off strength of the plasma-sprayed BCuP-5 coating layer is measured as 16.5 kg/cm2. Based on the above findings, the applicability of plasma spray for the fabrication process of low-cost multi-layered electronic contact materials is discussed and suggested.
- [Korean]
- Microstructure and Liquid Al Erosion Property of Tribaloy T-800 Coating Material Manufactured by Laser Cladding Process
- Kyoung-Wook Kim, Gi-Su Ham, Sun-Hong Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2020;27(3):210-218. Published online June 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.3.210
- 843 View
- 2 Download
-
Abstract
PDF
A T-800 (Co-Mo-Cr) coating material is fabricated using Co-Mo-Cr powder feedstock and laser cladding. The microstructure and melted Al erosion properties of the laser-cladded T-800 coating material are investigated. The Al erosion properties of the HVOF-sprayed MoB-CoCr and bulk T-800 material are also examined and compared with the laser-cladded T-800 coating material. Co and lave phases (Co2MoCr and Co3Mo2Si) are detected in both the lasercladded T-800 coating and the bulk T-800 materials. However, the sizes of the lave phases are measured as 7.9 μm and 60.6 μm for the laser-cladded and bulk T-800 materials, respectively. After the Al erosion tests, the erosion layer thicknesses of the three materials are measured as 91.50 μm (HVOF MoB-CoCr coating), 204.83 μm (laser cladded T-800), and 226.33 μm (bulk T-800). In the HVOF MoB-CoCr coating material, coarse cracks and delamination of the coating layer are observed. On the other hand, no cracks or local delamination of the coating layer are detected in the laser T-800 material even after the Al erosion test. Based on the above results, the authors discuss the appropriate material and process that could replace conventional bulk T-800 materials used as molten Al pots.
- [English]
- Effects of Precipitates and Oxide Dispersion on the High-temperature Mechanical Properties of ODS Ni-Based Superalloys
- GooWon Noh, Young Do Kim, Kee-Ahn Lee, Hwi-Jun Kim
- J Korean Powder Metall Inst. 2020;27(1):8-13. Published online February 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.1.8

- 2,693 View
- 44 Download
- 2 Citations
-
Abstract
PDF
In this study, we investigated the effects of precipitates and oxide dispersoids on the high-temperature mechanical properties of oxide dispersion-strengthened (ODS) Ni-based super alloys. Two ODS Ni-based super alloy rods with different chemical compositions were fabricated by high-energy milling and hot extrusion process at 1150 °C to investigate the effects of precipitates on high-temperature mechanical properties. Further, the MA6000N alloy is an improvement over the commercial MA6000 alloy, and the KS6000 alloy has the same chemical composition as the MA6000 alloy. The phase and microstructure of Ni-based super alloys were investigated by X-ray diffraction and scanning electron microscopy. It was found that MC carbide precipitates and oxide dispersoids in the ODS Ni-based super alloys developed in this study may effectively improve high-temperature hardness and creep resistance.
-
Citations
Citations to this article as recorded by- Mechanical Properties and Residual Stress Analysis of ODS Ni Superalloy Fabricated by Laser Powder Bed Fusion Process
Dong Wan Lee, Su Gwan Lee, Cong Dhin Van, Cae Ryeong Kim, Jin Chun Kim, Hwi Jun Kim, Joong Gyeong Lim, Tae Sik Yoon
Journal of the Japan Society of Powder and Powder Metallurgy.2025; 72(Supplement): S453. CrossRef - Additive manufacturing of oxide-dispersion strengthened alloys: Materials, synthesis and manufacturing
Markus B. Wilms, Silja-Katharina Rittinghaus, Mareen Goßling, Bilal Gökce
Progress in Materials Science.2023; 133: 101049. CrossRef
- Mechanical Properties and Residual Stress Analysis of ODS Ni Superalloy Fabricated by Laser Powder Bed Fusion Process
- [Korean]
- Structural Characteristics, Microstructure and Mechanical Properties of Fe-Cr-Al Metallic Foam Fabricated by Powder Alloying Process
- Kyu-Sik Kim, Byeong-Hoon Kang, Man-Ho Park, Jung-Yeul Yun, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2020;27(1):37-43. Published online February 1, 2020
- DOI: https://doi.org/10.4150/KPMI.2020.27.1.37
- 942 View
- 6 Download
-
Abstract
PDF
The Fe-22wt.%Cr-6wt.%Al foams were fabricated via the powder alloying process in this study. The structural characteristics, microstructure, and mechanical properties of Fe-Cr-Al foams with different average pore sizes were investigated. Result of the structural analysis shows that the average pore sizes were measured as 474 μm (450 foam) and 1220 μm (1200 foam). Regardless of the pore size, Fe-Cr-Al foams had a Weaire-Phelan bubble structure, and α-ferrite was the major constituent phase. Tensile and compressive tests were conducted with an initial strain rate of 10−3 /s. Tensile yield strengths were 3.4 MPa (450 foam) and 1.4 MPa (1200 foam). Note that the total elongation of 1200 foam was higher than that of 450 foam. Furthermore, their compressive yield strengths were 2.5 MPa (450 foam) and 1.1 MPa (1200 foam), respectively. Different compressive deformation behaviors according to the pore sizes of the Fe-Cr-Al foams were characterized: strain hardening for the 450 foam and constant flow stress after a slight stress drop for the 1200 foam. The effect of structural characteristics on the mechanical properties was also discussed.
- [Korean]
- Effect of Dry-Electropolishing on the High Cycle Fatigue Properties of Ti-6Al-4V Alloy Manufactured by Selective Laser Melting
- Dong-Hoon Yang, Young-Kyun Kim, Yujin Hwang, Myoung-Se Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2019;26(6):471-476. Published online December 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.6.471
- 1,246 View
- 14 Download
- 6 Citations
-
Abstract
PDF
Additively manufactured metallic components contain high surface roughness values, which lead to unsatisfactory high cycle fatigue resistance. In this study, high cycle fatigue properties of selective laser melted Ti-6Al-4V alloy are investigated and the effect of dry-electropolishing, which does not cause weight loss, on the fatigue resistance is also examined. To reduce the internal defect in the as-built Ti-6Al-4V, first, hot isostatic pressing (HIP) is conducted. Then, to improve the mechanical properties, solution treatment and aging are also implemented. Selective laser melting (SLM)-built Ti64 shows a primary α and secondary α+β lamellar structure. The sizes of secondary α and β are approximately 2 μm and 100 nm, respectively. On the other hand, surface roughness
R a values of before and after dry-electropolishing are 6.21 μm and 3.15 μm, respectively. This means that dry-electropolishing is effective in decreasing the surface roughness of selective laser melted Ti-6Al-4V alloy. The comparison of high cycle fatigue properties between before and after dry-electropolished samples shows that reduced surface roughness improves the fatigue limit from 150 MPa to 170 MPa. Correlations between surface roughness and high cycle fatigue properties are also discussed based on these findings.-
Citations
Citations to this article as recorded by- Ultra-Low Temperature Mechanical Response of Laser Powder Bed Fusion–Processed C-Containing CoCrFeMnNi High-Entropy Alloy
Jae-Yong Cheon, Seong-June Youn, Young-Sang Na, Young-Kyun Kim
Journal of Powder Materials.2026; 33(3): 195. CrossRef - High-integrity diffusion bonding of laser powder bed fused, forged, and rolled Ti–6Al–4V alloys
Seoyeon Jeon, Hyunjong Ha, Dong Jun Lee, Hyeonil Park, Yong Nam Kwon, Hyunjoo Choi, Hyokyung Sung
Journal of Materials Research and Technology.2025; 35: 2108. CrossRef - Effect of Building Orientation on Tensile Properties of Hastelloy X alloy Manufactured by Laser Powder Bed Fusion
Seong-June Youn, GooWon Noh, Seok Su Sohn, Young-Sang Na, Young-Kyun Kim
Journal of Powder Materials.2025; 32(2): 130. CrossRef - Surface finishing by shape-adaptive processes
Jiwang Yan, Brigid Mullany, Anthony Beaucamp, Daniel Meyer, Naohiko Sugita
CIRP Annals.2025; 74(2): 1019. CrossRef - High-Throughput Microstructural Characterization and Process Correlation Using Automated Electron Backscatter Diffraction
J. Elliott Fowler, Timothy J. Ruggles, Dale E. Cillessen, Kyle L. Johnson, Luis J. Jauregui, Robert L. Craig, Nathan R. Bianco, Amelia A. Henriksen, Brad L. Boyce
Integrating Materials and Manufacturing Innovation.2024; 13(3): 641. CrossRef - In-situ formed oxide enables extraordinary high-cycle fatigue resistance in additively manufactured CoCrFeMnNi high-entropy alloy
Young-Kyun Kim, Min-Seok Baek, Sangsun Yang, Kee-Ahn Lee
Additive Manufacturing.2021; 38: 101832. CrossRef
- Ultra-Low Temperature Mechanical Response of Laser Powder Bed Fusion–Processed C-Containing CoCrFeMnNi High-Entropy Alloy
- [Korean]
- Effect of High Frequency Heat Treatment on the Microstructure and Wear Properties of Ni based Self Fluxing Composite Coating Layer Manufactured by HVOF Spray Process
- Dong-Yeol Wi, Gi-Su Ham, Sun-Hong Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2019;26(5):421-431. Published online October 1, 2019
- DOI: https://doi.org/10.4150/KPMI.2019.26.5.421
- 1,163 View
- 7 Download
-
Abstract
PDF
In this study, the formation, microstructure, and wear properties of Colmonoy 88 (Ni-17W-15Cr-3B-4Si wt.%) + Stellite 1 (Co-32Cr-17W wt.%) coating layers fabricated by high-velocity oxygen fuel (HVOF) spraying are investigated. Colmonoy 88 and Stellite 1 powders were mixed at a ratio of 1:0 and 5:5 vol.%. HVOF sprayed selffluxing composite coating layers were fabricated using the mixed powder feedstocks. The microstructures and wear properties of the composite coating layers are controlled via a high-frequency heat treatment. The two coating layers are composed of γ-Ni, Ni3B, W2B, and Cr23C6 phases. Co peaks are detected after the addition of Stellite 1 powder. Moreover, the WCrB2 hard phase is detected in all coating layers after the high-frequency heat treatment. Porosities were changed from 0.44% (Colmonoy 88) to 3.89% (Colmonoy 88 + ST#1) as the content of Stellite 1 powder increased. And porosity is denoted as 0.3% or less by inducing high-frequency heat treatment. The wear results confirm that the wear property significantly improves after the high-frequency heat treatment, because of the presence of wellcontrolled defects in the coating layers. The wear surfaces of the coated layers are observed and a wear mechanism for the Ni-based self-fluxing composite coating layers is proposed.
- [Korean]
- Microstructural and Wear Properties of WC-based and Cr3C2-based Cermet Coating Materials Manufactured with High Velocity Oxygen Fuel Process
- Yeon-Ji Kang, Gi-Su Ham, Hyung-Jun Kim, Sang-Hoon Yoon, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2018;25(5):408-414. Published online October 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.5.408
- 1,298 View
- 5 Download
- 2 Citations
-
Abstract
PDF
This study investigates the microstructure and wear properties of cermet (ceramic + metal) coating materials manufactured using high velocity oxygen fuel (HVOF) process. Three types of HVOF coating layers are formed by depositing WC-12Co, WC-20Cr-7Ni, and Cr3C2-20NiCr (wt.%) powders on S45C steel substrate. The porosities of the coating layers are 1 ± 0.5% for all three specimens. Microstructural analysis confirms the formation of second carbide phases of W2C, Co6W6C, and Cr7C3 owing to decarburizing of WC phases on WC-based coating layers. In the case of WC-12Co coating, which has a high ratio of W2C phase with high brittleness, the interface property between the carbide and the metal binder slightly decreases. In the Cr3C2-20CrNi coating layer, decarburizing almost does not occur, but fine cavities exist between the splats. The wear loss occurs in the descending order of Cr3C2-20NiCr, WC-12Co, and WC-20Cr-7Ni, where WC-20Cr-7Ni achieves the highest wear resistance property. It can be inferred that the ratio of the carbide and the binding properties between carbide–binder and binder–binder in a cermet coating material manufactured with HVOF as the primary factors determine the wear properties of the cermet coating material.
-
Citations
Citations to this article as recorded by- Tribological Behavior Analysis of WC-Ni-Cr + Cr3C2 and WC-Ni-Cr + YSZ Coatings Sprayed by HVOF
Tae-Jun Park, Gye-Won Lee, Yoon-Suk Oh
journal of Korean Powder Metallurgy Institute.2023; 30(5): 415. CrossRef - Effects of different HVOF thermal sprayed cermet coatings on tensile and fatigue properties of AISI 1045 steel
Gi-Su Ham, R. Kreethi, Hyung-jun Kim, Sang-hoon Yoon, Kee-Ahn Lee
Journal of Materials Research and Technology.2021; 15: 6647. CrossRef
- Tribological Behavior Analysis of WC-Ni-Cr + Cr3C2 and WC-Ni-Cr + YSZ Coatings Sprayed by HVOF
- [Korean]
- Effect of Zone Annealing Velocity on the directional Recrystallization in a Ni base Oxide Dispersion Strengthened Alloys
- Young-Kyun Kim, Seong-June Yoon, Jong-Kwan Park, Hwi-Jun Kim, Man-Sik Kong, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2018;25(4):331-335. Published online August 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.4.331
- 1,017 View
- 2 Download
- 1 Citations
-
Abstract
PDF
This study investigates the directional recrystallization behavior of Ni based oxide dispersion strengthened (ODS) alloy according to the zone annealing velocity. The zone annealing temperature is set as 1390°C, while the zone velocities are set as 2.5, 4, 6, and 10 cm/h, respectively. The initial microstructure observation of the as-extruded sample shows equiaxed grains of random orientation, with an average grain size of 530 nm. On the other hand, the zone annealed samples show a large deviation in grain size depending on the zone velocities. In particular, grains with a size of several millimeters are observed at 2.5-cm/h zone velocity. It is also found that the preferred orientation varies with the zone annealing velocity. On the basis of these results, this study discusses the role of zone velocities in the directional recrystallization of Ni base ODS alloy.
-
Citations
Citations to this article as recorded by- Directional recrystallisation processing: a review
Chao Yang, Ian Baker
International Materials Reviews.2021; 66(4): 256. CrossRef
- Directional recrystallisation processing: a review
- [Korean]
- Microstructure and Wear Properties of Oxide Dispersion Strengthened Steel Powder Added Steel-Based Composite Material for Automotive Part
- Young-Kyun Kim, Jong-Kwan Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2018;25(1):36-42. Published online February 1, 2018
- DOI: https://doi.org/10.4150/KPMI.2018.25.1.36
- 1,206 View
- 4 Download
- 2 Citations
-
Abstract
PDF
In order to expand the application of oxide dispersion-strengthened (ODS) steel, a composite material is manufactured by adding mechanically alloyed ODS steel powder to conventional steel and investigated in terms of microstructure and wear properties. For comparison, a commercial automobile part material is also tested. Initial microstructural observations confirm that the composite material with added ODS steel contains i) a pearlitic Fe matrix area and ii) an area with Cr-based carbides and ODS steel particles in the form of a Fe-Fe3C structure. In the commercial material, various hard Co-, Fe-Mo-, and Cr-based particles are present in a pearlitic Fe matrix. Wear testing using the VSR engine simulation wear test confirms that the seatface widths of the composite material with added ODS steel and the commercial material are increased by 24% and 47%, respectively, with wear depths of 0.05 mm and 0.1 mm, respectively. The ODS steel-added composite material shows better wear resistance. Post-wear-testing surface and cross-sectional observations show that particles in the commercial material easily fall off, while the ODS steel-added material has an even, smooth wear surface.
-
Citations
Citations to this article as recorded by- First principles determination of formation of a Cr shell on the interface between Y–Ti–O nanoparticles and a ferritic steel matrix
Ki-Ha Hong, Jae Bok Seol, Jeoung Han Kim
Applied Surface Science.2019; 481: 69. CrossRef - Thermal Properties and Microstructural Changes of Fe-Co System Valve Seat Alloy by High Densification Process
In-Shup Ahn, Dong-Kyu Park, Kwang-Bok Ahn, Seoung-Mok Shin
Journal of Korean Powder Metallurgy Institute.2019; 26(2): 112. CrossRef
- First principles determination of formation of a Cr shell on the interface between Y–Ti–O nanoparticles and a ferritic steel matrix
- [Korean]
- Manufacturing of Ni-Cr-B-Si + WC/12Co Composite Coating Layer Using Laser Cladding Process and its Mechanical Properties
- Gi-Su Ham, Chul-O Kim, Soon-Hong Park, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2017;24(5):370-376. Published online October 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.5.370

- 1,083 View
- 3 Download
- 2 Citations
-
Abstract
PDF
In this study we manufacture a Ni-Cr-B-Si +WC/12Co composite coating layer on a Cu base material using a laser cladding (LC) process, and investigate the microstructural and mechanical properties of the LC coating and Ni electroplating layers (reference material). The initial powder used for the LC coating layer is a powder feedstock with an average particle size of 125 μm. To identify the microstructural and mechanical properties, OM, SEM, XRD, room and high temperature hardness, and wear tests are implemented. Microstructural observation of the initial powder and LC coating layer confirm the layer is composed mainly of γ-Ni phases and WC and Cr23C6 carbides. The measured hardness of the LC coating and Ni electroplating layers are 653 and 154 Hv, respectively. The hardness measurement from room up to high temperatures of 700°C result in a hardness decrease as the temperature increases, but the hardness of the LC coating layer is higher for all temperature conditions. Room temperature wear results show that the wear loss of the LC coating layer is 1/12 of the wear level of the Ni electroplating layer. The measured bond strength is also greater in the LC coating than the Ni electroplating.
-
Citations
Citations to this article as recorded by- Microstructure and Room Temperature Wear Properties of a Ni-Cr-B-Si-C Coating Layer Manufactured by the Laser Cladding Process
Tae-Hoon Kang, Kyu-Sik Kim, Soon-Hong Park, Kee-Ahn Lee
Korean Journal of Metals and Materials.2018; 56(6): 423. CrossRef - Microstructural and Wear Properties of WC-based and Cr3C2-based Cermet Coating Materials Manufactured with High Velocity Oxygen Fuel Process
Yeon-Ji Kang, Gi-Su Ham, Hyung-Jun Kim, Sang-Hoon Yoon, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2018; 25(5): 408. CrossRef
- Microstructure and Room Temperature Wear Properties of a Ni-Cr-B-Si-C Coating Layer Manufactured by the Laser Cladding Process
- [Korean]
- High Temperature Oxidation Behavior of Fe-14Cr Ferritic Oxide Dispersion Strengthened Steels Manufactured by Mechanical Alloying Process
- Young-Kyun Kim, Jong-Kwan Park, Hwi-Jun Kim, Man-Sik Kong, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2017;24(2):133-140. Published online April 1, 2017
- DOI: https://doi.org/10.4150/KPMI.2017.24.2.133
- 1,096 View
- 7 Download
- 1 Citations
-
Abstract
PDF
This study investigates the oxidation properties of Fe-14Cr ferritic oxide-dispersion-strengthened (ODS) steel at various high temperatures (900, 1000, and 1100°C for 24 h). The initial microstructure shows that no clear structural change occurs even under high-temperature heat treatment, and the average measured grain size is 0.4 and 1.1 μm for the as-fabricated and heat-treated specimens, respectively. Y–Ti–O nanoclusters 10–50 nm in size are observed. High-temperature oxidation results show that the weight increases by 0.27 and 0.29 mg/cm2 for the asfabricated and heat-treated (900°C) specimens, and by 0.47 and 0.50 mg/cm2 for the as-fabricated and heat-treated (1000°C) specimens, respectively. Further, after 24 h oxidation tests, the weight increases by 56.50 and 100.60 mg/cm2 for the as-fabricated and heat-treated (1100°C) specimens, respectively; the latter increase is approximately 100 times higher than that at 1000°C. Observation of the surface after the oxidation test shows that Cr2O3 is the main oxide on a specimen tested at 1000°C, whereas Fe2O3 and Fe3O4 phases also form on a specimen tested at 1100°C, where the weight increases rapidly. The high-temperature oxidation behavior of Fe-14Cr ODS steel is confirmed to be dominated by changes in the Cr2O3 layer and generation of Fe-based oxides through evaporation.
-
Citations
Citations to this article as recorded by- Microstructure and Wear Properties of Oxide Dispersion Strengthened Steel Powder Added Steel-Based Composite Material for Automotive Part
Young-Kyun Kim, Jong-Kwan Park, Kee-Ahn Lee
journal of Korean Powder Metallurgy Institute.2018; 25(1): 36. CrossRef
- Microstructure and Wear Properties of Oxide Dispersion Strengthened Steel Powder Added Steel-Based Composite Material for Automotive Part
- [Korean]
- Effect of Diamond Particle Size on the Thermal Shock Property of High Pressure High Temperature Sintered Polycrystalline Diamond Compact
- Ji-Won Kim, Min-Seok Baek, Hee-Sub Park, Jin-Hyeon Cho, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2016;23(5):364-371. Published online October 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.5.364

- 1,702 View
- 14 Download
- 6 Citations
-
Abstract
PDF
This study investigates the thermal shock property of a polycrystalline diamond compact (PDC) produced by a high-pressure, high-temperature (HPHT) sintering process. Three kinds of PDCs are manufactured by the HPHT sintering process using different particle sizes of the initial diamond powders: 8-16 μm (D50 = 4.3 μm), 10-20 μm (D50 = 6.92 μm), and 12-22 μm (D50 = 8.94 μm). The microstructure observation results for the manufactured PDCs reveal that elemental Co and W are present along the interface of the diamond particles. The fractions of Co and WC in the PDC increase as the initial particle size decreases. The manufactured PDCs are subjected to thermal shock tests at two temperatures of 780°C and 830°C. The results reveal that the PDC with a smaller particle size of diamond easily produces microscale thermal cracks. This is mainly because of the abundant presence of Co and WC phases along the diamond interface and the easy formation of Co-based (CoO, Co3O4) and W-based (WO2) oxides in the PDC using smaller diamond particles. The microstructural factors for controlling the thermal shock property of PDC material are also discussed.
-
Citations
Citations to this article as recorded by- From abrasion to spallation: Stress-dependent transition of wear mechanisms in polycrystalline diamond governed by grain architecture
Di Xu, Lifen Deng, Xiwei Cui, Shuai Hou, Jialin Li, Xiaoling Li, Nan Jiang
Diamond and Related Materials.2026; 163: 113417. CrossRef - Effects of initial diamond particle size on the comprehensive mechanical properties of PDC
Xueqi Wang, Jianbo Tu, Baochang Liu
Ceramics International.2025; 51(8): 10433. CrossRef - High-impact-resistant polycrystalline diamond compact cutters with double working layers
Xueqi Wang, Jianbo Tu, Baochang Liu
Diamond and Related Materials.2025; 152: 111906. CrossRef - The Influence of the Binder Phase on the Properties of High-Pressure Sintered Diamond Polycrystals or Composites for Cutting Tool Applications
Lucyna Jaworska
Materials.2025; 18(3): 634. CrossRef - HPHT sintering and performance investigation of PDC with different interfacial geometry substrates for trimodal diamond particle size
Jianbo Tu, Xueqi Wang, Haibo Zhang, Baochang Liu
Ceramics International.2024; 50(11): 19074. CrossRef - HPHT sintering and performance investigation of PDC with high stacking density by dual particle size diamond formulations
Jianbo Tu, Xueqi Wang, Baochang Liu
International Journal of Refractory Metals and Hard Materials.2024; 124: 106802. CrossRef
- From abrasion to spallation: Stress-dependent transition of wear mechanisms in polycrystalline diamond governed by grain architecture
- [Korean]
- Fabrication and Microstructure/Properties of Bulk-type Tantalum Material by a Kinetic Spray Process
- Ji-Hye Lee, Ji-Won Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2016;23(1):8-14. Published online February 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.1.8

- 1,108 View
- 4 Download
- 3 Citations
-
Abstract
PDF
A bulk-type Ta material is fabricated using the kinetic spray process and its microstructure and physical properties are investigated. Ta powder with an angular size in the range 9-37 μm (purity 99.95%) is sprayed on a Cu plate to form a coating layer. As a result, ~7 mm-sized bulk-type high-density material capable of being used as a sputter material is fabricated. In order to assess the physical properties of the thick coating layer at different locations, the coating material is observed at three different locations (surface, center, and interface). Furthermore, a vacuum heat treatment is applied to the coating material to reduce the variation of physical properties at different locations of the coating material and improve the density. OM, Vickers hardness test, SEM, XRD, and EBSD are implemented for analyzing the microstructure and physical properties. The fabricated Ta coating material produces porosity of 0.11~0.12%, hardness of 311~327 Hv, and minor variations at different locations. In addition, a decrease in the porosity and hardness is observed at different locations upon heat treatment.
-
Citations
Citations to this article as recorded by- Sintering Behavior and Microstructures of Tantalum and Tantalum-Tungsten Alloys Powders
Youngmoo Kim, Sung Ho Yang, Seong Lee, Sung Ho Lee, Joon-Woong Noh
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 373. CrossRef - Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
Gi-Su Ham, Dong-Yeol Wi, Jun-Mo Yang, Kee-Ahn Lee
Journal of Thermal Spray Technology.2019; 28(8): 1974. CrossRef - Mechanical properties of Mo-Nb-Si-B quaternary alloy fabricated by powder metallurgical method
Jong Min Byun, Su-Ryong Bang, Se Hoon Kim, Won June Choi, Young Do Kim
International Journal of Refractory Metals and Hard Materials.2017; 65: 14. CrossRef
- Sintering Behavior and Microstructures of Tantalum and Tantalum-Tungsten Alloys Powders
- [Korean]
- Effect of Hot Isostatic Pressing on the Microstructure and Properties of Kinetic Sprayed Nb Coating Material
- Ji-Hye Lee, Sangsun Yang, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2016;23(1):15-20. Published online February 1, 2016
- DOI: https://doi.org/10.4150/KPMI.2016.23.1.15
- 863 View
- 7 Download
- 1 Citations
-
Abstract
PDF
Niobium is one of the most important and rarest metals, and is used in the electronic and energy industries. However, it’s extremely high melting point and oxygen affinity limits the manufacture of Nb coating materials. Here, a Nb coating material is manufactured using a kinetic spray process followed by hot isotactic pressing to improve its properties. OM (optical microscope), XRD (X-ray diffraction), SEM (scanning electron microscopy), and Vickers hardness and EPMA (electron probe micro analyzer) tests are employed to investigate the macroscopic properties of the manufactured Nb materials. The powder used to manufacture the material has angular-shaped particles with an average particle size of 23.8 μm. The porosity and hardness of the manufactured Nb material are 0.18% and 221 Hv, respectively. Additional HIP is applied to the manufactured Nb material for 4 h under an Ar atmosphere after which the porosity decreases to 0.08% and the hardness increases to 253 Hv. Phase analysis after the HIP shows the presence of only pure Nb. The study also discusses the possibility of using the manufactured Nb material as a sputtering target.
-
Citations
Citations to this article as recorded by- Microstructure evolution and superior high temperature strength of cold spray additive manufactured Nb
Young-Kyun Kim, Soobin Kim, Kee-Ahn Lee
International Journal of Refractory Metals and Hard Materials.2026; 138: 107747. CrossRef
- Microstructure evolution and superior high temperature strength of cold spray additive manufactured Nb
- [English]
- Manufacturing and Macroscopic Properties of Kinetic Spray Ni-Cr-Al-Y Coating Layer
- Ji Won Kim, Ji Hye Lee, Hae Chang Jang, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2015;22(6):408-412. Published online December 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.6.408
- 1,586 View
- 2 Download
- 1 Citations
-
Abstract
PDF
This study attempts to manufacture a Ni-Cr-Al-Y coating layer using a kinetic spray process and investigates the microstructure and physical properties of the manufactured layer. The Ni-22Cr-10Al-1Y (wt.%) composition powder is used, and it has a spherical shape with an average diameter of 23.7 μm. Cu plate is used as the substrate. Optical microscope, X-ray diffraction, scanning electron microscope and Vickers hardness test are carried out to characterize the macroscopic properties of the coating layer. Furthermore, the coating layer underwent vacuum heat treatment at temperatures of 400°C and 600°C for 1 hour to check the effect of heat treatment temperature on the properties. The manufactured coating layer is 1.5 mm thick, and featured identical phases to those found in the powder. The porosity of the coating layer is measured at 2.99%, and the hardness is obtained at 490.57 Hv. The layer shows reduced porosity as heat treatment temperature increased, and hardness is reduced at 400°C but shows a slight increase at 600°C. Based on the findings described above, this study also discusses possible manufacturing methods for a Ni-Cr-Al-Y coating layer using the kinetic spray process.
-
Citations
Citations to this article as recorded by- Morphology Control of NiO Catalysts on NiCrAl Alloy Foam Using a Hydrothermal Method
Dong-Yo Sin, Eun-Hwan Lee, Man-Ho Park, Hyo-Jin Ahn
Korean Journal of Materials Research.2016; 26(7): 393. CrossRef
- Morphology Control of NiO Catalysts on NiCrAl Alloy Foam Using a Hydrothermal Method
- [Korean]
- Effect of Molding Pressure on the Microstructure and Wear Resistance Property of Polycrystalline Diamond Compact
- Ji-Won Kim, Hee-Sub Park, Jin-Hyeon Cho, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2015;22(3):203-207. Published online June 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.3.203
- 1,255 View
- 7 Download
- 2 Citations
-
Abstract
PDF
This study investigated the microstructure and wear resistance property of HPHT (high pressure high temperature) sintered PDC (polycrystalline diamond compact) in accordance with initial molding pressure. After quantifying an identical amount of diamond powder, the powder was inserted in top of WC-Co sintered material, and molded under four different pressure conditions (50, 100, 150, 200 kgf/cm2). The obtained diamond compact underwent sintering in high pressure, high temperature conditions. In the case of the 50 kgf/cm2 initial molding pressure condition, cracks were formed on the surface of PDC. On the other hand, PDCs obtained from 100~200 kgf/cm2 initial molding pressure conditions showed a meticulous structure. As molding pressure increased, low Co composition within PDC was detected. A wear resistance test was performed on the PDC, and the 200 kgf/cm2 condition PDC showed the highest wear resistance property.
-
Citations
Citations to this article as recorded by- Effect of Co Leaching on the Vertical Turning Lathe Wear Properties of Polycrystalline Diamond Compact Manufactured by High Temperature and High Pressure Sintering Process
Min-Seok Baek, Ji-Won Kim, Bae-Gun Park, Hee-Sub Park, Kee-Ahn Lee
Korean Journal of Metals and Materials.2020; 58(7): 480. CrossRef - Enhanced wear resistivity of a Zr-based bulk metallic glass processed by high-pressure torsion under reciprocating dry conditions
Soo-Hyun Joo, Dong-Hai Pi, Jing Guo, Hidemi Kato, Sunghak Lee, Hyoung Seop Kim
Metals and Materials International.2016; 22(3): 383. CrossRef
- Effect of Co Leaching on the Vertical Turning Lathe Wear Properties of Polycrystalline Diamond Compact Manufactured by High Temperature and High Pressure Sintering Process
- [Korean]
- Microstructure and Tensile Deformation Behavior of Ni-Cr-Al Powder Porous Block Material
- Chul-O Kim, Jung-Suk Bae, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2015;22(2):93-99. Published online April 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.2.93
- 1,085 View
- 9 Download
- 2 Citations
-
Abstract
PDF
This study investigated the microstructure and tensile properties of a recently made block-type Ni-Cr-Al powder porous material. The block-type powder porous material was made by stacking multiple layers of powder porous thin plates with post-processing such as additional compression and sintering. This study used block-type powder porous materials with two different cell sizes: one with an average cell size of 1,200 μm (1200 foam) and the other with an average cell size of 3,000 μm (3000 foam). The γ-Ni and γ’-Ni3Al were identified as the main phases of both materials. However, in the case of the 1,200 foam, a β-NiAl phase was additionally observed. The relative density of each block-type powder porous material, with 1200 foam and 3000 foam, was measured to be 5.78% and 2.93%, respectively. Tensile tests were conducted with strain rates of 10−2~10−4 sec−1. The test result showed that the tensile strength of the 1,200 foam was 6.0~7.1 MPa, and that of 3,000 foam was 3.0~3.3 MPa. The elongation of the 3,000 foam was higher (~9%) than that (~2%) of the 1,200 foam. This study also discussed the deformation behavior of block-type powder porous material through observations of the fracture surface, with the results above.
-
Citations
Citations to this article as recorded by- Effect of Strut Thickness on Room and High Temperature Compressive Properties of Block-Type Ni-Cr-Al Powder Porous Metals
B.-H. Kang, M.-H. Park, K.-A. Lee
Archives of Metallurgy and Materials.2017; 62(2): 1329. CrossRef - Fabrication and Shape Memory Characteristics of Highly Porous Ti-Nb-Mo Biomaterials
Y.-W. Kim, T.W. Mukarati
Archives of Metallurgy and Materials.2017; 62(2): 1367. CrossRef
- Effect of Strut Thickness on Room and High Temperature Compressive Properties of Block-Type Ni-Cr-Al Powder Porous Metals
- [Korean]
- Effect of Diamond Particle Ratio on the Microstructure and Thermal Shock Property of HPHT Sintered Polycrystalline Diamond Compact (PDC)
- Ji-Won Kim, Hee-Sub Park, Jin-Hyeon Cho, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2015;22(2):111-115. Published online April 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.2.111
- 1,466 View
- 18 Download
- 3 Citations
-
Abstract
PDF
This study investigates the microstructure and thermal shock properties of polycrystalline diamond compact (PDC) produced by the high-temperature, high-pressure (HPHT) process. The diamond used for the investigation features a 12~22 μm- and 8~16 μm-sized main particles, and 1~2 μm-sized filler particles. The filler particle ratio is adjusted up to 5~31% to produce a mixed particle, and then the tap density is measured. The measurement finds that as the filler particle ratio increases, the tap density value continuously increases, but at 23% or greater, it reduces by a small margin. The mixed particle described above undergoes an HPHT sintering process. Observation of PDC microstructures reveals that the filler particle ratio with high tap density value increases direct bonding among diamond particles, Co distribution becomes even, and the Co and W fraction also decreases. The produced PDC undergoes thermal shock tests with two temperature conditions of 820 and 830, and the results reveals that PDC with smaller filler particle ratio and low tap density value easily produces cracks, while PDC with high tap density value that contributes in increased direct bonding along with the higher diamond content results in improved thermal shock properties.
-
Citations
Citations to this article as recorded by- Effects of initial diamond particle size on the comprehensive mechanical properties of PDC
Xueqi Wang, Jianbo Tu, Baochang Liu
Ceramics International.2025; 51(8): 10433. CrossRef - HPHT sintering and performance investigation of PDC with different interfacial geometry substrates for trimodal diamond particle size
Jianbo Tu, Xueqi Wang, Haibo Zhang, Baochang Liu
Ceramics International.2024; 50(11): 19074. CrossRef - HPHT sintering and performance investigation of PDC with high stacking density by dual particle size diamond formulations
Jianbo Tu, Xueqi Wang, Baochang Liu
International Journal of Refractory Metals and Hard Materials.2024; 124: 106802. CrossRef
- Effects of initial diamond particle size on the comprehensive mechanical properties of PDC
- [Korean]
- Effect of Heat Treatment Environment on the Microstructure and Properties of Kinetic Sprayed Tantalum Coating Layer
- Ji-Hye Lee, Hyung-Jun Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2015;22(1):32-38. Published online February 1, 2015
- DOI: https://doi.org/10.4150/KPMI.2015.22.1.32
- 1,154 View
- 4 Download
- 1 Citations
-
Abstract
PDF
The effect of heat treatment environment on the microstructure and properties of tantalum coating layer manufactured by kinetic spraying was examined. Heat treatments are conducted for one hour at 800°C, 900°C, and 1000°C in two different environments of vacuum and Ar gas. Evaluation of microstructure and physical properties are conducted. High density α- tantalum single phase coating layer with a porosity of 0.04% and hardness of 550 Hv can be obtained. As heat treatment temperature increases, porosity identically decreases regardless of heat treatment environment (vacuum and Ar gas). Hardness of heat treated coating layer especially in Ar gas environment deceases from 550 Hv to 490 Hv with increasing heat treatment temperature. That in vacuum environment deceases from 550 Hv to 530 Hv. The boundary between particles became vague as heat treatment temperature increases. Oxygen distribution of tantalum coating layer is minute after heat treatment in vacuum environment than Ar gas environment.
-
Citations
Citations to this article as recorded by- Sintering Behavior and Microstructures of Tantalum and Tantalum-Tungsten Alloys Powders
Youngmoo Kim, Sung Ho Yang, Seong Lee, Sung Ho Lee, Joon-Woong Noh
Journal of Korean Powder Metallurgy Institute.2020; 27(5): 373. CrossRef
- Sintering Behavior and Microstructures of Tantalum and Tantalum-Tungsten Alloys Powders
- [Korean]
- Manufacturing of Cu Repair Coating Material Using the Kinetic Spray Process and Changes in the Microstructures and Properties by Heat Treatment
- Min-Gwang Jeon, Hyung-Jun Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2014;21(5):349-354. Published online October 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.5.349
- 1,193 View
- 2 Download
- 4 Citations
-
Abstract
PDF
This study is a basic research for repair material production which manufactured a Cu repair coating layer on the base material of a Cu plate using kinetic spray process. Furthermore, the manufactured material underwent an annealing heat treatment, and the changes of microstructure and macroscopic properties in the Cu repair coating layer and base material were examined. The powder feedstocks were sphere-shaped pure Cu powders with an average size of 27.7 μm. The produced repair coating material featured 600 μm thickness and 0.8% porosity, and it had an identical α-Cu single phase as the early powder. The produced Cu repair coating material and base material displayed extremely high adhesion characteristics that produced a boundary difficult to identify. Composition analysis confirmed that the impurities in the base material and repair coating material had no significant differences. Microstructure observation after a 500°C/1hr. heat treatment (vacuum condition) identified recovery, recrystallization and grain growth in the repair coating material and featured a more homogeneous microstructure. The hardness difference (ΔHv) between the repair coating material and base material significantly reduced from 87 to 34 after undergoing heat treatment.
-
Citations
Citations to this article as recorded by- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
Gi-Su Ham, Dong-Yeol Wi, Jun-Mo Yang, Kee-Ahn Lee
Journal of Thermal Spray Technology.2019; 28(8): 1974. CrossRef - High-temperature thermo-mechanical behavior of functionally graded materials produced by plasma sprayed coating: Experimental and modeling results
Kang Hyun Choi, Hyun-Su Kim, Chang Hyun Park, Gon-Ho Kim, Kyoung Ho Baik, Sung Ho Lee, Taehyung Kim, Hyoung Seop Kim
Metals and Materials International.2016; 22(5): 817. CrossRef - Fabrication and Microstructure/Properties of Bulk-typeTantalum Material by a Kinetic Spray Process
Ji-Hye Lee, Ji-Won Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 8. CrossRef - Effect of Heat Treatment Environment on the Microstructure and Properties of Kinetic Sprayed Tantalum Coating Layer
Ji-Hye Lee, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2015; 22(1): 32. CrossRef
- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
- [Korean]
- Manufacturing and Properties of CGI-based Composite Coating Layer Utilizing a Warm Spray Process and Cu-Ga and Cu-In Mixed Powders
- Min-Gwang Jeon, Myeong-Ju Lee, Hyeong-Jun Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2014;21(3):229-234. Published online June 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.3.229
- 1,259 View
- 1 Download
- 2 Citations
-
Abstract
PDF
This study manufactured a CIG-based composite coating layer utilizing a new warm spray process, and a mixed powder of Cu-20at.%Ga and Cu-20at.%In. In order to obtain the mixed powder with desired composition, the Cu-20at.%Ga and Cu-20at.%In powders were mixed with a 7:1 ratio. The mixed powder had an average particle size of 35.4 μm. Through the utilization of a warm spray process, a CIG-based composite coating layer of 180 μm thickness could be manufactured on a pure Al matrix. To analyze the microstructure and phase, the warm sprayed coating layer underwent XRD, SEM/EDS and EMPA analyses. In addition, to improve the physical properties of the coating layer, an annealing heat treatment was conducted at temperatures of 200°C, 400°C and 600°C for 1 hour each. The microstructure analysis identified α-Cu, Cu4In and Cu3Ga phases in the early mixed powder, while Cu4In disappeared, and additional Cu9In4 and Cu9Ga4 phases were identified in the warm sprayed coating layer. Porosity after annealing heat treatment reduced from 0.75% (warm sprayed coating layer) to 0.6% (after 600°C/1 hr. heat treatment), and hardness reduced from 288 Hv to 190 Hv. No significant phase changes were found after annealing heat treatment.
-
Citations
Citations to this article as recorded by- Fabrication and Microstructure/Properties of Bulk-typeTantalum Material by a Kinetic Spray Process
Ji-Hye Lee, Ji-Won Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 8. CrossRef - Effect of Heat Treatment Environment on the Microstructure and Properties of Kinetic Sprayed Tantalum Coating Layer
Ji-Hye Lee, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2015; 22(1): 32. CrossRef
- Fabrication and Microstructure/Properties of Bulk-typeTantalum Material by a Kinetic Spray Process
- [Korean]
- Patent Analysis for the Preparation of Rare Metals
- Kee-Ahn Lee, Jae-Sung Oh, Jae-Yeon Kim, Bum-Sung Kim, Taek-Soo Kim
- J Korean Powder Metall Inst. 2014;21(2):147-154. Published online April 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.2.147
- 1,143 View
- 3 Download
- [Korean]
- Effect of Cell Size on the High Temperature Oxidation Properties of Fe-Cr-Al Powder Porous Metal Manufactured by Electro-spray Process
- Jae-Sung Oh, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2014;21(1):55-61. Published online February 1, 2014
- DOI: https://doi.org/10.4150/KPMI.2014.21.1.55

- 1,422 View
- 1 Download
- 3 Citations
-
Abstract
PDF
Fe-Cr-Al powder porous metal was manufactured by using new electro-spray process. First, ultra-fine fecralloy powders were produced by using the submerged electric wire explosion process. Evenly distributed colloid (0.05~0.5% powders) was dispersed on Polyurethane foam through the electro-spray process. And then degreasing and sintering processes were conduced. In order to examine the effect of cell size (200 μm, 450 μm, 500 μm) in process, pre-samples were sintered for two hours at temperature of 1450°C, in H2 atmospheres. A 24-hour thermo gravimetric analysis test was conducted at 1000°C in a 79% N2 + 21% O2 to investigate the high temperature oxidation behavior of powder porous metal. The results of the high temperature oxidation tests showed that oxidation resistance increased with increasing cell size. In the 200 μm porous metal with a thinner strut and larger specific surface area, the depletion of the stabilizing elements such as Al and Cr occurred more quickly during the high-temperature oxidation compared with the 450, 500 μm porous metals.
-
Citations
Citations to this article as recorded by- Fabrication and Mechanical Properties of Open‐Cell Austenitic Stainless Steel Foam by Electrostatic Powder Spraying Process
Tae-Hoon Kang, Kyu-Sik Kim, Jung-Yeul Yun, Min-Jeong Lee, Kee-Ahn Lee
Advanced Engineering Materials.2020;[Epub] CrossRef - Microstructure and High Temperature Oxidation Behaviors of Fe-Ni Alloys by Spark Plasma Sintering
Chae Hong Lim, Jong Seok Park, Sangsun Yang, Jung-Yeul Yun, Jin Kyu Lee
Journal of Korean Powder Metallurgy Institute.2017; 24(1): 53. CrossRef - Effect of Al2O3 Inter-Layer Grown on FeCrAl Alloy Foam to Improve the Dispersion and Stability of NiO Catalysts
유진 이, 본율 구, 성호 백, 만호 박, 효진 안
Korean Journal of Materials Research.2015; 25(8): 391~397. CrossRef
- Fabrication and Mechanical Properties of Open‐Cell Austenitic Stainless Steel Foam by Electrostatic Powder Spraying Process
- [English]
- Manufacturing and Macroscopic Properties of Cold Sprayed Cu-Ga Coating Material for Sputtering Target
- Young-Min Jin, Min-Gwang Jeon, Dong-Yong Park, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2013;20(4):245-252.
- DOI: https://doi.org/10.4150/KPMI.2013.20.4.245
- 1,300 View
- 1 Download
- 4 Citations
-
Abstract
PDF
- This study attempted to manufacture a Cu-Ga coating layer via the cold spray process and to investigate the applicability of the layer as a sputtering target material. In addition, changes made to the microstructure and properties of the layer due to annealing heat treatment were evaluated, compared, and analyzed. The results showed that coating layers with a thickness of 520 mm could be manufactured via the cold spray process under optimal conditions. With the Cu-Ga coating layer, the alpha-Cu and Cu_3Ga were found to exist inside the layer regardless of annealing heat treatment. The microstructure that was minute and inhomogeneous prior to thermal treatment changed to homogeneous and dense with a more clear division of phases. A sputtering test was actually conducted using the sputtering target Cu-Ga coating layer (~2 mm thickness) that was additionally manufactured via the cold-spray coating process. Consequently, this test result confirmed that the cold sprayed Cu-Ga coating layer may be applied as a sputtering target material.
-
Citations
Citations to this article as recorded by- Microscopic Examination of Cold Spray Cermet Sn+In2O3Coatings for Sputtering Target Materials
M. Winnicki, A. Baszczuk, M. Rutkowska-Gorczyca, M. Jasiorski, A. Małachowska, W. Posadowski, Z. Znamirowski, A. Ambroziak
Scanning.2017; 2017: 1. CrossRef - Effect of powder alloy composition on the microstructure and properties of kinetic sprayed Cu-Ga based coating materials
Byung-Chul Choi, Dong-Yong Park, Kee-Ahn Lee
Metals and Materials International.2016; 22(4): 649. CrossRef - Manufacturing and Properties of CGI-based Composite Coating Layer Utilizing a Warm Spray Process and Cu-Ga and Cu-In Mixed Powders
Min-Gwang Jeon, Myeong-Ju Lee, Hyeong-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 229. CrossRef - Manufacturing of Cu Repair Coating Material Using the Kinetic Spray Process and Changes in the Microstructures and Properties by Heat Treatment
Min-Gwang Jeon, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(5): 349. CrossRef
- Microscopic Examination of Cold Spray Cermet Sn+In2O3Coatings for Sputtering Target Materials
- [Korean]
- Effect of Carrier Gases on the Microstructure and Properties of Ti Coating Layers Manufactured by Cold Spraying
- Myeong-Ju Lee, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2013;20(1):24-32.
- DOI: https://doi.org/10.4150/KPMI.2013.20.1.024
- 651 View
- 1 Download
-
Abstract
PDF
- The effect of carrier gases (He, N_2) on the properties of Ti coating layers were investigated to manufacture high-density Ti coating layers. Cold spray coating layers manufactured using He gas had denser and more homogenous structures than those using N_2 gas. The He gas coating layers showed porosity value of 0.02% and hardness value of Hv 229.1, indicating more excellent properties than the porosity and hardness of N_2 gas coating layers. Bond strengths were examined, and coating layers manufactured using He recorded a value of 74.3 MPa; those manufactured using N_2 gas had a value of 64.6 MPa. The aforementioned results were associated with the fact that, when coating layers were manufactured using He gas, the powder could be easily deposited because of its high particle impact velocity. When Ti coating layers were manufactured by the cold spray process, He carrier gas was more suitable than N_2 gas for manufacturing excellent coating layers.
- [Korean]
- Effect of Sintering Temperature on the High Temperature Oxidation of Fe-Cr-Al Powder Porous Metal Manufactured by Electrospray Process
- Jae-Sung Oh, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2012;19(6):435-441.
- DOI: https://doi.org/10.4150/KPMI.2012.19.6.435
- 1,415 View
- 6 Download
- 1 Citations
-
Abstract
PDF
- A new manufacturing process of Fe-Cr-Al powder porous metal was attempted. First, ultra-fine fecralloy powders were produced by using the submerged electric wire explosion process. Evenly distributed colloid (0.05~0.5% powders) was dispersed on PU (Polyurethane) foam through the electrospray process. And then degreasing and sintering processes were conduced. In order to examine the effect of sintering temperature in process, pre-samples were sintered for two hours at temperatures of 1350°C, 1400°C, 1450°C, and 1500°C, respectively, in H_2 atmospheres. A 24-hour TGA (thermo gravimetric analysis) test was conducted at 1000°C in a 79% N_2+21% O_2 to investigate the high temperature oxidation behavior of powder porous metal. The results of the high temperature oxidation tests showed that oxidation resistance increased with increasing sintering temperature (2.57% oxidation weight gain at 1500°C sintered specimen). The high temperature oxidation mechanism of newly manufactured Fe-Cr-Al powder porous metal was also discussed.
-
Citations
Citations to this article as recorded by- Effect of Cell Size on the High Temperature Oxidation Properties of Fe-Cr-Al Powder Porous Metal Manufactured by Electro-spray Process
Jae-Sung Oh, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(1): 55. CrossRef
- Effect of Cell Size on the High Temperature Oxidation Properties of Fe-Cr-Al Powder Porous Metal Manufactured by Electro-spray Process
- [Korean]
- Effects of Powder Morphology and Powder Preheating on the Properties and Deposition Behavior of Titanium Coating Layer Manufactured by Cold Spraying
- Jae-Nam Hwang, Myeong-Ju Lee, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2012;19(5):348-355.
- DOI: https://doi.org/10.4150/KPMI.2012.19.5.348
- 1,305 View
- 7 Download
- 6 Citations
-
Abstract
PDF
- Cold spray deposition using Titanium powder was carried out to investigate the effects of powder morphology and powder preheating on the coating properties such as porosity and hardness. The in-flight particle velocity of Ti powder in cold spray process was directly measured using the PIV (particle image velocimetry) equipment. Two types of powders (spherical and irregular ones) were used to manufacture cold sprayed coating layer. The results showed that the irregular morphology particle appeared higher in-flight particle velocity than that of the spherical one under the same process condition. The coating layer using irregular morphology powder represented lower porosity level and higher hardness. Two different preheating conditions (no preheating and preheating at 500°C) were used in the process of cold spraying. The porosity decreased and the hardness increased by conducting preheating at 500°C. It was found that the coating properties using different preheating conditions were dependent not on the particle velocity but on the deformation temperature of particle. The deposition mechanism of particles in cold spray process was also discussed based on the experimental results of in flight-particle velocity.
-
Citations
Citations to this article as recorded by- Solid-state cold spray additive manufacturing of pure tantalum with extraordinary high-temperature mechanical properties
Young-Kyun Kim, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Materials Research and Technology.2023; 23: 5698. CrossRef - Effect of Fe Content on the Microstructure and Mechanical Properties of Ti-Al-Mo-V-Cr-Fe Alloys
K.C. Bae, J.J. Oak, Y.H. Kim, Y.H. Park
Archives of Metallurgy and Materials.2017; 62(2): 1105. CrossRef - Effects Of Process Parameters On Cu Powder Synthesis Yield And Particle Size In A Wet-Chemical Process
Y.M. Shin, J.-H. Lee
Archives of Metallurgy and Materials.2015; 60(2): 1247. CrossRef - Property Evaluation of Kinetic Sprayed Al-Ni Composite Coatings
GyeongJun Byun, JaeIck Kim, Changhee Lee, SeeJo Kim, Seong Lee
Journal of Welding and Joining.2014; 32(5): 72. CrossRef - Manufacturing and Properties of CGI-based Composite Coating Layer Utilizing a Warm Spray Process and Cu-Ga and Cu-In Mixed Powders
Min-Gwang Jeon, Myeong-Ju Lee, Hyeong-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 229. CrossRef - Effect of Carrier Gases on the Microstructure and Properties of Ti Coating Layers Manufactured by Cold Spraying
Myeong-Ju Lee, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2013; 20(1): 24. CrossRef
- Solid-state cold spray additive manufacturing of pure tantalum with extraordinary high-temperature mechanical properties
- [Korean]
- Effect of Heat Treatment Environment on the Densification of Cold Sprayed Ti Coating Layer
- Ji-Sang Yu, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2012;19(2):110-116.
- DOI: https://doi.org/10.4150/KPMI.2012.19.2.110
- 1,243 View
- 3 Download
- 6 Citations
-
Abstract
PDF
- This study investigated the effects of annealing environment for the densification and purification properties of pure titanium coating layer manufactured by cold spraying. The annealing was conducted at 600°C/1 h and three kinds of environments of vacuum, Ar gas, and 5%H_2+Ar mixture gas were controlled. Cold sprayed Ti coating layer (as sprayed) represented 6.7% of porosity and 228 HV of hardness, showing elongated particle shapes (severe plastic deformation) perpendicular to injection direction. Regardless of gas environments, all thermally heat treated coating layers consisted of pure alpha-Ti and minimal oxide. Vacuum environment during heat treatment represented superior densification properties (3.8% porosity, 156.7 HV) to those of Ar gas (5.3%, 144.5 HV) and 5%H_2+Ar mixture gas (5.5%, 153.1 HV). From the results of phase analysis (XRD, EPMA, SEM, EDS), it was found that the vacuum environment during heat treatment could be effective for reducing oxide contents (purification) in the Ti coating layer. The characteristic of microstructural evolution with heat treatment was found to be different at three different gas environments. The controlling method for improving densification and purification in the cold sprayed Ti coating material was also discussed.
-
Citations
Citations to this article as recorded by- Effect of Hot Isostatic Pressing on the Microstructure and Propertiesof Kinetic Sprayed Nb Coating Material
Ji-Hye Lee, Sangsun Yang, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 15. CrossRef - Fabrication and Microstructure/Properties of Bulk-typeTantalum Material by a Kinetic Spray Process
Ji-Hye Lee, Ji-Won Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 8. CrossRef - Effect of Heat Treatment Environment on the Microstructure and Properties of Kinetic Sprayed Tantalum Coating Layer
Ji-Hye Lee, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2015; 22(1): 32. CrossRef - Effect of Powder Preheating Temperature on the Properties of Titanium Coating Layers Manufactured by Kinetic Spraying
Kee-Ahn Lee, Myeong-Ju Lee, Ji-Sang Yu, Hyung-Jun Kim
MATERIALS TRANSACTIONS.2014; 55(3): 622. CrossRef - Effect of Carrier Gases on the Microstructure and Properties of Ti Coating Layers Manufactured by Cold Spraying
Myeong-Ju Lee, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2013; 20(1): 24. CrossRef - Effects of Powder Morphology and Powder Preheating on the Properties and Deposition Behavior of Titanium Coating Layer Manufactured by Cold Spraying
Jae-Nam Hwang, Myeong-Ju Lee, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2012; 19(5): 348. CrossRef
- Effect of Hot Isostatic Pressing on the Microstructure and Propertiesof Kinetic Sprayed Nb Coating Material
- [Korean]
- Effect of Heat Treatment Environment on the Properties of Cold Sprayed Cu-15 at.%Ga Coating Material for Sputtering Target
- Byung-Chul Choi, Dong-Yong Park, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2011;18(6):552-561.
- DOI: https://doi.org/10.4150/KPMI.2011.18.6.552
- 1,251 View
- 1 Download
- 9 Citations
-
Abstract
PDF
- This study attempted to manufacture a Cu-15 at.%Ga coating layer via the cold spray process and investigated the effect of heat treatment environment on the properties of cold sprayed coating material. Three kinds of heat treatment environments, 5%H_2+argon, pure argon, and vacuum were used in this study. Annealing treatments were conducted at 200sim800°C/1 hr. With the cold sprayed coating layer, pure alpha-Cu and small amounts of Ga_2O_3 were detected in the XRD, EDS, EPMA analyses. Porosity significantly decreased and hardness also decreased with increasing annealing temperature. The inhomogeneous dendritic microstructure of cold sprayed coating material changed to the homogeneous and dense one (microstructural evolution) with annealing heat treatment. Oxides near the interface of particles could be reduced by heat treatment especially in vacuum and argon environments. Vacuum environment during heat treatment was suggested to be most effective one to improve the densification and purification properties of cold sprayed Cu-15 at.%Ga coating material.
-
Citations
Citations to this article as recorded by- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
Gi-Su Ham, Dong-Yeol Wi, Jun-Mo Yang, Kee-Ahn Lee
Journal of Thermal Spray Technology.2019; 28(8): 1974. CrossRef - Effect of Hot Isostatic Pressing on the Microstructure and Propertiesof Kinetic Sprayed Nb Coating Material
Ji-Hye Lee, Sangsun Yang, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 15. CrossRef - Fabrication and Microstructure/Properties of Bulk-typeTantalum Material by a Kinetic Spray Process
Ji-Hye Lee, Ji-Won Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2016; 23(1): 8. CrossRef - Effect of Heat Treatment Environment on the Microstructure and Properties of Kinetic Sprayed Tantalum Coating Layer
Ji-Hye Lee, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2015; 22(1): 32. CrossRef - The Effect of Annealing Heat Treatment on the Microstructure and Macroscopic Properties of Kinetic-Sprayed Ta Coating Layer
Myeong Ju Lee, Jae Sung Oh, Hyung Jun Kim, Ik Hyun Oh, Kee Ahn Lee
Advanced Materials Research.2014; 893: 64. CrossRef - Manufacturing of Cu Repair Coating Material Using the Kinetic Spray Process and Changes in the Microstructures and Properties by Heat Treatment
Min-Gwang Jeon, Hyung-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(5): 349. CrossRef - Manufacturing and Properties of CGI-based Composite Coating Layer Utilizing a Warm Spray Process and Cu-Ga and Cu-In Mixed Powders
Min-Gwang Jeon, Myeong-Ju Lee, Hyeong-Jun Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2014; 21(3): 229. CrossRef - Effect of Heat Treatment Environment on the Densification of Cold Sprayed Ti Coating Layer
Ji-Sang Yu, Hyung-Jun Kim, Ik-Hyun Oh, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2012; 19(2): 110. CrossRef - Sintering and Rolling Behavior of Cu-50In-13Ga Ternary Alloy Powder for Sputtering Target
Dae-Won Kim, Yong-Ho Kim, Jung-Han Kim, Dae-Guen Kim, Jong-Hyeon Lee, Kwang-Bo Choi, Hyeon-Taek Son
Journal of Korean Powder Metallurgy Institute.2012; 19(4): 264. CrossRef
- Manufacturing of Large-Scale Cold-Sprayed Ta Target Material and Its Sputtering Property
- [Korean]
- Manufacturing and Properties of Low Vacuum Plasma Sprayed W-Carbide Hybrid Coating Layer
- Jin-Hyeon Cho, Young-Min Jin, Jee-Hoon Ahn, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2011;18(3):226-237.
- DOI: https://doi.org/10.4150/KPMI.2011.18.3.226
- 836 View
- 4 Download
-
Abstract
PDF
- W-ZrC and W-HfC composite powders were fabricated by the Plasma Alloying & Spheroidization (PAS) method and the powders were sprayed into hybrid coating layers by using Low Vacuum Plasma Spray (LVPS) process, respectively. Microstructure, mechanical properties, and ablation characteristics of the fabricated coating layers were investigated. The LVPS process led to successful production of W-Carbide hybrid coatings, approximately 400 µM or above in thickness. As the substrate preheating temperature increased from 870°C to 917°C, the hardness of the W-ZrC coating layer increased due to decreased porosity. Vickers hardness showed higher value (about 108.4 HV) in W-ZrC hybrid coating material compared to that of W-HfC while adhesive strength was found to be similar in both coating layers. The plasma torch test revealed good ablation resistance of the W-Carbide hybrid coating layers. The relatively high performance W-ZrC coating layer at the elevated temperature is thought to be attributed to both the strengthening effect of ZrC particle remained in the layer and the formation of ZrO2 phase with high temperature stability.
- [Korean]
- High Temperature Oxidation Behavior of Ni based Porous Metal
- Sung-Hwan Choi, Jung-Yeul Yun, Hye-Mun Lee, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
- J Korean Powder Metall Inst. 2011;18(2):122-128.
- DOI: https://doi.org/10.4150/KPMI.2011.18.2.122
- 1,300 View
- 3 Download
- 7 Citations
-
Abstract
PDF
- This study investigated the high temperature oxidation behavior of Ni-22.4%Fe-22%Cr-6%Al (wt.%) porous metal. Two types of open porous metals with different pore sizes of 30 PPI and 40 PPI (pore per inch) were used. A 24-hour TGA test was conducted at three different temperatures of 900°C, 1000°C and 1100°C. The results of the BET analysis revealed that the specific surface area increased as the pore size decreased from 30 PPI to 40 PPI. The oxidation resistance of porous metal decreased with decreasing pore size. As the temperature increased, the oxidation weight gain of the porous metal also increased. Porous metals mainly created oxides such as Al_2O_3, Cr_2O_3, NiAl_2O_4, and NiCr_2O_4. In the 40 PPI porous metal with small pore size and larger specific surface area, the depletion of stabilizing elements such as Al and Cr occurred more quickly during oxidation compared to the 30 PPI porous metal. Ni-Fe-Cr-Al porous metal's high-temperature oxidation micro-mechanism was also discussed.
-
Citations
Citations to this article as recorded by- Effect of Strut Thickness on Room and High Temperature Compressive Properties of Block-Type Ni-Cr-Al Powder Porous Metals
B.-H. Kang, M.-H. Park, K.-A. Lee
Archives of Metallurgy and Materials.2017; 62(2): 1329. CrossRef - Fabrication of metallic alloy powder (Ni3Fe) from Fe–77Ni scrap
Inseok Seo, Shun-Myung Shin, Sang-An Ha, Jei-Pil Wang
Journal of Alloys and Compounds.2016; 670: 356. CrossRef - Preparation of oxide powder by continuous oxidation process from recycled Fe-77Ni alloy scrap
J Y Yun, D H Park, G J Jung, J P Wang
IOP Conference Series: Materials Science and Engineering.2015; 103: 012026. CrossRef - Reduction of High Nickel-Based Oxide Particles Using Hydrogen Gas
Sung Ho Joo, Shun Myung Shin, Dong Ju Shin, Jei Pil Wang
Applied Mechanics and Materials.2015; 778: 148. CrossRef - Fabrication of oxide powder from Fe–46Ni alloy scrap
J.-Y. Yun, D.-W. Lee, S.-M. Shin, J.-P. Wang
Materials Research Innovations.2015; 19(sup5): S5-415. CrossRef - Evaluation of Creep Reliability of Powder Metallurgy and Cast-type Ni-based Superalloy by Using Ultrasonic Wave
Chan-Yang Choi, Jin-Hun Song, Se-Ung Oh, Chung-Seok Kim, Sook-In Kwun, Sung-Tag Oh, Chang-Yong Hyun, Jai-Won Byeon
Journal of Korean Powder Metallurgy Institute.2012; 19(3): 215. CrossRef - Effect of Sintering Temperature on the High Temperature Oxidation of Fe-Cr-Al Powder Porous Metal Manufactured by Electrospray Process
Jae-Sung Oh, Young-Min Kong, Byoung-Kee Kim, Kee-Ahn Lee
Journal of Korean Powder Metallurgy Institute.2012; 19(6): 435. CrossRef
- Effect of Strut Thickness on Room and High Temperature Compressive Properties of Block-Type Ni-Cr-Al Powder Porous Metals
 First
First Prev
Prev

TOP
